You might also like
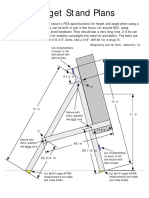
- Target Stand Plans FITA Spec Archery DIY $25Document1 pageTarget Stand Plans FITA Spec Archery DIY $25Charles CalixtoNo ratings yet
- Ipt CodesDocument6 pagesIpt CodesAbdul QyyoomNo ratings yet
- Quick Reference - Programming CodesDocument2 pagesQuick Reference - Programming CodesjjdjacksonNo ratings yet
- CNC Turning Machines: Coordinate System and Programming CyclesDocument34 pagesCNC Turning Machines: Coordinate System and Programming CyclesAmaterasu Susanoo TsukuyomiNo ratings yet
- G CodeDocument9 pagesG CodeArga Rio MugafiNo ratings yet
- Code Meaning Letter MeaningDocument1 pageCode Meaning Letter MeaningJagadeesh KundrapuNo ratings yet
- CNC Project MIME2650 Summer 2020Document4 pagesCNC Project MIME2650 Summer 2020asifNo ratings yet
- Part Programming On MillingDocument32 pagesPart Programming On MillingVidhanNo ratings yet
- Laser Cutting Program CompositionDocument15 pagesLaser Cutting Program CompositionVenkatesh Bantwal100% (1)
- CNC Programming Code ReferenceDocument1 pageCNC Programming Code ReferenceIanNo ratings yet
- Computer Aided Manaufacturing: BITS Pilani BITS PilaniDocument22 pagesComputer Aided Manaufacturing: BITS Pilani BITS PilaniHemanthReddyOntedhuNo ratings yet
- Introduction To G-Code Programming: Computer Integrated ManufacturingDocument34 pagesIntroduction To G-Code Programming: Computer Integrated Manufacturinghasan alsarrafNo ratings yet
- Quick Reference For Programming Amada CNC Turret Punch Presses PDFDocument2 pagesQuick Reference For Programming Amada CNC Turret Punch Presses PDFRogerNo ratings yet
- Trevisan DS600Document16 pagesTrevisan DS600IrudhayarajAnthonySamyNo ratings yet
- Numerical Control ProgrammingDocument81 pagesNumerical Control Programmingmsaqibraza93No ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodeTan TeongShengNo ratings yet
- IE 447 Computer Integrated Manufacturing: Numerical ControlDocument33 pagesIE 447 Computer Integrated Manufacturing: Numerical ControlMani KandanNo ratings yet
- G-Code - Wikipedia, The Free EncyclopediaDocument6 pagesG-Code - Wikipedia, The Free EncyclopediajoydeepNo ratings yet
- Program structure of CNC machines according to PALDocument16 pagesProgram structure of CNC machines according to PALmanuel_plfNo ratings yet
- CNC ProgrammingDocument60 pagesCNC ProgrammingRohan Dutta100% (2)
- EXP: 2 Date: Manual Part Program For Radial Grooving, Threading and Axial Drilling Operation Using Canned CycleDocument9 pagesEXP: 2 Date: Manual Part Program For Radial Grooving, Threading and Axial Drilling Operation Using Canned CyclegowthamakNo ratings yet
- FANUC 0M-A Interpolation and Canned CyclesDocument3 pagesFANUC 0M-A Interpolation and Canned CyclesSanchai ProgaeewNo ratings yet
- Predator Virtual CNC Provides Complete GDocument4 pagesPredator Virtual CNC Provides Complete GSukhbir Singh SandhuNo ratings yet
- Lathe Coordinate SystemDocument26 pagesLathe Coordinate SystemRishik ReddyNo ratings yet
