Professional Documents
Culture Documents
Extrusión de Materiales Plásticos - Tecnología de Los Plásticos
Uploaded by
jhonny_johnyOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Extrusión de Materiales Plásticos - Tecnología de Los Plásticos
Uploaded by
jhonny_johnyCopyright:
Available Formats
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
TecnologadelosPlsticos
Blogdedicadoalosmaterialesplsticos,caractersticas,usos,fabricacin,procesosde
transformacinyreciclado
martes,15demarzode2011
EXTRUSINDEMATERIALESPLSTICOS
Extrusin
Definicin:Lapalabraextrusinprovienedellatn"extrudere"quesignificaforzarunmaterial
atravsdeunorificio.Laextrusinconsisteenhacerpasarbajolaaccindelapresinun
material termoplstico a travs de un orificio con forma ms o menos compleja (hilera), de
manera tal, y continua, que el material adquiera una seccin transversal igual a la del
orificio. En la extrusin de termoplsticos el proceso no es tan simple, ya que durante el
mismo, el polmero se funde dentro de un cilindro y posteriormente, enfriado en una
calandria, Este proceso de extrusin tiene por objetivos, proceso que es normalmente
continuo, usarse para la produccin de perfiles, tubos, pelculas plsticas, hojas plsticas,
etc.
Translate
Seleccionaridioma
Pginas
Indice
Subndice:Polmeros
Subndice:Procesos
Glosario
Pginaprincipal
Descargas
Seguidores
Participarenestesitio
GoogleFriendConnect
Miembros(328) Ms
Ventajasyrestricciones:
Presenta alta productividad y es el proceso ms importantes de obtencin de formas
Yaeresmiembro?Iniciarsesin
plsticasenvolumendeproduccin.Suoperacinesdelasmssencillas,yaqueunavez
establecidas las condiciones de operacin es de las ms sencillas, ya que una vez
establecidaslascondicionesdeoperacin,laproduccincontinasinproblemassiemprey
Archivodelblog
cuandonoexistaundisturbiomayor.Elcostodelamaquinariadeextrusinesmoderado,
2011(108)
en comparacin con otros procesos como inyeccin, soplado o Calandrado, y con una
buenaflexibilidadparacambiosdeproductossinnecesidaddehacerinversionesmayores.
La restriccin principal es que los productos obtenidos por extraccin deben tener una
seccin transversal constante en cualquier punto de su longitud (tubo, lmina) o peridica
(tuberacorrugada)quedanexcluidostodosaquellosconformasirregularesonouniformes.
Lamayorpartedelosproductosobtenidosdeunalneadeextrusinrequierendeprocesos
posterioresconelfindehabilitaradecuadamenteelartculo,comoenelcasodelselladoy
marzo(6)
TABLAPERIODICA
DELOS
ELEMENTOS
CODIGOSDELOS
PLASTICOS
Fabricacindebolsas
ybidonesde
polietileno
cortado,paralaobtencindebolsasapartirdepelculatubularolaformacindelaunino
COLORACINDE
PLSTICOS
socketenelcasodetubera.
EXTRUSINDE
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
1/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
MATERIALES
PLSTICOS
AplicacionesActuales:
Acontinuacin,seenlistanproductosqueencuentranenelmercado,transformadosporel
procesodeextrusin:
Pelculatubular
Bolsa(comercial,supermercado)
Pelculaplsticaparausodiverso
Pelculaparaarropadodecultivos
Bolsaparaenvasedealimentosyproductosdealtoconsumos
Tubera
Tuberaparacondicindeaguaydrenaje
Recicladode
Materiales
Plsticos
abril(1)
mayo(8)
junio(31)
julio(15)
agosto(15)
septiembre(5)
octubre(9)
noviembre(9)
diciembre(9)
Mangueaparajardn
Mangueraparausomdico
PopotesRecubrimiento
Alambreparausoelctricoytelefnico
Perfil
Hojasparapersiana
Ventanera
CanalesdeflujodeAgua
2012(50)
2013(32)
2014(2)
Datospersonales
Mariano
Vertodomiperfil
LminayPelculaPlana
Rafia
Mantelesparamesaeindividuales
CintaAdhesiva
Flejesparaembalaje
Monofilamento
Filamentos
Alfombra(Filamentodelasalfombras)
DescripcindelProceso:
Dentrodelprocesodeextrusin,variaspartesdebeidentificarseconelfindeaprendersus
funcionesprincipales,sabersuscaractersticasenelcasodeelegirunequipoydetectaren
dondesepuedegenerarunproblemaenelmomentodelaoperacin.
La extrusin, por su versatilidad y amplia aplicacin, suele dividirse en varios tipos,
dependiendodelaformadeldadoydelproductoeximido.
Aslaextrusinpuedeser:
Detuboyperfil
Depelculatubular
Delminaypelculaplana
Recubrimientodecable
DeMonofilamento
Parapelletizacinyfabricacindecompuestos
Independientemente del tipo de extrusin que se quiera analizar, todos guardan similitud
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
2/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
hasta llegar al dado extrusor. Bsicamente, una de extrusin consta de un eje metlico
central con alabes helicoidales llamado husillo o tornillo, instalado dentro de un cilindro
metlicorevestidoconunacamisaderesistenciaselctricas.
Enunextremodelcilindroseencuentraunorificiodeentradaparalamateriaprima,donde
se instala una tolva para la materia prima, donde se instala una tolva de alimentacin,
generalmente de forma cnica en ese mismo extremo se encuentra el sistema de
accionamientodelhusillo,compuestoporunmotoryunsistemadereduccindevelocidad.
En la punta del tornillo, se ubica la salida del material y el dado que forma finalmente
plstico.
Descripcindelequipo
Tolva:Latolvaeseldepsitodemateriaprimaendondesecolocanlospelletsdematerial
plsticoparalaalimentacincontinuadelextrusor.
Debe tener dimensiones adecuadas para ser completamente funcional los diseos mal
planeados, principalmente en los ngulos de bajada de material, pueden provocar
estancamientosdematerialyparosenlaproduccin.
En materiales que se compactan fcilmente, una tolva con sistema vibratorio puede
resolver el problema, rompiendo los puentes de material formados y permitiendo la cada
delmaterialalagargantadealimentacin.
Si el material a procesar es problemtico an con la tolva con sistema vibratorio puede
resolver el problema, rompiendo puentes de material formados y permitiendo la cada del
materialalagargantadealimentacin.
Si el material a procesar es problemtico an con la tolva en vibracin, la tolva tipo
crammereslanicaquepuedeformarelmaterialafluir,empleandountornilloparalograrla
alimentacin,
Las tolvas de secado son usadas para eliminar la humedad del material que est siendo
procesado,sustituyenaequiposdesecadoindependientesdelamquina.Ensistemasde
extrusin con mayor grado de automatizacin, se cuenta con sistemas de transporte de
material desde contenedores hasta la tolva, por medios neumticos o mecnicos. Otros
equiposauxiliaressonlosdosificadoresdeaditivosalatolvaylosimanesomagnetospara
la obstruccin del paso de materiales ferrosos, que puedan daar el husillo y otras partes
internasdelextrusor.
BarriloCan:Esuncilindrometlicoquealojaalhusilloyconstituyeelcuerpoprincipal
de una mquina de extrusin, conforma, junto con el tornillo de extrusin, la cmara de
fusinybombeodelaextrusora.Enpocaspalabraseslacarcazaqueenvuelvealtornillo.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
3/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
El barril debe tener una compatibilidad y resistencia al material que est procesando, es
decir,serdeunmetalconladurezanecesariaparareduciralmnimocualquierdesgaste.
La dureza del can se consigue utilizando aceros de diferentes tipos y cuando es
necesario se aplican mtodos de endurecimiento superficial de las paredes internas del
can,quesonlasqueestnexpuestasalosefectosdelaabrasinylacorrosindurante
laoperacindelequipo.
El can cuenta con resistencias elctricas que proporcionan una parte de la energa
trmica que el material requiere para ser fundido. El sistema de resistencias, en algunos
casos va complementado con un sistema de enfriamiento que puede ser flujo de lquido o
porventiladoresdeaire.Todoelsistemadecalentamientoescontroladodesdeuntablero,
donde las temperaturas de proceso se establecen en funcin del tipo de material y del
productodeseado.
Paralamejorconservacindelatemperaturaalolargodelcanyprevenircambiosenla
calidad de la produccin por variaciones en la temperatura ambiente, se acostumbra aislar
elcuerpodelcanconalgnmaterialdebajaconductividadtrmicacomolafibradevidrio
oelfieltro.
Eneldiseodetodocilindrodeextrusinsebusca:
1)Mximadurabilidad.
2)Altatransferenciadecalor.
3)Mnimocambiodimensionalconlatemperatura.
En la fabricacin de cilindros de extrusin tales exigencias logran ser cubiertas utilizando
materialestalescomo:Xaloy 101 (para extrusoras de propsito general, procesamiento de
PEADyPEBD),Xaloy800(paraelprocesamientodePELBD),Xaloy306(paraproductos
corrosivos,comoloscopolmeroscidos).
Husillo: Gracias a los intensos estudios del comportamiento del flujo de los polmeros, el
husillo ha evolucionado ampliamente desde el auge de la industrial plstica hasta el grado
de convertirse en la parte que contiene la mayor tecnologa dentro de una mquina de
extrusin.
Poresto,eslapiezaqueenelaltogradodeterminaelxitodeunaoperacindeextrusin.
Conbasealdiagrama,sedescribenacontinuacinlasdimensionesfundamentalesparaun
husillo y que, en los diferentes diseos, varan en funcin de las propiedades de flujo de
polmerofundidoqueseesperadelaextrusora.
Cilindros con Zonas Acanaladas: Son cilindros de extrusin que poseen una superficie
interna con canales de formas especficas. Zonas acanaladas ubicadas en la etapa de
alimentacin de los cilindros de extrusin, suelen ser utilizadas para favorecer el
procesamiento de resinas de bajo coeficiente de friccin (Ej.HMW PEAD y PP). Para ser
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
4/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
transportadohaciaadelante,elmaterialnodebegirarjuntoconeltornillo,oalmenosdebe
giraraunamenorvelocidadqueeltornillo.Lanicafuerzaquepuedeevitarqueelmaterial
de vueltas junto con el tornillo y, por tanto hacer que el material avance a lo largo de la
camisa, es la fuerza de arrastre o friccin entre el material y la superficie interna de la
camisa. A mayor friccin menor rotacin del material junto con el tornillo y, por lo tanto,
ms movimiento hacia delante. El caudal se hace tanto mayor cuanto mayor sea el
coeficientederozamientodelslidoconlacarcasaconrespectoaldelslidoconelejedel
tornillo. Por ello las carcasas de las extrusoras en la seccin de alimentacin suelen
rasurarsesegnlasgeneratricesdelcilindro.
Seccintransversaldelaszonasdealimentacinacanaladas
Existe un variado diseo de zonas de alimentacin acanaladas sin embargo, las de
canalesdeseccincuadradomaximizanelvolumendematerialalimentado.Laszonasde
alimentacin acanaladas permiten controlar el coeficiente de friccin polmerocilindro
mediante la geometra reduciendo la sensibilidad con respec
to a la temperatura y las
propiedades termodinmicas de las resinas. Por otro lado, las zonas de alimentacin
acana
ladaspermitenincrementarelvolumendelaseccindealimentacin,acelerandoas
lafusinconloqueselogranimportantesaumentosenelcaudaldeextrusin(vertablas1
y2).
Con mayores precauciones que con los extrusores tradicionales, las secciones de
alimentacinacanaladasdebenmantenerserefrigeradasyaisladasdelcilindrodeextrusin
parafavorecereldesplazamientoaxialdelpolmero.
Tabla1.CaudalesdeextrusindePEBDparamaquinasconseccindealimentacinlisay
acanalada.
Tabla 2. Caudales de extrusin de PP para maquinas con seccin de alimentacin lisa y
acanalada.
Enloscilindrosconzonasdealimentacinlisas(convencionales)lasetapasdedispersin
ymezcladodeltornilloseencuentranlocalizadasenlazonadedosificacin(ltimaseccin
deltornillo)locualfrecuentementegeneramermaenlaproduccin.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
5/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
En cilindros acanalados los mejores resultados se han obtenido ubicando las etapas de
mezclado a dos tercios (2/3) de la longitud del tornillo. Esta ubicacin promueve la
dispersindeaglomeradosylafinalizacindelafusin.
Control de la temperatura en los cilindros: Sistema de calentamiento del cilindro: El
calentamiento del cilindro se produce, casi exclusivamente, mediante resistencias
elctricas.
Elsistemadecalentamientodelaextrusoraesresponsabledesuministrarentreun2030%
del calor necesario para fundir la resina. Para suministrar el calor requerido, el
calentamientosueleserde25a50vatios/in2(38750a77500W/m2).
Sistema de enfriamiento del cilindro: Aunque pueda lucir contradictorio, cada zona de
calentamiento del tornillo de la extrusora est acompaada, en la mayor parte de los
equipos comerciales, de un ventilador el cual permite el control de la temperatura
eliminando calor de la extrusora mediante el flujo de aire sobre la superficie requerida. Los
ventiladores son accionados por controladores de temperatura que comandan la operacin
de los calefactores elctricos. Los ventiladores entran en operacin cuando la temperatura
deunazonasuperaelpuntoprefijado,porefectode:
a.Latransferenciaexcesivadecalorporpartedelaresistencia(Ej.Duranteelarranquede
lamquina).
b.Lageneracinexcesivadecalorporpartedeloselementosdemezcladopresentesenel
tornillodelaextrusora.
La temperatura de extrusin slo puede ser controlada de manera precisa mediante la
accin combinada de las bandas de calentamiento elctrico y los ventiladores de cada
zona.
Importancia de la temperatura en la fase de alimentacin de la resina: Sistema de
enfriamientodelagarganta:
Con la mayor parte de los materiales polimricos, y en especial las poliolefinas, es
necesario mantener la temperatura de la zona de alimentacin al tornillo, conocida como
"garganta de alimentacin", al menos a 50C por debajo de la temperatura de fusin del
polmero.Unatemperaturamuybajaenlazonadealimentacinimpidequelafusindela
resinaproduzcalaadhesindelamismaalasuperficiedeltornillominimizandoelflujode
materialporarrastre,yporlotantoelcaudalextrudo.
Generalmente,elusodeaguacorrientepermitemantenerlatemperaturadelagargantaen
loslmitesdeseados(Tm50C)sinembargo,enambientescalientesyconequiposdealto
caudal de produccin puede requerirse el uso de agua enfriada en torres o incluso,
refrigerada.
ElMotor:Elmotordelaextrusoraeselcomponentedelequiporesponsabledesuministrar
la energa necesaria para producir: la alimentacin de la resina, parte de su fusin (70 a
80%),sutransporteyelbombeoatravsdelcabezalylaboquilla.
Losmotoresincorporadosenlaslneasdeextrusinsonelctricosyoperanconvoltajesde
220 y 440 V. Las extrusoras modernas emplean motores DC (corriente continua), ya que
permitenunampliorangodevelocidadesdegiro,bajonivelderuidoyunprecisocontrolde
lavelocidad.Serecomiendaquelapotenciadediseoseade1HPporcada10a15Ib/h
de caudal, sin embarco para las aplicaciones fe alto requerimiento de mezclado esta
relacinpuedellegaraserde1HPporcada3a5lb/h.
Lavelocidadalcanzadaporlosmotoresresultamselevadaquelarequeridaporeltornillo.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
6/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Lascajasreducenlavelocidadhastaenun20:1.
El Cabezal: El componente de la lnea denominado cabezal, es el responsable de
conformaroproporcionarlaformadelextrudado.
Deformadetallada,losprincipalescomponentesdeuncabezalparalaextrusinson:
Plato rompedor y filtros: Constituyen el punto de transicin entre la extrusora y el
cabezal. A estos componentes les corresponde una parte importante de la calidad del
materialextrudado.Elplatorompedoreselprimerelementodelcabezaldestinadoaromper
conelpatrndeflujoenespiralqueeltornilloimpartemientrasquelafuncindelosfiltros
es la de eliminar del extrudado partculas y/o grumos provenientes de impurezas,
carbonizacin,pigmentosy/oaditivos,etc.
En lo que respecta a su diseo, el plato rompedor no es ms que una placa cilndrica
horadada. Por otro lado, las mallas deben ser fabricadas con acero inoxidable, ya que las
compuestas con cobre o bronce tienen un efecto cataltico sobre las reacciones termo
oxidativas.Torpedo:Algunosca
bezalesdeextrusinsuelenpresentarenelductodeacople
entre la extrusora y el cabezal, un elemento que contribuye con la funcin del plato
rompedor (modificar el patrn de flujo en espiral a uno longitudinal). Por su geometra, a
estedispositivoselesueledenominartorpedo.
Esquemadeuntorpedodeuncabezaldeextrusindepelculatubular
Boquilla: La boquilla de extrusin es el componente del cabezal encargado de la
conformacin final del extrudado. Se debe velar por que el polmero fluya, con volumen y
velocidaddeflujouniforme,alrededordetodalacircunferenciadelaboquilla,demanerade
lograr espesores uniformes. Los diseos actuales de boquillas presentan dos secciones
claramente definidas. La primera de estas secciones es conocida como: cmara de
relajacin mientras que la segunda puede ser llamada cmara de salida (die land). La
cmara de relajacin de la boquilla tiene como propsito producir la desaceleracin del
materialeincrementareltiempoderesidenciaenlaboquillademaneratalqueelpolmero
relaje los esfuerzos impartidos por el paso a travs de los paquetes de filtros y el plato
rompedor.Lacmaradedescarga(Dieland)produceelformadodelperfildeseadoconlas
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
7/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
dimensionesrequeridas.Losparmetrosbsicosparalaespecificacindeunaboquillason:
Eldimetroylaaberturadelasalida,Adaptadores:Sonrequeridoscuandolaboquillanoes
diseada especficamente para un determinado extrusor. Debido a que los fabricantes de
extrusorasyboquillasnosiempresonlosmismos,elusodeadaptadoressuelesercomn.
Seccindeunaboquillacirculardeextrusin.
Alabes o Filetes o Paleta Pistn: Los alabes o filetes, que recorren el husillo de un
extremo al otro, son los verdaderos impulsores del material a travs del extrusor. Las
dimensiones y formas que stos tengan, determinar el tipo de material que se pueda
procesarylacalidaddemezcladodelamasaalsalirdelequipo.
