You might also like
- 745865976Document16 pages745865976Eng trkNo ratings yet
- Arquivo 3Document5 pagesArquivo 3Eng trkNo ratings yet
- Gevisa QM PDocument79 pagesGevisa QM PJan RiellerNo ratings yet
- Regras de construção naval e classificaçãoDocument1,078 pagesRegras de construção naval e classificaçãoEng trkNo ratings yet
- ESAB OK ApostilaMecanicaFraturaDocument74 pagesESAB OK ApostilaMecanicaFraturawsfranca100% (7)
- SWBSMBDocument21 pagesSWBSMBEng trkNo ratings yet
- DISTORÇÕES EM SOLDAdisserta - o - de - Mestrado - Helio - Coelho - Guimaraes - SoaresDocument0 pagesDISTORÇÕES EM SOLDAdisserta - o - de - Mestrado - Helio - Coelho - Guimaraes - SoaresNilo Alberto ScheidmandelNo ratings yet
- Regras de construção naval e classificaçãoDocument1,078 pagesRegras de construção naval e classificaçãoEng trkNo ratings yet
- ESAB OK 1901102rev0 - ApostilaMetalurgiaSoldagemDocument96 pagesESAB OK 1901102rev0 - ApostilaMetalurgiaSoldagemwsfranca100% (2)
- Dimensionamento Clássico de Cordões de Solda para Estruturas EstáticasDocument17 pagesDimensionamento Clássico de Cordões de Solda para Estruturas EstáticasrenatotadeutavaresNo ratings yet
- Dimensionamento Clássico de Cordões de Solda para Estruturas EstáticasDocument17 pagesDimensionamento Clássico de Cordões de Solda para Estruturas EstáticasrenatotadeutavaresNo ratings yet
- Dimensionamento Clássico de Cordões de Solda para Estruturas EstáticasDocument17 pagesDimensionamento Clássico de Cordões de Solda para Estruturas EstáticasrenatotadeutavaresNo ratings yet
- Fundamentos Robótica MecatrônicaDocument10 pagesFundamentos Robótica MecatrônicaFelipe Viveiros da RochaNo ratings yet
- TrigonometriaDocument35 pagesTrigonometriamomadeNo ratings yet
- Roteiro Prático para Dosagem Dos Concretos EstruturaisDocument13 pagesRoteiro Prático para Dosagem Dos Concretos EstruturaisValdson PereiraNo ratings yet
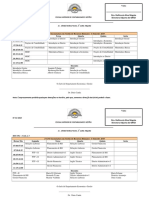
- ESCOG horários 1o e 2o anos GRH e GE 2019Document10 pagesESCOG horários 1o e 2o anos GRH e GE 2019Tomás Rosa ManhisseNo ratings yet
- Soluções (Curvas de SolubilidadeDocument38 pagesSoluções (Curvas de SolubilidadeGleisonNo ratings yet
- Teoria da membrana e análise de tensões em estruturas de concreto armadoDocument108 pagesTeoria da membrana e análise de tensões em estruturas de concreto armadoMoacyr Salles NetoNo ratings yet
- QUINE, W. Palavra e Objeto - Ascensão SemânticaDocument6 pagesQUINE, W. Palavra e Objeto - Ascensão SemânticaOsvaldo SprandelNo ratings yet
- Lista Exerc PHPDocument3 pagesLista Exerc PHPIgor MeloNo ratings yet
- II Lista Física C - 2012Document2 pagesII Lista Física C - 2012Robson CavalcanteNo ratings yet
- Implementação de funções lógicas com multiplexadorDocument17 pagesImplementação de funções lógicas com multiplexadorKelvin TanguneNo ratings yet
- Processo FundiçãoDocument15 pagesProcesso FundiçãowagnercpcNo ratings yet
- Apostila de Desenho Arquitetonico CURSO PDFDocument53 pagesApostila de Desenho Arquitetonico CURSO PDFAlana Ramalho100% (1)
- Derek Parfit - Identidade PessoalDocument18 pagesDerek Parfit - Identidade PessoalRaoul MarianNo ratings yet
- Apostila LispDocument53 pagesApostila LispHigashi MonteiroNo ratings yet
- Raciocínio lógico enigmasDocument5 pagesRaciocínio lógico enigmasDyl FerreiroNo ratings yet
- Provas Matem Tica ANTIGO 20211 APX3xlsx APs - vqvrlf6p9869gnf11062021Document1 pageProvas Matem Tica ANTIGO 20211 APX3xlsx APs - vqvrlf6p9869gnf11062021Jakson de almeidaNo ratings yet
- Referenciais No EspaçoDocument5 pagesReferenciais No EspaçoMatemática na Cidadela100% (8)
- 8 Exercícios Sobre Aplicações Das Leis de NewtonDocument70 pages8 Exercícios Sobre Aplicações Das Leis de NewtonReginaldo CoelhoNo ratings yet
- Espaço Visual Da CidadeDocument9 pagesEspaço Visual Da CidadeAntonio Leandro BarrosNo ratings yet
- Fichas Trabalho ComplementarDocument66 pagesFichas Trabalho ComplementarAnabela CorreiaNo ratings yet
- Perfis de concentração em reações de transferência de massaDocument8 pagesPerfis de concentração em reações de transferência de massaEdilton NunesNo ratings yet
- Adição e Subtração de Notação Científica - Brasil EscolaDocument1 pageAdição e Subtração de Notação Científica - Brasil EscolaBruna Balhestero DucaNo ratings yet
- Aula Teorica 2 e 3 FISI - Valoi 23Document10 pagesAula Teorica 2 e 3 FISI - Valoi 23Anil JúniorNo ratings yet
- Flexão Pura e SimplesDocument28 pagesFlexão Pura e SimplesrsainttNo ratings yet
- Momento Linear-Atividade DiscursivaDocument2 pagesMomento Linear-Atividade DiscursivaFábio José da SilvaNo ratings yet
- Apostila Excell - 30 07 2018Document54 pagesApostila Excell - 30 07 2018ViniciusNo ratings yet
- Aula 5 - Química XDocument24 pagesAula 5 - Química XGuilhermeNo ratings yet
- Ficha de Trabalho de Aplicações InformáticasDocument2 pagesFicha de Trabalho de Aplicações InformáticasIzuku MidoriyaNo ratings yet
- Métodos Numéricos Na Resolução de Equações Diferenciais Ordinárias (EDO)Document72 pagesMétodos Numéricos Na Resolução de Equações Diferenciais Ordinárias (EDO)Kelton100% (2)
- Normas de TCC Fatec Zona LesteDocument30 pagesNormas de TCC Fatec Zona Lesteausto01No ratings yet