You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Evaluation Report For China Pakistan Ecnomic Corridor Pindi Gheb To Tarap 1Document18 pagesEvaluation Report For China Pakistan Ecnomic Corridor Pindi Gheb To Tarap 1Hamid NaveedNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- SOP For Issuance of TOC DLCDocument9 pagesSOP For Issuance of TOC DLCHamid NaveedNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- SOP For Handling Contrctual DisputesDocument6 pagesSOP For Handling Contrctual DisputesHamid NaveedNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- SOP For Conducting Court CasesDocument25 pagesSOP For Conducting Court CasesHamid NaveedNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- SOP For Inspection of Maintenance Works and Inspection Proformas For MaintenanceDocument4 pagesSOP For Inspection of Maintenance Works and Inspection Proformas For MaintenanceHamid Naveed0% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- SOP For Accessing Shared FolderDocument1 pageSOP For Accessing Shared FolderHamid NaveedNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- SOP For Implementation of NHC Decision Regarding Incentives For The Contract EmployeesDocument10 pagesSOP For Implementation of NHC Decision Regarding Incentives For The Contract EmployeesHamid NaveedNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- SOP For Internal Audit WingDocument17 pagesSOP For Internal Audit WingHamid NaveedNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- SOP For Inspection of On Going Construction WorksDocument3 pagesSOP For Inspection of On Going Construction WorksHamid NaveedNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- SOP For Hiring of Houses For Residential AcommodationDocument16 pagesSOP For Hiring of Houses For Residential AcommodationHamid NaveedNo ratings yet
- SOP For Disciplinary ProceedingsDocument19 pagesSOP For Disciplinary ProceedingsHamid NaveedNo ratings yet
- SOP For Grant of AdvancesDocument17 pagesSOP For Grant of AdvancesHamid NaveedNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Regulatory Framework A SOP For Commercial Use of ROW 2Document104 pagesRegulatory Framework A SOP For Commercial Use of ROW 2Hamid NaveedNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- SOP For Attendance of Daily WagesDocument2 pagesSOP For Attendance of Daily WagesHamid NaveedNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- S. No. Unit: (Ch. 23 Item 7)Document4 pagesS. No. Unit: (Ch. 23 Item 7)Hamid NaveedNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Long Intl Construction Contract Notice LettersDocument21 pagesLong Intl Construction Contract Notice Lettersjose miguel lagumbayNo ratings yet
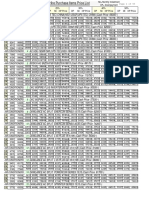
- Pakistan Steel Products Price List June 2011Document5 pagesPakistan Steel Products Price List June 2011Hamid NaveedNo ratings yet
- 230-Executive Board Meeting of NHADocument36 pages230-Executive Board Meeting of NHAHamid Naveed100% (1)
- Pakistan Steel Products Price List June 2011Document5 pagesPakistan Steel Products Price List June 2011Hamid NaveedNo ratings yet
- Pakistan Steel Marketing DepartmentDocument5 pagesPakistan Steel Marketing DepartmentHamid NaveedNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- (09-04)Document5 pages(09-04)Hamid NaveedNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Pakistan Steel Marketing DepartmentDocument5 pagesPakistan Steel Marketing DepartmentHamid NaveedNo ratings yet
- Pakistan Steel Products Price List June 2011Document5 pagesPakistan Steel Products Price List June 2011Hamid NaveedNo ratings yet
- Pakistan Steel Products Price List June 2011Document5 pagesPakistan Steel Products Price List June 2011Hamid NaveedNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- (09-04)Document5 pages(09-04)Hamid NaveedNo ratings yet
- Pakistan Steel Products Price List June 2011Document5 pagesPakistan Steel Products Price List June 2011Hamid NaveedNo ratings yet
- Pakistan Steel Products Price List June 2011Document5 pagesPakistan Steel Products Price List June 2011Hamid NaveedNo ratings yet