En un tornillo de extrusin se pueden distinguir tres zonas caractersticas: zona de
alimentacin,zonadecompresinylazonadedosificacin
Zona de Alimentacin: En esta parte, los filetes (distancia entre el extremo del filete y la
partecentralorazdelhusillo)sonmuypronunciadosconelobjetodetransportarunagran
cantidad de material al interior del extrusor, aceptado el material sin fundir y aire que est
atrapadoentreelmaterialslido.
Zona de compresin: los filetes del tornillo decrecen gradualmente (compactacin) y se
expulsa el aire atrapado entre los pellets. Cumple la funcin de fundir y homogenizar el
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
8/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
material.
Zona de dosificacin: Ejerce presin sobre el material para dosificarlo hacia el cabezal y
garantiza que el material salga de la extrusora homogneo, a la misma temperatura y
presin.
a) Relacin de Compresin: Como la profundidades de los alabes no son constantes, las
diferencias que disean dependiendo del tipo de material a procesar, ya que los plsticos
tienen comportamiento distintos al fluir. La relacin entre la profundidad del filete en la
alimentacinylaprofundidaddelfileteenladescarga,sedenominarelacindecompresin.
El resultado de este cociente es siempre mayor a uno y puede llegar incluso hasta 4.5 en
ciertosmateriales.
b) Longitud: Tienen una importancia especial influye en el desempeo productivo de la
mquina y en el costo de sta. Funcionalmente, al aumentar la longitud del husillo y
consecuentemente la del extrusor, tambin aumenta la capacidad de plastificacin y la
productividad de la mquina. Esto significa que operando dos extrusores en las mismas
condicionesderpm.ytemperaturaqueslosedistinganenlongitudnotengacapacidadde
fundiroplastificarelmaterialdespusderecorrertodoelextrusor,mientrasqueelextrusor
de mayor longitud ocupar la longitud adicional para continuar la plastificacin y dosificar
elmaterialperfectamentefundido,encondicionesdefluirporeldado.
Otro aspecto que se mejora al incrementar la longitud es la calidad de mezclado y
homogeneizacin del material. De esta forma, en un extrusor pequeo la longitud es
suficiente para fundir el material al llegar al final del mismo y el plstico se dosifica mal
mezclado.
Enlasmismascondiciones,unextrusormayorfundirelmaterialantesdellegaralfinaly
enelespaciosobranteseguirmezclandohastaentregarlohomogneo.Estoesimportante
cuandoseprocesanmaterialespigmentadooconlotesmaestros(masterbatch),decargas
oaditivosquerequieranincorporarseperfectamenteenelproducto.
c)Dimetro:Esladimensinqueinfluyedirectamenteenlacapacidaddeproduccindela
mquina generalmente crece en proporcin con la longitud del equipo. A dimetros
mayores, la capacidad en Kg/hr es presumiblemente superior. AI incrementar esta
dimensin debe hacerlo tambin la longitud de husillo, ya que el aumento de la
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
9/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
productividaddebeserapoyadaporunamejorcapacidaddeplastificacin.
Comoconsecuenciadelaimportanciaquetienenlalongitudyeldimetrodelequipo,ycon
base en la estrecha relacin que guardan entre s, se acostumbre especificar las
dimensiones principales del husillo como una relacin longitud / dimetro (L/D).
Comercialmente las relaciones L / D ms comunes van desde 16:1 a 32:1. Fuera de este
rangotambinestdisponible.
ExtrusindePelculaTubular
Consiste tpicamente en: extrusora, cabezal o dado, anillo de aire de enfriamiento,
dispositivo estabilizador o calibrador de pelcula, dispositivo estabilizador o calibrador
pelcula,dispositivodecolapsadodelaburbuja,rodillodetirosuperior,embobinadorayuna
torreestructuralquesoportalaspartesanteriores.
a) Dado o Cabezal para pelcula tubular. El cabezal de una lnea de pelcula soplada,
puededefinirsecomounncleoyunaenvolventecilndricosyconcntricos,separadospor
unespacioquepuedeoscilarentrelos0.6y3.8mm,llamadoaberturaotolerancia.Ambas
estructuras metlicas estn controladas en temperatura por una serie de resistencias
elctricas.
Lafuncindelcabezalesofreceralpolmerofundidolaformadeuntubodepareddelgada
deespesorconstantealolargodesucircunferencia,quesetransformaenunapelculapor
laaccindeunaexpansinlongitudinalytransversalalllegaralazonadeformacindela
burbuja.
De la construccin del cabezal para pelcula tubular, las siguientes partes son de gran
importancia:
Ranura de Flujo Helicoidal: En el diseo de un cabezal, se observa la inconveniencia de
tener flujos totalmente longitudinales, ya que las partes slidas que dividen el paso del
materialyquesoninevitablesenelensambledelcabezal,puedenproducirlneasdeunin
osoldaduravisiblesalasalidadelcabezal.
Estedefectopuedesereliminadoalpracticarranurashelicoidalesenelcuerpodelmandrilo
parte central del cabezal. Las ranuras que se promueven un efecto de movimiento lateral
del material, que en conjunto con el movimiento ascendente longitudinal, provoca el
desvanecimiento de cualquier defecto por la presencia de objetos estticos previos y, por
consiguiente,homogeneizalasalidadelmaterialporelcabezal.
Tomillos de Calibracin de Espesor Se utiliza para instalar de manera perfectamente
concntrica las partes componente del cabezal, lo cual es indispensable despus de una
labordedesensambleparasulimpiezaymantenimiento.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
10/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
b) Anillo de Enfriamiento: Por la accin del extrusor, el polmero fundido abandona el
cabezal, toma el perfil tubular de los labios del dado y contina modificndose con un
estiramiento longitudinal por accin del tiro de unos rodillos superiores y una expansin
lateralporefectodelapresindelaireatrapadodentrodelaburbuja.
Si el cabezal se encuentra uniformemente centrado y calentado y el material sale
homogneo,lapelculaseformaconunespesorydimetroconstante.
El material extrudo recibe un enfriamiento superficial mediante una corriente de aire
provenientedeldispositivollamadoanillodeenfriamiento.
Elanillodeenfriamientocumpleconlassiguientesfunciones:
Llevarelmaterialfundidoalestadoslido
EstabilizaralaburbujaendimetroyformacircularReducirlaalturadelaburbuja
En ciertos casos, proporcionar claridad a la pelcula, deteniendo la cristalizacin del
polmero
Mejorarlaproductividad.
Lasvariablesacontrolarparallegaralmejorenfriamientodelapelculason:
Volumendelaire
Velocidaddelaire
Direccindelaire
Temperaturadelaire
Los diseos de anillos de enfriamiento son variados, dependiendo del tipo de material que
sevayaaprocesar.Losdiseosmscomplicadossonlosanillosconunaydosetapasde
enfriamiento,queseeligensegnlosrequerimientosdeenfriamientodelproceso.
Tambin en la parte de enfriamiento de la burbuja existen equipos con la opcin de
enfriamientointernodelproducto.Esconvenienteaclararqueelairequeseencuentraenel
interior de la burbuja, en equipos convencionales, se mantiene sin reemplazo durante toda
la operacin de produccin. Esto provoca que el enfriamiento principal slo ocurra por la
accindelanillodeenfriamiento.
En la operacin de equipos con enfriamiento interno, el rea de contacto se duplica,
permitiendo aumentos de productividad del 30 al 59%, aunque se requiere de un cabezal
especialyunsegundocompresorparaabastecerelenfriamientointerno.
c) Unidades de Calibracin: Las unidades de calibracin dispositivos que controlan el
dimetrodelaburbujaserequierencuandosetrabajaconlaopcindeenfriamientointerno.
Estas unidades constan de pequeos rodillos soportados por ejes curvos dispuestos
alrededordelaburbujaymantienenconstantementelasdimensionesdesta.
Adicionalmente, un sensor de dimetro colocado justo arriba de la lnea de enfriamiento,
manda una seal para aumentar o reducir el volumen de aire con ellos se puede lograr
diferenciade0.2mmeneldimetro.
Una ventaja ms de la circulacin interna de aire es la reduccin de la tendencia de la
pelcula a adherirse o bloquearse internamente, gracias a la remocin de ciertos voltiles
emitidosporelpolmerocaliente.
Enlosequipossinenfriamientointerno,debidoaquelacantidaddeaireenelinteriordela
burbujaesconstante,generalmentenorequierenmsajustesocasionalesdeintroduccino
extraccin de aire, para llevar la pelcula nuevamente a las dimensiones especficas. En
estecaso,lasvariacionesenlatemperaturaambientealoslargodelda,puedenprovocar
ligerasvariacioneseneldimetro.Cuandounmayorcontroldedimensionessearequerido,
sepuedeusarlaunidadocanastadecalibracin.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
11/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
d)UnidaddeTiro:Incluyeunmarcoparacolapsadodelaburbujayunrodillodepresiny
jalado de la pelcula, que al igual que el embobinador, son partes que no influyen en la
productividad de una lnea de extrusin, pero tienen influencia en la calidad de formado de
labobinadepelcula.
La primera parte de la unidad de tiro que tiene contacto con la pelcula es el marco de
colapsadoquetienelafuncinde:
Llevar a la pelcula en forma de burbuja a una forma plana por medio de una disminucin
constantedelreadepaso
Evitarqueduranteelcolapsadodelaburbujaseformenplieguesoarrugas.
El marco de colapsado puede fabricarse de diversos materiales que van desde tiras de
maderahastarodillosdealuminiouotrosmetales.Losparmetrosprincipalesparaelbuen
desempeodelaunidaddecolapsadoeslafriccinentrelapelcula,elmarcoylosngulos
decolapsadodelaburbuja.
e) Rodillos de Tiro: Aunque no afectan la productividad de la lnea de extrusin, influyen
en la calidad de la pelcula final, ya que debe tirar uniformemente para no provocar
variacionesenelespesor.Lapelculadebeoprimirseconlafirmezanecesariaparaevitarla
fugadeairequepuedacausarundescensoeneldimetrofinal.Paraellogrodeestaltima
funcin, uno a ambos rodillos son de acero recubierto con hule y uno de ellos est
refrigerando.
f) Embobinadotes: Las unidades de embobinado de pelcula, son dispositivos para la
capacitacindelmaterialproducidoparasuministrarloamquinasdeprocesadofinalcomo
impresoras,cortadoras,selladoras,etctera.
Existenbsicamentedostipodeembobinadotes
Decontacto
Centrales
Embobinadores de Contacto: En el embobinador de contacto, el eje que porta el ncleo
sobre el cual se enrollar la bobina, llamado rodillo de pelcula, no est motorizado, pero
gira por la transmisin del movimiento de otro rodillo (sobre el cual se recarga) que s
cuentaconunmotoraccionadorllamadorodillodecontacto.
El rodillo de contacto es fijo y puede estar cromado o recubierto con hule, mientras que el
rodillo de pelcula no tiene un eje fijo y se mueve sobre un riel curvado que mantiene la
presinconstanteentrelosrodillos.
Este tipo de embobinador es el de mayor uso en las lneas de pelcula soplada. Sus
ventajas son: Simplicidad de operacin y economa. Desventajas: Slo produce bobinas
apretadasytienedificultadparaproducirrollosdepelculaangostadegranlongitud.
Embobinadores Centrales: En los embobinadores centrales, el rodillo de la pelcula est
motorizado,varadevelocidadalincrementarseeldimetrodelabobina,ascomovarael
torque para mantener constante la tensin en el producto. Todas estas variaciones son
controladasporPC,
El uso de sistemas computarizados vuelve al enrollado central costoso, y en cierta forma,
ms complicado de manejar en comparacin con el embobinado de contacto. Entre las
ventajasdelsistemadeembobinadocentralestlaproduccindebobinasdebajatensin
deenrollado,quereducelasensibilidaddelosrollosalencogimientopost
enrollado.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
12/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
CoextrusindePelcula
El proceso de coextrusin de pelcula tubular, cobra importancia por la gran versatilidad y
variedaddepelculasquesepuedenobtener.Entresususosseencuentralacombinacin
de propiedades de dos distintos polmeros para obtener un producto con la suma de sus
ventajas en una pelcula Sndwich, para obtener un espesor menor y reducir el costo del
producto.
Las diferencias bsicas entre una lnea de extrusin de pelcula y una coextrusin, se
observanenlaaparicindedosomsextrusoresylamodificacindelcabezalodadocon
la adicin de ms canales de flujo compatibilidad fsica y condiciones de extrusin
similares.
Cuandolospolmerosquevanaformarunapelculadevariascapastienencompatibilidad
fsica es posible que se unan sin la necesidad de utilizar sustancias intermedias que
funcionen con adhesivos. Por otra parte, si los materiales tienen condiciones de extrusin
parecidassetendrnmenosproblemasenlosdiseosdelcabezal.
Aplicacin de los Productos: A continuacin, se enlistan algunos de los artculos
terminadomscomunesqueseproducenenunalneapelculatubular:
Bolsacomercial
Bolsaparaempaque
Pelculaparausoagrcola
Bolsadesprendibleparaautoservicio
Pelculaencogibleparaembalaje
Bolsaparatransportedebasura
Sacosindustriales
Otros
La lista anterior slo pretende ilustrar usos generales, sin embargo, los usos especficos
son ilimitados, principalmente en el sector de envase, siendo el mercado que consume el
mayorvolumendeplsticos.
Extrusindetuboyperfil
ComponentesdelaLnea:Esteprocesoconstadeunaextrusoraconundiseodebarrily
husillo adecuado al tipo de material que se quiera procesar. En la produccin de tubo y
perfil,elplsticodeusomscomneselPoliclorurodeVinilo(PVC),aunquelatuberade
Polietilenoestambinusadaporsubayocosto.
Enelextremodelextrusor,uncabezalodadoconformaralpolmeroenestadoplsticoa
las dimensiones del tubo o perfil requeridos. Sin embargo, para asegurar la exactitud de
dimensiones del producto, se hace necesaria la instalacin de la unidad de formacin o
calibracin, en el cual, el tubo o perfil adquirir las dimensiones que aseguren los
posterioresensamblesosoldadurasqueconellossehagan.
Una vez logradas las dimensiones del producto, una tina de enfriamiento remueve el calor
excedente, evitando cualquier deformacin posterior del producto. Antes de la tina de
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
13/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
enfriamiento,noesposibleaplicarningnesfuerzoopresinalproductosincorrerelriesgo
deprovocarteunadeformacinpermanente.Juntoalatinadeenfriamiento,unelementode
tiroaplicaunatensinojaladoconstantealmaterialparaqueestsiempreenmovimiento.
Por ltimo, dependiendo de la flexibilidad del producto, una unidad de corte o de enrollado
prepara el producto para su distribucin. A Continuacin, se muestran arreglos tpicos de
lneasdeextrusindetuberaflexible,perfilytubera.
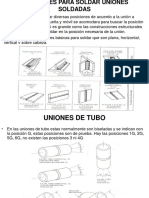
a) Dado o Cabezal para la Tubera: Cuatro tipos de cabezal se pueden distinguir en los
equipos para la produccin de tubera: el cabezal con mandrilaraa, el cabezal mandril en
espiral,elcabezalconalimentacinlateralyelcabezalconalimentacinlateralyelcabezal
o dado con paquete de mallas. Cada uno de estos diseos proporciona diferente patrones
de flujo para el plstico, debiendo seleccionar el tipo ms adecuado para evitar efectos de
degradacindelpolmeroodefectosdecalidadenelproducto.
El cabezal con mandrilaraa es empleado en el procesamiento de PVC ste material por
su tendencia a la degradacin, exige canales de flujo que no causen turbulencias ni
estancamientosdematerial.
b) Sistemas de Calibracin de Tubera: Tienen la funcin de proporcionar al tubo el
dimetro especificado y la forma circular que el producto requiere. Se puede distinguir dos
tiposdesistemasdecalibracin,conbaseenlaformadelapareddeltuboproducido:
Calibracinparalatuberadeparedlisa
Calibracinparatuberadeparedcorrugada
A su vez, cada uno de los sistemas anteriores se clasifica en los siguientes principios de
funcionamiento:
Calibracinexternautilizandovaco
Calibracininternautilizandopresin
Lascuatrocombinacionesresultantesseexplicancondetalleacontinuacin.
c)CalibracindeTuberaParedLisa:
Calibracin por Vaco. Por el volumen de tubera que se produce por este mtodo, es la
formadecalibracinqueseencuentraconmayorfrecuencia.Enestetipodecalibracin,el
vacoprovocadoenlaparteexternadeltuboocasionaunadiferenciadepresionesquehace
que el polmero, an moldeable por la temperatura elevada a que se encuentra, se
mantengaencontactoconeltuboformadormetlico,quetienenundimetrointeriorigualal
dimetroexteriorqueseespecificaparaelproducto.
La inmersin total o aspersin de agua de enfriamiento suministra la estabilidad fila para
evitardeformacionesposteriores.
Calibracin por Presin. En la calibracin externa por presin, el mismo efecto de
diferencia entre la presin exterior e interior del tubo plstico, promueve la formacin del
tubo contra las paredes del tubo de calibracin, con la diferencia de que en este caso es
aireelqueseinyectaalinteriordeltuboqueesextrudo.Lacalibracinexternaporpresin
puedelograrmejoresefectos,perorequieredeundiseoespecialdelcabezalparapermitir
lainyeccindeaire.
d)CalibracindeTuberaCorrugada:
Calibracin por Vaco. El proceso de formacin de tubo corrugado por vaco tiene el
mismo principio que para el tubo liso se diferencian en los formadores tienen la pared
ondulada y est en continuo movimiento, ya que el tubo no podra circular entre las
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
14/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
muescas de las piezas formadoras. Este tipo de tubera no es muy comn, ya que se
utilizaprincipalmenteensectoresindustriales.
Calibracin por Presin. En este tipo de calibracin, el aire a presin penetra por
conductos practicados en el cabeza y se inyectan en el tubo extrudo an caliente. La
diferenciadepresinprovocadamoldealapareddelplsticocontralosformadoresmviles,
proporcionando al producto el corrugado requerido. En este diseo, se observa tambin el
sello que impide parcialmente la fuga de aire de la zona de mayor presin, pero pequeas
porciones de aire escapan entre las depresiones de la pared del tubo, teniendo que ser
repuesto constantemente para uniformizar la calidad del producto. Sistemas con mayor
complejidad como los que cuentan con mayor enfriamiento interno, incrementan la
productividaddeestaslneasdeextrusin.
e) Unidad o Tina de Enfriamiento: Tiene por objeto remover el calor excedente que la
tubera conserva a la salida del tanque de calibracin. La importancia del enfriamiento,
radica en la estabilidad que adquiere el plstico para no deformarse al pasar por la unidad
detiro,endondeeltubosesometeapresionesquepodraproduciralteracionesenlaforma
circularrequerida.Sepuedeencontrardostiposdetinasdeenfriamiento:
Enfriamientoporesperado
Enfriamientoporinmersin
Enfriamiento por Espreado: El tubo pasa por la unidad de enfriamiento, que consiste en
una cmara donde numerosas boquillas instaladas rocan agua fra sobre la tubera. Este
enfriamiento es usado para tubera de gran dimetro donde las velocidades de produccin
son bajas y la aspersin puede lograr un enfriamiento efectivo, por el tiempo de
permanenciaelevadodelproductodentrodeesteequipo.
