You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Tempered GlassDocument4 pagesTempered Glasssendil250381No ratings yet
- Pugh MatrixDocument4 pagesPugh Matrixsendil250381100% (1)
- IELTS SpeakingDocument7 pagesIELTS Speakingsendil250381No ratings yet
- IELTS InsearchDocument160 pagesIELTS InsearchNoor Alifa ArdianingrumNo ratings yet
- 5SDocument31 pages5Ssendil250381No ratings yet
- Surecom Ep-4904sx ManualDocument53 pagesSurecom Ep-4904sx ManualCarlos Eduardo Dos SantosNo ratings yet
- Internship Project: Autodesk AutocadDocument10 pagesInternship Project: Autodesk AutocadMohammed Abdul MujahidNo ratings yet
- Other Emerging Technologies: Chapter SevenDocument57 pagesOther Emerging Technologies: Chapter SevenGetachew HussenNo ratings yet
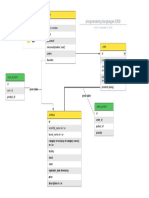
- Programming Languages ERDDocument1 pageProgramming Languages ERDkosaialbonniNo ratings yet
- DBS201: Entity Relationship DiagramDocument17 pagesDBS201: Entity Relationship Diagramtoxic_angel_love958No ratings yet
- VACON-ADP-MCAA adapter guideDocument10 pagesVACON-ADP-MCAA adapter guideSharad Soni0% (1)
- Db2 SQL Tuning TipsDocument11 pagesDb2 SQL Tuning Tipsarieswonder100% (1)
- CIS552 Indexing and Hashing 1Document56 pagesCIS552 Indexing and Hashing 1Vinay VarmaNo ratings yet
- CAIRfricostar DDCDocument24 pagesCAIRfricostar DDCMartin AndreevskiNo ratings yet
- ConvertersDocument32 pagesConvertersJeff's SKiNo ratings yet
- A New Approach: Data Segregation ModelDocument3 pagesA New Approach: Data Segregation ModelEditor IJRITCCNo ratings yet
- Procurement Suite PDFDocument37 pagesProcurement Suite PDFSaurabh AgarwalNo ratings yet
- Assignment - ACCESSDocument19 pagesAssignment - ACCESSTeyhaNo ratings yet
- Learning Material - VLSI DesignDocument172 pagesLearning Material - VLSI DesignVeena Divya KrishnappaNo ratings yet
- Millipak 4QDocument4 pagesMillipak 4QAb MoNo ratings yet
- TH C Hành VDK G I SVDocument184 pagesTH C Hành VDK G I SVVũ Ngọc TiếnNo ratings yet
- Check Lagarconne - Coms SEODocument13 pagesCheck Lagarconne - Coms SEOUmar HanifNo ratings yet
- Spanish Product GuideDocument107 pagesSpanish Product GuideVan Ludwing100% (1)
- Optimization of Combined Economic and Emission Dispatch Problem A Comparative Study-10702808Document15 pagesOptimization of Combined Economic and Emission Dispatch Problem A Comparative Study-10702808kanuvietNo ratings yet
- Chapter 6 - Implementing Public Key Infrastructure Flashcards - QuizletDocument14 pagesChapter 6 - Implementing Public Key Infrastructure Flashcards - QuizletRapholo LU FU NONo ratings yet
- Rr-Us470 v21 InstallationDocument12 pagesRr-Us470 v21 InstallationDouglassenaNo ratings yet
- CV Software Tester Nguyen Thi Ngoc ThuyDocument5 pagesCV Software Tester Nguyen Thi Ngoc ThuyNguyễn ThiệnNo ratings yet
- Syllabus of Shivaji University MBADocument24 pagesSyllabus of Shivaji University MBAmaheshlakade755No ratings yet
- Samsung XE700 5 - BA41-01714A 01715A 01716ADocument1 pageSamsung XE700 5 - BA41-01714A 01715A 01716AJaelaniNo ratings yet
- 27.tacacs Configuration in Aci - Learn Work ItDocument8 pages27.tacacs Configuration in Aci - Learn Work Itravi kantNo ratings yet
- Resume - Lisa KwongDocument4 pagesResume - Lisa Kwongapi-406908461No ratings yet
- Quick Start Guide: How To Install, Setup and Use SmartrootDocument13 pagesQuick Start Guide: How To Install, Setup and Use SmartrootManuellaNo ratings yet
- Java Heap Sort Algorithm ImplementationDocument3 pagesJava Heap Sort Algorithm ImplementationByronPérezNo ratings yet
- Log File Analysis of VoIP Application on AndroidDocument809 pagesLog File Analysis of VoIP Application on AndroidLove KoNo ratings yet
- RobotShop Learning Center - Robotic TrendsDocument5 pagesRobotShop Learning Center - Robotic TrendsMC. Rene Solis R.No ratings yet