- Pakistan Steel Products Price List June 2011Document5 pagesPakistan Steel Products Price List June 2011Hamid NaveedNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Pakistan Steel Products Price List June 2011Document5 pagesPakistan Steel Products Price List June 2011Hamid NaveedNo ratings yet
- Pakistan Steel Products Price List June 2011Document5 pagesPakistan Steel Products Price List June 2011Hamid NaveedNo ratings yet
- Main changes to Irish standard IS193 2006 on timber roof trussesDocument20 pagesMain changes to Irish standard IS193 2006 on timber roof trussesHemantha Balasuriya100% (2)
- Projecte#: Subject: 98Th Upgrading of Rank of AccreditedDocument2 pagesProjecte#: Subject: 98Th Upgrading of Rank of Accreditedbrian paul ragudoNo ratings yet
- Test Case Report TemplateDocument2 pagesTest Case Report TemplateArjun SinghNo ratings yet
- PriceListHirePurchase Normal 1Document55 pagesPriceListHirePurchase Normal 1Muhammad HajiNo ratings yet
- SIRIUS Motor Management and Control Devices: Wiring Diagrams 3UF70.0-1A00-0 Basic Unit 3UF7400-1AA00-0 Analog ModuleDocument1 pageSIRIUS Motor Management and Control Devices: Wiring Diagrams 3UF70.0-1A00-0 Basic Unit 3UF7400-1AA00-0 Analog ModulesanastasNo ratings yet
- Unit 17 Computer Aided Manufacture CamDocument11 pagesUnit 17 Computer Aided Manufacture CamManiDeepNo ratings yet
- ICMSETDocument9 pagesICMSETPramudyo BayuNo ratings yet
- An Introduction To CNC MachinesDocument20 pagesAn Introduction To CNC MachinesBHAVESHNo ratings yet
- Resume GaneshDocument2 pagesResume Ganeshcatchganesh86No ratings yet
- ISO 12215 Technical Paper on Small Craft ConstructionDocument14 pagesISO 12215 Technical Paper on Small Craft Constructionval-ovidiu iordache100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Railway Reservation System SDLCDocument45 pagesRailway Reservation System SDLCChetan RajuNo ratings yet
- Module 4 Construction Methods and EquipmentDocument35 pagesModule 4 Construction Methods and EquipmentOkita SoujiNo ratings yet
- Section - 11356 - Dewatered Sludge Storage SilosDocument24 pagesSection - 11356 - Dewatered Sludge Storage SilosjufrejjNo ratings yet
- Estimating Two-Way Slab Deflections: Spreadsheet Includes Construction Load EffectsDocument6 pagesEstimating Two-Way Slab Deflections: Spreadsheet Includes Construction Load EffectsKojo AsareNo ratings yet
- Hvac Design Manual: First EditionDocument124 pagesHvac Design Manual: First EditionNathan Tom100% (7)
- Software Architecture PDFDocument14 pagesSoftware Architecture PDFFrancesHsiehNo ratings yet
- Jntua r13 Eee SyllabusDocument116 pagesJntua r13 Eee SyllabusRayapati Devi PrasadNo ratings yet
- REMISTAR BrochureDocument6 pagesREMISTAR BrochureassurendranNo ratings yet
- ANDRITZ HYDRO Valves Ensure Lifetime Safety and Reliability in Hydropower PlantsDocument3 pagesANDRITZ HYDRO Valves Ensure Lifetime Safety and Reliability in Hydropower PlantsZoebairNo ratings yet
- Comparison of HVDC and AC TransmissionDocument2 pagesComparison of HVDC and AC Transmissionktkt24No ratings yet
- Gear Machine ManualDocument20 pagesGear Machine ManualRuchira Chanda Indu100% (1)
- 8a Codes and Q & CDocument35 pages8a Codes and Q & CDanem HalasNo ratings yet
- Uav Design - Part IiDocument1 pageUav Design - Part IiPradeep KumarNo ratings yet
- MSC TrainingCatalogDocument55 pagesMSC TrainingCatalogcallum687No ratings yet
- Slab Girder BridgeDocument42 pagesSlab Girder BridgeAslam Saifi100% (2)
- On-Off Valve Actuator: (GEA-20A, 35A, 55A, 100A, 250A)Document5 pagesOn-Off Valve Actuator: (GEA-20A, 35A, 55A, 100A, 250A)Quang PhanNo ratings yet
- CP S07 Work Package Procurement Plan UpdateDocument1 pageCP S07 Work Package Procurement Plan Updateedmar jay conchadaNo ratings yet
- END-SEMESTER AND MID-SEMESTER EXAM SCHEDULE July 2021Document32 pagesEND-SEMESTER AND MID-SEMESTER EXAM SCHEDULE July 2021sunny soniNo ratings yet
- Microsoft PowerPoint - Company Profile SeaTech 2018 PDFDocument26 pagesMicrosoft PowerPoint - Company Profile SeaTech 2018 PDFFebrian Putra AnandaNo ratings yet
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)