Enfriamiento por Inmersin: En el enfriamiento por inmersin, el tubo pasa por una tina
llena de agua en constante enfriamiento as se lleva acabo por un intercambio de calo
tambin constante. A diferencia del enfriamiento por esperado, la inmersin es usada para
tubera de dimetro, donde por las velocidades altas de extrusin se requiere de un
enfriamientointenso.
Enambosmtodos,algunosautoressugierenelclculoexactodelalongituddelatinade
enfriamiento,requiriendodatoscomo:dimetro,espesor,materialdefabricacin,velocidad
deproduccindelatuberaytemperaturadeaguadeenfriamiento.Tambinescomnpara
losdosmtodos,elusodeunenfriadoryunabombaderecirculacin,parapoderenfriarel
aguaquesecalientaporelcontactoconelplstico,sedevuelvealatinadeenfriamientoy
secompletaelciclo.
f)UnidaddeTiro:Unavezterminadoelpasoporlaunidaddelenfriamiento,latuberapasa
a la unidad del enfriamiento, la tubera pasa a la unidad de tiro donde se genera toda la
fuerza que mantiene el plstico en movimiento dentro de una lnea de extrusin. Se
conocentrestiposdeunidadesdetiro:
PorOruga
DeBandas
DeRuedasoRodillos
De estos tipos de unidades, las dos primeras se prefieren cuando el artculo producido es
sensiblealapresin,estoes,quepuedasufrirdeformacionesbajopresionesmoderadaso
en productos de grandes dimensiones. Los sistemas por rodillos, son ms sencillos y
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
15/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
adecuadoscuandoesmuypequeadereadecontacto.
g) Unidades de Corte: Existen varios tipos de unidades de corte, diseadas para
adecuarse al trabajo requerido en la produccin de tubera flexible, la prctica comn es
formar rollos, lo cual reduce el trabajo de corte, mientras que en la produccin de tubera
rgidaelcortedeltubodebehacerseconprecisinenintervalosdelongitudiguales.
Paralaseleccindeunidadesdecortedetuberargidayflexible,sernecesariotomaren
cuentalossiguientesfactores:
Eldimetroyespesordepared
Lamateriaprimautilizada
Laformaycalidaddelcorte
Lalongituddelcorte
Delospuntosanterior,eldimetroyespesordelaparedcondemayorimportancia.
Cuando se requiere un mejor terminado en el corte y aumentar la facilidad en el
acoplamientodetramosdetubosepuedecolocarunmecanismoqueformaunchaflnala
tubera.
El tipo de guillotina usado en el corte de tubera semirrgida como PEAD, PP PEBD, es
efectivo,peropuedeconduciraligerasdeformacionesporaccindeimpactodelacuchilla.
Enloscortesporsierras,laspequeasdenticionesquecortanlatuberaprovocanalmismo
tiempolaformacindepequeasvirutasquealgunasvecespermaneceunidasaltubo.
Cuandoserequiereevitarlaformacindeestosresiduos,seutilizanmecanismosdondelas
cuchillas se insertan en la pared del tubo y giran a alta velocidad, produciendo slo una
virutaqueporsutamaorelativamentegrandesedesprendedelatubera.
h)UnidadesdeEnrollado:Seocupaparamaterialesflexibles,quesonlosquenosufren
unadeformacinpermanenteporserenrollados.LatuberadePoliolefinasymanguerasde
PVC flexible, son adecuadas para este proceso. A pesar de que no son sistemas muy
complicados, se debe observar las siguientes consideraciones al emplear un embobinador
detubera:
Eldimetrodelcarreteembobinadorensuncleo,nodebesermenora2025vecesel
dimetroexteriordeltuboaenrollar,paraevitarelcolapsadoenelproducto,
El dimetro exterior del carrete debe ser 10 a 20 cm. mayor que el dimetro exterior
formadoporelproductoenrollado.
Una sola estacin de enrollado se puede usar con velocidades de extrusin menores a
2m/min., mnimo dos estaciones cuando se trabaje entre 2 y 20 m/min. y estaciones
automticasysemiautomticasamayoresvelocidades.
CoextrusionesdeTubera:
Tiene su principal ventaja al poder usar materiales reciclados, pues produce tuberas en
cuya parte interior se extruye material reciclado y una cubierta exterior de material virgen
queconservaunabuenaaparienciadelproductoycontienemayorescantidadesdeaditivos
paralaproteccinalosataquesdelmedioambiente.
Enalgunosusoselctricosydedrenajeesvlidaestaprctica,yaquesepuedenobtener
productos de menor costo con buenas propiedades para las aplicaciones a las que se
dirigen.
Otro tipo de coextrusin se presenta en la tubera corrugada, que requiere flexibilidad y
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
16/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
resistencia mecnica pero con un pared interior lisa para evitar los estancamientos de los
lquidosquesetransporten.
AplicacionesdelosProductos:
Latuberaobtenidaporlosmtodosanteriorestienenlossiguientesusos:
Tuberaapresin(PVC,HDPE)
TuberaConduit(PVC,HDPE)
Tuberadeconduccindedrenajeydesage
Tuberaparadrenajedomstico(PV)
Tuberaparainstalacioneselctricas(PVC,HDPE,LDP)
Tuberaparagas(PVC,HDPE)
Mangueras(PVC)
Tuberaparausomdico
Tuberaparaaguaderiego
TuberaIndustrial(PVC,HDPE,PP)
Tuberaparaconduccindeaguapotable(HDPE)
Extrusindelminaypelculaendadoplano
Elprocesodeextrusinpordadoplanoofrecealgunasvariantesconrespectoalaextrusin
de pelcula, siendo el mtodo para obtener lmina para aplicaciones como termoformado
(blister pack, skin pack (empaque al vaco), artculos desechables) y lminas de varios
espesoresparadiversosusos
Algunas caractersticas del proceso son: alta productividad, mejor enfriamiento y buen
controldelasdimensionesypropiedadesdelproductoobtenido.
Laspartesmsimportantesenlaextrusinpordadoplanoson:
Dadoocabezal
Rodillodeenfriamiento
SistemadeTiro
Unidaddeembobinado
Componentesdelalnea
a)DadooCabezal:
En una lnea de extrusin de pelcula plana, el dado es la pieza esencial del sistema, ya
que otorga la forma que el polmero tendr en su aplicacin final. Para una correcta
uniformidad en el espesor de la pelcula a la salida del dado, el factor fundamental es el
diseo y la distribucin correcta de las temperaturas a lo largo del mismo, as como el
ajustadeloslabiospordondeelplsticofluirytomarsuformafinal.Debeconsiderarse
queelanchomximodeloslabiosdeldado,debidoalefectode"formacindecuello"ala
salida del dado y al recorte lateral, necesario para uniformizar los costado de la pelcula.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
17/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Los diseos de dados para la produccin de pelcula plana y lmina son similares, es
posible distinguir tres tipos, con base en la forma del canal de distribucin del polmero
fundido a la salida del dado. Los diseos diferentes son los encargados de transformar
secuencialmente el material fundido que avanza con un perfil cilndrico en una lmina
rectangularplana,libredetensionesyesfuerzos,paraevitardeformacioneseneltiempode
solidificacin.Lostiposdecolectoresocanalesdedistribucinquedistingueneldiseode
dadoson:
TipoT"(normalybiselado)
Tipo"ColadePescado
Tipo"GanchoparaRopa"
El ltimo es el ms recomendado, ya que muestra gran consistencia en la uniformidad de
distribucindelflujoapesardecambiosenlascondicionesdeoperacin.Ladesventajaes
el costo, ya que el diseo de alta tecnolga de los canales de flujo eleva se precio en
comparacinconlosotrostipos.
Si se toman en cuenta aspecto de calidad y costo, el diseo de colector tipo "cola de
Pescado"eselmsequilibrado,peroaligualqueeneldiseotipoT,esnecesarioagregar
elementosmecnicosquepermitanhacerajustesaladistribucindeflujoscuandoexistan
variacionesenlascondicionesdeproceso.
El diseo de "Gancho para Ropa", es usado preferentemente en operaciones en que la
calidad y uniformidad de espesor del producto sean aspectos importantes, mientras en el
otroextremo,eldiseodedatoconcolectorT,tienenmejoraplicacinenlaproduccinde
recubrimientosylaminacionesconpapely/oaluminio,dondelasvariacionesenuniformidad
sonprcticamentedespreciables.Sumandoalaincidenciadeltipodediseosobreelcosto
de un dado plano, se debe considerar el rea en el dado sujeta a presin, que es
proporcionalalalongituddeloslabiosdesalidadeldado.
Estarea,ademsdeinfluirporelaumentoenlacantidaddematerialdefabricacin,tiene
otro aspecto importante: las reas que son recorridas por el plstico fundido estn
expuestasagrandepresionesy,porello,debeserutilizadosmecanismodecierredeldado
demejordesempeo,peroquetambinsonmscostosos.Estosefectossonmscrticos
cuandoseprocesanmaterialesdealtaviscosidad,serequiereelusodesistemasdecierre
mecnico reforzado por pistones hidrulicos o por diseos de dados especiales de mayor
resistenciaapresionesquetiendanaabrirloslabios.
En dados de gran longitud de salida, el efecto de la presin causa el efecto llamado
"ConchadeAlmeja",queesunadeformacinenlazonacentraldeldadodondesepresenta
unamayoraberturaporladeflexindelasparedesmetlicas.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
18/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
b)Sistemadeenfriamiento:
Tomandounaformalaminaralsalirdeldado,elpolmeroparaporuncortotramodondeno
hay contacto, excepto con el aire ambiental hasta llegar al rodillo en donde empieza el
enfriamiento. En este punto, dos diferentes tipos de lneas de extrusin se pueden
distinguir:
Parapelcula(10400m)(0.010.4mm)
Paralmina(0.22.5mm)
Esta ltima divisin se puede emplear en casos prcticos pero no es una clasificacin
definitiva,sisetomaencuentaqueloscriteriosparadistinguirunalminadeunapelcula
se basan en el espesor y en la posibilidad de formar rollos sin daos ni deformaciones
permanentes, es caracterstica slo de las pelculas. Ya que esta ltima cualidad no fcil
de establecer en un espesor definido, sino que aumenta de manera paulatina, no es
imposible fijar un diferenciacin exacta por espesor entre las pelculas y las lminas. Las
diferencias entre las lneas de produccin de pelcula plana y de lmina termoformable se
observan en la zona de rodillos de enfriamiento, donde el primer caso la pelcula tienen
contacto en un solo lado al momento de unirse al rodillo enfriador, mientras en la lmina
termoformable, la resina cae entre dos rodillos que calibran el espesor final y permanece
unida al rodillo mayor para continuar enfrindose. El rodillo de enfriamiento requiere un
efectivo sistema de intercambio de calor entre mejor y ms rpido sea el enfriamiento,
mayor ser la productividad y algunas propiedades fsicas de la pelcula, entre las que se
incluye la transparencia. Para un mejor efecto de enfriado, varios sistemas acompaan al
rodillodeenfriamiento:
Cmarasdesuccin
Cuchillasdeaire
Estabilizadoreslaterales
Cmara de Succin: Auxilia para lograr un buen contacto entre la pelcula y el tambor de
enfriamiento,alcrearunreadebajapresinquejalaalapelculahaciaeltambor,adems
de remover cualquier voltil que pueda adherirse al tambor y ocasione la reduccin de la
capacidaddeenfriamiento.
Cuchilla de Aire: Debido a que mecnicamente seria difcil oprimir la pelcula contra el
rodillodeenfriamiento,lacuchilladeairerealizaestaoperacinallanzarunacortinadeaire
aaltapresincontralapelculaenelpuntodecontactoconelrodillo.Cuandoseusaelaire
froparalafuncin,stecontribuyeenparteconlaremocindelcalorexcedente.
EstabilizadoresLaterales:Sonboquillasdeairequereducenelencogimientodeloscostado
delapelcula.
c)ElementosPosterioresalEnfriamiento:
Ya estabilizado el polmero por el rodillo de enfriamiento, pasa por una serie de etapas
preparndolo para su acondicionamiento final. El camino del plstico ya moldeado incluye
rodillos libres, rodillos para eliminacin de pliegues, medidor y controlador de espesor, un
sistema de tratamiento superficial para facilitar la impresin, equipo de corte y succin de
bordes.
Dependiendo de las especificaciones establecidas para el producto final, vario de los
equiposdecortelongitudinaldelaspelculasydeembobinado.
d)EquiposdeCorte:
Dos tipos son utilizados: el corte lateral, para tener un producto con borde uniforme y el
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
19/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
corte central, cuando se requiere de pelculas de un ancho menor al que se produce en el
dado. En los corte laterales con funciones automatizadas, se cuenta con sistemas que
conduce el recorte a equipos que reducen su tamao hasta dejarlo disponible para
reintroducirloalextrusor.
e)UnidadesdeEnrollado:
Tienenlafuncindeproducirbobinascompactasyuniforme,perogeneralmentelapelcula
es usada en otros procesos como impresin y/o envase, el producto debe ser de fcil
procesamientoyuso,estoes,nopresentarbloqueoynoestarexcesivamentetenso.
Losprocesosbsicosdeembobinadoson:
Embobinadoporcontacto
Embobinadocentral
El embobinador por contacto, es usado para obtener rollos de pelcula no sensible a la
tensin,mientrasqueelembobinadorcentral,seusacuandoserequierederollosdondese
puede regular la compactacin. Los detalles de estos equipos son bsicamente los
mencionadosparalosbobinadoresdescritosenlaseccindepelculatubular.
CoextrusinendadoPlano:
Al igual que cualquier otro producto coextrudo, la produccin de pelcula o lmina con
distintas capas de dos o ms materiales encuentra su principal diferencia con respecto a
unalneadeextrusinsimple,enlaconstruccindelcabezaldado.
En el caso de pelcula o lmina plana, se pueden distinguir tres formas distintas de
produccin de coextrucciones, dependiendo de la forma en que los flujos de los distintos
materialesseencuentrenparaformarunasolaestructura:
Flujosseparadosdentrodelcabezalyunindematerialesexterna
Flujosseparadosdentrodelcabezalyuninenlasalida
Flujoscompletamentejuntosdentrodelcabezal.
a) Flujos Separados Dentro del Cabezal y Unin Externa: En este caso, cuando los
materiales an caliente se unen fuera de cabezal, corren independientes dentro de ste e
inclusopasanalexteriorpordosaberturasolabiosdiferentes,siendoposteriormenteunidos
alcontactoconelrodilloenfriador.
Puede ser instalado un rodillo que presiones y asegure la unin de los materiales, aunque
ste se vuelve indispensable slo cuando una tercera capa de algn otro material fro se
agrega al sistema o cuando debido a las altas velocidades de extrusin, pequeas
cantidadesdeairepuedenquedaratrapadasentreambascapas.Paraestaconstruccinde
cabezal, las ventajas se observan cuando se quiere procesar dos materiales de
propiedades de flujo muy diferente (principalmente temperatura de proceso), ya que el
diseodeloscanalesdeflujodecadamaterialpuedesercompletamentedistintoyaislado
trmicamenteconrelativafacilidad.
Entre las desventajas, slo los dado con dos ranuras de salida son recomendables de
construir, ya que de tres en adelante se convierten en dados de extrema complejidad y
elevadocosto.
Operativamente, el problema de manejar materiales distintos en un solo canal tiene el
inconveniente de controlar dos salidas de materiales independientes. Adems, las
contradicciones laterales deben ser mnimas y la produccin de humos entre las capas
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
20/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
extradas puede generar problemas de calidad en la lmina final. Un factor adicional a
considerar, es que en la extrusin de pelculas muy delgadas que tienden a enfriarse
rpidamente,sepuedenpresentarproblemasdebajaadhesin.
b)FlujosSeparadosdentrodelCabezalyUninAntesdeSalir:Enestetipodedados,
losmaterialeslleganalcabezalysedistribuyenporcolectoresdistintos,seunenantesde
abandonareldado,teniendosteunaconstruccindevariasentradasconotroscanalesde
flujoyunasolaranuradesalida.
Enestetipodecoextrusin,losmaterialesquetienendistintaspropiedadesdeflujopueden
ser controlados y ajustado individualmente, mientras que un control total del espesor se
lograconmayoreficienciaaltenerunasolaranuradesalida.Elaislamientodeloscanales
individuales, es posible de lograr, pero es ms complejo que en la construccin del tipo
mencionado en el inciso anterior. Como desventajas, adems de los problemas de
aislamientos ya mencionados, se debe considerar que la construccin del cabezal es
compleja,aunquelaintroduccindehastaunacurtacapaesfactible.
c) Flujos juntos dentro del Cabezal: Este tipo de coextrusin se puede realiza en
cabezales convencionales, con la inclusin de un adaptador que dosifica los diferentes
materialesparalaformacindeunasolacomente.Laventajadeestetipodeconstruccin,
es que casi cualquier nmero de capas puede incluirse para obtener lminas de
aplicacionesmuyespecializadas,todoestoconunacomplejidadrelativamentemenoralos
mtodos anterior. Como restriccin, se debe tomar en cuenta que los materiales deben
tener propiedades Teolgicas y temperaturas de proceso similares. Se puede considerar
queesteeselsistemamsusadoenlaproduccindecoextrusiones.
