You might also like
- Indian Standard - 2644Document8 pagesIndian Standard - 2644Biswajit DasNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- JIS G3452 PipeDocument0 pagesJIS G3452 PipefaridyeniNo ratings yet
- Datesheet 039R - MW450Document2 pagesDatesheet 039R - MW450jhhvgNo ratings yet
- IS 5517 - 1993-Hardening & Tempering GradesDocument15 pagesIS 5517 - 1993-Hardening & Tempering GradesMohanrajMJ100% (1)
- Vrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudDocument17 pagesVrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudshamrajjNo ratings yet
- General Requirements For Flat-Rolled Nickel and Nickel Alloys Plate, Sheet, and StripDocument16 pagesGeneral Requirements For Flat-Rolled Nickel and Nickel Alloys Plate, Sheet, and StripIvan Alexandre LopesNo ratings yet
- Is 1570 1Document17 pagesIs 1570 1Raj K Sharma100% (1)
- BS3100 CastingDocument1 pageBS3100 Castingrakesh100% (1)
- Is 1079 - 2009Document10 pagesIs 1079 - 2009Shradha SinghaniaNo ratings yet
- Sew 555-2001 - 7.5.2018Document12 pagesSew 555-2001 - 7.5.2018Nav Talukdar100% (1)
- En Series Chemical CompositionDocument3 pagesEn Series Chemical CompositionAyanBiswas22No ratings yet
- 1570 (Part II Sec I) Revised - Wrought Steeks For PlatesDocument20 pages1570 (Part II Sec I) Revised - Wrought Steeks For PlatesKaushik Sengupta67% (3)
- Disclosure To Promote The Right To InformationDocument34 pagesDisclosure To Promote The Right To InformationSainath AmudaNo ratings yet
- 16mo3 MıgMagDocument4 pages16mo3 MıgMagKerem İnanNo ratings yet
- 4711Document10 pages4711Gaurav AgarwalNo ratings yet
- Jis G4052-1979Document39 pagesJis G4052-1979RanjithkumarNo ratings yet
- Astm e 2218 - 02Document15 pagesAstm e 2218 - 02Jaime Rafael Patron PrioloNo ratings yet
- Gould Alloys Limited - Copper and Copper Alloys DEF STAN 02 838 NES838 Bar - 243Document2 pagesGould Alloys Limited - Copper and Copper Alloys DEF STAN 02 838 NES838 Bar - 243Gourav SharmaNo ratings yet
- ASM 4E - Chapter Cu and Alloys1Document14 pagesASM 4E - Chapter Cu and Alloys1Rudrash Biradar50% (2)
- En9 070M55Document1 pageEn9 070M55Tridib DeyNo ratings yet
- Tolerances As Per en 12493Document5 pagesTolerances As Per en 12493prasad raikarNo ratings yet
- I S 617 - 1994Document15 pagesI S 617 - 1994Muthusamy ArumugamNo ratings yet
- SAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentDocument2 pagesSAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentAnush Swaminathan100% (1)
- Er 80 S GDocument2 pagesEr 80 S Gabhics67No ratings yet
- List of Electrodes - SS and Nickel AlloyDocument3 pagesList of Electrodes - SS and Nickel Alloykvmoorthi100% (1)
- How To Read STD IS 2062 (2011)Document17 pagesHow To Read STD IS 2062 (2011)AkshayNo ratings yet
- Russ Welding StandartDocument225 pagesRuss Welding StandartNGUYEN VINHNo ratings yet
- High Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®Document2 pagesHigh Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®ivanoliveira3261No ratings yet
- Manual arc welding guideDocument35 pagesManual arc welding guideLinh TranNo ratings yet
- Is - 1862 - 1981Document5 pagesIs - 1862 - 1981kumar QANo ratings yet
- NES 830 Part 1requirements For Gunmetal Ingots and Castings - Category 3Document22 pagesNES 830 Part 1requirements For Gunmetal Ingots and Castings - Category 3JEORJENo ratings yet
