You might also like
- Boiler Settings, Combustion Systems, and Auxiliary EquipmentDocument115 pagesBoiler Settings, Combustion Systems, and Auxiliary Equipmentscrane@No ratings yet
- FCSG For SAGDDocument7 pagesFCSG For SAGDaugur886No ratings yet
- Allborg BoilersDocument2 pagesAllborg BoilersHIPAP100% (1)
- Boiler Water Treatment in OIL MILLSDocument9 pagesBoiler Water Treatment in OIL MILLSRenford SuraltaNo ratings yet
- Applications of Steam-Jet EjectorsDocument12 pagesApplications of Steam-Jet Ejectorsbhalchandrak1867No ratings yet
- B&W Electrostatic PrecipitatorsDocument4 pagesB&W Electrostatic PrecipitatorsPaul Ruel Gonzales QuintanaNo ratings yet
- Condition Assessment Services (B&W)Document6 pagesCondition Assessment Services (B&W)Dilio A. Rojas QNo ratings yet
- 2 Kanoria Sunil KumarDocument21 pages2 Kanoria Sunil KumarSudhir JadhavNo ratings yet
- Air Heaters: Requirement, Types ConstructionDocument20 pagesAir Heaters: Requirement, Types ConstructionArvind ShuklaNo ratings yet
- Condensate ReturnDocument24 pagesCondensate Returnwaheed2286No ratings yet
- Type of BoilersDocument10 pagesType of BoilersZaheer Ahmad Raza100% (1)
- Soot Blower Lance Tube CorrosionDocument11 pagesSoot Blower Lance Tube CorrosionKECS_kck100% (1)
- LIMITS FITS Design of GaugesDocument83 pagesLIMITS FITS Design of GaugesNihar ApteNo ratings yet
- Chemicalcleaning For BoilerDocument16 pagesChemicalcleaning For Boilerak_thimiriNo ratings yet
- Boiler Mounting & AccessoriesDocument14 pagesBoiler Mounting & Accessoriesshiraj36100% (1)
- Question Answers On Steam TurbinesDocument4 pagesQuestion Answers On Steam TurbinesanoopkntpcNo ratings yet
- Innovation For Boiler TubeDocument2 pagesInnovation For Boiler TubemasgrahaNo ratings yet
- Boiler Tube Cleaning (Fire Tube)Document2 pagesBoiler Tube Cleaning (Fire Tube)Randy AnanthaNo ratings yet
- Boiler Types and ClassificationsDocument26 pagesBoiler Types and ClassificationshardikNo ratings yet
- Integrated Automobile Car Jack (IAJ)Document35 pagesIntegrated Automobile Car Jack (IAJ)Lorenz SchmidNo ratings yet
- 5a - Boiler Construction Continued - Internals - Superheaters LockedDocument0 pages5a - Boiler Construction Continued - Internals - Superheaters Lockedganeshan100% (1)
- StorkReview PDFDocument128 pagesStorkReview PDFuma shankar balakrishnanNo ratings yet
- Difference Between - Hogging - Sagging, Pipe - Tubes, IBR - Non IBR Boiler, Cold End - Hot End Corrosion - ASKPOWERPLANTDocument16 pagesDifference Between - Hogging - Sagging, Pipe - Tubes, IBR - Non IBR Boiler, Cold End - Hot End Corrosion - ASKPOWERPLANTRaju MaityNo ratings yet
- Reduction of High Maintenance Costs by Noah Olela Abong'oDocument20 pagesReduction of High Maintenance Costs by Noah Olela Abong'oNABONGO2No ratings yet
- Boiler IntroductionDocument17 pagesBoiler IntroductionDavid SilalahiNo ratings yet
- Steam TrapsDocument6 pagesSteam Trapsph_homa3040No ratings yet
- Boiler Tube Failure PDFDocument8 pagesBoiler Tube Failure PDFmhd_bashiriNo ratings yet
- Rotary Joint Reliability-2014Document24 pagesRotary Joint Reliability-2014Edgar Cordova HerreraNo ratings yet
- Preventive Maintenance of Steam Turbine Used in Thermal Power Plant by Reliability Investigation and FMEADocument5 pagesPreventive Maintenance of Steam Turbine Used in Thermal Power Plant by Reliability Investigation and FMEAsaratchandranb100% (1)
- Boiler Maintenance and Safety Study GuideDocument10 pagesBoiler Maintenance and Safety Study GuideKapila2zNo ratings yet
- Boiler Safety and Maintenance ProceduresDocument12 pagesBoiler Safety and Maintenance ProceduresNithin VargheseNo ratings yet
