You might also like
- PowderMet2015-San Diego FinalDocument12 pagesPowderMet2015-San Diego FinalMilan JoshiNo ratings yet
- 002 02Document18 pages002 02Sandip GaikwadNo ratings yet
- A Comparative Study of Fatigue Behavior and Life Predictions of Forged Steel and PM Connecting RodsDocument12 pagesA Comparative Study of Fatigue Behavior and Life Predictions of Forged Steel and PM Connecting RodsalexcpmNo ratings yet
- Cold-Rolled and Galvannealed (GA) High Strength Steel Sheets For Automotive Cabin StructureDocument9 pagesCold-Rolled and Galvannealed (GA) High Strength Steel Sheets For Automotive Cabin StructureAlexandre Lima LopesNo ratings yet
- 1931 6834 1 SMDocument12 pages1931 6834 1 SMchpinto10% (1)
- Technical Developments and Recent Trends in Crankshaft MaterialsDocument6 pagesTechnical Developments and Recent Trends in Crankshaft MaterialsIrfanAhmedNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document5 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- Ultra High-Strength Steel SheetsDocument6 pagesUltra High-Strength Steel SheetsMihai EnăşelNo ratings yet
- Spot Weldability of High-StrengthDocument12 pagesSpot Weldability of High-StrengthAnonymous Qha8B2No ratings yet
- Dai Gil Lee (2004) Design and Manufacture of An Automotive Hybrid Aluminum-Composite Drive ShaftDocument13 pagesDai Gil Lee (2004) Design and Manufacture of An Automotive Hybrid Aluminum-Composite Drive Shaftmc_ensNo ratings yet
- FEA of A CrankshaftDocument7 pagesFEA of A CrankshaftLakshman ReddyNo ratings yet
- 2.design and Analysis of Connecting RodDocument52 pages2.design and Analysis of Connecting RodNaresh DamaNo ratings yet
- 113 14Document8 pages113 14rahul srivastavaNo ratings yet
- Surface Fatigue and Failure Characteristics of Hot Forged Powder Metal AISI 4620, AISI 4640, and Machined AISI 4340 Steel Spur GearsDocument36 pagesSurface Fatigue and Failure Characteristics of Hot Forged Powder Metal AISI 4620, AISI 4640, and Machined AISI 4340 Steel Spur GearsMarcio Dantas JuniorNo ratings yet
- Free Machining Steel BrochureDocument4 pagesFree Machining Steel BrochureKunal PandeyNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document6 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- Advanced High Strength SteelsDocument24 pagesAdvanced High Strength SteelsPrasanth SoundappanNo ratings yet
- Development of High Strength Hot Rolled Coils With Enhanced Formability PropertyDocument5 pagesDevelopment of High Strength Hot Rolled Coils With Enhanced Formability PropertyparmindersinNo ratings yet
- Submerged Arc Weld Restoration of Steam Turbine Rotors Using Specialized Welding Techniques byDocument16 pagesSubmerged Arc Weld Restoration of Steam Turbine Rotors Using Specialized Welding Techniques byKatie RamirezNo ratings yet
- Sadique Pro If SteelDocument12 pagesSadique Pro If Steelsatish_trivediNo ratings yet
- Design - Ring Gear MaterialsDocument4 pagesDesign - Ring Gear Materialstushar11singhNo ratings yet
- Cold Work EmbrittlementDocument2 pagesCold Work EmbrittlementAgustine SetiawanNo ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- SPE 93856 Cutting-Edge Materials Technology Elevates Drilling Performance in Soft-Formation ApplicationsDocument12 pagesSPE 93856 Cutting-Edge Materials Technology Elevates Drilling Performance in Soft-Formation Applicationsmsmsoft90No ratings yet
