You might also like
- Tugas 02 - 1106069992Document11 pagesTugas 02 - 1106069992Reinol SianturiNo ratings yet
- Comparing welding advantages and disadvantagesDocument11 pagesComparing welding advantages and disadvantagesbotobotoakbarNo ratings yet
- Tugas 2 WeldingDocument9 pagesTugas 2 WeldingMuhammad AndriNo ratings yet
- Question Answers On Welding For CSWIP 3.1 and AWS CWIDocument6 pagesQuestion Answers On Welding For CSWIP 3.1 and AWS CWIbyoucef12No ratings yet
- Welding Technology: Department of Mechanical Engineering National Institute of Technology RaipurDocument66 pagesWelding Technology: Department of Mechanical Engineering National Institute of Technology RaipuryashNo ratings yet
- CO2 WeldingDocument3 pagesCO2 WeldingNisarg PatelNo ratings yet
- MIG CO2 Welding Process GuideDocument20 pagesMIG CO2 Welding Process GuideAsad Bin Ala Qatari100% (1)
- A Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Document7 pagesA Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Radhi NurvianNo ratings yet
- Gmaw & Fcaw-MsmeDocument73 pagesGmaw & Fcaw-MsmemilindNo ratings yet
- AnswersDocument34 pagesAnswersMahmoud Elsayed MohamedNo ratings yet
- The WPS Writers GuideDocument129 pagesThe WPS Writers GuideGEORGEVPAUL_14565666No ratings yet
- Wi Cswip 3.1 Part 21Document8 pagesWi Cswip 3.1 Part 21Ramakrishnan AmbiSubbiahNo ratings yet
- GMAWDocument7 pagesGMAWmostafaNo ratings yet
- (D) A Transformer or Alternator and A Means To Change The CurrentDocument19 pages(D) A Transformer or Alternator and A Means To Change The Currentmohammed dallyNo ratings yet
- Optimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelDocument6 pagesOptimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelIJRASETPublicationsNo ratings yet
- CSWIP MULTIPLE CHOICE ASSESSMENTDocument4 pagesCSWIP MULTIPLE CHOICE ASSESSMENTLe TuanNo ratings yet
- CSWIP 3.1 MULTIPLE CHOICE QUESTIONSDocument18 pagesCSWIP 3.1 MULTIPLE CHOICE QUESTIONSNagaya PushpaharaDoss50% (2)
- Chapter9 GMAW FCAW WeldingDocument17 pagesChapter9 GMAW FCAW Weldingrusf123No ratings yet
- MIG Welding ProcessDocument12 pagesMIG Welding ProcessHimanshu RaoNo ratings yet
- Welding ProcessDocument42 pagesWelding ProcessPankaj KumbhareNo ratings yet
- WIS 5 EOCA QuestionsDocument31 pagesWIS 5 EOCA QuestionsAli ClubistNo ratings yet
- EML 2322L - Welding - MAE Design and Manufacturing LabDocument21 pagesEML 2322L - Welding - MAE Design and Manufacturing LabBhaiJan59No ratings yet
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocument8 pagesStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelIJMERNo ratings yet
- Practice 7 Questions - CSWIPDocument12 pagesPractice 7 Questions - CSWIPravichandran0506100% (1)
- SAIF - Weldinng Health and Safety PDFDocument25 pagesSAIF - Weldinng Health and Safety PDFskay4dekovNo ratings yet
- Types of Electric WeldingDocument7 pagesTypes of Electric WeldingSUKhanNo ratings yet
- PR8592_WT_unit1 (1)Document5 pagesPR8592_WT_unit1 (1)Payal PatilNo ratings yet
- Wis 5 Eoca AnswersDocument34 pagesWis 5 Eoca AnswersAli ClubistNo ratings yet
- (GMAW) GAS METAL ARC WELDING(MIG_MAG)Document11 pages(GMAW) GAS METAL ARC WELDING(MIG_MAG)buttuverma18102No ratings yet
- Welding Inspector Question Rew290Document45 pagesWelding Inspector Question Rew290dhasdj0% (1)
- KEM.545.182Document7 pagesKEM.545.182katfyNo ratings yet
- Observation of Arc Behaviour in TIG MIG Hybrid Welding ProcessDocument8 pagesObservation of Arc Behaviour in TIG MIG Hybrid Welding ProcessBRAYAN ALEJANDRO REYES VILLANUEVANo ratings yet
