You might also like
- Scott KnottDocument26 pagesScott KnottMárcio Sousa RochaNo ratings yet
- Facility Layout Planning: Objectives of Plant Layout. Factors Affecting Plant Layout. Types of Plant LayoutDocument52 pagesFacility Layout Planning: Objectives of Plant Layout. Factors Affecting Plant Layout. Types of Plant LayoutJamil VoraNo ratings yet
- ISIE Americas Meeting Program 1Document5 pagesISIE Americas Meeting Program 1ISIE 2016No ratings yet
- OM Chap1and 9Document20 pagesOM Chap1and 9ggleichgesinnten0% (1)
- Fluid FlowDocument3 pagesFluid FlowIrfan Aditya Dharma0% (1)
- Usemore Soap CompanyDocument8 pagesUsemore Soap Companyg14032No ratings yet
- Calculos Formulacion AbonoDocument23 pagesCalculos Formulacion AbonoJohan Vargas ArteagaNo ratings yet
- Monggana Volume 1 Chapter 1 PDFDocument26 pagesMonggana Volume 1 Chapter 1 PDFAzaharimahadiNo ratings yet
- Material para El Tercer ParcialDocument10 pagesMaterial para El Tercer ParcialjuljotaNo ratings yet
- US Stroller AnsDocument4 pagesUS Stroller AnsBrayan Jimenez Barba0% (1)
- Lab Module 05Document9 pagesLab Module 05salinash_8612No ratings yet
- The Fill Volume of SoftDocument3 pagesThe Fill Volume of Softlilibeth26No ratings yet
- Coldking Company Is A Small Producer of Fruit Flavored Frozen deDocument2 pagesColdking Company Is A Small Producer of Fruit Flavored Frozen deAmit Pandey0% (1)
- 12 Aggregate PlanningDocument16 pages12 Aggregate PlanningPaulo SantosNo ratings yet
- Mass BalanceDocument5 pagesMass BalanceSidharth RazdanNo ratings yet
- LP SolveDocument13 pagesLP Solvediana.yanti100% (4)
- LP ProblemsDocument3 pagesLP ProblemsCristian Antonio Vega Ortiz0% (1)
- Two New Alternatives Have Come Up For Expanding Grandmother S CHDocument1 pageTwo New Alternatives Have Come Up For Expanding Grandmother S CHAmit Pandey0% (1)
- 1989 - Utilization of BiogasDocument14 pages1989 - Utilization of BiogasDavid LɘonardoNo ratings yet
- Energy Conservation in DistillationDocument4 pagesEnergy Conservation in DistillationRajat WadhwaniNo ratings yet
- Inventory ExamplesDocument4 pagesInventory Examplessheena_soleroNo ratings yet
- Chemical Engineering Economics AssignmentDocument2 pagesChemical Engineering Economics AssignmentMisum Ali100% (1)
- Use MoreDocument5 pagesUse Moreg14032No ratings yet
- Sumski Fond AustrijeDocument11 pagesSumski Fond AustrijeBogdan BukaraNo ratings yet
- Department of International Business Soochow University: Coursework Cover SheetDocument14 pagesDepartment of International Business Soochow University: Coursework Cover Sheet李沁恩No ratings yet
- Handbook Bandsaw BladeDocument82 pagesHandbook Bandsaw Bladewisnu_bayusaktiNo ratings yet
- Business+Problem +Stora+EnsoDocument4 pagesBusiness+Problem +Stora+Ensoadnan ansariNo ratings yet
- Forest SupplyDocument33 pagesForest SupplyTelma MotaNo ratings yet
- The Harvest of Logging Residues in The Dutch Forests and LandscapeDocument29 pagesThe Harvest of Logging Residues in The Dutch Forests and LandscapeGeo SpatialistNo ratings yet
- A Mathematical Model To Support Investment in Veneer and 2021 Forest PolicyDocument14 pagesA Mathematical Model To Support Investment in Veneer and 2021 Forest PolicyFelipe DiezNo ratings yet
- Woodwool Slabs - Manufacture, Properties and UseDocument24 pagesWoodwool Slabs - Manufacture, Properties and UseDanielJob07No ratings yet
- 1706Document18 pages1706arpitadutta123No ratings yet
- Wood Properties and Use of Sitka Spruce in BritainDocument60 pagesWood Properties and Use of Sitka Spruce in BritainOscar AtienzaNo ratings yet
- WCTE12 Final Poster PresentationsDocument761 pagesWCTE12 Final Poster PresentationsxavierlthNo ratings yet
