You might also like
- 1.classification of Textile FiberDocument61 pages1.classification of Textile FibersandhyaRanimohantyNo ratings yet
- Poplin FabricDocument10 pagesPoplin FabricAmar Nath PrasadNo ratings yet
- Study On Chemical FinishingDocument10 pagesStudy On Chemical FinishingZAyed100% (2)
- Modal FibreDocument10 pagesModal Fibresaran7ran100% (5)
- Textile Processing and Properties: Preparation, Dyeing, Finishing and PerformanceFrom EverandTextile Processing and Properties: Preparation, Dyeing, Finishing and PerformanceRating: 5 out of 5 stars5/5 (5)
- Seam Finishes InformationDocument6 pagesSeam Finishes Informationtulika_ajwani100% (1)
- Unit I - Introduction To CorelDRAW X5Document28 pagesUnit I - Introduction To CorelDRAW X5mllalaguna87% (15)
- Helicopter MaintenanceDocument347 pagesHelicopter MaintenanceJai Deep88% (24)
- HRSGDocument21 pagesHRSGrabia2090No ratings yet
- Jute ProcessingDocument7 pagesJute Processingtulika_ajwaniNo ratings yet
- 2 GinningDocument29 pages2 GinningPrincesaxena SaxenaNo ratings yet
- Dyeing of Textile Material NotesDocument41 pagesDyeing of Textile Material NotesMd Abu Shalea 125No ratings yet
- Textilelearner - Blogspot.ca-Rayon Fiber Characteristics of Rayon Fiber Manufacturing Process of Viscose Rayon End Uses of RayoDocument4 pagesTextilelearner - Blogspot.ca-Rayon Fiber Characteristics of Rayon Fiber Manufacturing Process of Viscose Rayon End Uses of Rayolyouf100% (1)
- WoolDocument69 pagesWoolnitishkohli100% (5)
- Textile Wet ProcessingDocument6 pagesTextile Wet ProcessingMuhammad JafarNo ratings yet
- Finishing (Textiles) : OriginalDocument11 pagesFinishing (Textiles) : OriginalChandru TG100% (1)
- Textile Warp SizingDocument19 pagesTextile Warp SizingAmir YasinNo ratings yet
- Yarn Manufacturing TechnologyDocument6 pagesYarn Manufacturing Technologyshahadat hossainNo ratings yet
- Textile FibersDocument70 pagesTextile FibersspringstarNo ratings yet
- Textile ScienceDocument22 pagesTextile ScienceAbhinav VermaNo ratings yet
- FinishesDocument75 pagesFinishesShubham TilaraNo ratings yet
- Terry TowelDocument31 pagesTerry TowelmaxheightsNo ratings yet
- Denim WashDocument13 pagesDenim WashSundaramoorthy ManickamNo ratings yet
- The Only Recognized Trademarks For Textile Shrinkage ControlDocument8 pagesThe Only Recognized Trademarks For Textile Shrinkage ControlAditya Shrivastava100% (1)
- Cotton, Polyester & Cotton Polyester BlendDocument4 pagesCotton, Polyester & Cotton Polyester BlendTanaji Santra100% (1)
- General Knitting1Document22 pagesGeneral Knitting1nitishkohliNo ratings yet
- Fiber PropertiesDocument24 pagesFiber Propertiessatheeshpag12367% (3)
- Agro TextilesDocument5 pagesAgro TextilesFarid Ahmad100% (1)
- F Ancy Yarn Production: Chapters 2 3Document19 pagesF Ancy Yarn Production: Chapters 2 3TKK-TEXTILE PSG CT100% (1)
- Different Types of WeavesDocument6 pagesDifferent Types of WeavesShoaib ChaudhryNo ratings yet
- Textile Ebook FreeDocument10 pagesTextile Ebook FreeMazharul IslamNo ratings yet
- Textile Fibre Yarn CountDocument30 pagesTextile Fibre Yarn CountSujit GulhaneNo ratings yet
- Fabric Manufacturing CalculationsDocument183 pagesFabric Manufacturing CalculationsUshaniNo ratings yet
- Denim Finishing With EnzymesDocument3 pagesDenim Finishing With Enzymesapi-26494555No ratings yet
- Commonly Used Finishing Methods On FabricsDocument4 pagesCommonly Used Finishing Methods On FabricsRajesh Dwivedi100% (1)
- Knit Fabric Dyeing Yarn CalculDocument14 pagesKnit Fabric Dyeing Yarn CalculMahabbat HossainNo ratings yet
- Wet Processing Engineering - WikipediaDocument51 pagesWet Processing Engineering - WikipediaFahad AliNo ratings yet
- Sequence of Process in Worsted SpinningDocument4 pagesSequence of Process in Worsted SpinningArunraj Arumugam100% (4)
- Wet Processing of Polyester MicrofibresDocument12 pagesWet Processing of Polyester MicrofibresEdward Menezes100% (1)
