You might also like
- HJ-March National Voucher Voucher PDFDocument2 pagesHJ-March National Voucher Voucher PDFCraigUnderwoodNo ratings yet
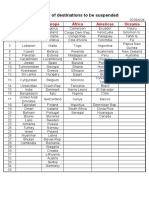
- List of Destinations To Be Suspended: Asia Europe Africa Americas OceaniaDocument1 pageList of Destinations To Be Suspended: Asia Europe Africa Americas OceaniaCraigUnderwoodNo ratings yet
- Gold Standard GAMSAT Section 1 2 Mock ExamDocument14 pagesGold Standard GAMSAT Section 1 2 Mock Examtanbanking22% (9)
- Amine Best Practices GuideDocument63 pagesAmine Best Practices GuideJerold100% (2)
- Characterisation of CoNiSn Catalyst For Autothermal Reforming of MethaneDocument8 pagesCharacterisation of CoNiSn Catalyst For Autothermal Reforming of MethaneCraigUnderwoodNo ratings yet
- Improve Control: Level LoopsDocument8 pagesImprove Control: Level LoopsCraigUnderwoodNo ratings yet
- PID ControlDocument22 pagesPID ControlJessica RossNo ratings yet
- Appendix BDocument7 pagesAppendix BCraigUnderwoodNo ratings yet
- PID ControlDocument22 pagesPID ControlJessica RossNo ratings yet
- Process ControlDocument144 pagesProcess Control14071988100% (1)
- Pressure Relief Valve Engineering HandbookDocument93 pagesPressure Relief Valve Engineering Handbookakrouti92% (12)
- Briefs - Gas Sweetening Using DEADocument8 pagesBriefs - Gas Sweetening Using DEAMaria PopaNo ratings yet
- As 1548-2008 - Fine Grained, Weldable Steel Plates For Pressure EquipmentDocument37 pagesAs 1548-2008 - Fine Grained, Weldable Steel Plates For Pressure EquipmentCraigUnderwoodNo ratings yet
- Process Simulator Effective in De-Ethanizer Tower Revamp - Oil & Gas JournalDocument5 pagesProcess Simulator Effective in De-Ethanizer Tower Revamp - Oil & Gas JournalCraigUnderwoodNo ratings yet
- A Fresh Look at LNG Process EfficiencyDocument0 pagesA Fresh Look at LNG Process EfficiencyxinghustNo ratings yet
- Lecture2 (Petrochemical)Document12 pagesLecture2 (Petrochemical)ToniAndiwijaya100% (1)
- LNG c3mr ProcessDocument8 pagesLNG c3mr ProcessFatih FıratNo ratings yet
- Briefs - Gas Sweetening Using DEADocument8 pagesBriefs - Gas Sweetening Using DEAMaria PopaNo ratings yet
- HDPE EloallitasaDocument34 pagesHDPE EloallitasaCraigUnderwood100% (1)
- L1 - Introduction To AlcoaDocument58 pagesL1 - Introduction To AlcoaCraigUnderwoodNo ratings yet
- As 1548-2008 - Fine Grained, Weldable Steel Plates For Pressure EquipmentDocument37 pagesAs 1548-2008 - Fine Grained, Weldable Steel Plates For Pressure EquipmentCraigUnderwoodNo ratings yet
- Ogj Jan 2015Document35 pagesOgj Jan 2015CraigUnderwood100% (1)
- Innovations in LNG TechnologyDocument15 pagesInnovations in LNG TechnologyCraigUnderwoodNo ratings yet
- Senior Design PaperDocument109 pagesSenior Design PaperCraigUnderwoodNo ratings yet
- Outlook For US Ethane (2012)Document25 pagesOutlook For US Ethane (2012)CraigUnderwoodNo ratings yet
- Senior Design PaperDocument109 pagesSenior Design PaperCraigUnderwoodNo ratings yet
- Profile On The Production of Low Desnsity Polyethylene (Ldpe)Document25 pagesProfile On The Production of Low Desnsity Polyethylene (Ldpe)CraigUnderwoodNo ratings yet
- HDPE EloallitasaDocument34 pagesHDPE EloallitasaCraigUnderwood100% (1)
- Profile On The Production of Low Desnsity Polyethylene (Ldpe)Document25 pagesProfile On The Production of Low Desnsity Polyethylene (Ldpe)CraigUnderwoodNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 72 Names of God in HasidimDocument16 pages72 Names of God in HasidimFrancesco VinciguerraNo ratings yet