- What About The Outlook For Wood?: We Are Often AskedDocument11 pagesWhat About The Outlook For Wood?: We Are Often AskedIrrfann AawateNo ratings yet
- FORESTRY - The Forest Business Manages Renewable Resources 240208Document3 pagesFORESTRY - The Forest Business Manages Renewable Resources 240208Rafael CarlsteinNo ratings yet
- Lca of Writing and Printing PaperDocument29 pagesLca of Writing and Printing PaperHitesh GundaraniyaNo ratings yet
- Paperboard GuideDocument60 pagesPaperboard Guidepakzeeshan1100% (2)
- Quality Characteristics of The Selected Variant of (Robust4) Wood Cultivated in HungaryDocument6 pagesQuality Characteristics of The Selected Variant of (Robust4) Wood Cultivated in HungaryVíctor Andrés Sepúlveda VillarroelNo ratings yet
- TImber News 4.10 - EngDocument12 pagesTImber News 4.10 - Engkhan4luvNo ratings yet
- Industrial-Pellets-Report PellCert 2012 SecuredDocument30 pagesIndustrial-Pellets-Report PellCert 2012 SecuredmilosgojicNo ratings yet
- Economics of Pellet Production For Export MarketDocument15 pagesEconomics of Pellet Production For Export MarketmhmdNo ratings yet
- FPLRN 208Document48 pagesFPLRN 208Erik WeeksNo ratings yet
- RK Report Storage and Handling of PelletsDocument12 pagesRK Report Storage and Handling of PelletsUyen LeNo ratings yet
- Iss 27Document23 pagesIss 27james_farNo ratings yet
- PDF-BulkHandlingNews 2024 01 SmallDocument36 pagesPDF-BulkHandlingNews 2024 01 Smallpios.helectorNo ratings yet
- Eco-Industrial Parks, Backgroud Report PDFDocument47 pagesEco-Industrial Parks, Backgroud Report PDFMiguel Angel Ramos RuizNo ratings yet
- Wood Pellet in FinlandDocument85 pagesWood Pellet in FinlandJoao Minho100% (1)
- Industrial Symbiosis at Kalundbrog: Topic 7Document24 pagesIndustrial Symbiosis at Kalundbrog: Topic 7Apu NayemNo ratings yet
- Timber: (From The Whole House Book, CAT)Document9 pagesTimber: (From The Whole House Book, CAT)Harish Kumar B PNo ratings yet
- Data Wooden Panel SampleDocument19 pagesData Wooden Panel SamplestudiobhoanNo ratings yet
- Molo06 Jankunaite Pulp and Paper Industry in SwedenDocument35 pagesMolo06 Jankunaite Pulp and Paper Industry in SwedenjnmanivannanNo ratings yet
- Module GDocument58 pagesModule GNodge HolandaNo ratings yet
- Minimising Growth-Strain in Eucalypts To Transform ProcessingDocument20 pagesMinimising Growth-Strain in Eucalypts To Transform ProcessingGeo SpatialistNo ratings yet
- Removal of Wood Extractives As Pulp Pre-TreatmentDocument23 pagesRemoval of Wood Extractives As Pulp Pre-TreatmentJoão DiasNo ratings yet
- Paper Industry FinlandDocument6 pagesPaper Industry FinlandLinh Chi NguyễnNo ratings yet
- Forest Harvest Residues Available in Eastern Canad PDFDocument32 pagesForest Harvest Residues Available in Eastern Canad PDFGeo SpatialistNo ratings yet
- English Boilerplate Firesafe-Building InsulationDocument1 pageEnglish Boilerplate Firesafe-Building InsulationBogdan MucenicaNo ratings yet
- Polymers 12 01327Document15 pagesPolymers 12 01327axis jayeNo ratings yet
- Arctic Paper 2010 Brassov Polo Att 19.11Document50 pagesArctic Paper 2010 Brassov Polo Att 19.11qualmediaNo ratings yet
- Stock Reconcilia On: Statement RequestsDocument1 pageStock Reconcilia On: Statement RequestsTing ohnNo ratings yet
- Chapter 8 Inventroy Management OSCMDocument54 pagesChapter 8 Inventroy Management OSCMShafayet JamilNo ratings yet
- Make-Up Printers: (Citation Cla15 /L 1033)Document6 pagesMake-Up Printers: (Citation Cla15 /L 1033)Ch Hamza SajidNo ratings yet
- Adjusting Entry - LectureDocument9 pagesAdjusting Entry - LectureMaDine 19100% (2)
- Geopolitics Chapter 2Document25 pagesGeopolitics Chapter 2Yassmine DNo ratings yet
- Island Souvenirs: Global Marketing Entry Plan To IndonesiaDocument15 pagesIsland Souvenirs: Global Marketing Entry Plan To IndonesiaKezia MondonedoNo ratings yet