AplicacionesdelosProductosPelculaPlana(0.010.4mm)
Laminaciones
Pelculasencogibles
Pelculasparaenvoltura
Pelculasparaenvases
Pelculasparabolsas
Pelculasparausodecorativo
Pelculasparapaal
Pelculasconrelieve
Cintasadhesivas
Otras
LminaTermoformable(0.032.5mm)
Cubiertas
Desechables
BlisterPack
Envases
SkinPack
Coextrusiones
Envasesdeproductosqumicos
Envasesdealimentos
Coextrusora:dimetro15a45mm(amododeejemplo)
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
21/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Dimetrodelhusillo(mm)
RelacinL/D
Motor(Kw)
Produccin(Kg/h)
Observaciones
15
25
1.5
PErayastubo
20
25
2.2
PErayastubo
25
25
10
PErayastubo
30
25
18
Plastificado
45
25
11
50
Plastificado
Temperatura de la masa: Hemos visto que es importante mantener la temperatura de la
masa,antesdelaentradaalcabezal,enunnivelbajo.Paraunprocesamientoinmejorable
conuntornillodebarrera,elperfildetemperaturadelaszonasdelaextrusoradebeserdel
tipo "joroba" (humped"). Esto es que la primera zona debe estar caliente pero no tanto la
segunda zona debe estar muy caliente para fundir el material rpidamente para disminuir
desgastedeltornilloporfriccinyelcalordecizallamientoluegocadazonaquesiguedebe
estarmsfraenformaprogresivahastaquelaltimazonaestrelativamentefra.
Consideremos que la extrusora es el intercambiador de calor ms eficiente de la Lnea
porquecuentaconunsistemadeenfriamientoforzadoyelespesordelacapaderesinaes
relativamentebajo.
Perfildelatemperaturade"Joroba"deunaextrusoraenC.
ZonaN1
ZonaN2
ZonaN3
ZonaN4
180
240
220
220
Esteesunperfiltpicoparaunaextrusoradecuatrozonas:180240220220C.Teneren
cuentaquecadadiseodetornilloesdiferen
teporloqueelperfildetemperaturaparacada
casodeterminadodebeestablecerseparalograrlosmejoresresultados.Igualmentesedebe
tener siempre en cuenta que la temperatura de la ltima zona no debe ser menor que la
temperatura de fusin del material, porque si lo es el polmero se solidificar en la camisa
delaextrusorasieltornillodejadeoperar.
La comprensin de lo que realmente es la temperatura de la masa puede permitir a los
ingenierosdeplantamejorarlacalidaddesusproductosfinales.Unamasaquenotieneuna
gradiente de temperatura uniforme a travs del flujo de la masa fundida tendr
consecuentemente una gradiente no uniforme de viscosidad. Todos los diseos de
cabezales por sistemas de simulacin de flujo con computadoras asumen una viscosidad
constante.
Recubrimientodecable:
Componentes de la lnea. En la industria de cables aislados, una amplia variedad de
productos hace que existan muchos tipos de configuraciones para lneas recubrimiento. A
pesar de la diferencias entre ellas, todas guardan una estrecha relacin la parte
fundamentaldeestosprocesosseencuentraenelladoocabezalysteescomnatodos
lostiposderecubrimiento.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
22/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
a)DescripcindelDado:Paraelprocesoderecubrimientodecable,seutilizauncabezal
del tipo de seccin anular, por su similitud con salidas de los cabezales para pelcula
tubularytubera.Enelcasodelprocesoderecubrimientodecable,elpropsitoesaislara
unproductosemiterminadocomoelcabledecobreolafibraptica.
Recubrimiento por Presin: En este tipo de cabezal, el cable a recubrir se encuentra
envuelto por el plstico fundido bajo presin en el interior del dado. En este caso, la
adherencia del plstico al cable por las condiciones de presin y temperatura es muy
buena en el caso de alambre trenzado, se asegura la penetracin del plstico entre las
tramasmetlicas.Paraunmejorlogropropsitodeestepropsitosepuedecrearunvaco
enlapartecentraldelcabezal.
Recubrimiento por Tubo: En el dado para recubrimiento por tubo, se utiliza un dado
similaralusadoenlaproduccindetubera,peroundimetromuypequeo.Enlaetapade
recubrimiento,elpequeotuboformadoenelcabezalsecontrae,disminuyendounpocosu
espesorycubriendolasuperficiedelcable.
b)ElementosPosterioresalCabezal:Todas las lneas deben tener despus del cabezal
unsistemadeenfriamiento,unelementodetiroyunembobando,yadicionarlesunsistema
de medicin de espesores de pared, un probador de fuga de corriente y otros sistemas de
medicinquedependerndelaespecialidadqueseesttrabajando.
Aplicacionesdelosproductos
Aisladodefibraptica
Cablefino
Cablestelefnicos
Cablessencillosotrenzados
CabledealtatensinconPolietilenoentrecruzado
CabledealtoCalibre.
LneasdePelletizacinyProduccindeCompuestos.
Las lneas de mezclado y produccin de compuestos, en trminos generales cumplen con
lassiguientesfunciones:MezcladoyHomogenizacindePolmerosconAditivos
Estabilizadoresdetemperaturayradiaciones
Lubricantesdeproceso
Plastificantesymodificadoresdeimpacto
Colorantes
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
23/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Cargas
RetardantesalaFlama
Agentesdeentrecruzado
Agentesclarificantes
Otros
InclusodeRefuerzosMecnicosenlosPolmeroscomo:
FibradeVidrio
FibradeCarbono
OtrosUsos:
Aleacindepolmeroscompatiblesparaobtenerunmaterialdecaractersticasdeseadas
Homogeneizacinyobtencindecondicionesdeflujodeseadasenpolmerosvrgenes
FormacindePerlaso"pellets",queeslaformamsprcticaquepuedentenerlasresinas
plsticasparasumanejo,transportacinyalimentacindelamaquinariademoldeofinal.
Filtracindepolmerosquecontenganslidosycontaminantesinsufribles
Mezclasdematerialvirgenconreciclado
Eliminacindevoltilesdelpolmero.
A principios de siglo, la maquinaria para formar compuestos para termoplsticos, tuvo su
puntodeorigenenlosmezcladoresyamasadoresporlotesusadosenelprocesamientodel
hule, pero a causa del continuo desarrollo de la industria del plstico y de la necesidad de
compuestos de mejor calidad y de un mayor volumen de produccin, las lneas de
"compounding"hanlogradounelevadoniveldeespecializacinytecnificacin.
Descripcin de las lneas de Compuestos: Las lneas de formacin de compuestos,
consisten en maquinaria de mezclado, amasado y equipo perifrico para lograr el producto
requerido. La especializacin de una lnea de "compounding". Consiste en que el conjunto
dehusillobarriltengaundiseoadecuadoquecumplaconlasfuncionesde:
PlastificarMezclaryHomogeneizarDispersarRemovervoltilesFiltrarPelletizar
Para lograrlo, se debe contar con un equipo con zonas localizadas de diferente rango e
intensidades de mezclado y corte del material plastificado. Los grados de mezcla y corte,
seobtieneconrepetidoscambiosdelsentidodelflujolquido,separacionesdecorrientese
intercambiosdecapasdematerialesenlosdiversoscanalesdeuntornillo.Generalmente,
en la construccin de maquinaria para lneas de compounding, la caracterstica es usar
motores de accionamiento de alta potencia, ya que el calor usado en la plastificacin del
materialdebeprovenirenmayorgradoporlaaccindefriccinenelmezcladoqueporlos
elementoscalefactoresexteriores.
EquipoAuxiliar
La mayor parte de los siguientes elementos son frecuentemente encontrados al observar
unalneadecompuestos:
Silosdealmacenajedemateriaprimadematerial(pellets)procesadoocompuesto
Unidad de premezclado continua o intermitente, que en ciertos casos mejoran
notablementelaeficienciadelalneacompleta.
Unidades de alimentacin, que pueden ser tornillos alimentadores, bandas sinfn
gravimtricas,tolvasdosificadores,vlvulasrotatorias,bombasdeengrane,etc.Seeligen
segn la precisin requerida en la alimentacin y el estado fsico del material alimentado
(grano,polvo,lquido,etctera).
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
24/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Sistemas de proteccin contra objetos extraos basado en principios mecnicos,
inductivosomagnticos.
Sistemas de tamizados y cambio de tamiz para retencin de partculas e impurezas que
pudieranpasaralextrusor.
Unidadesdepelletizacinconsistemasdetransportedepellets,neumticosoporagua
Enfriadoresosecadoresdepellets,dependiendodelsistemadeltransporteanterior
Sistemadeenvasadodelproductofinal
Sistemasdecontroldetemperaturadelextrusorconcalentamientoelctricooporaceitey
deenfriamientoconagua.
Combasdevacoparaextraccindevoltilesdelpolmero.
Panelescentralesdecontroldeinstrumentos.
Tipos de Lnea de Compounding para Termoplsticos: Destacan cuatro tcnicas de
manufacturadecompuestos,conbaseeneltipoderesinaqueseprocesa:
ParaPoliolefinas
Paraplsticossensiblesalatemperatura
ParaPolmerosdeEstireno
Paraplsticosdeingenieria
a)CompoundingdePoliolefinas
SedistinguentresformasparaproducircompuestosdePoliolefinas,porelestadofsicode
laresinaqueabandonaelreactordondesegenera:
Pararesinafundida
Pararesinaensolucin
PararesinaenPolvo
Lneas para Compounding de Resina Fundida: En este tipo de formacin de
compuestos,ladescargadirectadelreactorenformademasafundidapasaaunaextrusor
conunhusilloderelacinde24L/Dyunaconfiguracinespecial,oconhusillogemelosco
rotantes donde las labores de aditivacin, homogeneizacin y pelletizado llevan a cabo
remocin de gases para abatir las concentraciones de etileno residual hasta 50 ppm o
menor.Aunqueestetipodemaquinariahabasufridounconstantedesarrolloparasatisfacer
lascrecientesdemandasdeLDPEhastallegaramquinasconunaproduccinde20a30
ton/hr. El uso creciente de LDPE, obtenido como una solucin o como polvo, hace que el
diseodemquinasmsproductivasseapocoprobable.
LneasdeConcentracindeSoluciones:EnlaobtencindePoliolefinaporelmtodode
solucin, el principal obstculo de un material procesable es la separacin del solvente,
usado en la polimerizacin de la resina obtenida. Una solucin a este problema era la
separacin por agotamiento con vapor de agua, pero esto implicaba con vapor de agua,
peroestoimplicadaunacostosaseparacinypurificacinposteriordelsolvente,quedebe
estarlibredeaguaparapoderreutilizarse.
La mejor opcin se encuentra en concentrar directamente mezclas de polmero al 85% en
extrusora,debidoalaaltaviscosidaddelproducto.Paraalgunoscasoscomoeldelaresina
de PEAD para grado inyeccin, la desgasificacin se lleva en extrusores monohusillo que
operanencascada,eliminandolosvoltilesdurantelatransferenciaentreambosequipos.
Otros equipos de tornillos gemelos o multihusillo, son usados para Poliolefina de alta
viscosidad.Losequiposactualesparalaaditivacinypelletizacinderesinasobtenidaspor
solucin,lleganatenerproductividadesde15ton/hr,condimetroshastade460mm.
Lneas para Compounding de Resina en Polvo: Este tipo de lneas tienen
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
25/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
productividades hasta 20 25 ton/hr, ligeramente menores que las lneas para resina
fundida, pero mayores a las concentracin de soluciones. Han tenido poco desarrollo
tecnolgico desde su creacin, avanzado nicamente en el aspecto de velocidades de
produccin.El uso de equipos monohusillo, se encuentra limitado en capacidad, llegando
sloa5ton/hrcomomximo.Enhusillosgemelos,lasmquinasconhusillosengranadosy
de giro contrario, tienen poca efectividad y debido a problemas de construccin no se
pueden disear mquinas de grande dimetros, ello limita la capacidad de produccin. Sin
embargo, en sistemas de husillos gemelos no engranados de giro opuesto o engranado de
giro en el mismo sentido, se pueden lograr mayores dimetros, hasta de 380 mm y se
obtienenproduccionesmximas.
Pelletizadores para Poliolefina: Para la formacin de perlas o pellets de Poliolefinas,
provenientes de los equipos de alta productividad mencionados, se usan equipos con
capacidadde25ton/hr.Unesquemadelequipodepelletizacin.
b) Compounding de Polmeros Sensible a la Temperatura: Al tratar sobre polmeros
sensiblesalatemperatura,laatencinprincipalsedirigealPVCqueeselcasomstpico,
pero tambin debe mantenerse presente a los Polietilenos entrecruzable, espumable y
algunos hules termoplsticos como miembros de este grupo. En el caso de produccin de
compuestos de PVC, la mezcla de un mayor nmero de aditivos en comparacin con la
Poliolefinasyporconsecuencia,lanecesidaddeuntrabajodeincorporacindemateriales
ms efectivo, encuentra la dificultad del manejo de una resina que puede degradarse con
facilidad.EnelcasodeextrusindetuberaoperfildePVCrgido,seprefierepremezclarla
resina de PVC con los aditivos necesarios en mezcladores de alta velocidad. Los polvos
obtenidosdeesteequipo,sonalimentadosdirectamentealextrusordondeelproductofinal
ser obtenido. Cuando el uso del material pleiteado es necesario como en los casos de
produccin d cable recubierto, suelas de calzado con PVC plastificado, o botellas de
compuestodePVCrgido,esnecesarioelusodeunalneadeextrusinespecializadapara
el mezclado y pelletizacin de los componentes que, por complejidad del proceso,
regularmentellegana3ton/hrparacompuestodePVCrgidoyhasta6ton/hrparamaterial
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
26/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
plastificado. Paras las resinas de PVC, en especial cuando se trate de PVC altamente
sensiblealatemperaturayalcorte,esnecesariocontrolarestrictamentelascondicionesde
produccin.LostiposdeequipomsadecuadosparaelcompoundingdePVCincluyen:
Extrusoresconhusillosgemelosengranadosydegirocontrario.
PlastificadoresempleadosespecficamenteparacompuestosdePVCplastificado.
Amasadoresconunidadesdedescargamonohusillo.
Extrusoresplanetariosconunidadesdedescargamonohusillo.
Extrusoresconhusillosgemelos,engranadosydegiroenelmismosentido,conunidades
dedescargamonohusillo.
c) Compounding de Polmeros de Estireno: Ya que el Poliestireno se obtiene como
material fundido por la mayor parte de los sistemas de polimerizacin, el trabajo de
pelletizacin se puede lograr con bombas de engranes para el transporte del material y
unidades de pelletizacin. Cuando adems de la pelletizacin, se requiere de la
incorporacin de plastificantes, lubricantes, colorantes u otros aditivos y una
desgasificacin para remover monmero residual, es preciso el uso de maquinaria de
husillos.EnlaproduccindecompuestosdePolmerosdeEstireno,laproductividaddela
maquinariaempleadanosobrepasageneralmentelas3.5ton/hr.
d)CompoundingdePlsticosdeIngeniera:Laproduccindecompuestosdeplsticos
deingenierainvolucraaresinastermoplsticascomo:PA,PC,ABS,POM,PMMA,PPO,
etc., adems de plsticos termofijos y plsticos reforzados y cargados. Las operaciones
involucradaenelCompoundingdeplsticosdeingenierason:
Plastificacin
Distribucinymezcladodeaditivos
Remocindevoltiles
Inclusindecargas,cuandoserequiera
Refuerzo con fibras minerales, cuando se requiera Aleaciones con otros polmeros,
cuandoserequiera
Pelletizacin
A diferencia de las lneas de produccin de los compuestos antes mencionados, aquellas
usadas para plsticos de ingeniera tienen una productividad baja, que flucta entre 100 y
1500kg/hr.
ExtrusindeDobleHusillo:
La construccin de extrusores de dos husillos se conoce desde ms de 50 aos,
originndose su desarrollo en Europa. La dificultad principal en sus orgenes era la
complejidadrequeridaparaloscojinetesdeempujeyenengranajeparalacoordinacindel
girodeloshusillos.Lasrazonesprincipalesdeldesarrolloyusodeextrusoresdoblehusillo
se ha enfocado a procesos especiales como formulacin de compuestos, reacciones
qumicas,remocindevoltilesyotros.
Funciones de Mezclado: Para la formacin de compuestos, los extrusores doble husillo
utilizan las funciones de dispersin y de distribucin de materiales. En el caso de la
dispersin,implicaquelascargasoaditivossufrirnunareduccinenlafuncindistributiva
slo implica una separacin y homogenizacin de las partculas en el volumen de la
mezcla.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
27/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Extrusoradobletornillo
Extrusoradobletornillo
ExtrusorescontrarotanteEntrelazados:Enestetipodeextrusoresseutilizancuandose
requieredeunagrandispersindelosmaterialescomoenelcasodemasterbatchdecolor
o de aditivos. Tambin se utiliza para aleaciones polimricas que requieran un mezclado
intenso. Una ventaja de estos equipos es que funcionan como bombas de desplazamiento
positivo, facilitando cualquier operacin de extrusin en lnea sin necesidad de bombas de
engranes.
ExtrusoresCorotantesEntrelazados:Estosextrusoresseprefierenparacompoundingen
volmenes mayores. Entre los husillos existe so
lo una pequea separacin, forzando con
esto al plstico a circular por la periferia de los husillos, generando un pa
trn de forma de
"8". Por esta pequea separacin se crea un efecto de "autolimpieza de la superficie del
otro.
Extrusores Contrarotantes No Entrelazados: Los extrusores contra rotantes no estn
en contacto ntimo, siendo por esta razn excelentes en los casos donde slo requiere un
mezcladodistributivo,esdecir,quenorequieradeunareduccindeltamaodelosaditivos
agregados.Tambinseusanendesvolatilizacindealtasproducciones.
Soplado
Definicin:Elmoldeoporsopladoesunprocesodiscontinuodeproduccinderecipientesy
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
28/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
artculos huecos, en donde una resina termoplstica es fundida, transformada en una
preformahuecayllevadaaunmoldefinalendonde,porlaintroduccindeaireapresinen
su interior, se expande hasta tomar la forma del molde es enfriada y expulsada como un
artculo terminado. Para la produccin de la preforma, se puede considerar la mitad del
procesocomoconjuntoyutilizandoelprocesodeinyeccinoextrusin,permitiendoqueel
procesodesopladosedividaendosgruposdistintos:inyeccinsoployextrusinsoplo.
VentajasyRestricciones:
Elprocesotienelaventajadesernicoprocesoparalaproduccinderecipientesdeboca
angosta solamente comparte mercado con el rotomoldeo en contenedores de gran
capacidad. Para el proceso extrusin soplo, la produccin de la pieza final no requiere de
moldesmuycostosos.Otraventajaeslaobtencindeartculosdeparedesmuydelgadas
con gran resistencia mecnica. Operativamente permite cambios en la produccin con
relativa sencillez, tomando en cuenta que los moldes no son voluminosos ni pesados.
