You might also like
- Final Sustainable Sand Mining Management Guidelines 2016Document101 pagesFinal Sustainable Sand Mining Management Guidelines 2016Salil86No ratings yet
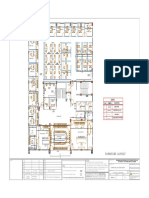
- Furniture Layout Plan - ModelDocument1 pageFurniture Layout Plan - ModelSyed Mohd MehdiNo ratings yet
- REV01 CEILING ELECTRICAL-Model PDFDocument1 pageREV01 CEILING ELECTRICAL-Model PDFSyed Mohd MehdiNo ratings yet
- A3 JAL NIGAM HEAD Office Last Final 12.08.15-ModelDocument1 pageA3 JAL NIGAM HEAD Office Last Final 12.08.15-ModelSyed Mohd MehdiNo ratings yet
- Extra Item Rate HQDocument9 pagesExtra Item Rate HQSyed Mohd MehdiNo ratings yet
- Time Extension Letter. (24.09.2016) DocxDocument1 pageTime Extension Letter. (24.09.2016) DocxSyed Mohd MehdiNo ratings yet
- Lighting Trade Price List w.e.f. 1st November, 2015Document80 pagesLighting Trade Price List w.e.f. 1st November, 2015Syed Mohd MehdiNo ratings yet
- Dissertation Phase 1Document33 pagesDissertation Phase 1Syed Mohd Mehdi100% (1)
- Green Building Site and Landscape PlanningDocument3 pagesGreen Building Site and Landscape PlanningSyed Mohd MehdiNo ratings yet
- Analysis of RatesDocument5 pagesAnalysis of Ratesakstrmec23No ratings yet
- 1) MouldingDocument1 page1) MouldingSyed Mohd MehdiNo ratings yet
- Walls - Types, Features and Design ConceptDocument2 pagesWalls - Types, Features and Design ConceptSyed Mohd MehdiNo ratings yet
- ACI Journal - Evaluation of Ratio Between Splitting Tensile StrengthDocument10 pagesACI Journal - Evaluation of Ratio Between Splitting Tensile StrengthSyed Mohd MehdiNo ratings yet
- Stone Dust & RubberDocument64 pagesStone Dust & RubberSyed Mohd Mehdi100% (1)
- Save Environment With Green BuildingsDocument2 pagesSave Environment With Green BuildingsSyed Mohd MehdiNo ratings yet
- Green Roofing - A Step Towards SustainabilityDocument4 pagesGreen Roofing - A Step Towards SustainabilitySyed Mohd MehdiNo ratings yet
- Concrete Mix DesignDocument5 pagesConcrete Mix Designkom1984No ratings yet
- IS16(Part1):1991 Shellac SpecificationDocument6 pagesIS16(Part1):1991 Shellac SpecificationsdmelNo ratings yet
- Selection of Green Building MaterialsDocument3 pagesSelection of Green Building MaterialsSyed Mohd MehdiNo ratings yet
- Performance of Various Types of Buildings During EarthquakeDocument5 pagesPerformance of Various Types of Buildings During EarthquakeSyed Mohd Mehdi100% (1)
- Cement Chemistry Guide: Types, Properties & ApplicationsDocument9 pagesCement Chemistry Guide: Types, Properties & ApplicationsSyed Mohd MehdiNo ratings yet
- How To Make A Building GreenDocument5 pagesHow To Make A Building GreenSyed Mohd MehdiNo ratings yet
- Concrete Without CementDocument2 pagesConcrete Without CementSyed Mohd MehdiNo ratings yet
- BUILDING ORIENTATION FOR HOT AND DRY CLIMATESDocument2 pagesBUILDING ORIENTATION FOR HOT AND DRY CLIMATESSyed Mohd Mehdi75% (4)
- Sustainability in Construction & Civil EngineeringDocument4 pagesSustainability in Construction & Civil EngineeringSyed Mohd MehdiNo ratings yet
- Concrete Mix Design Comparison Between BIS and ACIDocument7 pagesConcrete Mix Design Comparison Between BIS and ACIPraveen JainNo ratings yet
- Rules for Rounding Off Numerical Values in Technical DocumentsDocument18 pagesRules for Rounding Off Numerical Values in Technical Documentsসন্দীপ চন্দ্রNo ratings yet
- Determination of Specific Gravity of CementDocument1 pageDetermination of Specific Gravity of CementSyed Mohd MehdiNo ratings yet
- Is 15109 (Part 2) - 2002 Iso 11269 - 1995 - Determination of The Effects of Pollutants On Soil Flora - Part 2 Effects of Chemicals On The Emergence and Growth Higher PlantsDocument10 pagesIs 15109 (Part 2) - 2002 Iso 11269 - 1995 - Determination of The Effects of Pollutants On Soil Flora - Part 2 Effects of Chemicals On The Emergence and Growth Higher PlantsPrapa KaranNo ratings yet
- CV PDFDocument4 pagesCV PDFSyed Mohd MehdiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ION EXCHANGE KINETICS: A NONLINEAR DIFFUSION PROBLEMDocument32 pagesION EXCHANGE KINETICS: A NONLINEAR DIFFUSION PROBLEMNgô Văn CườngNo ratings yet