- Stainless Steel AISI Grades For PM ApplicationsDocument16 pagesStainless Steel AISI Grades For PM ApplicationsAxtronNo ratings yet
- Qualitative and Quantitative Analysis of Friction Stir Welding of 6111-T4 Alloy Joint With PreheatingDocument12 pagesQualitative and Quantitative Analysis of Friction Stir Welding of 6111-T4 Alloy Joint With PreheatingTJPRC PublicationsNo ratings yet
- AHSS RKuziakDocument16 pagesAHSS RKuziakJesus Ismael Jimenez GarciaNo ratings yet
- Development of The Copper Motor RotorDocument13 pagesDevelopment of The Copper Motor RotorIjabiNo ratings yet
- NiDi Rpt. - McGurn - Schaffhausen Bridge LCCDocument15 pagesNiDi Rpt. - McGurn - Schaffhausen Bridge LCCBabu SundararamanNo ratings yet
- Pin Design 2Document18 pagesPin Design 2palash roy choudhuryNo ratings yet
- Tool Wear and Machinability of Hiped P/M and Conventional Cast Duplex Stainless SteelsDocument6 pagesTool Wear and Machinability of Hiped P/M and Conventional Cast Duplex Stainless SteelsCaio CruzNo ratings yet
- 05 - Characterization of X-120M Pipeline SteelDocument8 pages05 - Characterization of X-120M Pipeline SteelŞarîngă George AlexandruNo ratings yet
- Low Nitrogen Stretch Flange DP590 Steel Composition and ManufacturingDocument3 pagesLow Nitrogen Stretch Flange DP590 Steel Composition and ManufacturingInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Journal of Iron and Steel Research, International Volume 18 Issue 9 2011 [Doi 10.1016_s1006-706x(12)60037-5] Fatih Hayat -- Comparing Properties of Adhesive Bonding, Resistance Spot Welding, And AdhesivDocument9 pagesJournal of Iron and Steel Research, International Volume 18 Issue 9 2011 [Doi 10.1016_s1006-706x(12)60037-5] Fatih Hayat -- Comparing Properties of Adhesive Bonding, Resistance Spot Welding, And AdhesivPedro BambergNo ratings yet
- Design and Analysis of Connecting Rod For Different Material Using AnsysDocument18 pagesDesign and Analysis of Connecting Rod For Different Material Using AnsysGagan GaganNo ratings yet
- ASTM Volume 01.06, February 2010 Coated Steel Products: Standard Number TitleDocument3 pagesASTM Volume 01.06, February 2010 Coated Steel Products: Standard Number TitleMohamad AlqaruteeNo ratings yet
- LATEST RWF-Prop-1-cast-vs-forge-modifiedDocument8 pagesLATEST RWF-Prop-1-cast-vs-forge-modifiedDevarshi GaurNo ratings yet
- Austempered Materials For Powertrain App PDFDocument9 pagesAustempered Materials For Powertrain App PDFangel expositoNo ratings yet
- Ductile IronDocument8 pagesDuctile IronDhan CNo ratings yet
- Niir Complete Technology Book On Steel Steel Products Fasteners Seamless Tubes Casting Rolling Flat Products OthersDocument8 pagesNiir Complete Technology Book On Steel Steel Products Fasteners Seamless Tubes Casting Rolling Flat Products OthersDeb RoyNo ratings yet
- 2 Welding On Rotors Welding On Rotors For Power Plant Turbo Sets Dr.-Ing. Wolfgang Janssen, Siemens AG, Power Generation, GermanyDocument13 pages2 Welding On Rotors Welding On Rotors For Power Plant Turbo Sets Dr.-Ing. Wolfgang Janssen, Siemens AG, Power Generation, GermanySumit RaiNo ratings yet
- An overview of gear manufacturing processes and materialsDocument89 pagesAn overview of gear manufacturing processes and materialsRamalingam AlagarajaNo ratings yet