Como restricciones del proceso se puede mencionar que se producen artculo huecos que
requieren de grandes espacios de almacenaje y dificultan la comercializacin a regiones
que no estn prximas a la planta productora. Por otra parte, en el proceso de extrusin
soplo, se tienen en cada ciclo una porcin de material residual que debe ser molido y
retornado al material virgen para su recuperacin, lo que reduce la relacin producto
obtenido/materialalimentado,yquesedebeadicionaralpreciodelproducto.
Aplicaciones:
Prcticamente el moldeo de cualquier recipiente se puede lograr por medio del proceso de
soplado, siendo el nico para la produccin de recipientes de cuello angosto de alto
consumo en industrias como la alimenticia, cosmtica y qumica, aunque en envases de
cuelloancho,puedeencontrarciertacompetenciaenelprocesodeinyeccinyquizscon
el termoformado, mientras que en contenedores de gran tamao y boca angosta, observa
una gran competencia con el moldeo rotaciones. El proceso se encuentra en franco
crecimiento, bajo la necesidad de abastecer a un mercado de alimentos tambin en
constanteauge.Ejemplodeladiversidaddeaplicacionesson:
SectorCosmticosFarmacutico
Envasesdetratamientotipoampolletas
Envasespequeosparamuestrasmdicas
Recipientesparamedicamentosenpastillas
Recipientesparajarabes,solucionesysuspensiones
Recipientesgrandesparasuero
Recipientesparashampooycremas
Recipientesparalocionesyperfumes
SectordeAlimentos
Botellasparaaceitecomestible
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
29/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Botellasparaaguapotable
Botellasparabebidasalcohlicas
Envasespequeosparagolosinasopromocionales
Envasesparabebidasrefrescantesnocarbonatadas
Envasesparacondimentos
Envasesparabebidasenpolvo
Botellasparabebidacarbonatadasconosinretorno
Paralaobtencindeartculoshuecosporestava,laresinapolimricaesalimentadaala
tolva de un extrusor de ah pasar al interior del can, se plastifica y homogeneiza por
medio del husillo con los pigmentos y otros aditivos que tambin hayan sido alimentados,
siendo nicamente restringido el uso de cargas o refuerzos, ya que estos ltimos
generalmente provocan la ruptura de las paredes del artculo cuando est en la etapa de
soplado.
El material ya homogneo y completamente plastificado, pasa al dado o cabezal que, de
manera similar a la extrusin de tubera que, de manera similar a la extrusin de tubera,
produceunapreforma(prison)tubularcondimensionesdeparedcontroladasparalapieza
finalcumplaconlasdimensionesdeespesorrequeridas.
Laproduccindeestapreformadeberseinvariablementeverticalydescendente,yaqueno
existe ninguna gua que pueda ofrecerle alguna otra orientacin, mientras que el tiempo
empleado desde que comienza a salir del dado hasta que tiene la dimensin precisa para
continuar con el ciclo, est limitado al momento en que la primera porcin de plstico
extrudoseenfre,perdiendocaractersticasparasermoldeado.
Llegandoalalongituddepreformaptima,queesligeramentemayoralalongituddelmolde
queformalapiezafinal,entraenaccindelmecanismoquecierralasdospartedelmolde
paradejarconfinadoelprisonenste.Durantesumovimiento,elmoldeademsderodear
al prison, lo prensa por uno de sus extremos provocando el sellado de las paredes del
tubo, debido a que el plstico se encuentra an arriba de su temperatura de
reblandecimiento.
Eldiseodelmoldepuedeinclusocortarelmaterialsobrantepordebajodeste,formando
as, la caracterstica lnea o costura en la base de todo recipiente obtenido por extrusin
soplo. El otro extremo del prison permanece abierto, pues es necesario para las etapas
posteriores.
Enlatercerafasedelprocesoseintroduceunaboquillaporelextremoabiertodelmoldey
en el interior del prison, se inyecta aire a presin, obligando a la preforma a extenderse
hasta alcanzar las paredes del molde, donde se enfra y conserva la forma interior del
molde.Laboquilladeinyeccindelairecreaalmismotiempolaestructurafinaldelaboca
ycuellodelrecipiente.
Es importante sealar que durante el proceso de expansin de la preforma hacia las
paredes del molde, el espesor de la pared sufre una reduccin por el aumento del rea
superficial.
En la ltima fase del ciclo de soplado, el molde se separa exponiendo al recipiente
terminado a una temperatura en que es estable dimensionalmente, para ser entonces
expulsado por su propio peso o por el aire a presin que an se encuentra en su interior.
Generalmente,eltiempoinvertidoenladosltimasetapastardalosuficienteparaqueenel
dado se haya eximido una nueva preforma, siendo necesario que el molde recin liberado
delproductotengaquemoversehacialarecepcindelnuevomaterial,parainiciarunnuevo
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
30/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
cicloproductivo.
Descripcindelequipo:
CabezaldeExtrusin:Desempeaunpapelimportanteenelprocesodeextrusinsoplo,
yaquelacalidadconseaproducidalapreforma,dependedelxitodelaetapadesoplado.
Todosloscabezalesutilizadosenlaextrusinde90,puesnoexisteotraformaenqueel
molde pueda tomar el prison que no sea vertical. Las secciones de alimentacin al
cabezal,debentenerundiseoadecuadoparaevitarlneasdesoldaduraporelementosque
sostengaelmandrilcentraldeldado.Paralaproduccindepreformacentraldeldado.Para
laproduccindepreformadedimetropequeo,unasalidadematerialrectaoconvergente
puede ser indicada y, un prison con espesores de pared constante responde
perfectamente a las necesidades del proceso. Para la produccin de formas que no sean
completamente cilndricas y de seccin transversal uniforme, o que sean de un tamao
relativamente grande, es necesario contar con un control en el espesor de la preforma o
prison extrudo, que podr ser no uniforme al paso de su longitud. La variacin de
espesores,enelcasodeformasirregularesycomplicadas,obedeceaquealmomentodel
soplado algunas zonas de la pared de la preforma experimentan mayor elongacin que
otras, produciendo paredes ms delgadas, dbiles o muy gruesas donde se desperdicia
material.
Enelcasodeproductosgrandes,elpesodelprisonextrudoseincrementaconlalongitud
ytiendeaestiraralasparedesmscercanasaldadosedebecompensarconincrementos
paulatinos de espesor al momento de la produccin de prison. La variacin en los
espesoresdelapreforma,selograpormediodeundadoquepuedaincrementaroreducirla
distancia de la abertura, por le que se est extruyendo la resina. Esto se consigue con el
movimientoascendenteydescendentedelmandrildeldadodeextrusin.
Cabezal Acumulador: En la produccin de contenedores grandes, y principalmente cuando
serequiereunadistribucindelespesordepared,serecomiendaelusodemaquinariacon
cabezal acumulador, que es un mecanismo de almacenamiento del plstico fundido para
posteriormenteformarelprisonconaltavelocidad.As,seevitaelestiramientonaturaldel
prison que en casos extremos puede provocar la ruptura del mismo, especialmente si su
pesoesmayora2kg.
CortedelPrison:Unavezqueelprisonhasidoformadoycaptadoporelmolde,existe
unmecanismoquecortaelprisonypermiteelpasodelaboquilladesoplado.Enelcaso
delPVCyPoliolefinas,sepuedeutilizarunacuchillaenfri.Encasodequeelprisonsea
muydelgadooinestable,seprefiereunalambrecaliente(resistenciaelctrica),quetienela
desventajaderequerirmayormantenimiento,
Moldesparaextrusinsoplosinbiorientacin:Estosmoldessonlomssencillos,ya
queunsolomoldededospiezassepuedeutilizarparaelfuncionamientodeunamquina.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
31/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Parasuconstruccin,sepuedenutilizarmaterialesmuyligeroscomoelaluminio,debidoa
que en la etapa de soplado no se ejerce una presin elevada como en un moldeo por
inyeccin, consiguiendo ventajas en peso y conductividad trmica, siendo ms sencillo
maquinarloscanalesdecirculacindellquidodeenfriamiento.Sinembargo,enmquinas
de alta productividad, la intensidad de trabajo puede demandar moldes de acero o alguna
otra aleacin resistente para conservar el molde en buenas condiciones an despus de
someterloaloslargosperiodosdeproduccin.
Procesos para la obtencin de recipiente biorentados: Durante mucho tiempo se
estim la posibilidad de introducir a los materiales plsticos en el envase de bebidas
gaseosas, agua purificada y otros productos, donde el dominio del vidrio y los materiales
metlicosparecaindiscutible.
Lasprincipalescaractersticasqueelplsticodebecumplirson:
Presentaraltatransparenciaparaproporcionarbuenapresentacinalproductoenvasado
Resistenciamecnicaapresioneinternasencasodebebidascarbonatadas
Cumplirconlosrequerimientosdevidadeanaquelexigidosporlasbebidascarbonatadas
Tener resistencia a impactos producidos durante las labores de produccin, transporte y
distribucindelproducto.
Tenerunpreciomenoralvidrioyproductividadesigualesomayoresaste.
Lasdificultadesparecanexcesivas,sobretodoenelcasodelaimpermeabilidadalC02, y
porlapresinalaqueseenvasanlasbebidasgaseosas,slosepodaaspirararesolverel
problema con grandes espesores de pared o complicadas coextrusiones. Inclusive, era
contraproducentes al analizarlas en transparencia, productividad y costo, por ello se
descartaban como alternativas factibles. El desarrollo de una modificacin a los procesos
de extrusin soplo e inyeccin soplo, as como la investigacin de nuevos grados de
resinasquecumplieranconlapropiedadesmecnicasydepermeabilidadimpuestasporlas
caractersticasdelosproductosaenvasar,resolvieronlosproblemasparalasustitucinde
vidrioymetales,encamposenqueparecanirremplazables.
Proceso de Extrusin Soplo con Biorentacin: Es preferido para la obtencin de
botellas de PVC transparentes es un proceso de extrusin soplo, con una etapa que
aseguraelestiramientolongitudinaldelrecipienteproducido.
Las primeras etapas de este mtodo, siguen el mismo camino descrito para el proceso
extrusin soplo convencional, pero al llega a la ltima etapa no se obtiene el producto
final,sinounapreforma.Enelprocesoconvencional,lapreformaobtenidaesselladaensu
parte inferior y soplada, sufriendo un gran estiramiento circunferencial, pero bajo
longitudinalmente, que provoca un arreglo y orientacin desbalanceado en las molculas y
prdida de las propiedades fsicas mximas que el polmero puede proporcionar. Para
resolverlo,lapreformaobtenidaestrasladadaalmoldequetienelaformadelproductofinal
y que es mayor en longitud y circunferencia en relacin con la preforma. Aqu entra en
accin simultnea un dispositivo mecnico que estira la preforma longitudinalmente,
mientras que por medio de aire a presin se realiza la expansin de las paredes de la
preforma hasta las paredes del molde. As, se obtiene el recipiente requerido con una
orientacin en sentido longitudinal y circunferencial, que mejora de manera notable las
propiedadesmecnicasdelasparedesdelproducto,lograndoaltasresistenciaconparedes
considerablementedelgadas.
Moldes para Extrusin Soplo con Biorentacin: Para la extrusin soplo con
biorientacin, los moldes no requieren de construcciones de gran resistencia a la presin,
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
32/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
pero no bastante complejos en su funcionamiento y diseo. Se puede usar materiales
ligeros en su construccin o de mayor resistencia mecnica, dependiendo de la intensidad
deusoaqueestnsometidos.
____________________________________________________
Parmetrosdecontroldelproceso:
Los principales parmetros para el control del proceso de extrusin son: Temperatura de
extrusinylaVelocidaddeextrusinocaudal.
Temperatura de Extrusin: El principal efecto de la modificacin de la temperatura de
extrusin es la viscosidad del polmero (su resistencia al flujo). La seleccin de la
temperatura de extrusin debe hacerse de manera tal que permita reducir el consumo de
potencia del motor de la extrusora a valores tales que estn en el intervalo de trabajo del
equipo y, adicionalmente, se alcance una viscosidad del polmero adecuada para su
procesamiento. La temperatura ptima de extrusin de cada resina depender de su
distribucin de pesos moleculares, representado desde el punto de vista reolgico por su
viscosidad y, ms popularmente, por su ndice de fluidez, ste ltimo de vaga precisin.
Losefectosdelatemperaturadeextrusinseobservanmsalldelasalidadelaboquilla.
Los principales efectos de la temperatura de extrusin resultan reflejados en las
caractersticas de la superficie del material extrudado y el grado de cristalizacin del
mismo. Una de las propiedades mas afectada por la modificacin de la temperatura de
extrusineslaresistenciaalimpactoenlosproductos.
Velocidad de Extrusin: Generalmente en los procesos de extrusin el objetivo de la
optimizacin de las variables de procesamiento es el logro del mximo caudal (Kg. de
resina procesada por unidad de tiempo) que permita la obtencin de un producto de alta
calidad.
Problemas y soluciones del proceso de extrusin: Como paso previo a emprender las
acciones con miras a remediar problemas que pudiesen presentarse durante este tipo de
procesamiento,sesugiereverificarprimero:
1.Existealgunafallareportadaenelequipo?
2. Se ha seguido cabalmente el procedimiento de arranque, funcionamiento y parada del
equipo?
3. Se estn empleando las condiciones de operacin recomendadas para la resina
utilizada?
4. Se han razonado las consecuencias de modificar las condiciones de operacin del
equipo?
Las respuestas a estas preguntas pueden evitar que se emprendan acciones correctivas
quetenganpeoresconsecuenciasqueelinconvenienteinicialmentedetectado.Encasode
noconseguirsolventarelproblemamedianteelanlisisdeloscuatropuntosanteriormente
cuestionados,acontinuacinsepresentaunalistaderecomendacionesparalasolucinde
frecuentesproblemasenelprocesamientoderesinasmediantelatcnicadeextrusin.
Finalmente un operador calificado debe estar siempre atento ante la presencia de
situacionesindicadorasdeposiblesfallasenelproceso,paraellosesugiere:
a. Inspeccionar, ver: Se encuentran operando correctamente los sensores de
temperatura,presinyconsoladoresdetemperatura?
Se encuentran todas las zonas de calentamiento dentro, por encima o por debajo de la
bandadecontrol?
b. Escuche: El motor de la extrusora, los relays de los controladores de temperatura,
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
33/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
tienenelsonidocaracterstico?
c. Sienta: Existe una vibracin inusual en la reductora? Se encuentra caliente o fra la
lneadesalidadeaguadelagarganta?
Es importante que en cada jornada se lleve un registro detallado de las fallas y anomalas
que se presentan en la operacin de una extrusora, ya que esta informacin permite la
realizacindeanlisispararepotenciaciny/oreemplazodeequipos.
PublicadoporMarianoen18:10
+3 Recomendar esto en Google
Etiquetas:Extrusin
100comentarios:
MiguelAgenjoMontejo 16deenerode2013,8:11
Seescribetransformacinlodelttulo.
Graciasmehasidomuytilparamitrabajodetecnologa.
Responder
Respuestas
Mariano
16deenerode2013,15:03
Denada,suertecontutrabajodetecnologa.Saludos
Responder
scratesMA.Arroba 16defebrerode2013,20:46
Muy importante el aporte, estoy analizando el montar una pequea fabrica en esta
areaenmipasEcuador,nosesimepuedenayudarconequiposeinsumosdonde
lospuedoadquirir.
Responder
Respuestas
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
34/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Mariano
17defebrerode2013,9:50
Hola Miguel. Navegando en internet encontr las siguientes direcciones
quetalvezpuedansertetiles
http://www.olx.com.ec/q/inyectoras/c210
http://www.plantasembotelladoras.info/tag/vendomaquinasinyectoras
deplasticoecuador/
http://www.maqtec.com.co/maqtec/index.php?
option=com_content&view=article&id=55&Itemid=70
http://www.revistaea.com/espanolecuador/yni/inyectorasplastico
ecuadorp1.htm
Saludos
PabloA.RodrguezM. 11deabrilde2013,7:28
Quedeseasfabricar?
Responder
PabloA.RodrguezM. 11deabrilde2013,7:27
Dondeencuentromasinformacinyproveedoresdesistemasdecalibracin,tinas
deenfriamiento(esparatubosflexiblesdepolietileno)
Responder
Respuestas
Mariano
13deabrilde2013,13:36
HolaPablo.Puedesfijarteenlasiguientedireccin...
http://www.andexport.com/
Saludos
Responder
JoselGe 13demayode2013,13:58
MI ESTIMADO AMIGO TENDRAS A LA MANO ALGUN PLAN DE NEGOCIOS
PARA EL ESTABLECIMIENTO DE UNA PLANTA RECICLADORA DE PET QUE
ME QUIERAS COMPARTIR, MUCHO TE LO VOY A AGRADECER. TE DEJO MI
EMAILjoselgeronimo@gmail.comTEENVIOUNFUERTEABRAZO.
Responder
Respuestas
Mariano
14demayode2013,17:31
Hola Josel. No dispongo de un plan de negocios al respecto. Saludos
Cordiales
Responder
Ryou_Chris 17demayode2013,8:59
hola,soyestudianteytengoquehacereldiseodeunextrusorpara50000lb/hr,el
problema con el que me encuentro es el como establecer el tamao necesario del
husillo y las otras dimensiones que dependen de este. Algun libro o consejo por
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
35/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
comomepuedoguiarporfavor?
Responder
Respuestas
Mariano
17demayode2013,18:58
Hola Ryou_Chris. Te sugiero el libro Transformacin de plsticos de
Savgorodny.
Saludos
Matias 13deabrilde2014,23:13
En que carrera de Ingenieria te hacen hacer el diseo de dicho
extrusor??Ing.mecanica?Ing.industrial?saludos
Responder
rayo06 2dejuliode2013,13:26
Holamariano,muchasgracias!!!meesgranayudatudescripcindelosdiferentes
tipos de extrusin y sus componentes. Actualmente me encuentro realizando
mtodos de operacin en una empresa convertidora, donde existen 2 equipos de
extrusin por Globo y un equipo por Cast . Tengo experiencia de 13 aos en la
operacindeestosequipos,perocreoquemefaltacomplementarloconmasteora
yprincipiosdelproceso.Mefascinamitrabajoytodoloquetengaqueverconlos
procesos de extrusin.Gracias nuevamente y estar pendiente de tus valiosos
aportes.
Responder
Respuestas
Mariano
3dejuliode2013,13:26
Gracias por el comentario. S, siempre es bueno complementar la
prcticaconlateorayviceversa.Mealegroquetehayasidotilelblog
enestesentido.