- Multichoice Paper FourDocument4 pagesMultichoice Paper FourAhmed ShakirNo ratings yet
- Mig WeldDocument47 pagesMig Weldravindra_jivaniNo ratings yet
- Gas Metal Arc WeldingDocument16 pagesGas Metal Arc WeldingIhsan1991 YusoffNo ratings yet
- Cswip Qa 1 - 300 QaDocument64 pagesCswip Qa 1 - 300 QaIyappan BaluNo ratings yet
- Welding DefectsDocument36 pagesWelding DefectsSunilNo ratings yet
- MCQDocument43 pagesMCQBansal RajNeesh67% (6)
- Metrode Duplex Welding EWDDocument7 pagesMetrode Duplex Welding EWDClaudia MmsNo ratings yet
- Shielded-Metal Arc WeldingDocument28 pagesShielded-Metal Arc WeldingHarish ValipiNo ratings yet
- Practice 6 - Questions - CSWIPDocument12 pagesPractice 6 - Questions - CSWIPravichandran0506No ratings yet
- Manufacturing Processes Lab WeldingDocument8 pagesManufacturing Processes Lab WeldingKhalid EwigNo ratings yet
- Introduction To Welding - 1 GCDocument66 pagesIntroduction To Welding - 1 GCkr_abhijeet72356587No ratings yet
- Manufacturing ScienceDocument89 pagesManufacturing ScienceVokNo ratings yet
- Welding Fume Hazards and Prevention Focus on Manganese and ChromiumDocument28 pagesWelding Fume Hazards and Prevention Focus on Manganese and ChromiumSavio MarquesNo ratings yet
- Mig Gmaw Welding 1Document26 pagesMig Gmaw Welding 1HAZEL BELLONo ratings yet
- Optimization of Process Parameters Affecting Gas Tungsten Arc Welding of AA6082Document5 pagesOptimization of Process Parameters Affecting Gas Tungsten Arc Welding of AA6082erpublicationNo ratings yet
- Advanced welding techniques for shipbuildingDocument15 pagesAdvanced welding techniques for shipbuildingmadhan_kumar2000No ratings yet
- FLUX CORED WIRES FOR SHIPBUILDING AND STRUCTURESDocument1 pageFLUX CORED WIRES FOR SHIPBUILDING AND STRUCTUREScamelod555No ratings yet
- KObelco Rods 202-209Document4 pagesKObelco Rods 202-209dedikartiwa_dkNo ratings yet
- 용접의 개요Document26 pages용접의 개요박제영No ratings yet
- Module 3 Metal Joining and Cutting Process 15Document89 pagesModule 3 Metal Joining and Cutting Process 15Miki JaksicNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysFrom EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysRating: 1 out of 5 stars1/5 (1)
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Preliminary Report - Sand MoldingDocument2 pagesPreliminary Report - Sand MoldingAndaradhi NararyaNo ratings yet
- Preliminary Report - Metal CastingDocument2 pagesPreliminary Report - Metal CastingAndaradhi NararyaNo ratings yet
- HW-04 1206291992Document10 pagesHW-04 1206291992Andaradhi NararyaNo ratings yet
- HW-03 1206291992Document7 pagesHW-03 1206291992Andaradhi NararyaNo ratings yet
- Chapter 7—Weldability, Welding Metallurgy, and Welding Chemistry ReviewDocument4 pagesChapter 7—Weldability, Welding Metallurgy, and Welding Chemistry ReviewAndaradhi NararyaNo ratings yet
- HW-07 1206291992Document13 pagesHW-07 1206291992Andaradhi NararyaNo ratings yet
- Assignment-5 Enmt610029 Welding ANDARADHI NARARYA/1206291992Document8 pagesAssignment-5 Enmt610029 Welding ANDARADHI NARARYA/1206291992Andaradhi NararyaNo ratings yet
- Andaradhi Nararya 1206291992Document17 pagesAndaradhi Nararya 1206291992Andaradhi NararyaNo ratings yet
- Assignment-5 Enmt610029 Welding ANDARADHI NARARYA/1206291992Document8 pagesAssignment-5 Enmt610029 Welding ANDARADHI NARARYA/1206291992Andaradhi NararyaNo ratings yet
- HW 01Document6 pagesHW 01Andaradhi NararyaNo ratings yet
- Home Work 02Document8 pagesHome Work 02Andaradhi NararyaNo ratings yet
