You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- D - PMG Users Manual - Amg 0200-0450Document8 pagesD - PMG Users Manual - Amg 0200-0450Katamba RogersNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Gas Turbine Combustion and Power Generation: Dr. A. Kushari Department of Aerospace EngineeringDocument33 pagesGas Turbine Combustion and Power Generation: Dr. A. Kushari Department of Aerospace EngineeringSurendra ReddyNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Generation License of Chanar Energy LimitedDocument118 pagesGeneration License of Chanar Energy LimitedZohaib AlamNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Change Management PlanDocument7 pagesChange Management PlanFerdian NugrohoNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- 2011 Improvement Power Plant EfficiencyDocument6 pages2011 Improvement Power Plant EfficiencyjmpbarrosNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- PMS CSS Mcqs Book (Ijaz) PDFDocument207 pagesPMS CSS Mcqs Book (Ijaz) PDFZohaib Alam100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- LG G2 UnbrickDocument4 pagesLG G2 UnbrickZohaib AlamNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Super Critical Boiler 15Document1 pageSuper Critical Boiler 15Zohaib AlamNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Comparsion of Existing Sugar System Vs HP SystemDocument2 pagesComparsion of Existing Sugar System Vs HP SystemZohaib AlamNo ratings yet
- Boiler Mountings PDFDocument47 pagesBoiler Mountings PDFZohaib Alam100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Vacuum CondenserDocument4 pagesVacuum CondenserCecilia Tan0% (1)
- 109 Switchgear Protections - Electrical Engineering Multiple Choice Questions and Answers - MCQs Preparation For Engineering Competitive Exams PDFDocument19 pages109 Switchgear Protections - Electrical Engineering Multiple Choice Questions and Answers - MCQs Preparation For Engineering Competitive Exams PDFZohaib AlamNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- 120 TOP Electrolysis and Storage of Batteries - Electrical Engineering Multiple Choice Questions and Answers - MCQs Preparation For Engineering Competitive Exams PDFDocument20 pages120 TOP Electrolysis and Storage of Batteries - Electrical Engineering Multiple Choice Questions and Answers - MCQs Preparation For Engineering Competitive Exams PDFZohaib Alam67% (3)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- WP Best Practices TuningDocument13 pagesWP Best Practices Tuningnixsol75No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
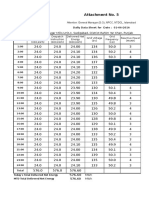
- Daily Data Sheet June-2016Document42 pagesDaily Data Sheet June-2016Zohaib AlamNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- PR 101Document22 pagesPR 101Zohaib AlamNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Advanced Engineering Design IncDocument2 pagesAdvanced Engineering Design IncZohaib AlamNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Waterproofing of Reinforced Concrete Flat Roof PDFDocument6 pagesWaterproofing of Reinforced Concrete Flat Roof PDFJimmy TanNo ratings yet
- V-BELTS Web 2012 9 0Document58 pagesV-BELTS Web 2012 9 0Zohaib AlamNo ratings yet
- Trane Chiller Plant Admapn014en - 0105Document4 pagesTrane Chiller Plant Admapn014en - 0105a_salehiNo ratings yet
- Engine Room AirflowDocument3 pagesEngine Room AirflowZohaib AlamNo ratings yet
- 42crmo4 - HardnessDocument8 pages42crmo4 - HardnessavijayakumarsamyNo ratings yet
- C-Channel, Box-Channel, Rectangular & Square Open Seam Tubing ChartDocument1 pageC-Channel, Box-Channel, Rectangular & Square Open Seam Tubing ChartZohaib AlamNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Black Carbon Steel 1045 (CK45 German Standard)Document1 pageBlack Carbon Steel 1045 (CK45 German Standard)14102001No ratings yet
- Industrial Radiography Image Forming TechniquesDocument99 pagesIndustrial Radiography Image Forming TechniquesAnonymous gFcnQ4goNo ratings yet