- (Nijhoff International Philosophy Series) Stanislaw Lesniewski - S. J. Surma Et Al. (Eds.) - Collected Works. 1, 2-Springer (1991)Document408 pages(Nijhoff International Philosophy Series) Stanislaw Lesniewski - S. J. Surma Et Al. (Eds.) - Collected Works. 1, 2-Springer (1991)Aldana Fontana100% (4)
- Vdocument - in - RM PPT On A Study of Work Life Balance of Generation y at Thyssenkrupp PuneDocument35 pagesVdocument - in - RM PPT On A Study of Work Life Balance of Generation y at Thyssenkrupp Puneut123No ratings yet
- Unit 03 Techniques of Planning, Controlling and Automating Software ProcessDocument36 pagesUnit 03 Techniques of Planning, Controlling and Automating Software ProcessSajjan PaudelNo ratings yet
- Rapport HP t930Document8 pagesRapport HP t930Mohamed EL Guennouni RichNo ratings yet
- ABAP - Dynamic Variant Processing With STVARVDocument12 pagesABAP - Dynamic Variant Processing With STVARVrjcamorim100% (1)
- JPIA Manual Membership SystemDocument50 pagesJPIA Manual Membership SystemEdita Lamp DizonNo ratings yet
- Heritage Theme Resort: Thesis ReportDocument8 pagesHeritage Theme Resort: Thesis ReportNipun ShahiNo ratings yet
- Principles of Traditional Indian ArchitectureDocument1 pagePrinciples of Traditional Indian ArchitectureAr SanjayNo ratings yet
- The Reception Office: Monday September 28, 2020Document2 pagesThe Reception Office: Monday September 28, 2020Chikanma OkoisorNo ratings yet
- Electromagnetism WorksheetDocument3 pagesElectromagnetism WorksheetGuan Jie KhooNo ratings yet
- Portable Bricks Transfer Conveyor BeltDocument9 pagesPortable Bricks Transfer Conveyor BeltIJRASETPublicationsNo ratings yet
- E Role of Natural Resources in Economic Development PDFDocument31 pagesE Role of Natural Resources in Economic Development PDFLisaMarieGaranNo ratings yet
- Chem 315 - Lab 6 - Simple and Fractional DistilationDocument27 pagesChem 315 - Lab 6 - Simple and Fractional DistilationkNo ratings yet
- NLP - The Satanic Warlock - NLP and The Science of SeductionDocument18 pagesNLP - The Satanic Warlock - NLP and The Science of SeductionnegreanNo ratings yet
- Cyril Acott - Occultism - An Alternative To Scientific HumanismDocument20 pagesCyril Acott - Occultism - An Alternative To Scientific Humanismparadigmshifter6360100% (2)
- Speed Control of Stepper MotorDocument63 pagesSpeed Control of Stepper MotorMohammad Ismail Hossain (Sujohn)100% (4)
- Master Thesis Natural Oil AbsorbentDocument178 pagesMaster Thesis Natural Oil AbsorbentFaris Mat100% (1)
- Astrological Signs ExplainedDocument16 pagesAstrological Signs ExplainedAna-Maria Negrii100% (1)
- Environtment Factor - Light Rev Asr 130918Document60 pagesEnvirontment Factor - Light Rev Asr 130918Irvan MahmudiNo ratings yet
- IE 404 Mathematical Methods EconomicsDocument2 pagesIE 404 Mathematical Methods EconomicsNaveen GargNo ratings yet
- Sappress Interface ProgrammingDocument0 pagesSappress Interface ProgrammingEfrain OyarceNo ratings yet
- Human Factors Risk Assessment and Management - Process Safety in EngineeringDocument16 pagesHuman Factors Risk Assessment and Management - Process Safety in EngineeringAndrés VegaNo ratings yet
- The Master-Slave DialecticDocument16 pagesThe Master-Slave DialecticGoran StanićNo ratings yet
- Adolescent Sleep Patterns and Insomnia Rates in a Large Population StudyDocument8 pagesAdolescent Sleep Patterns and Insomnia Rates in a Large Population StudyPradipta ShivaNo ratings yet
- Recruitment Needs Are of Three Types: PlannedDocument7 pagesRecruitment Needs Are of Three Types: PlannedShraddha MomayaNo ratings yet
- Video WorksheetDocument9 pagesVideo Worksheetapi-316047658100% (1)
- Virtual Image.: 1 (A) Fig. 8.1 Is A Ray Diagram of A Convex Lens Being Used As A Magnifying Glass To Produce ADocument11 pagesVirtual Image.: 1 (A) Fig. 8.1 Is A Ray Diagram of A Convex Lens Being Used As A Magnifying Glass To Produce AahmedNo ratings yet
- Cell Phone Safety in SchoolsDocument2 pagesCell Phone Safety in SchoolsYvez Vyanka CastilloNo ratings yet