- Use of Rice Husk As Fuel in Process Steam BoilersDocument5 pagesUse of Rice Husk As Fuel in Process Steam BoilersHinaAmanNo ratings yet
- Thermodynamics Palm Oil MillDocument9 pagesThermodynamics Palm Oil MillWilliam MansoNo ratings yet
- Hydrodynamic Thrust Pad Bearing AnalysisDocument71 pagesHydrodynamic Thrust Pad Bearing AnalysisSaifNo ratings yet
- ID Fan - 3A Voith Lube Oil Pump Failure ReportDocument6 pagesID Fan - 3A Voith Lube Oil Pump Failure Reportrashm006ranjanNo ratings yet
- Chapter 7 Pulverisers PlantDocument11 pagesChapter 7 Pulverisers PlantBineet Kumar VarmaNo ratings yet
- Boiler InspectionDocument43 pagesBoiler InspectionAndy ChongNo ratings yet
- Energy Performance Assessment of Boilers: Subject Guide: Prof. Karthikeyan A.KDocument50 pagesEnergy Performance Assessment of Boilers: Subject Guide: Prof. Karthikeyan A.Ksamy005No ratings yet
- Failure Analysis of Fire Tube Liner (Sleeve)Document6 pagesFailure Analysis of Fire Tube Liner (Sleeve)Mahmoud AbdullahNo ratings yet
- APH PresentationDocument36 pagesAPH PresentationBhargav Chaudhari100% (1)
- Palm Kernel ShellsDocument13 pagesPalm Kernel ShellsRiksan RiksanNo ratings yet
- Boiler Thermo AssignmentDocument6 pagesBoiler Thermo AssignmentBassam0% (2)
- Attock Cement MaintenanceDocument20 pagesAttock Cement Maintenancedanialme089No ratings yet
- BoilerDocument28 pagesBoilerHassan Funsho AkandeNo ratings yet
- Lubricating Oil Purification TestingDocument9 pagesLubricating Oil Purification Testingapi-3701567No ratings yet
- How Steam Boilers Generate PowerDocument47 pagesHow Steam Boilers Generate PowerNadeem RehmanNo ratings yet
- Coal MillDocument6 pagesCoal MillAnonymous NxpnI6jCNo ratings yet
- AUX2Document210 pagesAUX2KirsthyNo ratings yet
- Cornish BoilerDocument2 pagesCornish Boileranmolkasera100% (1)
- Boilers Basic Components (Att. VIII)Document28 pagesBoilers Basic Components (Att. VIII)Vijay RajNo ratings yet
- Reducing chemical effects of swelling and shrinkage in steam plant boilersDocument22 pagesReducing chemical effects of swelling and shrinkage in steam plant boilersAkshay SetlurNo ratings yet
- PALM KERNEL OIL EXPELLER OPERATION MANUALDocument10 pagesPALM KERNEL OIL EXPELLER OPERATION MANUALIldebrando Montaño MedinaNo ratings yet
- Boiler Tube Repair ProcedureDocument7 pagesBoiler Tube Repair ProcedurejoelandrewpintoNo ratings yet
- Install Exhaust ScrubbersDocument16 pagesInstall Exhaust ScrubbersClaudio SantellanesNo ratings yet
- Basic Boiler Construction GuideDocument8 pagesBasic Boiler Construction GuideIonescu FlorinNo ratings yet
- Basic Boiler ConstructionDocument37 pagesBasic Boiler ConstructionSudarmarine SudharNo ratings yet
- Modern Boiler ConstructionDocument7 pagesModern Boiler ConstructionMeghanath AdkonkarNo ratings yet
- BoilerDocument48 pagesBoilerAbdallah Mansour100% (2)
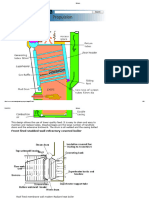
- Basic Boiler Construction: Front Fired Studded Wall Refractory Covered BoilerDocument12 pagesBasic Boiler Construction: Front Fired Studded Wall Refractory Covered BoilerAnand JinoNo ratings yet
- BoilersDocument26 pagesBoilersDeepak GawdeNo ratings yet
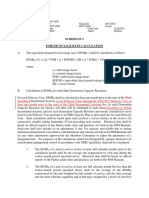
- Force Outage CalculationDocument3 pagesForce Outage CalculationLuthfi Yulian FikriNo ratings yet
- Alstom in IndonesiaDocument12 pagesAlstom in IndonesiaLuthfi Yulian FikriNo ratings yet
- Material Selection GuideDocument1 pageMaterial Selection GuideLuthfi Yulian FikriNo ratings yet
- New Coal Power PlantDocument2 pagesNew Coal Power PlantLuthfi Yulian FikriNo ratings yet
- Risk ManagementDocument10 pagesRisk ManagementharanaliveNo ratings yet