- Standards by Iso Steel CastingsDocument4 pagesStandards by Iso Steel CastingsrajagopalNo ratings yet
- En 12517-1-2006Document18 pagesEn 12517-1-2006HassanSoboh100% (2)
- Is 513 Amendment-1Document2 pagesIs 513 Amendment-1sanjeev00747488No ratings yet
- Malleable Specifications StandardsDocument4 pagesMalleable Specifications StandardsSusan Sue Berrospi Merino100% (1)
- ABS EH36 Shipbuilding Steel GuideDocument3 pagesABS EH36 Shipbuilding Steel GuideElizabeth HarrisNo ratings yet
- DIN 6700-2 Standard for Welding of Rail VehiclesDocument27 pagesDIN 6700-2 Standard for Welding of Rail Vehicles0502ravi100% (1)
- Grey Iron Castings Specification: Indian StandardDocument12 pagesGrey Iron Castings Specification: Indian StandardS Karthi100% (3)
- Is 2232 - Castle NutDocument18 pagesIs 2232 - Castle NutRajasekaran MuruganNo ratings yet
- Jis G 4304-2012Document57 pagesJis G 4304-2012marjan banoo75% (4)
- Is 1852 PDFDocument10 pagesIs 1852 PDFSIVANo ratings yet
- Din 8559Document1 pageDin 8559Ricardo QueirogaNo ratings yet
- LINER JIG BUSHES AND DRILL BUSHES SPECIFICATIONSDocument2 pagesLINER JIG BUSHES AND DRILL BUSHES SPECIFICATIONSVinod GuptaNo ratings yet
- Buy Chinese Standard GB/T 3274-2007 Hot-rolled Plates and Strips and Get PDF in 0-10 MinutesDocument7 pagesBuy Chinese Standard GB/T 3274-2007 Hot-rolled Plates and Strips and Get PDF in 0-10 MinutesDung HD0% (1)
- B815 PDFDocument3 pagesB815 PDFROHITNo ratings yet
- 253 MA Austenitic - High - Temperature - Grades - Datasheet PDFDocument12 pages253 MA Austenitic - High - Temperature - Grades - Datasheet PDFAbdulNo ratings yet
- Iiw 1693 05Document19 pagesIiw 1693 05Pradip Goswami100% (1)
- ASTM 213, t22Document22 pagesASTM 213, t22amolgadgikar100% (1)
- Esab MW1Document1 pageEsab MW1abhics67No ratings yet
- Din 1681-GS 60Document9 pagesDin 1681-GS 60Vishnu AgawaneNo ratings yet
- All Unified PL On SR RequestDocument87 pagesAll Unified PL On SR RequestRohit Kumar SinghNo ratings yet
- Bluefracturemnm 2018Document8 pagesBluefracturemnm 2018Gomathi RNo ratings yet
- Iron Carbon DiagramDocument8 pagesIron Carbon Diagramashok pradhanNo ratings yet
- Minfm32202 Din 17445 Grade G X5crni13 4 Quenched and Tempered qt1Document3 pagesMinfm32202 Din 17445 Grade G X5crni13 4 Quenched and Tempered qt1Biraj SahooNo ratings yet
- Iiw Standard ListDocument8 pagesIiw Standard ListJerry Zhang100% (1)
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 40 to EN 363From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 40 to EN 363No ratings yet
- AWWA Library Manuals of Water Supply PracticesDocument1 pageAWWA Library Manuals of Water Supply PracticesBlueblurrrNo ratings yet
- Complete AMERICAN Ductile Iron Pipe and Fittings Manual (12!14!15)Document366 pagesComplete AMERICAN Ductile Iron Pipe and Fittings Manual (12!14!15)Tan Nguyen CongNo ratings yet
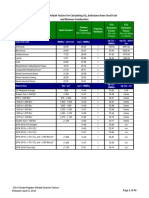
- 2014 Climate Registry Default Emissions FactorsDocument46 pages2014 Climate Registry Default Emissions FactorsIPSITNo ratings yet
- Standard Guide For EMAT Transducers - PDF ASTM E1774-96Document8 pagesStandard Guide For EMAT Transducers - PDF ASTM E1774-96Senake100% (1)
- ISO 9001 Comparison Guide NSF703 Oct 2015 PDFDocument69 pagesISO 9001 Comparison Guide NSF703 Oct 2015 PDFDivinNo ratings yet
