You might also like
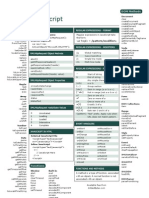
- Javascript Cheat SheetDocument1 pageJavascript Cheat Sheetdanielle leigh100% (4)
- Module Digital Hardware For Hardware - Software Co-Design PDFDocument3 pagesModule Digital Hardware For Hardware - Software Co-Design PDFmohamedabbas_us3813No ratings yet
- Amir Maleki Moghaddam: Advanced Workflow To Evaluate and Compare The Performance of Directional Drilling Control ToolsDocument80 pagesAmir Maleki Moghaddam: Advanced Workflow To Evaluate and Compare The Performance of Directional Drilling Control ToolsSebastian OrdoñezNo ratings yet
- Module Digital Hardware For Hardware - Software Co-Design.Document84 pagesModule Digital Hardware For Hardware - Software Co-Design.mohamedabbas_us3813No ratings yet
- Module Technologies For Embedded Networking PDFDocument3 pagesModule Technologies For Embedded Networking PDFmohamedabbas_us3813No ratings yet
- Module Master of Engineering Project For Embedded Systems EngineeringDocument3 pagesModule Master of Engineering Project For Embedded Systems Engineeringmohamedabbas_us3813No ratings yet
- Linux Command Cheat Sheet From Davechild Linux Command Line - at Anewdomain - Net With Gina Smith, John C. DvorakDocument2 pagesLinux Command Cheat Sheet From Davechild Linux Command Line - at Anewdomain - Net With Gina Smith, John C. DvorakGina Smith100% (1)
- Module Team Project - Implementation Phase PDFDocument3 pagesModule Team Project - Implementation Phase PDFmohamedabbas_us3813No ratings yet
- L Linux Process Management PDFDocument11 pagesL Linux Process Management PDFVaishnavi EswarNo ratings yet
- Kernel HackingDocument24 pagesKernel Hackingmohamedabbas_us3813No ratings yet
- Module Physical Layer Design - Design, Assembly and Testing of A Custom Wireless Sensor Node PDFDocument3 pagesModule Physical Layer Design - Design, Assembly and Testing of A Custom Wireless Sensor Node PDFmohamedabbas_us3813No ratings yet
- Module Distributed Embedded Software PDFDocument3 pagesModule Distributed Embedded Software PDFmohamedabbas_us3813No ratings yet
- Understanding The Physics of Electrodynamic Shaker Performance by G.F. Lang and D. SnyderDocument10 pagesUnderstanding The Physics of Electrodynamic Shaker Performance by G.F. Lang and D. Snydermohamedabbas_us3813No ratings yet
- Kernel LockingDocument49 pagesKernel Lockingmohamedabbas_us3813No ratings yet
- Disgn and Implementation of An Embedded Romete EGC Measurement SystemDocument6 pagesDisgn and Implementation of An Embedded Romete EGC Measurement Systemmohamedabbas_us3813No ratings yet
- Introduction To Linux Device Drivers: Recreating Life One Driver at A TimeDocument50 pagesIntroduction To Linux Device Drivers: Recreating Life One Driver at A TimeEduardo PrietoNo ratings yet
- Module Principles of Networking Embedded SystemsDocument3 pagesModule Principles of Networking Embedded Systemsmohamedabbas_us3813No ratings yet
- A Security Embedded System Base On TCM and FPGADocument5 pagesA Security Embedded System Base On TCM and FPGAmohamedabbas_us3813No ratings yet
- CanDocument19 pagesCanChristie SajithaNo ratings yet
- Module Embedded Software NetworkingDocument3 pagesModule Embedded Software Networkingmohamedabbas_us3813No ratings yet
- Compositional Verification of Middleware-Based Software Architecture DescriptionDocument10 pagesCompositional Verification of Middleware-Based Software Architecture Descriptionmohamedabbas_us3813No ratings yet
- Robot KinematicsDocument33 pagesRobot KinematicsengrasheedNo ratings yet
- Spe 159223 - 6055197 - 01Document9 pagesSpe 159223 - 6055197 - 01mohamedabbas_us3813No ratings yet
- U Bootdoc PDFDocument13 pagesU Bootdoc PDFDineshkumarparamesNo ratings yet
- Chuleta CssDocument1 pageChuleta CssoscarlopgaNo ratings yet
- Spe 19989 PaDocument6 pagesSpe 19989 Pamohamedabbas_us3813No ratings yet
