You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Expediting ProcedureDocument16 pagesExpediting Procedurekbldam94% (17)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Defensive Driving Manual (English) PDFDocument105 pagesDefensive Driving Manual (English) PDFkbldam100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Catalogo l375 20 So30002Document12 pagesCatalogo l375 20 So30002Alexis SanchezNo ratings yet
- Pressure Relief Devices ASME PTe 25-2001Document90 pagesPressure Relief Devices ASME PTe 25-2001HaziqNo ratings yet
- Breakout - NCR Writing and ClosureDocument30 pagesBreakout - NCR Writing and ClosureMichael HicksNo ratings yet
- R 17 11 Procurement Management Internal Audit FinalDocument22 pagesR 17 11 Procurement Management Internal Audit FinalkarthiNo ratings yet
- RT SlideDocument36 pagesRT SlidekbldamNo ratings yet
- Method Statement For PumpDocument7 pagesMethod Statement For PumpkbldamNo ratings yet
- Presentation Induction Quaity NewDocument31 pagesPresentation Induction Quaity Newkbldam67% (6)
- Welding Super Duplex Stainless Steel Lincoln NorweldSmitweld NITO ConferenceDocument14 pagesWelding Super Duplex Stainless Steel Lincoln NorweldSmitweld NITO ConferencekbldamNo ratings yet
- MS For MV Cable Pulling ProcedureDocument10 pagesMS For MV Cable Pulling Procedurekbldam100% (2)
- Booster Pump Foundation Excavation ProcedureDocument9 pagesBooster Pump Foundation Excavation ProcedurekbldamNo ratings yet
- Ultrasonic TestingDocument36 pagesUltrasonic TestingRaj Kumar100% (4)
- Energization Procedure For Switchrack X56-SR-009 June 08 2015Document3 pagesEnergization Procedure For Switchrack X56-SR-009 June 08 2015kbldamNo ratings yet
- Splicing and Termination of MV Cables Rev.02 Re-Submitted - 9 Apr-15Document8 pagesSplicing and Termination of MV Cables Rev.02 Re-Submitted - 9 Apr-15kbldamNo ratings yet
- BI 10-01429 Kick-Off Meeting Presentation (Quality)Document12 pagesBI 10-01429 Kick-Off Meeting Presentation (Quality)kbldamNo ratings yet
- Control and Tracking NDT Result Procedure Rev 04Document9 pagesControl and Tracking NDT Result Procedure Rev 04kbldamNo ratings yet
- Manual On Training, Qualification and Certification of Quality Assurance PersonnelDocument122 pagesManual On Training, Qualification and Certification of Quality Assurance PersonnelkbldamNo ratings yet
- Auditing Welds Under ASME IX PDFDocument21 pagesAuditing Welds Under ASME IX PDFkbldamNo ratings yet
- Qa Question - 2Document4 pagesQa Question - 2kbldamNo ratings yet
- MANIFA - Quality Initiative.1Document32 pagesMANIFA - Quality Initiative.1kbldamNo ratings yet
- QA Rules and ResposibilitiesDocument24 pagesQA Rules and ResposibilitieskbldamNo ratings yet
- Questions For QC ManagerDocument9 pagesQuestions For QC Managerkbldam100% (3)
- Toolbox Talks - Material ReceivingDocument6 pagesToolbox Talks - Material ReceivingkbldamNo ratings yet
- QA Rules and ResposibilitiesDocument24 pagesQA Rules and ResposibilitieskbldamNo ratings yet
- Tool Box Meeting For NDT ReqDocument1 pageTool Box Meeting For NDT ReqkbldamNo ratings yet
- BI 10-01429 Kick-Off Meeting Presentation (Quality)Document12 pagesBI 10-01429 Kick-Off Meeting Presentation (Quality)kbldamNo ratings yet
- Presentation - QUALITY (SCHEDULE 'Q' REQUIREMENTS)Document55 pagesPresentation - QUALITY (SCHEDULE 'Q' REQUIREMENTS)kbldamNo ratings yet
- BI 10-01429 Kick-Off Meeting Presentation (Quality)Document12 pagesBI 10-01429 Kick-Off Meeting Presentation (Quality)kbldamNo ratings yet
- Coating Pro APCODocument27 pagesCoating Pro APCOkbldam100% (1)
- Stop Smoking Before It's Too LateDocument22 pagesStop Smoking Before It's Too LatekbldamNo ratings yet