- Materials Science & Engineering A: Godwin Kwame Ahiale, Yong-Jun OhDocument7 pagesMaterials Science & Engineering A: Godwin Kwame Ahiale, Yong-Jun OhWandel BritoNo ratings yet
- Pec Ifica Tion .PW: Surface Vehicle InformationDocument11 pagesPec Ifica Tion .PW: Surface Vehicle InformationCelso100% (1)
- Successful Use of Mixed Aluminum-Steel Drill Pipe String in Complex Horizontal WellsDocument13 pagesSuccessful Use of Mixed Aluminum-Steel Drill Pipe String in Complex Horizontal WellsMejbahul SarkerNo ratings yet
- Laser Welding of Cast Iron and Carburized Steel For Differential GearDocument7 pagesLaser Welding of Cast Iron and Carburized Steel For Differential GearJakub MaierNo ratings yet
- Imp Die ArticlesDocument64 pagesImp Die ArticlesprabhuNo ratings yet
- Selectively Reinforced Squeeze Cast PistonsDocument6 pagesSelectively Reinforced Squeeze Cast PistonsAswath RamNo ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014From EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014No ratings yet
- Proceedings of the 8th International Symposium on Superalloy 718 and DerivativesFrom EverandProceedings of the 8th International Symposium on Superalloy 718 and DerivativesNo ratings yet
- The Essentials of Material Science and Technology for EngineersFrom EverandThe Essentials of Material Science and Technology for EngineersRating: 5 out of 5 stars5/5 (1)
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesFrom EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNo ratings yet
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- 3D Printed Lattice Structures A Brief ReviewDocument6 pages3D Printed Lattice Structures A Brief ReviewMurthy MandalikaNo ratings yet
- ANSYS meshing, boundary conditions, and problem sizeDocument40 pagesANSYS meshing, boundary conditions, and problem sizeMurthy MandalikaNo ratings yet
- Stress Concentration or SingularityDocument13 pagesStress Concentration or SingularityMurthy MandalikaNo ratings yet
- Research Rules Reg 67 Tha Cad 20102012Document27 pagesResearch Rules Reg 67 Tha Cad 20102012karnabaluNo ratings yet
- ME S1 2016 A (Gate2016.info) PDFDocument2 pagesME S1 2016 A (Gate2016.info) PDFMurthy MandalikaNo ratings yet
- Lessons Learned of ANSYS v1.3 Part 1Document46 pagesLessons Learned of ANSYS v1.3 Part 1Murthy MandalikaNo ratings yet
- Thermal and Mechanical Properties of A Poly ( - Caprolactone) /graphite Oxide CompositeDocument6 pagesThermal and Mechanical Properties of A Poly ( - Caprolactone) /graphite Oxide CompositeMurthy MandalikaNo ratings yet
- Reactions 1 SolutionDocument1 pageReactions 1 SolutionMurthy MandalikaNo ratings yet
- Mechanical Properties of AA6061-Graphite MMCsDocument5 pagesMechanical Properties of AA6061-Graphite MMCsMurthy MandalikaNo ratings yet
- Improvement of Thermal and Mechanical Properties by Control of Morphologies in PES-modified Epoxy ResinsDocument9 pagesImprovement of Thermal and Mechanical Properties by Control of Morphologies in PES-modified Epoxy ResinsMurthy MandalikaNo ratings yet
- EE3T3Document2 pagesEE3T3Murthy MandalikaNo ratings yet
- Submitted By: Pinakin Gore: 201211634 Ashish Loya: 201211594Document23 pagesSubmitted By: Pinakin Gore: 201211634 Ashish Loya: 201211594Murthy MandalikaNo ratings yet