- Introduction To C++ GraphicsDocument17 pagesIntroduction To C++ Graphicsla,myiaNo ratings yet
- G-Code InstructionsDocument55 pagesG-Code InstructionsSantiago LopezNo ratings yet
- G Code Programming G - Code Programming (PDFDrive) PDFDocument56 pagesG Code Programming G - Code Programming (PDFDrive) PDFhasan alsarrafNo ratings yet
- 8 Fixed Canned Cycles (CNC Course CD) PDFDocument24 pages8 Fixed Canned Cycles (CNC Course CD) PDFVeerasamy SureshbabuNo ratings yet
- FME CNC Unit 5Document78 pagesFME CNC Unit 5B30parvej arif shahNo ratings yet
- Summary Report: RitikDocument35 pagesSummary Report: Ritikshivam modanwalNo ratings yet
- G CODES For VMC and HMCDocument4 pagesG CODES For VMC and HMCNIkhileshNo ratings yet
- G CodeDocument5 pagesG CodejohnductamNo ratings yet
- 5 - G-CodeDocument50 pages5 - G-CodeHandriToarPangkeregoNo ratings yet
- Codigos G y M de Fresa y TornoDocument5 pagesCodigos G y M de Fresa y Tornorubon2066No ratings yet
- CNC Codes and LettersDocument48 pagesCNC Codes and LettersJag DeshNo ratings yet
- (SN) G-C Codes PDFDocument24 pages(SN) G-C Codes PDFSebastianAndrade13No ratings yet
- FANUC G Code of LatheDocument25 pagesFANUC G Code of LatheHùng LêNo ratings yet
- CNCDocument43 pagesCNCVenky VenkateshNo ratings yet
- CNC Programming in DetailDocument55 pagesCNC Programming in DetailCHAKRINo ratings yet
- G Codes and McodesDocument6 pagesG Codes and McodesJames Prajwal PrajuNo ratings yet
- L1.0 MachiningDocument23 pagesL1.0 MachiningMaheshwar DwivedyNo ratings yet
- Lab 6 - Face Milling On CNC MachineDocument5 pagesLab 6 - Face Milling On CNC MachineHaris NaveedNo ratings yet
- CNC CodeDocument9 pagesCNC CodeMochammad Karim Al AminNo ratings yet
- TOPICS COVEREDDocument64 pagesTOPICS COVEREDManjunatha GrNo ratings yet
- Codes and DescriptionDocument18 pagesCodes and DescriptionBrown MeshNo ratings yet
- Manual ProgrammingDocument11 pagesManual ProgrammingSumugan SwaroopNo ratings yet
- Programming 1Document44 pagesProgramming 1shubhanshu kumarNo ratings yet
- G M Codes All CNCDocument24 pagesG M Codes All CNCParveen Kumar0% (1)
- Programming Guide Addresses: Incremental C Ircle With Known Circle Centre Incremental C Ircle With Known RadiusDocument1 pageProgramming Guide Addresses: Incremental C Ircle With Known Circle Centre Incremental C Ircle With Known RadiusKevin BaxterNo ratings yet
- Common G-Codes For CNC MachinesDocument7 pagesCommon G-Codes For CNC Machinesvijay nayakNo ratings yet
- G & M Codes (All CNC)Document24 pagesG & M Codes (All CNC)Fanuc21T100% (4)
- Report CNC Turning LengkapDocument19 pagesReport CNC Turning LengkapFirdaus Shah25% (4)
- Programming Fanuc OtDocument13 pagesProgramming Fanuc OtsaminziNo ratings yet
- G and M codes referenceDocument4 pagesG and M codes referenceRodrigo DelayNo ratings yet
- CNC1Document91 pagesCNC1Liv CBNo ratings yet
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Neeraj Kumar Chaudhary: PhysicsDocument180 pagesNeeraj Kumar Chaudhary: PhysicsAshutosh Anand AshuNo ratings yet