- HEC Needs Based Scholarship Application FormDocument14 pagesHEC Needs Based Scholarship Application FormSana JavaidNo ratings yet
- Renewalform5B PEDocument1 pageRenewalform5B PEZohaib AlamNo ratings yet
- PID Control ParametersDocument14 pagesPID Control ParametersarnisiNo ratings yet
- Quality Control and Quality AssuranceDocument7 pagesQuality Control and Quality AssuranceMoeen Khan Risaldar100% (1)
- Audit Checklist For The Evaluation of Calibration SystemsDocument22 pagesAudit Checklist For The Evaluation of Calibration Systemse2yc100% (2)
- Case StudyDocument13 pagesCase Studyashrafurrahman119No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Misztal PDFDocument9 pagesMisztal PDFIziogba FlourishNo ratings yet
- Malcolm Brildrige ModelDocument72 pagesMalcolm Brildrige ModelMuhammad Nadeem Raza100% (1)
- A Study On Customer Satisfaction Towards Eastern Products With Special Reference To Parappanangadi Area (1) - 6-53Document48 pagesA Study On Customer Satisfaction Towards Eastern Products With Special Reference To Parappanangadi Area (1) - 6-53achanamma487No ratings yet
- A2U8A2 - KBR Quality Plan For Phase Two Mechanical and Electrical WorkDocument53 pagesA2U8A2 - KBR Quality Plan For Phase Two Mechanical and Electrical WorkDan CosacNo ratings yet
- 2 - Garment InspectionDocument23 pages2 - Garment Inspectionhridi147No ratings yet
- Implementing Total Quality Management in Public OrganizationsDocument16 pagesImplementing Total Quality Management in Public OrganizationsCESAR FELIPE HENAO HENAONo ratings yet
- Vilakshan-2 1Document172 pagesVilakshan-2 1venkat7tallyNo ratings yet
- System Audit RequirementDocument37 pagesSystem Audit Requirementavinashbatra171% (7)
- Supplier QuestionnaireDocument12 pagesSupplier QuestionnairejcalderonscNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MEC531 Chapter 1 Mechanical Design ProcessDocument80 pagesMEC531 Chapter 1 Mechanical Design ProcessIlman FaiqNo ratings yet
- Selmore Pharmaceutical Internship ReportDocument3 pagesSelmore Pharmaceutical Internship ReportImran RazaNo ratings yet
- Integration of ISO 9001 and ISO 14001Document89 pagesIntegration of ISO 9001 and ISO 14001hesham_tm3658No ratings yet
- Quality BasicsDocument17 pagesQuality BasicsAnchal ChhabraNo ratings yet
- Supplier Quality Manual MSP 3 ADocument18 pagesSupplier Quality Manual MSP 3 AteweweyNo ratings yet
- TQM History and DevelopmentDocument50 pagesTQM History and DevelopmentCatherine Mae MacailaoNo ratings yet
- Managing Operations at Igloo Ice-Cream FactoryDocument29 pagesManaging Operations at Igloo Ice-Cream FactoryAhsan Azhar Shopan100% (2)
- A Holistic Approach To Asset Management in The NetherlandsDocument10 pagesA Holistic Approach To Asset Management in The NetherlandsSushmit SharmaNo ratings yet
- Advanced Product Quality Planning and Control Plan PDFDocument13 pagesAdvanced Product Quality Planning and Control Plan PDFCesarNo ratings yet
- Chapter 18Document7 pagesChapter 18TugfaentangaprroNo ratings yet
- IA - Consumer Electronics Servicing CGDocument24 pagesIA - Consumer Electronics Servicing CGJoel SarenoNo ratings yet
- Philosophies of Quality Gurus 2019Document64 pagesPhilosophies of Quality Gurus 2019Neesha NazNo ratings yet
- QA Testing Procedures SummaryDocument15 pagesQA Testing Procedures Summarycoli15No ratings yet
- Schermerhorn Mgmt9 Ch19Document30 pagesSchermerhorn Mgmt9 Ch19api-3738694No ratings yet
- ASME B46.1-2009 Surface Texture (Surface Roughness, Waviness, and Lay) - Part2Document37 pagesASME B46.1-2009 Surface Texture (Surface Roughness, Waviness, and Lay) - Part2R JNo ratings yet
- QUALITY MANAGEMENT AND PRODUCTION SYSTEMSDocument13 pagesQUALITY MANAGEMENT AND PRODUCTION SYSTEMSHaaMid RaSheedNo ratings yet
- Nestle Pakistan Report on Good Food, Good LifeDocument47 pagesNestle Pakistan Report on Good Food, Good Lifehamza tariqNo ratings yet
- Quality AdvantageDocument2 pagesQuality AdvantageAzlie AzizNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)