- 110079.070-Rep-Draft Final ReportDocument251 pages110079.070-Rep-Draft Final Reportheru patria utama100% (1)
- Make UK Manufacturing Outlook 2023 Q1Document19 pagesMake UK Manufacturing Outlook 2023 Q1Guido FawkesNo ratings yet
- Aakash Sharma: Career ObjectiveDocument3 pagesAakash Sharma: Career ObjectiveAAKASH SHARMANo ratings yet
- Midterm Exam Export MarketingDocument4 pagesMidterm Exam Export MarketingCheries Jane MoringNo ratings yet
- Entre 10-12Document1 pageEntre 10-12Jenneriza DC Del RosarioNo ratings yet
- Ma. Luisa Duarte GVRDocument14 pagesMa. Luisa Duarte GVRXimena JazmínNo ratings yet
- Shoaib Ismail CVDocument5 pagesShoaib Ismail CVMisbhasaeedaNo ratings yet
- Adm3313 M16FDocument6 pagesAdm3313 M16FDaoud HamadnehNo ratings yet
- Prof. Ryan C. Roque, CPA, MBADocument109 pagesProf. Ryan C. Roque, CPA, MBASadAccountantNo ratings yet
- Close Out ReportDocument16 pagesClose Out ReportAriff MuhamadNo ratings yet
- Colgate-Palmolive Annual Report 2011Document64 pagesColgate-Palmolive Annual Report 2011Marium Khan100% (2)
- Industry Analysis of Airline Industry in IndiaDocument13 pagesIndustry Analysis of Airline Industry in IndiaVivek KumarNo ratings yet
- Samsung Mobile Devices: Running Head: Final Strategic Plan 1Document21 pagesSamsung Mobile Devices: Running Head: Final Strategic Plan 1Darryn Urueta50% (2)
- What Makes A Children - Reflection Paper.Document1 pageWhat Makes A Children - Reflection Paper.Panis, Mark DaveNo ratings yet
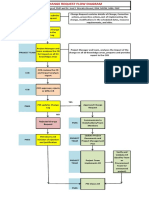
- Change Request Flow DiagramDocument2 pagesChange Request Flow DiagramSwapnil0% (1)
- Mir Akhter Hossain Prospectus PDFDocument301 pagesMir Akhter Hossain Prospectus PDFNeamul HasanNo ratings yet
- Must Do Content Accountancy Class XiiDocument45 pagesMust Do Content Accountancy Class XiiPratham Malhotra0% (1)
- Merged (MMZG611/MBAZG611/POMZG611/QMZG611) Experiential Learning Project (ELP) The ContextDocument10 pagesMerged (MMZG611/MBAZG611/POMZG611/QMZG611) Experiential Learning Project (ELP) The ContextTriveni Shankar SinghNo ratings yet
- How To Calculate Tanzania Revenue Authority Car Import TaxDocument3 pagesHow To Calculate Tanzania Revenue Authority Car Import Taxanna0% (1)
- Entrep 4THQ ReviewerDocument2 pagesEntrep 4THQ ReviewerJhasse Dela CruzNo ratings yet
- Zambian Open University School of Law End of Semester I 2021 ExamsDocument2 pagesZambian Open University School of Law End of Semester I 2021 ExamsCHIMONo ratings yet
- The Lithium Ion EV Battery Market - Part Two Risk Mitigation and Stakeholder Strategies 1Document32 pagesThe Lithium Ion EV Battery Market - Part Two Risk Mitigation and Stakeholder Strategies 1shrey13488No ratings yet
- Mahindra Logistics Ltd-1Document4 pagesMahindra Logistics Ltd-1Ashish GowdaNo ratings yet
- Solved Bonnie Opens A Computer Sales and Repair Service During The PDFDocument1 pageSolved Bonnie Opens A Computer Sales and Repair Service During The PDFAnbu jaromiaNo ratings yet
- Process!: How Discipline and Consistency Will Set You and Your Business FreeFrom EverandProcess!: How Discipline and Consistency Will Set You and Your Business FreeRating: 4.5 out of 5 stars4.5/5 (5)
- The Goal: A Process of Ongoing Improvement - 30th Aniversary EditionFrom EverandThe Goal: A Process of Ongoing Improvement - 30th Aniversary EditionRating: 4 out of 5 stars4/5 (684)
- Working Backwards: Insights, Stories, and Secrets from Inside AmazonFrom EverandWorking Backwards: Insights, Stories, and Secrets from Inside AmazonRating: 4.5 out of 5 stars4.5/5 (14)
- PMP Exam Prep: How to pass the PMP Exam on your First Attempt – Learn Faster, Retain More and Pass the PMP ExamFrom EverandPMP Exam Prep: How to pass the PMP Exam on your First Attempt – Learn Faster, Retain More and Pass the PMP ExamRating: 4.5 out of 5 stars4.5/5 (3)