- Nannu Spinning Mills Limited Quality Control Department: Melange YarnDocument10 pagesNannu Spinning Mills Limited Quality Control Department: Melange YarnAhmed LikhonNo ratings yet
- Study On Fleece Knit FabricDocument45 pagesStudy On Fleece Knit Fabrickhurshid100% (1)
- Denim by WeaveDocument23 pagesDenim by WeaveAbdullah Al HafizNo ratings yet
- Weaving Commission CalculationsDocument1 pageWeaving Commission Calculationsraj_85No ratings yet
- Cellulosic FibresDocument52 pagesCellulosic Fibresnitishkohli100% (1)
- Textile Internship Report AlokDocument39 pagesTextile Internship Report AlokRahul TelangNo ratings yet
- "Eco-Textiles": A New Concept Is Causing The Textile Industries To Rethink Their StrategiesDocument17 pages"Eco-Textiles": A New Concept Is Causing The Textile Industries To Rethink Their StrategiesMehedi Hassan EvanNo ratings yet
- Organic Cotton Yarn QualityDocument87 pagesOrganic Cotton Yarn QualityMuhammad Qamar TusiefNo ratings yet
- Textile Vocabulary 2Document10 pagesTextile Vocabulary 2scribd101No ratings yet
- Submitted by Sakshi Singh Himadri VyasDocument39 pagesSubmitted by Sakshi Singh Himadri VyasSakshi SinghNo ratings yet
- Dyed Fabric Costing SheetDocument1 pageDyed Fabric Costing Sheetsubhankhan45No ratings yet
- Advancements in Textile FinishingDocument14 pagesAdvancements in Textile FinishingJuan CubasNo ratings yet
- YarnsDocument27 pagesYarnsnitishkohli75% (4)
- Classification of FibresDocument9 pagesClassification of Fibres01917473787No ratings yet
- Textile Yarns: Prepared by P.Lakshmana Kanth Senior Faculty - IFTKDocument52 pagesTextile Yarns: Prepared by P.Lakshmana Kanth Senior Faculty - IFTKP. Lakshmanakanth100% (1)
- Pretreatment and Finishing of TextilesDocument50 pagesPretreatment and Finishing of Textilesalefe gebrieNo ratings yet
- Textile Wet ProcessingDocument63 pagesTextile Wet ProcessingProfessorTextech60% (5)
- Introduction To FabricsDocument10 pagesIntroduction To FabricsP. LakshmanakanthNo ratings yet
- Dyeing FaultsDocument100 pagesDyeing FaultsNaim UddinNo ratings yet
- YARN and ITS ConstructionDocument11 pagesYARN and ITS Constructionreshma_alexanderNo ratings yet
- Fashion IllustrationDocument20 pagesFashion Illustrationtulika_ajwani100% (3)
- Fashion PDFDocument94 pagesFashion PDFtulika_ajwaniNo ratings yet
- Traditional Texile of NorthDocument124 pagesTraditional Texile of Northtulika_ajwaniNo ratings yet
- Traditional Textile of WestDocument94 pagesTraditional Textile of Westtulika_ajwaniNo ratings yet
- Humanresourcemanagement 091121000730 Phpapp01Document64 pagesHumanresourcemanagement 091121000730 Phpapp01tulika_ajwaniNo ratings yet
- Stitch ClassificationDocument27 pagesStitch Classificationrgvarma123No ratings yet
- Buying Merchandise: Mcgraw-Hill/Irwin Retailing Management, 7/E © 2008 by The Mcgraw-Hill Companies, All Rights ReservedDocument46 pagesBuying Merchandise: Mcgraw-Hill/Irwin Retailing Management, 7/E © 2008 by The Mcgraw-Hill Companies, All Rights ReservedTaqdees Shaikh PawaskarNo ratings yet
- Fashion MerchandisingDocument33 pagesFashion Merchandisingtulika_ajwaniNo ratings yet
- Customer DemandDocument42 pagesCustomer Demandtulika_ajwaniNo ratings yet
- Lecture 1 Prehistoric HocDocument12 pagesLecture 1 Prehistoric Hoctulika_ajwaniNo ratings yet
- Ancient RomeDocument27 pagesAncient Rometulika_ajwani100% (1)
- EvansBerman Chapter 14Document21 pagesEvansBerman Chapter 14tulika_ajwaniNo ratings yet
- GPS Technology and Human Psychological Research: A Methodological ProposalDocument7 pagesGPS Technology and Human Psychological Research: A Methodological Proposaltulika_ajwaniNo ratings yet
- Promotional MixDocument41 pagesPromotional Mixtulika_ajwaniNo ratings yet
- Lecture 1 Prehistoric HocDocument12 pagesLecture 1 Prehistoric Hoctulika_ajwaniNo ratings yet
- Retail PricingDocument56 pagesRetail PricingamitpatwariNo ratings yet
- AssertivenessDocument22 pagesAssertivenesstulika_ajwaniNo ratings yet
- Lecture 1 - Introduction To TextileDocument63 pagesLecture 1 - Introduction To Textiletulika_ajwaniNo ratings yet