- Jadwal Sholat April 2014Document1 pageJadwal Sholat April 2014Luthfi Yulian FikriNo ratings yet
- Organisasi ProyekDocument1 pageOrganisasi ProyekLuthfi Yulian FikriNo ratings yet
- Organisasi ProyekDocument1 pageOrganisasi ProyekLuthfi Yulian FikriNo ratings yet
- Trouble Shooting of BoilersDocument59 pagesTrouble Shooting of Boilersmordidomi100% (1)
- BS EN746!3!1997 Industrial Thermoprocessing EquipmentDocument34 pagesBS EN746!3!1997 Industrial Thermoprocessing EquipmentThaiminh Vo100% (1)
- Ascs To The Acr Standard Training Course Handouts - 2016 0 PDFDocument143 pagesAscs To The Acr Standard Training Course Handouts - 2016 0 PDFNhel AlvaroNo ratings yet
- Training Materials CatalogDocument32 pagesTraining Materials CatalogShishan AhmadNo ratings yet
- Capacity Improvement of Reactor Charge HeaterDocument7 pagesCapacity Improvement of Reactor Charge HeaterArash AbbasiNo ratings yet
- CB-OS Boiler BookDocument20 pagesCB-OS Boiler Bookfauzi endraNo ratings yet
- Building Energy Audit ChecklistDocument24 pagesBuilding Energy Audit ChecklistFarayha Ahmed100% (1)
- Versatile Multi-Fuel Burner for Industrial ApplicationsDocument1 pageVersatile Multi-Fuel Burner for Industrial Applicationspavitra97No ratings yet
- Honeywell69 1730Document64 pagesHoneywell69 1730Sujoy MondalNo ratings yet
- Combustion Control For BoilersDocument38 pagesCombustion Control For BoilersGopal Ramalingam100% (1)
- AL HVAC Contractor Comprehensive Tutorial 10Document278 pagesAL HVAC Contractor Comprehensive Tutorial 10William Worrell100% (1)
- Duct PDFDocument12 pagesDuct PDFroshan jaiswalNo ratings yet
- GM9S Series (Style K)Document12 pagesGM9S Series (Style K)Nestea07No ratings yet
- Catalogo de Calderas y Equipos Cleaver Brooks 2011Document1,140 pagesCatalogo de Calderas y Equipos Cleaver Brooks 2011Lav HectorNo ratings yet
- Boiler Design Step 2Document2 pagesBoiler Design Step 2Amad TaupiqNo ratings yet
- How Coal Power Plants Produce ElectricityDocument73 pagesHow Coal Power Plants Produce Electricitymaverik29No ratings yet
- Applied Energy: Sarah Brückner, Selina Liu, Laia Miró, Michael Radspieler, Luisa F. Cabeza, Eberhard LävemannDocument11 pagesApplied Energy: Sarah Brückner, Selina Liu, Laia Miró, Michael Radspieler, Luisa F. Cabeza, Eberhard LävemannerikaNo ratings yet
- Thermal Plant ReportDocument21 pagesThermal Plant ReportDezzy Allawadhi100% (2)
- Direct From MidrexDocument10 pagesDirect From MidrexLekhamani YadavNo ratings yet
- CLDFS - 2019 - Sauermann SI-1801 23 DATA SHEET - 01Document2 pagesCLDFS - 2019 - Sauermann SI-1801 23 DATA SHEET - 01Miguel Ángel SaloméNo ratings yet
- A study on coal chemicals productionDocument54 pagesA study on coal chemicals productionAshok Chowdary Polavarapu100% (4)
- Laboratory Methods of Inorganic ChemistryDocument287 pagesLaboratory Methods of Inorganic ChemistryFernandoRodriguezNo ratings yet
- WORLDBES DocumentationDocument160 pagesWORLDBES DocumentationRustam EfendiNo ratings yet
- HEAT FLUX SENSORS MEASURE BOILER TRANSFERDocument8 pagesHEAT FLUX SENSORS MEASURE BOILER TRANSFEREslNo ratings yet
- General Marine EngineeringDocument67 pagesGeneral Marine EngineeringSailorprof100% (3)
- Maximizing Emissions Control with Compact Fume ExtractionDocument9 pagesMaximizing Emissions Control with Compact Fume ExtractionS Ray Chaudhury100% (1)
- Gs11m12a01 01e PDFDocument38 pagesGs11m12a01 01e PDFDhirender DagarNo ratings yet
- Blow Down ProcedureDocument7 pagesBlow Down ProcedureAayush AgrawalNo ratings yet
- Reducing oxidation problems in medium frequency induction furnacesDocument2 pagesReducing oxidation problems in medium frequency induction furnacesAbbas LkNo ratings yet