- Fabrication and Testing of Natural Fiber Reinforced Hybrid Composites BananaPineappleDocument6 pagesFabrication and Testing of Natural Fiber Reinforced Hybrid Composites BananaPineappleMurthy Mandalika100% (1)
- TranscriptionDocument72 pagesTranscriptionMurthy MandalikaNo ratings yet
- Mechanical-Engineering Gate2016.InfoDocument3 pagesMechanical-Engineering Gate2016.InfoHenryNo ratings yet
- Me Iv IiDocument13 pagesMe Iv IiMurthy MandalikaNo ratings yet
- Chapter 13Document17 pagesChapter 13Murthy MandalikaNo ratings yet
- Syllabus UPSC Engineering Service Exam 2018 PDFDocument5 pagesSyllabus UPSC Engineering Service Exam 2018 PDFMurthy MandalikaNo ratings yet
- M.tech Mech Machine DesignDocument13 pagesM.tech Mech Machine DesignMurthy MandalikaNo ratings yet
- Design of Machine Members - I Question BankDocument11 pagesDesign of Machine Members - I Question BankMurthy MandalikaNo ratings yet
- The New Methods For Scuffing and Pitting Investigation of Coated Materials For Heavy Loaded, Lubricated ElementsDocument17 pagesThe New Methods For Scuffing and Pitting Investigation of Coated Materials For Heavy Loaded, Lubricated ElementsMurthy MandalikaNo ratings yet
- WWW - Manaresults.Co - In: III B. Tech I Semester Supplementary Examinations, May - 2016 Design of Machine Members - IDocument2 pagesWWW - Manaresults.Co - In: III B. Tech I Semester Supplementary Examinations, May - 2016 Design of Machine Members - IMurthy MandalikaNo ratings yet
- Castrol Gear OilsDocument4 pagesCastrol Gear OilsgambitoxdNo ratings yet
- Mech Engg Paper 2Document20 pagesMech Engg Paper 2Murthy MandalikaNo ratings yet
- Material Selection in Gear DesignDocument6 pagesMaterial Selection in Gear DesignAndre Branco Gil0% (1)
- Indian Overseas Bank Probationary Officers Recruitment 2012Document6 pagesIndian Overseas Bank Probationary Officers Recruitment 2012TrcStaffNo ratings yet
- Desired Order Continuous Polynomial Time Window Functions For Harmonic AnalysisDocument7 pagesDesired Order Continuous Polynomial Time Window Functions For Harmonic AnalysisMurthy MandalikaNo ratings yet
- Environmental Pollution Control Measures: Table 6-1 Seven Categories of PollutionDocument20 pagesEnvironmental Pollution Control Measures: Table 6-1 Seven Categories of PollutionMurthy MandalikaNo ratings yet
- 16 15479 - Live Work - Bulletin - 08 23 04 PDFDocument6 pages16 15479 - Live Work - Bulletin - 08 23 04 PDFRecordTrac - City of OaklandNo ratings yet
- CPD in Civil Engineering Conferences 2007Document1 pageCPD in Civil Engineering Conferences 2007Abhilash PaulNo ratings yet
- PDF - Existing Bridge FB06 PDFDocument28 pagesPDF - Existing Bridge FB06 PDF6082838708No ratings yet
- Soil Investigation Report: Item Page NoDocument6 pagesSoil Investigation Report: Item Page NoWai LinnNo ratings yet
- Alver AaltoDocument5 pagesAlver AaltoJayant RajNo ratings yet
- ACO Roof Drainage SystemsDocument180 pagesACO Roof Drainage SystemsAyman ZarefyNo ratings yet
- North American Specification For The Design of Cold-Formed Steel Structural Members, 2001 EditionDocument103 pagesNorth American Specification For The Design of Cold-Formed Steel Structural Members, 2001 EditionClaudio IanneceNo ratings yet