- Spe 22542 MSDocument10 pagesSpe 22542 MSmohamedabbas_us3813No ratings yet
- Linux Kernel InternalsDocument84 pagesLinux Kernel InternalsParesh TannaNo ratings yet
- Spe 128129 PaDocument9 pagesSpe 128129 Pamohamedabbas_us3813No ratings yet
- SPE 131922 BHA and Drill String Fundamentals Technology Training For BeginnersDocument13 pagesSPE 131922 BHA and Drill String Fundamentals Technology Training For Beginnersmohamedabbas_us3813No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- PrioritizationDocument4 pagesPrioritizationJhennie EyescandieNo ratings yet
- Lubricants LabDocument1 pageLubricants Labam4rNo ratings yet
- 07 - 20161108 - Red - Kite - Telelemtry - Bustard - HU - 20161104 - JS - RRDocument41 pages07 - 20161108 - Red - Kite - Telelemtry - Bustard - HU - 20161104 - JS - RRHero BigNo ratings yet
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Document12 pagesInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Dennis OlayaNo ratings yet
- Module5 DMWDocument13 pagesModule5 DMWSreenath SreeNo ratings yet
- The Two CulturesDocument2 pagesThe Two CulturesMehmet SezerNo ratings yet
- FEA Global Model PDFDocument9 pagesFEA Global Model PDFAbuBakarSiddkeRumiNo ratings yet
- Ancient Robots Reading TestDocument6 pagesAncient Robots Reading TestAranelys de las Mercedes Lazo CampoNo ratings yet
- Dynamics Rectilinear - Continuous and ErraticDocument67 pagesDynamics Rectilinear - Continuous and ErraticJJ EnzonNo ratings yet
- Sopladores RegenerativosDocument52 pagesSopladores RegenerativosErick Reyna Chirinos100% (1)
- E BookDocument8 pagesE BookHit razNo ratings yet
- Os2 PDFDocument1 pageOs2 PDFBarry Ysrnr100% (1)
- 7th Grade Module 1 - Lesson 11Document16 pages7th Grade Module 1 - Lesson 11api-369302912No ratings yet
- Rechargeable battery backlight counting indicatorDocument2 pagesRechargeable battery backlight counting indicatorHatake BenaoudaNo ratings yet
- Copper For Busbars All SectionsDocument108 pagesCopper For Busbars All Sectionssusanto_andri_2005No ratings yet
- A Tracer Study of SVSF Senior High School Graduate Engagement in EntrepreneurshipDocument4 pagesA Tracer Study of SVSF Senior High School Graduate Engagement in EntrepreneurshipDewDew100% (1)
- International Indian School Jeddah-Booklist 2013-2014Document15 pagesInternational Indian School Jeddah-Booklist 2013-2014AreezNo ratings yet
- Tutorial Week 1Document4 pagesTutorial Week 1Syafiqah ArdillaNo ratings yet
- ENGLISH 7 Q3W2 ModuleDocument2 pagesENGLISH 7 Q3W2 ModuleAng LarraNo ratings yet
- Errors in Measurement and Statistical SamplingDocument3 pagesErrors in Measurement and Statistical SamplinggregNo ratings yet
- Discussion of "Distribution of Residual Load and True Shaft Resistance For A Driven Instrumented Test Pile "Document2 pagesDiscussion of "Distribution of Residual Load and True Shaft Resistance For A Driven Instrumented Test Pile "Nic JamesNo ratings yet
- 6th Grade Reading Common Core I Can StatementsDocument3 pages6th Grade Reading Common Core I Can Statementsapi-233930784No ratings yet
- EPRI - TraduzidoDocument80 pagesEPRI - TraduzidoFrederico GarciaNo ratings yet
- 10 PDFDocument29 pages10 PDFAndriNo ratings yet
- Am J Orthod Dentofacial Orthop. 1999115 3 300-4Document5 pagesAm J Orthod Dentofacial Orthop. 1999115 3 300-4Vero Zelaya HuertaNo ratings yet
- RevathiDocument3 pagesRevathiBinu KumarNo ratings yet
- Find Roots of Quadratic Functions Using the Quadratic FormulaDocument5 pagesFind Roots of Quadratic Functions Using the Quadratic FormulaRitesh DewanganNo ratings yet
- BOW PR 1Document3 pagesBOW PR 1Valencia MyrhelleNo ratings yet
- Arduino Led MatrixDocument10 pagesArduino Led MatrixCường Dev AINo ratings yet
- An Integrated Multiport DC - DC Converter For Renewable Energy SystemDocument9 pagesAn Integrated Multiport DC - DC Converter For Renewable Energy SystemIJRASETPublicationsNo ratings yet