Saludoscordiales
Responder
jorgeenriquecifuentesroldan 10dejuliode2013,11:16
hola mariano muy interesante su publicacin sobre el tema. tengo un proyecto de
transformacin de plstico reciclado en el momento estoy haciendo la separacion
pormaterialesycoloreslomuelolavoysecoelobjetivofinaldelpreyectoessacar
unproductoterminadocomomaderaplsticacualserialamejormaquinaextrusora
yqueespecificacionesdeberadesaberenelmomentodeadquirirunamaqinade
estetipomuchasgracias
Responder
Respuestas
Mariano
11dejuliode2013,14:07
Hola Jorge. Gracias. La extrusora a comprar depender del tipo de
madera plstica que desees obtener. Entre los factores a considerar
estnlacalidadylacantidadqueestaranasociadosconelmercadoque
se desee cubrir, potenciales clientes, etc. Tambin depender de la
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
36/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
inversindispuestaarealizarylaposibilidaddecontarconunaextrusora
que en un futuro te permita expandir la gama de productos (diferentes
formasdeperfiles,produccindediferentesformulaciones,etc.).
Para algunos ejemplos de extrusores para madera plstica puedes ver
lossiguientesenlaces
http://floplastics.com/maderaplstica
http://amgmachinery.com/producto/109/bmsj7533extrusorademadera
plastica
http://americancierraequipment.com
Saludos
Responder
potitos 12dejuliode2013,4:08
Hace un tiempo encontr, por casualidad, en internet, uns tubos de plastico que
llevabanensuinteriorunasestructurasreforzantes(en"X"porejemplo).
Como suele suceder, ahora los vuelvo a buscar y no los encuentro. Uso todas las
palabrasreferenctesatuboconestructura,reforazdos,tubosplastico...
Alguiensabradecirmequetipodetubossonoculessuuso(paracentrarms
mibsqueda)?
Graciasdeantemanoysaludos.
Responder
Respuestas
Mariano
14dejuliode2013,11:36
Hola potitos. Los que conozco, son unos tubos multiples utilizados en
medicina, pero no se si son los que andas buscando. Te paso algunos
enlaces...
http://www.precisionextrusion.com/multilumen.html
http://www.condaleplastics.com/applications/medical/
http://www.pbsplastics.com/multilumentubing.html
http://www.teel.com/markets/multilumentubing/
Saludos
sergio 19dejuliode2013,14:03
Estostubosseconocencomomultilumen,lospuedesencontraren:
http://www.zeusinc.com
http://www.pexco.com/Pages/PexcoDefault.aspx
potitos 20deagostode2013,23:55
Mariano,Sergio,muchasgraciasporvuestrotiempo.
Aunque los tubos para medicina me parecen interesantes para lo que
busco,nosonlosqueyov.
Reiteromiagradecimiento.
Mariano
21deagostode2013,18:17
Denada.saludos
Responder
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
37/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
EduardoVillarreal 18dejuliode2013,15:57
Mariano
Soy de Monterrey, Mexico y quiero poner una maquina de Extruido para realizar
rollos de Foam podrias orientarme que necesito, cuales son los puntos claves que
tengo que checar antes de comprar una maquina etc te dejo mi correo
evillarrealm@gmail.com
Responder
Respuestas
Mariano
21dejuliode2013,19:28
Hola Eduardo. La mquina requerida depender de tus necesidades de
calidad y productividad. Existen sistemas de espumados qumicos (a la
resinaplsticaseleaadeunagenteespumante)ysistemasfsicos(se
inyecta un gas). Algo fundamental sera que la extrusora posea un
control preciso de la temperatura, diseo del husillo para la correcta
homogenizacin de la masa fundida, el sistema de inyeccin y mezcla
del agente expansor y la posterior refrigeracin de la masa fundida,
sistemadecalibracindelalminaespumada.Otrosfactoresateneren
cuentapodranserconsumoenergtico,complejidaddeoperacinyque
en funcin de las necesidades se pueda equipar con cabezales de
extrusin diferentes. Lo aconsejable antes de comprar la maquinaria es
verlafuncionando.
Saludos
Responder
DagoCuba 12deseptiembrede2013,20:08
Hola antes que nada gracias por tanta informacin realmente es muy til, quisiera
saber algunas formulaciones de mezcla para extrusin de bolsas plsticas, por
ejemplo que opinas de la extrusin de polietileno de baja densidad(80%) con
polietilenodebajadensidadlineal(20%)yalgnaditivoparaunasmangasdecristal
con buena resistencia, me gustara saber algunas formulaciones ms por favor,
graciasportutiempo.
Responder
Respuestas
Mariano
13deseptiembrede2013,19:44
Hola Dago. Me alegro que te resulte til. La tenacidad y resistencia al
desgarro de las pelculas se ven mejoradas al incrementar el porcentaje
deLLDPE.Sinembargoelmdulodeelasticidadpresentaunareduccin
en la sinergia de mezclas comprendidas en el rango que va del 30 al
70% de LLDPE. Para el procesamiento de LLDPE y mezclas ricas en
este es recomendable el uso de boquillas especiales con una mayor
aperturadelabioytornillosconmayorpaso.Encuantoalaproductividad
tambin presenta fenmenos antagnicos y sinrgicos, siendo
recomendablesmezclasconcontenidosdeLLDPEentre75y90%.
Saludos
Responder
CarlosGmezVicci 24deseptiembrede2013,7:50
Buen da Mariano, sabrs de alguna empresa o alguien que dicte cursos sobre
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
38/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
extrusinopolmerosenVenezuela?
Responder
Respuestas
Mariano
25deseptiembrede2013,19:18
HolaCarlos.Desconozcodecursossobrepolmerosysuprocesadopor
extrusinenVenezuela.
Saludos
MaterialistayPlstica 9dediciembrede2013,7:03
Coramer, empresa comercializadora de resinas plsticas en Venezuela,
ofrece cursos. Me extraa mariano que no lo sepas, considerando que
ms del 70% de la informacin que publicas y los dibujos que colocas
provienendelminasdeloscursosdeCoramer.
TambinestINDESCA,ylaUniversidadSimnBolvar.
Mariano
10dediciembrede2013,5:16
Graciasporlainformacin.Nosabaquecoramerdabacursosabiertos,
pensquesoloasusclientes.Unicamentealgunasdelasimgenesson
de un pdf de coramer que encontre en la web. El escrito, en gran parte,
es de un curso sobre extrusin que hice ac en Buenos Aires tiempo
atrs. Creo que est basado en una publicacin mexicana, no de
coramer. Me pareci bueno compartirlo con las personas. A veces no
todospuedenpagaruncursoyaccederaestainformacintcnica.
Saludoscordiales
Responder
mzavala 26deseptiembrede2013,23:15
ComocontrolotemperaturasounaformulamepodriasmencionarGracias
Responder
Respuestas
Mariano
28deseptiembrede2013,11:51
Hola. Se puede utilizar un control de temperatura PID (proporcional
integral derivativo), que es un mecanismo de control por realimentacin
quecalculaelerrorentrelatemperaturamedidaylatemperaturaquese
quiereobtener,paraaplicarunacorreccinqueajusteelproceso.Puedes
verelsiguienteenlaceparaunmayordetalledelosclculosaplicables
http://www.automatas.org/hardware/teoria_pid.htm
Saludos
Responder
JoseManuelGonzalezBelmontes 1deoctubrede2013,10:00
Hola, estoy interesado en fabricar bolsas de plstico derivado del PET, aqu en
Mxico,dondepuedocotizarmaquinasomaquinariaparamipropsito.
Responder
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
39/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Respuestas
Mariano
2deoctubrede2013,18:28
Hola Jos. Desconozco de proveedores de maquinaria en Mxico. Tal
vezalgnlectordelblogtepuedaayudar.Saludos
Responder
Manhumano 9deoctubrede2013,1:34
Este blog aporta muchsimo...muchas gracias...mi pregunta es: sera posible
montar un sistema de extrusin de materiales plsticos casero al 100%? Podra
elaborar yo mismo un mini sistema de extrusin para procesar el plstico que se
acumula a nivel domstico. Si sera posible elaborar los distintos componentes de
laextrusoraxseparadoyensamblarlosenmitaller?Tambinmesurgeladudade
cul es la temperatura mnima necesaria para procesar el tpico plstico PET de
botellas y envases domsticos. Sera posible generar el calor necesario sin
dependencia elctrica o, en caso negativo, cules seran los mnimos
requerimientoselctricos?
Muchasgracias
Responder
Respuestas
Mariano
10deoctubrede2013,18:40
Muchasgracias.S,sepuedefabricarunaextrusora.Elpuntodefusin
del PET es de aproximadamente 260C. Lo ideal es un sistema de
calefaccinelctricoparaunmejorcontroldetemperatura.
Saludos
Manhumano 12deoctubrede2013,8:28
MuchasgraciasMariano,
Mspreguntas...mepodrasindicarreferenciasdeextrusorascaseras?
Quiero montarme la ma propia, pero quisiera reducir mximo en costos
econmicosyenergticos...260Cmepareceunabarbaridad...(noesque
lo ponga en duda, simplemente me sorprende)...me gustara ser
independientedelaelectricidad...lovesposible?
Saludos
Mariano
12deoctubrede2013,14:18
Si bien se puede fabricar una extrusora, no es algo sencillo. Es difcil
hacerla con materiales caseros y de bajo costo. Hay varios factores a
tener en cuenta como el tornillo extrusor, que es complejo de tornear
debido a que generalmente vara el dimetro o el paso a lo largo del
mismo y el cabezal debe cumplir ciertos requisitos para que el plstico
fluya en forma correcta y en las medidas deseadas dependiendo de la
forma extrudada que se desea obtener (tubo, filamento, film, lmina,
etc.).Enelsiguienteenlaceencontraraseldiseodeunaextrusora
http://repositorio.utp.edu.co/dspace/bitstream/11059/1110/1/668413G633
d.pdf
Supongo que el calentamiento tambin se puede hacer por mecheros a
gasperotalvezseauntantomscomplejalafabricacin.
Existen quienes han desarrollado extrusoras pequeas para obtener
filamentos de ABS utilizado en impresin 3D. Te sugiero que veas los
siguientesenlaces
http://www.print3dworld.es/2013/10/filamakerconvierteplasticoreciclado
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
40/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
ennuevofilamentoparatuimpresora3d.html
http://www.print3dworld.es/2013/04/filastruderotraextrusorade
filamento.html
http://punkmanufacturing.com/wiki/desktopfilamentextruders
Saludos
Responder
WalterAgueroRojas 10deoctubrede2013,10:02
me gusta el blog. pero tengo una consulta a que se debe que el laminado de
polipropilenoopoliestirenonoformeenlatotalidaddesulongitud,dandoelaspecto
demuycalienteporunaparteymuyfrioporotra.
yaseatrabajandoconchillerotorredeenfriamiento
Responder
Respuestas
Mariano
10deoctubrede2013,19:24
HolaWalter.Mealegroquetehayagustadoelblog.Lascausaspueden
ser varias. Estimo que tal vez pueda tratarse a diferencias en el calibre
debido a problemas de ajuste en el dado, un inadecuado perfil de
temperatura a lo ancho de la boquilla, variaciones en la temperatura de
alguna zona del extrusor, una temperatura no uniforme en la masa
fundida o uso de una resina no apropiada para el proceso. Tambin
puedeserproductodealgunacorrientedeaireenelambiente.
Saludos
Responder
WalterAgueroRojas 12deoctubrede2013,10:09
graciasMarianoporlosdatosalcanzados,estamosencontacto
cuidate
Responder
JhonCamiloAguilarJaramillo 28deoctubrede2013,20:30
Tengo una pregunta en la parte del cilindro dices que por parte de las resistencias
seobtieneel20%30%delcalornecesarioparafundirlaresina.el70%restantede
dondesale?
graciasonosesilemal
Responder
Respuestas
Mariano
29deoctubrede2013,10:29
Hola Jhon. Efectivamente, el calor necesario para plastificar la resina
proviene en gran medida del trabajo del tornillo. La friccin a la cual es
sometido el material plstico dentro del barril por accin del tornillo
generalmente aporta el 7080% del calor. Aunque este porcentaje puede
variardependiendo,entreotrascosas,delascaractersticasdelmaterial
odeldiseodeltornilloyelbarril.
Saludos
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
41/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Responder
LAURASEMINARA 4denoviembrede2013,14:55
hola Mariano!! Muy interesante!!! estoy haciendo mi Tesis sobre "produccin de
tapones sintticos para vino", soy estudiante de Ingeniera Qumica. El equipo
crticoenmiprocesoesunaextrusora...loquenecesitoesdeterminarlacapacidad
de mi planta, para lo cual estoy buscando catlogos donde figure la capacidad de
produccindelequipo,cosaquenoencuentrofcilmente!!!Mepodrasayudar???
Responder
Respuestas
Mariano
7denoviembrede2013,14:20
Hola Laura. Me alegro que te haya resultado interesante el artculo.
Existe un clculo estimativo para determinar aproximadamente la
productividaddeunaextrusora.Fjateenelprximoenlace
http://www.ptonline.com/columns/getsmarteronextrudersizes
En s, para un clculo ms preciso se debera tener en cuenta otras
variablesdelproceso.Puedesfijarteenesteotroenlace
http://iq.ua.es/TPO/Tema4.pdf
Saludos
LAURASEMINARA 11dejuliode2014,13:32
gracias!!!!
Responder
heribertoromero 13denoviembrede2013,10:41
mariano
holabuenosdiasmepodriasrecomendarunbuenlibroparaextrusionymoldeopor
favor
Responder
Respuestas
Mariano
15denoviembrede2013,13:19
Hola Heriberto. Podra ser algn libro de Rauwendaal, Understanding
ExtrusionoPolymerExtrusion.
Saludos
Responder
felipevargas 19denoviembrede2013,11:16
Mariano,
primero que todo muchas gracias por toda la informacion de tu blog, adems
quisiera consultarte por alguna recomendacin para extruir PVC rgido en una
extrusora corrotante de doble tornillo con un LD40, por lo que me han comentado
esta mquina no es la ptima para el PVC por lo que necesito recopilar la mayor
cantidaddeinformacinantesderealizarlosprimerosensayos,
desdeyamuchasgracias
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
42/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Responder
Respuestas
Mariano
21denoviembrede2013,16:40
HolaFelipe.Sibienlasextrusorasdedoblehusillosonutilizadasparala
extrusin de PVC, en general se trata de tornillos contrarrotantes. Los
corrotantes son utilizados comnmente para compuestos. Generan una
mejorhomogenizacindelmaterial,perotambinunamayorfriccinque
puede llegar a degradar los polmeros sensibles a la temperatura, como
es el caso del PVC, si no tienen un adecuado control de temperatura y
refrigeracin. A diferencia de los extrusores monohusillo, los extrusores
de doble husillo permiten un flujo de fundido ms homogneo aunque,
hoy en da, el diseo de los tornillos de muchas mquinas de un solo
husilloincluyesistemasdemezcla,canalesdeflujosecundariosuotras
caractersticas para ayudar en el desarrollo de una masa fundida
homognea.
Saludos
Responder
WalterAgueroRojas 24denoviembrede2013,12:46
lo mariano trabajo con dos extrusoras, una de ellas con agua de torre de
enfriamientodirectoylasegundamasmodernacoextrusoraquetrabajaconchiller
pero lo que me parece un poco extrao es que se trabaja el chiller a 17 grados en
polyestirenoaligualqueelpolipropilenoperolatemperaturadelosrodillosesde45
4050parapolyestirenoyparaelpolipropileno404550,quisierasabersiestamos
enlamaneracorrectaoelintercambiadordecalordebeserigual.odebedehaber
gradosdediferencias.
simepondriasrecomendarunlibroomanualdechiller..teloagradeceria
Responder
Respuestas
Mariano
27denoviembrede2013,18:33
HolaWalter.Noconozconingnlibroespecficosobrechillerscomopara
recomendarte. El perfil de temperatura de los rodillos vara dependiendo
deltipodematerialydesuformulacin.Creoquedeberasconsultaratu
proveedor de resinas sobre las temperaturas ms apropiadas para
procesarsumaterial.
Saludos
Responder
GiovanniPrez 24denoviembrede2013,16:55
MuybuenaporteMariano,graciasporcompartirlo.
Una pregunta, existe algn dispositivo para poder calibrar por presin. Trabajo con
unaextrusoraqueutilizabombasdepeceraquetanunasalidade2a4psi,peroel
procesoproducemuchavariacin.
Si me pudieras recomendar algo que me pueda ayudar te lo agradecera mucho.
Gracias...
Responder
Respuestas
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
43/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Mariano
27denoviembrede2013,18:35
Hola Giovanni. Muchas gracias. Es una extrusora de film soplado?
Estimoquesedebepoderregularlapresindeairedeformaautomtica
conuncontroladorPID.
Saludos
GiovanniPrez 1dediciembrede2013,22:31
QuetalMariano.
Esunalneadeextrusindemanguerasparariego,elmaterialesPVC.
Mariano
3dediciembrede2013,8:49
Creo que se podra probar colocando un regulador de presin como por
ejemplo
http://www.equilibar.com/backpressureregulator/extrusioncontrol.asp
Saludos
Responder
Grover 5dediciembrede2013,18:28
La variacin que produce es en sentido de la maquina o axial ?, segn puedo
desprenderdeturedaccindebeserensentidomquina,locualoriginaquepartes
deltuboestenmasdelgadoscomparativamenteconotrosreassiemprealolargo
de la manguera, teniendo tu proceso fuera de control. Si es correcto lo que
supongo, primero debes colocar un barmetro en el rea del la rompedora o donde
colocas los tamices, mallas o filtros. Luego es importante colocar tambin un
medidor de ampermetro lo mas preciso posible en el motor reductor estas dos
lecturas deben mantenerse estables, para descartar un problema mecnico del
sistema de la mquina. De lo contrario indicara falta de estabilidad de presin
dentrodelhusilllo.Estasdiferenciasgeneralmenteestanrelacionadasaunafaltade
homogeneidaddelamezclaolaalturadelascrestasdelhusilloolavelocidadque
ests girando el tornillo, o que el indice de fluidez de la formula que utilizas sea
variable.
Responder
JosArgello 18defebrerode2014,5:21
BuenosdasMariano
Me podras comentar la relacin que existe entre la abertura de la boquilla y el
espesor del material? Si esto influye en problemas de elasticidad, etc. tengo una
coextrusora en donde hacemos un film de 620mm. de ancho, en un cabezal de
200mm.dedimetroyunaaberturade1.8mm.
Aguardotuayuda.