- DMW 3305 30116 1 3305 602 - Is00Document1 pageDMW 3305 30116 1 3305 602 - Is00nuramirah2023No ratings yet
- FRP-Confined Column Cyclic LoadingDocument150 pagesFRP-Confined Column Cyclic Loadingf puglieseNo ratings yet
- Domestic Gas PipingDocument2 pagesDomestic Gas Pipingvalentinlupascu33No ratings yet
- Asme B18.5.2.1M 1996Document8 pagesAsme B18.5.2.1M 1996Jesse ChenNo ratings yet
- S01L02 S Eskesen PDFDocument101 pagesS01L02 S Eskesen PDFmodest_dhuNo ratings yet
- Manual EN HydraCell Pump D04 G04Document20 pagesManual EN HydraCell Pump D04 G04Nhã PhanNo ratings yet
- 6000 5 Inox LCDDocument17 pages6000 5 Inox LCDpotoculNo ratings yet
- Bhatia Gummidipoondi WHRSG O&m Manual FinalDocument224 pagesBhatia Gummidipoondi WHRSG O&m Manual Finalt_syamprasadNo ratings yet
- Froling P1 Pellet Installation Operating InstructionsDocument74 pagesFroling P1 Pellet Installation Operating InstructionsAlastair MortonNo ratings yet
- Mercer Valve 1400 Series BrochureDocument8 pagesMercer Valve 1400 Series BrochureAnonymous 7GuboLxjQNo ratings yet
- Case Histories of Failure of Deep Excavation. Examination of Where Things Went Wrong: Nicoll Highway Collapse, SingaporeDocument8 pagesCase Histories of Failure of Deep Excavation. Examination of Where Things Went Wrong: Nicoll Highway Collapse, SingaporeThaungMyintNo ratings yet
- Phased Out Products: Gear Pumps and Motors General ProductsDocument18 pagesPhased Out Products: Gear Pumps and Motors General ProductsAndrei VladNo ratings yet
- Plan at Platform Level: Kitchen DetailsDocument6 pagesPlan at Platform Level: Kitchen DetailsABDBBNo ratings yet
- Compressor Inspection ReportDocument2 pagesCompressor Inspection ReportHussain MasoodNo ratings yet
- Method Statement For Application of Waterproofing MembraneDocument5 pagesMethod Statement For Application of Waterproofing MembraneAnjo MolinaNo ratings yet
- Introduction To TrackDocument81 pagesIntroduction To TrackiritmspceNo ratings yet
- Construction Financing Report - Fourth Edition - Final 2022 - Online VersionDocument30 pagesConstruction Financing Report - Fourth Edition - Final 2022 - Online VersionvisualpopcornNo ratings yet
- Pile Foundation EstimateDocument2 pagesPile Foundation EstimateBinod RaazNo ratings yet
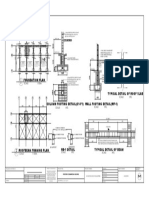
- Foundation Plan: S-1 Scale: 1:100MDocument1 pageFoundation Plan: S-1 Scale: 1:100Mアンジェリカ ラビロNo ratings yet
- Optimum Design of Castellated Beams Effect of Comp PDFDocument24 pagesOptimum Design of Castellated Beams Effect of Comp PDFAnika dixitNo ratings yet
- 01 Boq 220KV - Gis - Karanjde - Price Schedule (Consolidated)Document4 pages01 Boq 220KV - Gis - Karanjde - Price Schedule (Consolidated)Akd DeshmukhNo ratings yet
- Woodsmith Magazine 217Document68 pagesWoodsmith Magazine 217chrix100% (9)
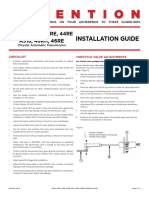
- Attention: Installation GuideDocument2 pagesAttention: Installation GuideDaniel EcheverriaNo ratings yet

































![Journal of Iron and Steel Research, International Volume 18 Issue 9 2011 [Doi 10.1016_s1006-706x(12)60037-5] Fatih Hayat -- Comparing Properties of Adhesive Bonding, Resistance Spot Welding, And Adhesiv](https://imgv2-1-f.scribdassets.com/img/document/199426720/149x198/b61a86d2f7/1434603319?v=1)