- BS en 10228-3 2016Document28 pagesBS en 10228-3 2016Morteza Shakerien88% (8)
- DIS Ductile Iron Quality Assurance GuideDocument117 pagesDIS Ductile Iron Quality Assurance GuidesushilrajageNo ratings yet
- Emat NDTS 2015 - 46Document32 pagesEmat NDTS 2015 - 46IPSITNo ratings yet
- BW Pickling+Handbook EN 2017 GL 050 Preview PDFDocument16 pagesBW Pickling+Handbook EN 2017 GL 050 Preview PDFjuan carlos alvarez gomezNo ratings yet
- Usha Martin Wirerope HandbookDocument72 pagesUsha Martin Wirerope Handbookhaydarburedah100% (2)
- Day 2.3 CULTURE of InnovationDocument16 pagesDay 2.3 CULTURE of InnovationIPSITNo ratings yet
- BW Pickling+Handbook EN 2017 GL 050 Preview PDFDocument16 pagesBW Pickling+Handbook EN 2017 GL 050 Preview PDFjuan carlos alvarez gomezNo ratings yet
- Suggested Sample Specification For Ductile Iron Pipe & Fittings For Water and Other LiquidsDocument3 pagesSuggested Sample Specification For Ductile Iron Pipe & Fittings For Water and Other LiquidsASHIL PRABHAKARNo ratings yet
- Suggested Sample Specification For Ductile Iron Pipe & Fittings For Water and Other LiquidsDocument3 pagesSuggested Sample Specification For Ductile Iron Pipe & Fittings For Water and Other LiquidsASHIL PRABHAKARNo ratings yet
- DIPRADocument8 pagesDIPRAIPSITNo ratings yet
- Chapter 1 - 0Document19 pagesChapter 1 - 0Nagesh ChitariNo ratings yet
- EMAT For Concrete PDFDocument100 pagesEMAT For Concrete PDFIPSITNo ratings yet
- Coverpage and MessagesDocument14 pagesCoverpage and MessagespragatheeskNo ratings yet
- EMAT For Concrete PDFDocument100 pagesEMAT For Concrete PDFIPSITNo ratings yet
- Antimony in SGCI PDFDocument5 pagesAntimony in SGCI PDFIPSITNo ratings yet
- Standard Guide For EMAT Transducers - PDF ASTM E1774-96Document8 pagesStandard Guide For EMAT Transducers - PDF ASTM E1774-96Senake100% (1)
- 184 Chunky GraphiteDocument10 pages184 Chunky GraphiteIPSITNo ratings yet
- Effect of Blaine Fineness On Cement PropertiesDocument142 pagesEffect of Blaine Fineness On Cement PropertiesIPSIT100% (1)
- 1988 The Effect of Vanadium in Ductile S.G - Cast IronsDocument13 pages1988 The Effect of Vanadium in Ductile S.G - Cast IronsIPSITNo ratings yet
- 184 Chunky GraphiteDocument10 pages184 Chunky GraphiteIPSITNo ratings yet
- Astm c150 2007Document10 pagesAstm c150 2007Rui SilvaNo ratings yet
- ADI Fact and FictionDocument4 pagesADI Fact and FictionIPSITNo ratings yet
- DuPontKnowledgeCenter ContractorSafety CaseStudy enDocument6 pagesDuPontKnowledgeCenter ContractorSafety CaseStudy enIPSITNo ratings yet
- Antimony in SGCIDocument5 pagesAntimony in SGCIIPSITNo ratings yet
- Verde de Malaquita - Sigma Aldrich-115942-EnDocument2 pagesVerde de Malaquita - Sigma Aldrich-115942-EnDiegoNo ratings yet
- MBH Metals CatalogueDocument56 pagesMBH Metals CataloguetaichiNo ratings yet
- Fission Products Radioactivity and Their EffectsDocument21 pagesFission Products Radioactivity and Their EffectsPeriasamy KandasamyNo ratings yet
- Soil Science 1Document17 pagesSoil Science 1Rohit Kumar ChoudhuryNo ratings yet
- MSDS - Sulphur 90%: Section 1. Product InformationDocument3 pagesMSDS - Sulphur 90%: Section 1. Product InformationsahilchemNo ratings yet