Gracias
Responder
Respuestas
Mariano
19defebrerode2014,9:35
Hola Jos. A la relacin existente entre la abertura los labios de la
boquilla y el espesor de la pelcula se denomina relacin de
adelgazamiento,queserigualalarelacindesopladoporlarelacinde
estiramiento.Lasvariacionesdeestosparmetrosafectarnenmayoro
menormedidalaspropiedadesdelaspelculasobtenidas.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
44/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Paraaltoscaudalesdeproduccin,seaplicanrelacionesdeestiramiento
ms elevados para obtener pelculas de reducido espesor.
Adicionalmente,lareduccindelespesorpuedelograrseconunarelacin
de soplado mayor, que adems compensarn la tendencia a generar
pelculas muy orientadas en direccin de extrusin a causa de la alta
relacin de estiramiento aplicada. Una orientacin desbalanceada en la
pelcula final puede resultar en una reducida resistencia al impacto, as
comolatendenciadequelaspelculassedesgarranconmayorfacilidad
enladireccindeextrusin.Porotraparte,almodificarelespesordela
pelculapormediodelavariacindelarelacindesopladoyestirado,la
alturadelalneadeenfriamientotambinvariar,anoserqueseintente
mantener constante aumentando o disminuyendo el flujo de aire del
sistema de enfriamiento. Sin embargo, altos caudales de refrigeracin
pueden volver inestable el proceso, afectando el perfil del espesor de la
pelcula,oinclusorompiendolaburbuja.
Saludos
Responder
MauricioRodriguez 28defebrerode2014,6:51
buen da, me gustara saber si me puedes ayudar con un problema que tengo,
tengounaextrusoradepeletizadodematerialreciclado,laextrusoraesdedimetro
100mmL/D:30,elproblemaesqueprocesandoPEAD,PEBDounamezclaambos
tengounproduccinaproximadade120kg/ha45rpmenelhusillo,peroprocesando
PP la produccin se baja totalmente, aproximadamente a 70kg/h a 45 rpm y el
mximo obtenido ha sido 90kg/h a 67 rpm. quisiera saber si hay algn motivo en
especialporelcualelrendimientoseatandiferenteconambosmateriales.gracias.
Responder
Respuestas
Mariano
1demarzode2014,9:33
Hola Mauricio. No con todos los materiales se obtiene la misma
productividad. La productividad est influenciada por varios factores
como fluidez del material en estado fundido, composicin del plstico,
grado de contaminacin o densidad aparente. Esto con respecto al
material,luegohayfactoresrelacionadosconlosparmetrosdelproceso
ylamaquinariautilizadacomo,porejemplo,elperfildetemperaturaoel
diseodeltornilloyelcilindrodeextrusin.
Saludos
Responder
Matias 13deabrilde2014,23:26
Hola Mariano, excelente blog! Te hago una pregunta... por ah le que hiciste un
cursodeextrusinenBsAs,fueenelcaip/instiplast?quetales?Saludos!
Responder
Respuestas
Mariano
17deabrilde2014,3:47
HolaMatas.Mealegroquetehayagustadoelblog.EnelIntiplasthice
unatecnicaturaentransformacindeplsticos.Elprimerao,almenos
para m, es un tanto bsico. El segundo ao ya se ven en mayor
profundidadlosprincipalesprocesosdetransformacin.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
45/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Saludoscordiales
Responder
melenov 28deabrilde2014,9:41
Hola Mariano, te felicito por el blog, hace unos meses compre una extrusora con
tornillode60yestoyrecuperandosilobolsa,notengomuchaexperienciaypasepor
mil problemas ya que no es fcil que la gente te de buenos consejos, en este
momentoestoyconunproblemaquenosecomoresolver,mesalenlospelletcon
agujeros y fofos, los clientes se quejan y algunos me han dejado de comprar, me
gustarasipodesdarmealgunosconsejosalrespecto,desdeyamuchasgracias.
miMailes:novakogm@gmail.com
Responder
Respuestas
Mariano
30deabrilde2014,18:45
Hola Melenov. Bueno, no se con que equipamiento cuentas. Habra que
ver todo el proceso de reciclado y el equipo con el que cuentas para
poder aconsejarte. Verifica la correcta limpieza del material, agrumado,
secado. Luego para el proceso de extrusin, la extrusora debe tener un
buensistemadedesgasaje.
Saludos
Responder
EmilianoRobles 6demayode2014,10:38
hola mariano, te queria preguntar en que pais radicas, tienes datos de algun buen
diseadordedadosycabezales.
saludos.
Responder
Respuestas
Mariano
7demayode2014,14:10
Hola Emiliano. Soy de Argentina. No tengo un fabricante de dados de
extrusin en particular para recomendarte. Quizs puedas fijarte en
quiminet
http://www.quiminet.com/principal/resultados_busqueda.php?
d=P&N=fabricantes+de+dados+de+extrusin
Saludos
Responder
WilliamsMeneses 12demayode2014,17:58
buenasnochehermenonotendrsalamanounplandenegociopralafabricacin
demanguerasderiego.
Responder
Respuestas
Mariano
15demayode2014,6:07
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
46/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
HolaWilliams.Nodispongodeunplandenegociosalrespecto
Saludos
Responder
AngelMeana 3dejuniode2014,6:06
Hola Mariano. felicitaciones por este aporte, me ha sido de gran utilidad. Quiero
preguntartealrespecto,estoytratandodeadquirirunaextrusoraparalafabricacin
de tubos corrugados para uso en obras de electricidad, todos los que me han
ofrecidomaquinasmepreguntanparacuantoskilosdeseolaextrusorayyopuesni
lo se y ellos tampoco. Mi pregunta es, tendras una idea a que se refieren...? y si
fuese as, de cuantos kilos seria la extrusora que necesito? si puedes ayudarme
con esto te estar muy agradecido. Un abrazo desde Argentina. Mi mail es
qmclima@gmail.com
Responder
Respuestas
Mariano
5dejuniode2014,7:22
Hola ngel. Me alegro que te haya sido de utilidad el blog. Se refiere a
cantidaddeproducto(cao)expresadoenpesoporhora.Estoestaren
funcindelainversinquevasahacerylacantidaddecaoquepuedas
vender.
Saludoscordiales
Responder
israelmartinez 17dejuniode2014,13:36
holamariano,saludos.ecompradounaextrucsoramarcasterlingde1.5pulgadas
de diametro de salida. quiero hacer laminas de ps y pp pero no tengo el cabezal
podriasayudarmeenalgundiseoparafabricaruncabezal,quierohacerlaminasde
0.1mm a 2.5mm te agradeseria un monton y le daria trabajo a varias personas si
puedes mandame un diseo a mi correo artegrama2@gmail.com o dime donde
podriaencontraralgundiseoparafabricarlo..saludos.
Responder
Respuestas
Mariano
22dejuniode2014,12:27
HolaIsrael.Nohagodiseosdecabezales.Talvezalgnlectordelblog
sepuedaponerencontactocontigoalrespecto.
Saludos
Responder
JoseBrenis 22dejuniode2014,18:54
holamarianomellamojoseymegustariasaberdondepuedoconseguirinformacion
engeneralsobreelprocesodehojasdelatexDental,manejounamaquinaextruder
perotengomuchaspreguntassobreeso,Gracias.
Responder
Respuestas
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
47/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Mariano
29dejuniode2014,13:26
Hola Jos. No tengo informacin sobre fabricacin de hojas de ltex
dental.
Saludos
Responder
Josedeleon 7dejuliode2014,14:52
Hola mariano, muchas gracias por esta informacin! En verdad muy til!, quisiera
sabersitenesformulacionesdemezclaparaextrusindebolsasziploc,encuanto
a esto qu porcentaje de LDPE y LLDPE recomends? Otra duda es si en la
coextrusindelzipperutilizanalgunamezcladiferente,yculsera?
Responder
Respuestas
Mariano
10dejuliode2014,8:48
Hola Jos. Me alegro que te haya sido de utilidad la informacin. Las
bolsas tipo ziploc generalmente estn hechas de LLDPE. Pero depende
delfabricante.TambinsepodrautilizarunamezclaconLDPE.
Las propiedades del film variaran en funcin de los porcentajes de
LLDPE y LDPE utilizados. Para LLDPE o mezclas ricas en este, es
recomendable maquinaria especial (ejemplo: tornillo, cabezal) por lo que
algunos prefieren utilizar mezclas ricas en LDPE. Otro factor a
considerar es que no para todas las proporciones de ambos se ven
mejoradaslaspropiedadesdelfilmpudiendoserestasinferioresalasdel
LDPEsolo.EncuantoalcierretambinpuedeserhechodeLLDPE.
Saludos
Responder
Omar 8dejuliode2014,14:36
Hola,SoyOmardeMonterreyytengounasdudas..
Estoy trabajando una extrusora con dado tipo T y quiero saber como hacer mi
laminamasangosta..solamenteledebocerrarlostornillosdeajustedeespesorde
los extremos o debo tener algun otro aditamento mecanico? y que inconvenientes
haydequeyocerraramistornilloslaterales?
Responder
Respuestas
Mariano
10dejuliode2014,8:51
Hola Omar. En realidad depende del tipo de dado. No todos permiten
regular el ancho de la lmina. Generalmente, los dados tienen un ancho
fijo. Al cerrar los extremos, el material que permanezca retenido en ese
sectorsedegradar.
Saludos
Omar 10dejuliode2014,13:51
Creesqueotraopcionseaabrirporcompletoellabioparaqueelcaudal
sedirijaalcentro(sehagamasangosto),hacerunpresetupdeespesor
conungageestandardeespesorydarelacabadofinalcontrolandocon
lascalandriasyrodillopuller?
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
48/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Entuopinioncreesquedefinitivamenteyodebacambiardedadoporuno
masangosto?
Mariano
15dejuliode2014,4:02
Creoqueloidealesoptarporundadoapropiadoparaelanchodelmina
que deseas obtener. Pero bueno, puedes probar lo que dices a ver si
funciona.
Saludos
Responder
betorueda 6deseptiembrede2014,11:34
buen dia para todos, soy norbert tecnico en extrusion 26 aos trabajando en el
sector plastico, extrusionando pet, pp, poliestireno expandido, polietileno de baja y
altadensidad,tengounaconsulta,actualmenteestoyextrusionandolaminadepp,
lalaminamesalemuybiensalvolamemoria,mesaleconmuchacurvaturayyola
nececitoquealcortarlamesalgamuyplana,elespesoresde450micraspodraser
la temperatura de los cilindros? si alguien me pudiera informar le agredeceria ..
muchasgracias
Responder
Respuestas
Mariano
12deseptiembrede2014,3:53
Hola Norbert. Quizs puedas probar con otro polipropileno. Un elevado
peso molecular o un mayor contenido de homopolmero en la resina
pueden provocar orientacin en la lmina. Lo que puede generar
distorsin. Pero bueno una adecuada temperatura de los cilindros
tambin es importante. Te sugiero que consultes a tu proveedor de
resina sobre cules son los parmetros de procesos ms adecuado
dependiendodeltipodepolipropilenoqueestsusando.
Saludos
betorueda 15deseptiembrede2014,10:32
HolaMariano,muchasgracias,elproductoqueestoyintentandofabricar
es lamina para tapas de carpetas, la verdad lo estoy probando con
recuperado trasparente me sale bastante bien,pero necesito que al
cortarlaquedetotalmenteplanaloscilindroslosestoyrefrigerandoconel
siguienteparametro:606050,yelperfildemaquinaes:barril200220
220225230yenlabio260las5zonas,yelbobinadoloestoyhaciendo
en sentido contrario para intentar borrar memoria,, muchas gracias
Mariano,me encanta hablar de estos temas,,mi pasion los plasticos, un
abrazodesdevalenciaespaa
Mariano
17deseptiembrede2014,5:42
Saludos Norbert. No sabra decirte cual sera el perfil de los rodillos
desconociendo el tipo de polipropileno que estas utilizando pero podras
probar evitar un enfriamiento brusco de la lmina para evitar tensiones
residuales en la misma. Tal vez podras probar una temperatura mayor
enlosrodillos.
Responder
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
49/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Martin 20deseptiembrede2014,19:44
mariano, gracias por toda la informacin, necesito saber sobre la materia prima a
utilizarenlafabricacindecaosderiego,sequeesPEBDperonoconozcolas
proporciones de material virgen, reciclado, que material reciclar, con que se lo
puedeaditivarparamejorarlacalidaddelproducto,tambienmegustarairarmando
un pequeo laboratorio a fin de medir los parmetros de calidad y caractersticas
delproducto.Graciasnuevamente
Responder
Respuestas
Mariano
23deseptiembrede2014,11:03
Hola Martn. No hay una proporcin definida en cuanto a la cantidad de
recicladoautilizar.Esodependerdecadaproductor.Muchodependede
la calidad y propiedades del reciclado. Los proveedores de resina
disponendegradosdePEBDparaextrusindetubo.Entrelosensayos
que se le pueden hacer al producto est el de compresin, elongacin,
reversin longitudinal, resistencia a la presin, resistencia a la
intemperie,apariencia,caractersticasgeomtricas,etc.
Saludos
Responder
Maxikubaczka 23deseptiembrede2014,18:39
Mariano,hacetiemposigotublogelcualsiempremefuemuyutil.Ahoraestoycon
un problema que no puedo resolver y te agradeceria un poco de orientacion.He
remplazado el material que estaba utilizando PSAI, por otra marca de mismas
caracteristicas(unigel8884porinnova4400)ynoencuentroelpuntoparaponerla
a funcionar en regimen.La unica diferencia que encuentro es el tamao de los
pellets,elinnovaesmaspequeo,puedeseresto?encasodepelletsmaschicos
deberia aumentar o bajar la temperatura de las primeras zonas ( alimentacion y
compresion).Porunladoentiendoquelospelletsmaschicosfundenmasrapidolo
cual me llevaria a bajar la temperatura, pero tambien al tener pellets mas chicos
tendriamascantidaddematerialycomprimiriamasrapidoporlocualsemepodria
laminar sin llegar a fundirse, lo cual me hace razonar en elevar la temperatura.Te
agradeceriasimeayudasarazonaresto.Gracias
Responder
Respuestas
Mariano
8deoctubrede2014,5:48
HolaMaxi.Mealegroquetehayasidotilelblog.Nossienestecaso
sea el tamao de los pellets el problema, no dispongo de las
especificaciones de estos materiales para comparar, pero s puede
provocar inconvenientes en el proceso de extrusin. Pienso que el
razonamiento que sigues es correcto. El material requiere igual
temperatura para fundir independientemente del tamao pero los pellets
mas chicos pueden requerir menor tiempo para alcanzar la temperatura.
Tambinpuedegenerarsemayorcalordebidoaunamayorfriccin,porlo
que sera requerido bajar la temperatura. Dependiendo del tamao y
diseodeltornilloelmaterialpodralaminar.Nocontodoslosextrusores
se logra salvar estas diferencias en los tamaos de los pellets.
Igualmente te sugiero que te pongas en contacto con tu proveedor de
resinasparaqueterecomiendecomoprocesaresematerial.
Saludos
Responder
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
50/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
MarcosRamrez 24deseptiembrede2014,12:04
Hola Mariano, como puedo determinar el volumen de la seccin vaca entre la
camisadeunaextrusorayelhusillootornillo?sequeeldimetrodeltornilloesde
75mmyellargoesde2550mm.
Gracias!
Responder
Respuestas
Mariano
8deoctubrede2014,5:50
HolaMarcos.Esevolumendependedeldiseodeltornillo,profundidady
separacinentrefiletes(lascualespuedenvariaralolargodeltornillo),si
el tornillo tiene zonas de mezclado, etc. Es un clculo muy difcil de
hacersinconocerestascaractersticasmencionadas.
Saludos
Responder
LunamorTorres 30deseptiembrede2014,20:38
Hola Mariano, muchas gracias por tanta informacin y libro que has recomendado.
Ahoritatengounproblemadeproduccin,nopuedoextruirunperfildePVCporque
le salen muchos grumos y burbujas de aire. como puedo "desoxigenizar" el
proceso?enpinturassqueleponenacidoparaeliminarlosgrumos,peronossi
estoapliqueparaPVC
Responder
Respuestas
Mariano
8deoctubrede2014,5:51
Hola Lunamor. Las causas pueden ser varias. Las burbujas pueden ser
resultadodehumedadenelmaterial.Tambinsepuededeberaunabaja
contrapresin,unavelocidaddemasiadoelevada,bajatemperatura.Algo
que puedes probar es aumentar el pack de filtros o utilizar unos ms
finosparaaumentarlacontrapresin.
Saludos
Responder
carloscruz 3deoctubrede2014,20:12
Alguiensabecualessonlosparametrosdeoperaciondepeliculatubular?
Responder
Respuestas
Mariano
8deoctubrede2014,5:51
HolaCarlos.Losparmetrosdelprocesovariaranenfuncindelaresina
que ests utilizando como as tambin de la maquinaria empleada. Es
recomendable consultar a tu proveedor de resina respecto de los
parmetrosautilizar.
Saludos
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
51/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Responder
eduardolopezrosero 9dediciembrede2014,12:20
Saludos.
Soy de Ecuador y trabajo en una empresa que hace fundas de plastico. Soy
SupervisordeCalidadytengomuchosproblemasencuantoalcontroldeespesory
ancho en la pelicula. Me gustaria poder reducir y que mejor eliminar esto. Existe
algun metodo sencillo?. Lo que yo hago son controles cada cierto tiempo, pero
muchas veces no es suficiente y es dificil de controlar en un proceso continuo
comoeste.
Gracias.
Responder
Respuestas
Mariano
11dediciembrede2014,4:36
Hola Eduardo. Las causas de variaciones en el espesor de la pelcula
puedenservariascomo,porejemplo,altatemperaturadeextrusin,baja
temperatura del cabezal, suciedad en cabezal y boquilla. La
granulometra de la resina debe ser constante as como tambin su
ndice de fluidez. Se debe evaluar la uniformidad del caudal de la
extrusora,mediante:variacindelapresin,velocidaddegirodeltornillo
yconsumodepotencia.Encuantoalanchodepelculasedebeverificar
quelavelocidaddetiropermanececonstante.Tambinsedebecontrolar
laestabilidaddelaburbujalocualdependerdelavelocidaddelairede
enfriamiento, la temperatura de extrusin, la altura del cuello o lnea de
enfriamiento, la velocidad de extrusin y la relacin de soplado.
Considero que se debera contar con un sistema automtico de control
de espesor en el proceso productivo y que los controles de calidad
efectuados sobre el producto, solo deberan constatar la buena calidad
delapelculaobtenida.