- The Machine That Changed the World: The Story of Lean Production-- Toyota's Secret Weapon in the Global Car Wars That Is Now Revolutionizing World IndustryFrom EverandThe Machine That Changed the World: The Story of Lean Production-- Toyota's Secret Weapon in the Global Car Wars That Is Now Revolutionizing World IndustryRating: 4.5 out of 5 stars4.5/5 (40)
- Working Backwards: Insights, Stories, and Secrets from Inside AmazonFrom EverandWorking Backwards: Insights, Stories, and Secrets from Inside AmazonRating: 4.5 out of 5 stars4.5/5 (44)
- The E-Myth Chief Financial Officer: Why Most Small Businesses Run Out of Money and What to Do About ItFrom EverandThe E-Myth Chief Financial Officer: Why Most Small Businesses Run Out of Money and What to Do About ItRating: 5 out of 5 stars5/5 (13)
- Results, Not Reports: Building Exceptional Organizations by Integrating Process, Performance, and PeopleFrom EverandResults, Not Reports: Building Exceptional Organizations by Integrating Process, Performance, and PeopleNo ratings yet
- Design Thinking for Beginners: Innovation as a Factor for Entrepreneurial SuccessFrom EverandDesign Thinking for Beginners: Innovation as a Factor for Entrepreneurial SuccessRating: 4.5 out of 5 stars4.5/5 (7)
- The Supply Chain Revolution: Innovative Sourcing and Logistics for a Fiercely Competitive WorldFrom EverandThe Supply Chain Revolution: Innovative Sourcing and Logistics for a Fiercely Competitive WorldNo ratings yet
- Self-Discipline: The Ultimate Guide To Beat Procrastination, Achieve Your Goals, and Get What You Want In Your LifeFrom EverandSelf-Discipline: The Ultimate Guide To Beat Procrastination, Achieve Your Goals, and Get What You Want In Your LifeRating: 4.5 out of 5 stars4.5/5 (662)
- The Supply Chain Revolution: Innovative Sourcing and Logistics for a Fiercely Competitive WorldFrom EverandThe Supply Chain Revolution: Innovative Sourcing and Logistics for a Fiercely Competitive WorldRating: 4 out of 5 stars4/5 (32)
- The Influential Product Manager: How to Lead and Launch Successful Technology ProductsFrom EverandThe Influential Product Manager: How to Lead and Launch Successful Technology ProductsRating: 5 out of 5 stars5/5 (2)
- The Red Pill Executive: Transform Operations and Unlock the Potential of Corporate CultureFrom EverandThe Red Pill Executive: Transform Operations and Unlock the Potential of Corporate CultureNo ratings yet
- Value Stream Mapping: How to Visualize Work and Align Leadership for Organizational Transformation: How to Visualize Work and Align Leadership for Organizational TransformationFrom EverandValue Stream Mapping: How to Visualize Work and Align Leadership for Organizational Transformation: How to Visualize Work and Align Leadership for Organizational TransformationRating: 5 out of 5 stars5/5 (34)
- Kaizen: The Step-by-Step Guide to Success. Adopt a Winning Mindset and Learn Effective Strategies to Productivity Improvement.From EverandKaizen: The Step-by-Step Guide to Success. Adopt a Winning Mindset and Learn Effective Strategies to Productivity Improvement.No ratings yet
- Toyota Supply Chain Management: A Strategic Approach to the Principles of Toyota's Renowned SystemFrom EverandToyota Supply Chain Management: A Strategic Approach to the Principles of Toyota's Renowned SystemNo ratings yet
- The ISO 9001:2015 Implementation Handbook:: Using the Process Approach to Build a Quality Management SystemFrom EverandThe ISO 9001:2015 Implementation Handbook:: Using the Process Approach to Build a Quality Management SystemNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)