You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- BOX CULVERT Spread SheetDocument20 pagesBOX CULVERT Spread Sheetdsananda0% (1)
- Introduction To Predictive Maintenance For ForgingDocument29 pagesIntroduction To Predictive Maintenance For Forgingcjt3001No ratings yet
- 50cc Scooter ManualDocument0 pages50cc Scooter ManualMarcelo FerreiraNo ratings yet
- Electronic ComponentsDocument411 pagesElectronic ComponentsChristopher George0% (1)
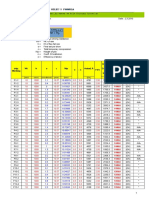
- Ook Hiley's Formula - Back Calc For Driven PileDocument3 pagesOok Hiley's Formula - Back Calc For Driven PileHanafiahHamzahNo ratings yet
- Singer Machine ManualDocument23 pagesSinger Machine ManualaburidaNo ratings yet
- VISCOSITY OF CRUDE OIL EMULSIONSDocument6 pagesVISCOSITY OF CRUDE OIL EMULSIONSferchosb12No ratings yet
- 1-Pump Selection Guide by Goulds - Rev - PSG PDFDocument24 pages1-Pump Selection Guide by Goulds - Rev - PSG PDFMelvin MagbanuaNo ratings yet
- Caterpillar 795f - AcDocument28 pagesCaterpillar 795f - AcBeto PariNo ratings yet
- Rolling: Metal Working ProcessDocument63 pagesRolling: Metal Working ProcessRohit SinghalNo ratings yet
- Wet Air Oxidation Pre Treatment of Spent Caustic For Discharge To Biological Wastewater Treatment Allowing For Water Recovery and ReuseDocument22 pagesWet Air Oxidation Pre Treatment of Spent Caustic For Discharge To Biological Wastewater Treatment Allowing For Water Recovery and ReuseAzam Khan100% (1)
- Composite Building Case Study PDFDocument49 pagesComposite Building Case Study PDFkoglad100% (1)
- Bro Refining 20111025 01 PA4 2012427153825Document28 pagesBro Refining 20111025 01 PA4 2012427153825ganeshanNo ratings yet
- IEEE and IEC StandardsDocument11 pagesIEEE and IEC StandardschupzptNo ratings yet
- AspenPhysPropModelsV7 2 RefDocument229 pagesAspenPhysPropModelsV7 2 Refferchosb12No ratings yet
- Pip PIC001Document32 pagesPip PIC001Gerry100% (1)
- Ref Bref 2015Document754 pagesRef Bref 2015Anonymous nw5AXJqjdNo ratings yet
- 1089 0574 00 Ed75 Temperature Sensor Technical Spacification ENDocument37 pages1089 0574 00 Ed75 Temperature Sensor Technical Spacification ENRoman AlarconNo ratings yet
- Wastewater Reuse at A Petroleum Refinery: Microconstituents/Industrial Water Quality 2009Document14 pagesWastewater Reuse at A Petroleum Refinery: Microconstituents/Industrial Water Quality 2009ferchosb12No ratings yet
- Environmental Technology & Innovation: Narendra Khatri, Kamal Kishore Khatri, Abhishek SharmaDocument12 pagesEnvironmental Technology & Innovation: Narendra Khatri, Kamal Kishore Khatri, Abhishek Sharmaferchosb12No ratings yet
- Sour Water Strippers: Design and OperationDocument6 pagesSour Water Strippers: Design and Operationferchosb12No ratings yet
- Integration of Biofiltration and Advanced Oxidation Processes For Tertiary Treatment of An Oil Refinery Wastewater Aiming at Water ReuseDocument12 pagesIntegration of Biofiltration and Advanced Oxidation Processes For Tertiary Treatment of An Oil Refinery Wastewater Aiming at Water Reuseferchosb12No ratings yet
- Wastewater Reuse at A Petroleum Refinery: Microconstituents/Industrial Water Quality 2009Document14 pagesWastewater Reuse at A Petroleum Refinery: Microconstituents/Industrial Water Quality 2009ferchosb12No ratings yet
- Dynamic model of offshore water treatmentDocument114 pagesDynamic model of offshore water treatmentferchosb12No ratings yet
- Review of Practical Experience & Management by Polymer Flooding at DaqingDocument18 pagesReview of Practical Experience & Management by Polymer Flooding at Daqingferchosb12No ratings yet
- Effects of LiquidViscosity On PerformanceDocument1 pageEffects of LiquidViscosity On Performanceferchosb12No ratings yet
- 1083ch7 16 PDFDocument27 pages1083ch7 16 PDFmelosz100% (1)
- Archive of SID: Study On Basic Methods of Spent Caustic TreatmentDocument6 pagesArchive of SID: Study On Basic Methods of Spent Caustic Treatmentferchosb12No ratings yet
- Data Sheets Series 5400a Flame Arrester Varec en en 5196418Document8 pagesData Sheets Series 5400a Flame Arrester Varec en en 5196418ferchosb12No ratings yet