- Basic-Engineering - Electrical EngineeringDocument227 pagesBasic-Engineering - Electrical EngineeringE-m FunaNo ratings yet
- Feasibility Analysis of ORC Systems for Flexible DesignDocument227 pagesFeasibility Analysis of ORC Systems for Flexible DesignAwais SalmanNo ratings yet
- Effect of Usage of Sinter in BOF Steelmaking As A Replacement To Iron Ore As Coolant For Thermal BalanceDocument11 pagesEffect of Usage of Sinter in BOF Steelmaking As A Replacement To Iron Ore As Coolant For Thermal BalancesomnathNo ratings yet
- r48 2000e3 Rectifier User ManualDocument26 pagesr48 2000e3 Rectifier User Manualjose luis rivera sotoNo ratings yet
- Bep Rev.c-New 20 MLD WTP, NathavaliDocument380 pagesBep Rev.c-New 20 MLD WTP, NathavaliAnonymous 7l8AIyq2No ratings yet
- 2 Linking Operations To Finance and ProductivityDocument14 pages2 Linking Operations To Finance and ProductivityAidan HonnoldNo ratings yet
- Team Handball SG Pratt v2Document2 pagesTeam Handball SG Pratt v2Peter StonesNo ratings yet
- Final StereogramDocument16 pagesFinal StereogramsimNo ratings yet
- Understanding the Four Aspects of EmotionsDocument13 pagesUnderstanding the Four Aspects of EmotionsRaymond FaeldoñaNo ratings yet
- Crusher Type Part Number Description Weight (KG)Document3 pagesCrusher Type Part Number Description Weight (KG)Juvenal CorreiaNo ratings yet
- Understanding the Process of OogenesisDocument52 pagesUnderstanding the Process of OogenesisBharat ThapaNo ratings yet
- IMG - 0092 PSME Code 2012 90Document1 pageIMG - 0092 PSME Code 2012 90Bugoy2023No ratings yet
- Pic24fj256ga705 Family Data Sheet Ds30010118eDocument424 pagesPic24fj256ga705 Family Data Sheet Ds30010118eD GzHzNo ratings yet
- Comp7 - Answer Key - Dec. Exam - 1st SetDocument2 pagesComp7 - Answer Key - Dec. Exam - 1st SetHazel Joy LusellaNo ratings yet
- Self EducationDocument21 pagesSelf EducationSwami VedatitanandaNo ratings yet
- 74HCT259D 8-Bit Addressable Latch DATA SHEETDocument11 pages74HCT259D 8-Bit Addressable Latch DATA SHEETMarc BengtssonNo ratings yet
- JASA 1st Anniversary Issue 2012 PDFDocument103 pagesJASA 1st Anniversary Issue 2012 PDFSuresh NatarajanNo ratings yet
- Djoko The Indonesian Mineral Mining Sector Prospects and ChallengesDocument42 pagesDjoko The Indonesian Mineral Mining Sector Prospects and ChallengesUmesh ShanmugamNo ratings yet
- Data Sheet 2.07 Issue A: Water Flow Detector Model: WFDENDocument2 pagesData Sheet 2.07 Issue A: Water Flow Detector Model: WFDENOvidiu GavrilasNo ratings yet
- Common Sense Renewed R. C. ChristianDocument276 pagesCommon Sense Renewed R. C. Christianwarhed76100% (3)
- Papaya Burger - Chapter 1 6Document129 pagesPapaya Burger - Chapter 1 6Nicole Velasco NuquiNo ratings yet
- 7 Must Have Equipment Items For Your Church Safety TeamDocument7 pages7 Must Have Equipment Items For Your Church Safety TeamhmareidNo ratings yet
- Energy Monitoring With Ultrasonic Flow MetersDocument35 pagesEnergy Monitoring With Ultrasonic Flow MetersViswa NathanNo ratings yet
- Engagement & Akad PDFDocument3 pagesEngagement & Akad PDFedputriNo ratings yet
- Op-Amp Comparator: Astable (Or Free-Running) Multivibrators Monostable MultivibratorsDocument5 pagesOp-Amp Comparator: Astable (Or Free-Running) Multivibrators Monostable MultivibratorsYuvaraj ShanNo ratings yet
- SmogDocument5 pagesSmogAlain MoratallaNo ratings yet
- Kodak Film StructureDocument40 pagesKodak Film StructureThu Thu SheinNo ratings yet
- Chapter 6 Exercises (Bonds & Interest)Document2 pagesChapter 6 Exercises (Bonds & Interest)Shaheera SuhaimiNo ratings yet