- Intro To NDTDocument34 pagesIntro To NDTkbldamNo ratings yet
- Refrigeration COP and Heat CalculationsDocument19 pagesRefrigeration COP and Heat CalculationskelvinNo ratings yet
- Valve Standards: American Petroleum InstituteDocument6 pagesValve Standards: American Petroleum InstitutejeffNo ratings yet
- Installation & Timing of the VP44 Fuel Injection PumpDocument6 pagesInstallation & Timing of the VP44 Fuel Injection PumpAlberto AbarcaNo ratings yet
- 40150EDocument2 pages40150EMax Durán ParraguezNo ratings yet
- SH 2500 22003Document5 pagesSH 2500 22003dimas prasetyoNo ratings yet
- Installation Instructions for Craft Beer Brewing SystemsDocument28 pagesInstallation Instructions for Craft Beer Brewing SystemsAlin AriciNo ratings yet
- Friction Factors For Smooth Pipe FlowDocument5 pagesFriction Factors For Smooth Pipe FlowBocah KjtNo ratings yet
- CFD Analysis of Compressor Blade Stalling (2376)Document37 pagesCFD Analysis of Compressor Blade Stalling (2376)032Apoorva patelNo ratings yet
- Field Testing of A Closed Loop PumpDocument4 pagesField Testing of A Closed Loop Pumpmagarmat1980No ratings yet
- BHEL Approved Molykote ProductsDocument2 pagesBHEL Approved Molykote ProductsProject Sales CorpNo ratings yet
- Liquid Seal Drums: AdvantagesDocument1 pageLiquid Seal Drums: Advantagesbinapaniki6520No ratings yet
- Antisurge Valves For LNG MarketDocument2 pagesAntisurge Valves For LNG MarketAbbas MohajerNo ratings yet
- Fundamentals of Heating, Ventilation & Air-ConditioningDocument12 pagesFundamentals of Heating, Ventilation & Air-ConditioningHemant Singh RajpootNo ratings yet
- Noxon ClipsDocument12 pagesNoxon ClipsZoran DanilovNo ratings yet
- DUCTILE IRON FITTINGS MANUFACTURING AND TESTING STANDARDSDocument72 pagesDUCTILE IRON FITTINGS MANUFACTURING AND TESTING STANDARDSAhmed TalaatNo ratings yet
- Fluid Flow and Simulation SoftwaresDocument57 pagesFluid Flow and Simulation Softwaressri9987100% (1)
- U5 Tube Failure Investegation Report May 2014Document11 pagesU5 Tube Failure Investegation Report May 2014Lemia ELtyeb ELfadel100% (1)
- API 675 pump specification sheetDocument2 pagesAPI 675 pump specification sheetAKSHEYMEHTANo ratings yet
- Process Design Basics for Gathering Station Electrical SystemsDocument3 pagesProcess Design Basics for Gathering Station Electrical SystemsAlief RnNo ratings yet
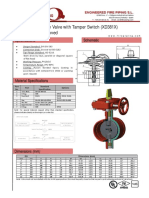
- Grooved Butterfly Valve With Tamper Switch (Xd381X) Ul/Fm/Vds ApprovedDocument1 pageGrooved Butterfly Valve With Tamper Switch (Xd381X) Ul/Fm/Vds ApprovedMohamed KhaldiNo ratings yet
- Parts and Technical Service Guide Guía de Servicio Técnico y Recambio Guide D'instructions Et Pièces de Rechange Technische BedienungsanleitungDocument14 pagesParts and Technical Service Guide Guía de Servicio Técnico y Recambio Guide D'instructions Et Pièces de Rechange Technische BedienungsanleitungAlex Molina100% (2)
- Steam Valve Nominal Size Selection PRVDocument6 pagesSteam Valve Nominal Size Selection PRVFahad NaveedNo ratings yet
- Pru ScheduleDocument7 pagesPru ScheduleimranNo ratings yet
- QC Instruments & Equipments Calibration LogDocument1 pageQC Instruments & Equipments Calibration Logkousick sundararajanNo ratings yet
- Fluid Lab - Pump in Parallel and SeriesDocument8 pagesFluid Lab - Pump in Parallel and SeriesYukiYukina100% (2)
- Rociador de Gas de Sistema FM-200Document9 pagesRociador de Gas de Sistema FM-200Eduardo QuirozNo ratings yet
- Pipe SleeveDocument1 pagePipe SleeveBorland ShuNo ratings yet
- Pressure Reduction Controller Afd / VFG 2, VFG 21, Vfgs 2: Data SheetDocument8 pagesPressure Reduction Controller Afd / VFG 2, VFG 21, Vfgs 2: Data SheetDavid HayesNo ratings yet