You might also like
- 2018 Best Practices For PID MacMillanDocument5 pages2018 Best Practices For PID MacMillanAndrew BaileyNo ratings yet
- 2015 Retangular Venturion Wast Water-Sludge Line Ar Washington DCDocument2 pages2015 Retangular Venturion Wast Water-Sludge Line Ar Washington DCAndrew BaileyNo ratings yet
- ET Subsea Ball ValvesDocument9 pagesET Subsea Ball ValvesAndrew BaileyNo ratings yet
- Designing Override and Feedforward ControlsDocument9 pagesDesigning Override and Feedforward ControlsAndrew Bailey100% (1)
- ISO GUM RevisedDocument53 pagesISO GUM RevisedAndrew BaileyNo ratings yet
- HSE - EEMUA 160. Safety Related Instrument Systems Forthe Process IndustriesDocument2 pagesHSE - EEMUA 160. Safety Related Instrument Systems Forthe Process IndustriesAndrew BaileyNo ratings yet
- Sample Lag TimeDocument2 pagesSample Lag TimeAndrew BaileyNo ratings yet
- The Impact of Valve Outlet Velocity On NoiseDocument4 pagesThe Impact of Valve Outlet Velocity On NoiseAndrew BaileyNo ratings yet
- Control Valve CharacteristicsDocument65 pagesControl Valve CharacteristicsAzar DeenNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CC6003week10 11Document64 pagesCC6003week10 11Sowmi DaaluNo ratings yet
- ISO 9001-2000 Training (Engl)Document61 pagesISO 9001-2000 Training (Engl)Mihai Florin IacobescuNo ratings yet
- Use Case Diagrams: Slide 1Document33 pagesUse Case Diagrams: Slide 1kaosar alamNo ratings yet
- SEMPDocument29 pagesSEMPMustafa ArifNo ratings yet
- Software Requirement Engineering Lecture - 1Document14 pagesSoftware Requirement Engineering Lecture - 1Anzala DarNo ratings yet
- Youcef Zennir - Artificial Intelligence in RoboticsDocument44 pagesYoucef Zennir - Artificial Intelligence in RoboticsFadwa halbadNo ratings yet
- Bacterial Foraging Optimization AlgorithmDocument17 pagesBacterial Foraging Optimization AlgorithmHassan ShahidNo ratings yet
- DCS 2017-18Document10 pagesDCS 2017-18pramana_gmritNo ratings yet
- Ism Prerecorded Training MaterialDocument35 pagesIsm Prerecorded Training MaterialHendra SetiawanNo ratings yet
- Lecture 11 (Network Diagram)Document9 pagesLecture 11 (Network Diagram)Nuratiqah Eyen AbdullahNo ratings yet
- Viava Questions For Software LaboratoryDocument20 pagesViava Questions For Software Laboratorykative5033No ratings yet
- Introduction To Software Engineering: Session IDocument19 pagesIntroduction To Software Engineering: Session IHerlan NurachmanNo ratings yet
- Oosd NotesDocument131 pagesOosd NotesKushal Bajaj50% (2)
- Feedback Systems: An Introduction For Scientists and EngineersDocument43 pagesFeedback Systems: An Introduction For Scientists and EngineersArjun SharmaNo ratings yet
- Title: Non-Linear Optimization (Unconstrained) - Direct Search MethodDocument21 pagesTitle: Non-Linear Optimization (Unconstrained) - Direct Search MethodRajib DebnathNo ratings yet
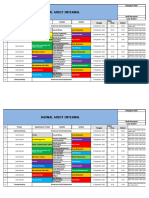
- Schedule Audit InternalDocument18 pagesSchedule Audit InternalMIE Internal Audit100% (1)
- Tono Hartono Visualcv ResumeDocument1 pageTono Hartono Visualcv ResumeParlin JacksonNo ratings yet
- Kuvempu Univeristy BSC (IT) 4th Semester Exercise Answer (Software Engineering 44)Document11 pagesKuvempu Univeristy BSC (IT) 4th Semester Exercise Answer (Software Engineering 44)swobhagyaNo ratings yet
- AP Physics - : ThermodynamicsDocument7 pagesAP Physics - : Thermodynamicsf3er3No ratings yet
- Neo-Classical Theory of ManagementDocument22 pagesNeo-Classical Theory of ManagementahdgdisbidhdidNo ratings yet
- SeDocument3 pagesSeAnju SainiNo ratings yet
- CREATE WBS, PMI - PMBOK-6th - Ed-2017b-Ok-193-199 PDFDocument7 pagesCREATE WBS, PMI - PMBOK-6th - Ed-2017b-Ok-193-199 PDFASHARNo ratings yet
- Convolutional Neural NetworkDocument27 pagesConvolutional Neural Networkmember2 mtriNo ratings yet
- How To Eat An Elephant: Process Approach To Autonomous Vehicle DevelopmentDocument18 pagesHow To Eat An Elephant: Process Approach To Autonomous Vehicle DevelopmentMarceta BrankicaNo ratings yet
- Fluid Phase Equilibria, 4 (1980) 197-209Document13 pagesFluid Phase Equilibria, 4 (1980) 197-209amoNo ratings yet
- A Reconfiguration Method For Muti-Robot Monitoring Patrols: Cybernetics and SystemsDocument27 pagesA Reconfiguration Method For Muti-Robot Monitoring Patrols: Cybernetics and SystemsPablo Sari CedilloNo ratings yet
- Feasibility Study Flow ChartDocument1 pageFeasibility Study Flow ChartdhandungNo ratings yet
- NNFL LPDocument4 pagesNNFL LPKrushnasamy SuramaniyanNo ratings yet
- Pedoman TADocument245 pagesPedoman TAStevenFerrelNo ratings yet
- Chapter 3 - SFG and Masons RuleDocument23 pagesChapter 3 - SFG and Masons Rulevenosyah devanNo ratings yet