- Copper ExtractionDocument16 pagesCopper ExtractionAndaradhi NararyaNo ratings yet
- Case Study - The Grameen Bank of BangladeshDocument12 pagesCase Study - The Grameen Bank of BangladeshArif ShaikNo ratings yet
- TAX Midterm ReviewerDocument10 pagesTAX Midterm ReviewerCookie MasterNo ratings yet
- ICCT Colleges Foundation, Inc.: Income Taxation - CBTAX01Document3 pagesICCT Colleges Foundation, Inc.: Income Taxation - CBTAX01bbrightvc 一ไบร์ทNo ratings yet
- Prakas On Construction License - CambodiaDocument4 pagesPrakas On Construction License - CambodiaVP SadokaNo ratings yet
- A5E03436620-AFen PS2 COI 109771318Document94 pagesA5E03436620-AFen PS2 COI 109771318Ahmet TanNo ratings yet
- Cryptocurrency System Using Body Activity Data 5 of 6Document1 pageCryptocurrency System Using Body Activity Data 5 of 6Nemo NemoNo ratings yet
- Cloud Kitchen AssignmentDocument4 pagesCloud Kitchen Assignmentআলী জুলফিকারNo ratings yet
- Bam 241: Business Laws and Regulations Second Periodical ExaminationDocument19 pagesBam 241: Business Laws and Regulations Second Periodical ExaminationGiner Mabale StevenNo ratings yet
- Decision TheoryDocument14 pagesDecision TheoryBless TettehNo ratings yet
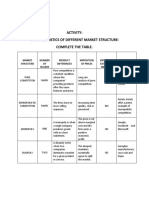
- Characteristics of Different Market Structures TableDocument2 pagesCharacteristics of Different Market Structures TableJustine PadohilaoNo ratings yet
- 2020-2021 MFC CollectionDocument51 pages2020-2021 MFC CollectionTa Thanh PhongNo ratings yet
- Onondaga County 2021 BudgetDocument424 pagesOnondaga County 2021 BudgetNewsChannel 9No ratings yet
- True False True: Stockholders' EquityDocument3 pagesTrue False True: Stockholders' EquityOMAYOMAYNo ratings yet
- Environmental Sustainability, Research, IOT, and Future DevelopmentDocument4 pagesEnvironmental Sustainability, Research, IOT, and Future DevelopmentEditor IJTSRDNo ratings yet
- DEY'S ECONOMICS-XII - Exam Handbook For 2024 ExamDocument62 pagesDEY'S ECONOMICS-XII - Exam Handbook For 2024 ExamYash Shrivastava100% (1)
- Ancient Egypt Pack PDFDocument39 pagesAncient Egypt Pack PDFgayaNo ratings yet
- Pranayam Resident Welfare Association (Regd.) : Cam Cum Utility InvoiceDocument1 pagePranayam Resident Welfare Association (Regd.) : Cam Cum Utility InvoiceDeepak VermaNo ratings yet
- ProblemDocument2 pagesProblemchandra K. SapkotaNo ratings yet
- Transport Economics Individual Assignemnt FinalDocument6 pagesTransport Economics Individual Assignemnt FinalBlessing MapokaNo ratings yet
- Notes2 KolstadCh11Document9 pagesNotes2 KolstadCh11aditi singhNo ratings yet
- Technology in Retail: Dan HoppingDocument12 pagesTechnology in Retail: Dan HoppingGisela Consolmagno PelegriniNo ratings yet
- Competitive Advantage Ma 2000Document19 pagesCompetitive Advantage Ma 2000sintaNo ratings yet
- 30 Goal TemplatesDocument32 pages30 Goal TemplatesD RICENo ratings yet
- FA Work BookDocument59 pagesFA Work BookUnais AhmedNo ratings yet
- Video Transcript Edc493Document1 pageVideo Transcript Edc493api-607892218No ratings yet
- Meiser IndustryDocument36 pagesMeiser IndustryAleksiey PellicciaNo ratings yet
- Activity Chapter1 ManagementDocument7 pagesActivity Chapter1 ManagementTricia Amigo SacareNo ratings yet
- IQANActiveStudio 2.60.7Document194 pagesIQANActiveStudio 2.60.7jhanetNo ratings yet
- Senate Select Committee PaperDocument62 pagesSenate Select Committee PaperForkLogNo ratings yet
- Comprof PT. Indo Kida PlatingDocument16 pagesComprof PT. Indo Kida PlatingAreIf Cron BmxStreetNo ratings yet