- GPS Technology and Human Psychological Research: A Methodological ProposalDocument7 pagesGPS Technology and Human Psychological Research: A Methodological Proposaltulika_ajwaniNo ratings yet
- AICS6CIB Instructor NotesDocument61 pagesAICS6CIB Instructor NotesRöä HeIbanNo ratings yet
- Vishwavarun Project 140725075126 Phpapp01 PDFDocument74 pagesVishwavarun Project 140725075126 Phpapp01 PDFavancorp93No ratings yet
- Suicidal Behaviour:: Underlying DynamicsDocument2 pagesSuicidal Behaviour:: Underlying Dynamicstulika_ajwaniNo ratings yet
- Fashion MerchandisingDocument9 pagesFashion MerchandisingMeeta AroraNo ratings yet
- Suicidal Behaviour:: Underlying DynamicsDocument2 pagesSuicidal Behaviour:: Underlying Dynamicstulika_ajwaniNo ratings yet
- Indian Art AppreciationDocument264 pagesIndian Art Appreciationtulika_ajwani100% (2)
- Delta CaseDocument8 pagesDelta CaseSeemaNo ratings yet
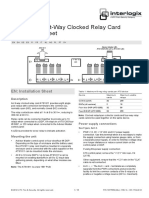
- CBD20LDocument1 pageCBD20LFelix StancioiuNo ratings yet
- Intructional Tools With The Integration of TechnologyDocument44 pagesIntructional Tools With The Integration of TechnologyAlwyn SacandalNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument7 pagesSciencedirect Sciencedirect SciencedirectMiguel AngelNo ratings yet
- MITSUBISHI I-MievDocument297 pagesMITSUBISHI I-Mievtavaelromo84No ratings yet
- Ats1811 MLDocument16 pagesAts1811 MLWathNo ratings yet
- Final - Far Capital - Infopack Diana V3 PDFDocument79 pagesFinal - Far Capital - Infopack Diana V3 PDFjoekaledaNo ratings yet
- UST G N 2011: Banking Laws # I. The New Central Bank Act (Ra 7653)Document20 pagesUST G N 2011: Banking Laws # I. The New Central Bank Act (Ra 7653)Clauds GadzzNo ratings yet
- Case Analysis: A Simple Strategy at Costco: Informative Background InformationDocument15 pagesCase Analysis: A Simple Strategy at Costco: Informative Background InformationFred Nazareno CerezoNo ratings yet
- Industrial Training HandbookDocument26 pagesIndustrial Training HandbookChung tong Betty wongNo ratings yet
- Product DetailsDocument215 pagesProduct DetailsEric MagnayeNo ratings yet
- Ticket - Abibus PDFDocument1 pageTicket - Abibus PDFJosephNo ratings yet
- Moral IssuesDocument34 pagesMoral IssuesDaryll Jade PoscabloNo ratings yet
- 2 - Water Requirements of CropsDocument43 pages2 - Water Requirements of CropsHussein Alkafaji100% (4)
- XJ600SJ 1997Document65 pagesXJ600SJ 1997astracatNo ratings yet
- Toyota PDFDocument3 pagesToyota PDFPushp ToshniwalNo ratings yet
- Performance Online - Classic Car Parts CatalogDocument168 pagesPerformance Online - Classic Car Parts CatalogPerformance OnlineNo ratings yet
- Design Calculation of Braking System (Landcruiser) : AbstractDocument4 pagesDesign Calculation of Braking System (Landcruiser) : AbstractDr. Aung Ko LattNo ratings yet
- Hear and SpellDocument3 pagesHear and Spellcarlo lastimosaNo ratings yet
- Nil Queries Sheet: S. No. ProcessDocument24 pagesNil Queries Sheet: S. No. ProcessTarun BhardwajNo ratings yet
- Lect7 Grinding Advanced ManufacturingDocument33 pagesLect7 Grinding Advanced Manufacturingsirac topcuNo ratings yet
- Color Management Handbook Vol2Document28 pagesColor Management Handbook Vol2ianjpr100% (2)
- 10 BDDDocument39 pages10 BDDEliana NaviaNo ratings yet
- CN842 HBDocument15 pagesCN842 HBElif SarıoğluNo ratings yet
- ProEXR ManualDocument44 pagesProEXR ManualSabine BNo ratings yet
- Case Study (3 To 5 Months Test Plan) : Test Deliverable Responsibility Completion TimeDocument1 pageCase Study (3 To 5 Months Test Plan) : Test Deliverable Responsibility Completion Timepry_kumNo ratings yet
- Kennametal MasterCatalog SEM Preview en MinchDocument119 pagesKennametal MasterCatalog SEM Preview en MinchBeto CovasNo ratings yet
- Labour and Human Resource Issues in Industry 4.0: A Case Study Report OnDocument20 pagesLabour and Human Resource Issues in Industry 4.0: A Case Study Report OnNPMYS23100% (1)