- GDCompact Cutsheet 3620182Document2 pagesGDCompact Cutsheet 3620182ferchosb12No ratings yet
- General Guidelines For Failure Analysis of Downhole Progressing Cavity PumpsDocument1 pageGeneral Guidelines For Failure Analysis of Downhole Progressing Cavity Pumpsferchosb12No ratings yet
- Centrifugal Pump Selection and SpecificationDocument2 pagesCentrifugal Pump Selection and Specificationferchosb12No ratings yet
- FEEDDocument1 pageFEEDferchosb12No ratings yet
- Hydraulic Power, Also Called Fluid Power, Power Transmitted by The ControlledDocument1 pageHydraulic Power, Also Called Fluid Power, Power Transmitted by The Controlledferchosb12No ratings yet
- Guideline for Optimal Pump Operation RegionDocument1 pageGuideline for Optimal Pump Operation Regionferchosb12No ratings yet
- Oil Emulsions: - o - o o - o o o oDocument2 pagesOil Emulsions: - o - o o - o o o oferchosb12No ratings yet
- Pump Piping Requirements for Optimal PerformanceDocument1 pagePump Piping Requirements for Optimal Performanceferchosb12No ratings yet
- PDF 22Document4 pagesPDF 22ferchosb12No ratings yet
- AspenPhysPropModelsV7 2-RefDocument328 pagesAspenPhysPropModelsV7 2-RefibrahimkhansahilNo ratings yet
- Guideline For NPSH: What You Will Learn/Overall BenefitsDocument1 pageGuideline For NPSH: What You Will Learn/Overall Benefitsferchosb12No ratings yet
- NPSHDocument6 pagesNPSHferchosb12No ratings yet
- 10 Vol16 And17 The Use of Sugarcane Eljack SulimanDocument6 pages10 Vol16 And17 The Use of Sugarcane Eljack SulimantonydisojaNo ratings yet
- c4r - d131 - Operational Failure Modes of Scs PublicDocument61 pagesc4r - d131 - Operational Failure Modes of Scs Publicboris vergaraNo ratings yet
- Leaf SpringsDocument33 pagesLeaf SpringsBharath PolNo ratings yet
- ZH-J11 Oxygen Concentrator Instruction-Brochure-1Document25 pagesZH-J11 Oxygen Concentrator Instruction-Brochure-1SANTIAGO FRANCONo ratings yet
- Tooth Splinting-An Update PDFDocument2 pagesTooth Splinting-An Update PDFmuchlis fauzi100% (1)
- Lowara CEA-CA Series Single and Twin Impeller Centrifugal Electric Pumps Technical ManualDocument40 pagesLowara CEA-CA Series Single and Twin Impeller Centrifugal Electric Pumps Technical ManualVennia PapadipoulouNo ratings yet
- Comparing Lactose Percentage Between Whole Milk and Powdered MilkDocument1 pageComparing Lactose Percentage Between Whole Milk and Powdered MilkdarshNo ratings yet
- GEO PUB 1/93 - Review of Granular and Geotextile FiltersDocument133 pagesGEO PUB 1/93 - Review of Granular and Geotextile FiltersaescarameiaNo ratings yet
- Australian/New Zealand Standard: Cellulose-Cement Products Part 1: Corrugated SheetsDocument21 pagesAustralian/New Zealand Standard: Cellulose-Cement Products Part 1: Corrugated SheetsGabriel TanNo ratings yet
- Name: Sisay Amare Nigussie Reg no:18BCM0149 Slot: D2 +TD2 Course Code: CHE1004 Faculty: D.R Aslam Abdullahi M Vellore Institute of Technology (VIT)Document23 pagesName: Sisay Amare Nigussie Reg no:18BCM0149 Slot: D2 +TD2 Course Code: CHE1004 Faculty: D.R Aslam Abdullahi M Vellore Institute of Technology (VIT)Sisay AmareNo ratings yet
- Analyze Simple SaltDocument6 pagesAnalyze Simple SaltDrGaurav Rajput50% (10)
- FELTOFLEX NTMCWOEU 20kV - enDocument2 pagesFELTOFLEX NTMCWOEU 20kV - enPhilippe SingletonNo ratings yet
- Web HPC 804Document2 pagesWeb HPC 804api-30194194No ratings yet
- Basewest: Model 601 Battery Pack Aircrew FlashlightDocument1 pageBasewest: Model 601 Battery Pack Aircrew FlashlightMilad YadollahiNo ratings yet
- Synthetic Gear OilsDocument1 pageSynthetic Gear OilsPawan ChaturvediNo ratings yet
- Progress Report Design 1Document11 pagesProgress Report Design 1Haziq AzliNo ratings yet
- Catalyst: Ostwald (1895) Redefined A Catalyst As, "A Substance Which ChangesDocument14 pagesCatalyst: Ostwald (1895) Redefined A Catalyst As, "A Substance Which ChangesRahul ReddyNo ratings yet
- JEE ChallengerDocument31 pagesJEE Challengerpardhan jiNo ratings yet
- Designer Quartz Sinks and Kitchen AccessoriesDocument28 pagesDesigner Quartz Sinks and Kitchen AccessoriesAkshay Kumar GhoshNo ratings yet