- Lab 2 MM322 Final ReportDocument8 pagesLab 2 MM322 Final ReportJnrNo ratings yet
- Lecture 5 Cont.: Dimensioning DimensioningDocument58 pagesLecture 5 Cont.: Dimensioning DimensioningANNo ratings yet
- Autodesk Inventor® Part Modeling: The First Step (Part 1)Document8 pagesAutodesk Inventor® Part Modeling: The First Step (Part 1)avgpaulNo ratings yet
- Circular Measure (Practice Sheet)Document2 pagesCircular Measure (Practice Sheet)Amyn WahidNo ratings yet
- Measurement Error Classification GuideDocument32 pagesMeasurement Error Classification GuideManish AhujaNo ratings yet
- Traverse Computation Adjustment MethodsDocument42 pagesTraverse Computation Adjustment MethodsKamal KitaharaNo ratings yet
- Right Triangles (Ch. 7) : B D BDDocument2 pagesRight Triangles (Ch. 7) : B D BDsullygks2092No ratings yet
- 2011 Imo Official SolutionsDocument16 pages2011 Imo Official Solutionslovemath213No ratings yet
- Sdaie Lesson Plan 1Document2 pagesSdaie Lesson Plan 1api-321764945No ratings yet
- Day Three - Parallel Lines Transversal NotesDocument2 pagesDay Three - Parallel Lines Transversal NotesAlek JanjuaNo ratings yet
- Chord Property 2Document6 pagesChord Property 2Nwancho Esmond ChukwudiNo ratings yet
- Notes TorsionDocument15 pagesNotes TorsionblehsadnjsNo ratings yet
- Drafting TerminologyDocument4 pagesDrafting Terminologyfaiyazansari100% (2)
- Is Iso 6621 2 2003Document35 pagesIs Iso 6621 2 2003Selvaraji MuthuNo ratings yet
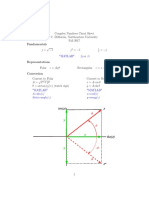
- Complex Number Cheat SheetDocument2 pagesComplex Number Cheat Sheetexo's trashNo ratings yet
- Measurement of Horizontal Distances 3Document11 pagesMeasurement of Horizontal Distances 3Joshua50% (2)
- CH 9 Lines & AnglesDocument8 pagesCH 9 Lines & AnglesKomal TagraNo ratings yet
- Teacher's Resource Book 2Document332 pagesTeacher's Resource Book 2Nauman Iqbal80% (10)
- Reciprocal RoofDocument5 pagesReciprocal RoofBaltazar SequeiraNo ratings yet
- Mechanical Engineering Dynamics ProblemsDocument6 pagesMechanical Engineering Dynamics Problemsizel valerianoNo ratings yet
- Rmo PDFDocument84 pagesRmo PDFarunNo ratings yet
- AFS PRO 700 User Guide v28 Comp (198 320)Document123 pagesAFS PRO 700 User Guide v28 Comp (198 320)Allan LimaNo ratings yet
- Math7 - Quarter3 - Module6 - Circles - v3Document22 pagesMath7 - Quarter3 - Module6 - Circles - v3JOEL MONTERDENo ratings yet
- FVD++ 0.5 DocumentationDocument32 pagesFVD++ 0.5 DocumentationAndxp51No ratings yet
- MCV4U CH 8 Nelson SolutionsDocument29 pagesMCV4U CH 8 Nelson SolutionsStephanieNo ratings yet
- Form 4 Chapter 11 Lines and Planes in 3-DimensionsDocument44 pagesForm 4 Chapter 11 Lines and Planes in 3-DimensionsMing Fong Liaw75% (8)
- Systems of Equations With AnswersDocument5 pagesSystems of Equations With AnswersJoshua Octavious KentNo ratings yet
- AutoCAD Entities and Coordinate SystemsDocument12 pagesAutoCAD Entities and Coordinate SystemsrsherazNo ratings yet
- Maths Formula Book by Aditya RanjanDocument111 pagesMaths Formula Book by Aditya RanjanVAISHNAVI SHARMA75% (16)