Saludos
eduardolopezrosero 16dediciembrede2014,12:49
Gracias. Y asi deberia ser, que sea un control sobre el producto
obtenido. Te cuento que mis jefes quieren implementar algo, es acerca
de que los operadores mediante verificaciones visuales de algunos
parametros sepan que hay problemas. Por ejemplo, que el perfil de
temperaturas sea el correcto, la presion del motor principal, y asi
diferentes parametros que se puedan ver facilmente y que ellos sepan
quehayproblemasasimplevista.
Acercadeunsistemaautomaticodecontroldeespesor,quepodriaser?
Dondelopuedoconseguir?
Esperomepuedasseguirayudando.
Gracias.
Mariano
26dediciembrede2014,7:58
Hola Eduardo. Para un adecuado control de las dimensiones de la
pelcula se debera contar con un sistema PID que pueda compensar y
ajustarautomticamentelosparmetrosdelproceso.Perobueno,noes
algosencillodeimplementar.Encuantoamedidoresdeespesor,puedes
verelsiguienteenlace
http://www.directindustry.es/prod/microepsilon/instrumentosmedicion
espesorlineasextrusionpeliculasoplada5788516840.html
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
52/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Saludos
Responder
LibiaZulemaZambranoEstrada 26deenerode2015,11:51
HolaMarianoteescribodesdeMexicotrabajoenunaplantadeextrusiondetuberia
de PVC me pregunto si tendras informacion sobre el tratamiento del agua de
proceso, nosotros utilizamos tinas de enfriamiento por inmersion con vacio, y
tenemos el problema de contaminacion por particulas (rebabas) que se nos cuelan
al agua de proceso problemas que estamos solucionando por medio de filtracion,
pero debido a que el agua se esta recirculando en el proceso constantemente
despues de un tiempo se torna turbia y deseamos clarificar un poco. cualquier
conocimientooinformacionquetengaseradegranayudagracias..
lecomentoquesupostesmuyinformativoycompleto
UnSaludo
esperosurespuesta.
Responder
LibiaZulemaZambranoEstrada 26deenerode2015,11:51
HolaMarianoteescribodesdeMexicotrabajoenunaplantadeextrusiondetuberia
de PVC me pregunto si tendras informacion sobre el tratamiento del agua de
proceso, nosotros utilizamos tinas de enfriamiento por inmersion con vacio, y
tenemos el problema de contaminacion por particulas (rebabas) que se nos cuelan
al agua de proceso problemas que estamos solucionando por medio de filtracion,
pero debido a que el agua se esta recirculando en el proceso constantemente
despues de un tiempo se torna turbia y deseamos clarificar un poco. cualquier
conocimientooinformacionquetengaseradegranayudagracias..
lecomentoquesupostesmuyinformativoycompleto
UnSaludo
esperosurespuesta.
Responder
Introducetucomentario...
Comentarcomo:
Publicar
CuentadeGoogle
Vistaprevia
Entradamsreciente
Pginaprincipal
Entradaantigua
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
53/54
6/2/2015
EXTRUSINDEMATERIALESPLSTICOS|TecnologadelosPlsticos
Suscribirsea:Enviarcomentarios(Atom)
PlantillaAwesomeInc..Imgenesdeplantillasdemerrymoonmary.ConlatecnologadeBlogger.
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusiondematerialesplasticos.html
54/54
You might also like
- Moldeo de polímeros por extrusiónDocument33 pagesMoldeo de polímeros por extrusiónMoulitieNo ratings yet
- ExtrusionDocument17 pagesExtrusionCintia SarrNo ratings yet
- Curso de Extrusion IIDocument98 pagesCurso de Extrusion IIMarce LeonNo ratings yet
- Plásticos HerramentalDocument52 pagesPlásticos HerramentalJesús VazquezNo ratings yet
- Curso de Extrusion IIDocument98 pagesCurso de Extrusion IIYoshymar ParedesNo ratings yet
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209From EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209No ratings yet
- Tecnologia de PlasticosDocument47 pagesTecnologia de PlasticosijromerNo ratings yet
- Proceso de Extrusión de PlásticosDocument30 pagesProceso de Extrusión de PlásticosSantiago Villarreal50% (2)
- InyecciónDocument13 pagesInyecciónDenette Duarte MartinezNo ratings yet
- Plásticos-preguntasDocument7 pagesPlásticos-preguntasEduardo Andres Sierra DelgadoNo ratings yet
- Catalogo ExtrusionDocument10 pagesCatalogo ExtrusionJesson RodríguezNo ratings yet
- Clase de Extrusion Dic 05-2013Document64 pagesClase de Extrusion Dic 05-2013Fernando Henao Henao100% (1)
- Como Eliminar Las Burbujas en Piezas Elaboradas Por Inyección de PlásticoDocument2 pagesComo Eliminar Las Burbujas en Piezas Elaboradas Por Inyección de PlásticoAnonymous i0SMnrO50% (2)
- Transformación de materiales termoplásticos. QUIT0209From EverandTransformación de materiales termoplásticos. QUIT0209No ratings yet
- Defectos en Las Partes Moldeadas - CAUSAS y SOLUCIONESDocument21 pagesDefectos en Las Partes Moldeadas - CAUSAS y SOLUCIONESfabianNo ratings yet
- Diccionario de PlasticosDocument0 pagesDiccionario de PlasticosPinkerton JD ICNo ratings yet
- Películas multicapas para envasado de alimentosDocument11 pagesPelículas multicapas para envasado de alimentosCarla Patricia Delgadillo RomeroNo ratings yet
- Procesos de Conformación de PlásticosDocument3 pagesProcesos de Conformación de PlásticosJacqueline de ElcoroNo ratings yet
- Los 10 Principales Problemas DUPONTDocument37 pagesLos 10 Principales Problemas DUPONTDaniel Torres100% (1)
- Extrusion y Soplado de PolimerosDocument7 pagesExtrusion y Soplado de PolimerosJhonatan MontalvoNo ratings yet
- Diseño de tornillos de extrusiónDocument4 pagesDiseño de tornillos de extrusiónJohn Erick Rincon GarzonNo ratings yet
- Soplado ConvencionalDocument178 pagesSoplado ConvencionalAlexander Sora BNo ratings yet
- Secado de ResinasDocument8 pagesSecado de ResinasJorge Luis García EliseaNo ratings yet
- Acondicionado de materiales termoplásticos para su transformación. QUIT0209From EverandAcondicionado de materiales termoplásticos para su transformación. QUIT0209Rating: 4 out of 5 stars4/5 (2)
- pdf3 PDFDocument4 pagespdf3 PDFjose demoyaNo ratings yet
- Reporte de PrácticaDocument7 pagesReporte de PrácticaFili GarciaNo ratings yet
- Moldeo por compresión prototipo prensa hidráulicaDocument25 pagesMoldeo por compresión prototipo prensa hidráulicaarturoNo ratings yet
- Moldeo Por Inyeccion de Un Recipiente de PoliestirenoDocument15 pagesMoldeo Por Inyeccion de Un Recipiente de PoliestirenoSlocky10740No ratings yet
- Moldeo Por SopladoDocument9 pagesMoldeo Por SopladoBetsabe AndarciaNo ratings yet
- Proceso de extrusión-sopladoDocument7 pagesProceso de extrusión-sopladoKristian IchinaNo ratings yet
- Moldeo por soplado: proceso y aplicacionesDocument55 pagesMoldeo por soplado: proceso y aplicacionesJohnnathan Javier MedinaNo ratings yet
- (Seminario) Diseño de Moldes de Inyección de PlásticoDocument5 pages(Seminario) Diseño de Moldes de Inyección de Plásticoelmfp77746760% (1)
- Tecnologia de InyeccionDocument35 pagesTecnologia de InyeccionDario de SantiagoNo ratings yet
- Guia Solucion de Problemas Extrusion Peliculas PDFDocument11 pagesGuia Solucion de Problemas Extrusion Peliculas PDFEvangeirma100% (1)
- Arburg Customer Training Mexico 680775 Es MXDocument24 pagesArburg Customer Training Mexico 680775 Es MXManuelNo ratings yet
- Extrusión y Extrusión Soplado PDFDocument14 pagesExtrusión y Extrusión Soplado PDFAlejandra GonzálezNo ratings yet
- PolímerosDocument183 pagesPolímerosCristian MatoNo ratings yet
- 02 InyeccionDocument75 pages02 InyeccionCarlos Jimenez100% (1)
- Procesos de fabricación en polímeros y cerámicosFrom EverandProcesos de fabricación en polímeros y cerámicosRating: 2.5 out of 5 stars2.5/5 (3)
- Conformado de PlásticoDocument85 pagesConformado de PlásticoluzNo ratings yet
- Guía para resolver los problemas más comunes en moldeo por inyecciónDocument4 pagesGuía para resolver los problemas más comunes en moldeo por inyecciónJuanjo HornoNo ratings yet
- Manual de Inyección de PlásticosDocument34 pagesManual de Inyección de Plásticosodizes100% (1)
- Moldeo Por InyecciónDocument20 pagesMoldeo Por InyecciónZamir DiazNo ratings yet
- InyeccionDocument0 pagesInyeccionsmejiagonzalesNo ratings yet
- Moldes Inyeccion de PlasticoDocument112 pagesMoldes Inyeccion de PlasticoErnesto Hc100% (1)
- Moldes de Inyeccion de PlasticoDocument2 pagesMoldes de Inyeccion de PlasticoFelipe ContrerasNo ratings yet
- Módulo V - Propiedades y usos de los polímerosDocument45 pagesMódulo V - Propiedades y usos de los polímerosChristopher A Castillo100% (1)
- Procesos de InyeccionDocument28 pagesProcesos de InyeccionCèsar TobarNo ratings yet
- Maquina Inyectora de PlasticosDocument17 pagesMaquina Inyectora de Plasticosandressan93No ratings yet
- Extrusion TermoformadoDocument150 pagesExtrusion TermoformadoDiego Riaño100% (1)
- Teoría Del PlásticoDocument7 pagesTeoría Del PlásticoLuis Angel Garces SuarezNo ratings yet
- Examen de PlasticosDocument16 pagesExamen de PlasticosLenyn Elvis Chavez EscandonNo ratings yet
- Moldeo CientificoDocument52 pagesMoldeo CientificoOsvaldo de Jesus Solis HernandezNo ratings yet
- Diseño de Moldes de Inyección de TermoplásticosDocument3 pagesDiseño de Moldes de Inyección de TermoplásticosAnnieNo ratings yet
- Manual Basico Operadores InyeccionDocument75 pagesManual Basico Operadores InyeccionCathy TorresNo ratings yet
- Injeccion Formulas PDFDocument17 pagesInjeccion Formulas PDFlando_alegreNo ratings yet
- Extrusión de PolímerosDocument40 pagesExtrusión de PolímerosPalma Caro LisNo ratings yet
- EXTRUSIÓN DE MATERIALES PLÁSTICOS - Tecnología de Los PlásticosDocument66 pagesEXTRUSIÓN DE MATERIALES PLÁSTICOS - Tecnología de Los PlásticosJosé Hernández LimónNo ratings yet
- EXTRUSORADocument11 pagesEXTRUSORADiego Medrano HidalgoNo ratings yet
- G633 DDocument121 pagesG633 DFelipe De SagitarioNo ratings yet
- PFC - Procesos de Soldadura Aplicados en La Construccion NavalDocument149 pagesPFC - Procesos de Soldadura Aplicados en La Construccion NavalCarlos PadillaNo ratings yet
- SW Plastics 2016Document4 pagesSW Plastics 2016olerkiNo ratings yet
- Diseño de molde de inyección de 4 cavidades para producir rejilla y tapón de PVC de 50mmDocument5 pagesDiseño de molde de inyección de 4 cavidades para producir rejilla y tapón de PVC de 50mmChristian RamiroNo ratings yet
- Hector Lorenzo YustosDocument443 pagesHector Lorenzo YustosSarahi Rojas DelgadoNo ratings yet
- Ac Mec Espe 035102 PDFDocument7 pagesAc Mec Espe 035102 PDFjhonny_johnyNo ratings yet
- Modelado de DrivesDocument6 pagesModelado de DrivesSaga_10No ratings yet
- Manual de Reparacion de Moldes y Troqueles Rectificado Mecanico II PDFDocument106 pagesManual de Reparacion de Moldes y Troqueles Rectificado Mecanico II PDFjhonny_johnyNo ratings yet
- Activación FULL de MasterCam X5Document19 pagesActivación FULL de MasterCam X5Dianita PrissNo ratings yet
- Colada CalienteDocument4 pagesColada CalienteEuler VilcaNo ratings yet
- CNC Aplicaciones códigos maquinadoDocument54 pagesCNC Aplicaciones códigos maquinadoMax Pérez100% (2)
- Tesis IngenieroMecanico PDFDocument163 pagesTesis IngenieroMecanico PDFjhonny_johnyNo ratings yet
- GIPE, Como Redactar Una Carta de PresentaciónDocument4 pagesGIPE, Como Redactar Una Carta de Presentaciónjhonny_johnyNo ratings yet
- CNC Aplicaciones códigos maquinadoDocument54 pagesCNC Aplicaciones códigos maquinadoMax Pérez100% (2)
- Codigos para Fresadora CNCDocument11 pagesCodigos para Fresadora CNCFrancisco Araucano80% (5)
- GUIA de MasteCAMDocument336 pagesGUIA de MasteCAMHenry Senftleben80% (5)
- Cómo Redactar Utilizando La Magia de La PalabraDocument8 pagesCómo Redactar Utilizando La Magia de La Palabrajhonny_johny100% (1)
- VARIADORDocument4 pagesVARIADOResdrufaoNo ratings yet
- Cad Cam PDFDocument29 pagesCad Cam PDFDavid Brunner Sanchez50% (4)
- 08 0376 MDocument188 pages08 0376 MxbransaNo ratings yet
- Tutorial Automation Studio 5.0 secuencia A+ADocument8 pagesTutorial Automation Studio 5.0 secuencia A+ABryanyMariaNo ratings yet
- 12365-Moldes Mantenimiento PDFDocument3 pages12365-Moldes Mantenimiento PDFaleskytronNo ratings yet
- Conceptos técnicos y normativos sobre concreto armadoDocument16 pagesConceptos técnicos y normativos sobre concreto armadoDiego Sergio Paredes HidalgoNo ratings yet
- Capítulo 6 EN ESPAÑOL Del Handbook VaporDocument77 pagesCapítulo 6 EN ESPAÑOL Del Handbook VaporSergio GarcíaNo ratings yet
- Sintesis y Reacciones Del Cromato y Dicromato de PotasioDocument3 pagesSintesis y Reacciones Del Cromato y Dicromato de PotasioJulian AnguloNo ratings yet
- P 7 Calorimetria JOHAN 10Document8 pagesP 7 Calorimetria JOHAN 10Marcos Jhoan Ortiz100% (1)
- Losa Aligerada - Diseño de MezclaDocument2 pagesLosa Aligerada - Diseño de MezclaSALATIEL HOYOS GUEVARA100% (1)
- 01.DETERMINACION DE GAMMA PARA GASES (Adiabaticos, P.isotermico)Document7 pages01.DETERMINACION DE GAMMA PARA GASES (Adiabaticos, P.isotermico)Jean Carla Canedo ZambranaNo ratings yet
- Proceso de Fabricación Del Cemento (Ilustrado)Document1 pageProceso de Fabricación Del Cemento (Ilustrado)Fernando Mateo de PablosNo ratings yet
- Insumos ElectricasDocument3 pagesInsumos ElectricasLuis ACNo ratings yet
- Capítulo 3Document140 pagesCapítulo 3Alejandro CanoNo ratings yet
- Catálogo - Spanish Pumps 50Hz - Bomba Sumergible GoodwinDocument20 pagesCatálogo - Spanish Pumps 50Hz - Bomba Sumergible Goodwinoscar hermosilla100% (1)
- Tema 1 QUIMICA (2017)Document45 pagesTema 1 QUIMICA (2017)susana ugarteNo ratings yet
- Qué Es La Geodinámica TerrestreDocument2 pagesQué Es La Geodinámica TerrestreMariaNo ratings yet
- Solicitud de Patente A1Document15 pagesSolicitud de Patente A1Alexander Franco CastrillonNo ratings yet
- Ejercicios de transferencia de calor en procesos agroindustrialesDocument20 pagesEjercicios de transferencia de calor en procesos agroindustrialesCINTIA GOMEZ AUCEBIASNo ratings yet
- PO-MC-013 Ejecucion de Hot-TapDocument9 pagesPO-MC-013 Ejecucion de Hot-TapmekanicobucaroNo ratings yet
- Manual de Estructura MTI PDFDocument175 pagesManual de Estructura MTI PDFWilfredo DinarteNo ratings yet
- Sikatop LasticDocument3 pagesSikatop LasticfranklinNo ratings yet
- Métodos separación purificaciónDocument7 pagesMétodos separación purificaciónFernanda BlancoNo ratings yet
- Correcciones de Metodo 3 CORREGIDODocument36 pagesCorrecciones de Metodo 3 CORREGIDOKarol VRNo ratings yet
- Introduccion A Fundiciones ARENAS VERDESDocument7 pagesIntroduccion A Fundiciones ARENAS VERDESJose Agustin BarbaNo ratings yet
- ACCU-216 - CUADERNO de INFORMES Semana 2 Electronica AutomotrizDocument24 pagesACCU-216 - CUADERNO de INFORMES Semana 2 Electronica AutomotrizMiguel Angel Cajusol ReyesNo ratings yet
- Ley de Coulomb y problemas de electrostática resueltosDocument2 pagesLey de Coulomb y problemas de electrostática resueltosantonella barredaNo ratings yet
- Memoria DescriptivaDocument8 pagesMemoria DescriptivaEdgar Gutierrez BordaNo ratings yet
- Planilla de Oferta Exportable 2018Document3 pagesPlanilla de Oferta Exportable 2018Elvis Martínez MatosNo ratings yet
- PRACTICA N4 Analisis Intrumental 2007Document12 pagesPRACTICA N4 Analisis Intrumental 2007Hans LozanoNo ratings yet
- Emulsiones PDFDocument0 pagesEmulsiones PDFHenry MoyaNo ratings yet
- Curvas HistereticasDocument12 pagesCurvas HistereticasVerónica Fernández SánchezNo ratings yet
- Solución-modelo-PL-decisionDocument23 pagesSolución-modelo-PL-decisionTatiana LlanosNo ratings yet
- Leyes de Los Gases y Su Armonía enDocument17 pagesLeyes de Los Gases y Su Armonía enGabi MirandaNo ratings yet
- Uniones SoldadasDocument33 pagesUniones SoldadasVictor Angel Fuertes SaboyaNo ratings yet