- Bollhoff Rivkle SFC Inserts For Composite Material Catalog PDFDocument5 pagesBollhoff Rivkle SFC Inserts For Composite Material Catalog PDFClifford BernardNo ratings yet
- Gama de Solventes Alifaticos en ChileDocument9 pagesGama de Solventes Alifaticos en ChileFelipe OtarolaNo ratings yet
- Non Linear PharmacokineticsDocument64 pagesNon Linear PharmacokineticsMoganaa LakshmiNo ratings yet
- Heap Leaching With OxygenDocument6 pagesHeap Leaching With OxygenArief RHNo ratings yet
- 2020-Microbial Nanotechnology For Bioremediation of Industrial WastewaterDocument8 pages2020-Microbial Nanotechnology For Bioremediation of Industrial WastewaterAmin ZamaniNo ratings yet
- Chemistry 30A UCLA Fall 2009 Midterm Exam II KEY: On My Honor, I Have Neither Given Nor Received Any Aid On This ExamDocument7 pagesChemistry 30A UCLA Fall 2009 Midterm Exam II KEY: On My Honor, I Have Neither Given Nor Received Any Aid On This ExamViceregalNo ratings yet
- A Review On Grease Lubrication in Rolling BearingsDocument12 pagesA Review On Grease Lubrication in Rolling BearingsRepositorio MantenimientoNo ratings yet
- Prosernat Skid Presentation PDFDocument13 pagesProsernat Skid Presentation PDFAnonymous cVnKDdhNo ratings yet
- Maneurop NTZ Low Temp - Refrigeration CompressorsDocument32 pagesManeurop NTZ Low Temp - Refrigeration CompressorsMacSparesNo ratings yet
- Chemistry ProjectDocument13 pagesChemistry ProjectAnand Singh50% (2)
- MSDS 419 BulkDocument3 pagesMSDS 419 BulkEliasNo ratings yet
- The Group 1a and Group 2a Elements PDFDocument36 pagesThe Group 1a and Group 2a Elements PDFEZ RioNo ratings yet
- A Presentation On ChemistryDocument18 pagesA Presentation On ChemistryBimal DasNo ratings yet
- Ellamera Formulation Guide - Dec 2022 UpdatedDocument31 pagesEllamera Formulation Guide - Dec 2022 UpdatedMarvin Dias Santos100% (1)
- A Presentation On: Presented byDocument67 pagesA Presentation On: Presented byOlufemi KolawoleNo ratings yet
- Acoustic Resistivity NMR Well Logging InterpretationDocument2 pagesAcoustic Resistivity NMR Well Logging InterpretationMark MaoNo ratings yet
- Dye Penetration TestDocument66 pagesDye Penetration Testezarul fitri100% (1)
- Alternative Low Temp SteelsDocument1 pageAlternative Low Temp SteelsZarna ModiNo ratings yet
- Development of Yondelis (Trabectedin, ET-743) - A Semisynthetic Process Solves The Supply ProblemDocument16 pagesDevelopment of Yondelis (Trabectedin, ET-743) - A Semisynthetic Process Solves The Supply ProbleminsaNo ratings yet
- Reference BS 449 Part 2: Design of Moment Connection Flush End Plate Moment ConnectionDocument2 pagesReference BS 449 Part 2: Design of Moment Connection Flush End Plate Moment ConnectionMazenMowafyNo ratings yet
- SemiconductorsDocument37 pagesSemiconductorsANSHU RAJNo ratings yet
- PPTDocument13 pagesPPTAJINKYANo ratings yet
- 152 TOP Thermodynamics Mechanical Engineering Multiple Choice Questions and Answers List MCQs Preparation For Engineering Competitive Exams PDFDocument17 pages152 TOP Thermodynamics Mechanical Engineering Multiple Choice Questions and Answers List MCQs Preparation For Engineering Competitive Exams PDFIlhariri Muhammad IrlisNo ratings yet
- AP Chemistry Equilibrium Multiple Choice Review QuestionsDocument13 pagesAP Chemistry Equilibrium Multiple Choice Review QuestionsflorenciashuraNo ratings yet