You might also like
- Gas Rate EquationDocument2 pagesGas Rate EquationTripoli ManoNo ratings yet
- 08 Subsurface Sucker-Rod Pumps PDFDocument10 pages08 Subsurface Sucker-Rod Pumps PDFBanda ClaretNo ratings yet
- The Marx and Langenheim ModelDocument14 pagesThe Marx and Langenheim Modelحسين رامي كريم A 12No ratings yet
- Transient AnalysisDocument19 pagesTransient AnalysisjoselosabeloNo ratings yet
- WaterfloodingDocument8 pagesWaterfloodinghkaqlqNo ratings yet
- Artificial Lift Design: Experiment No: Date: - / - /2015Document19 pagesArtificial Lift Design: Experiment No: Date: - / - /2015Chaithanya Kumar DanduNo ratings yet
- SPE 152975 Using Dynamic Simulations To Optimize The Start-Up Procedure of A Lazy Horizontal Oil WellDocument11 pagesSPE 152975 Using Dynamic Simulations To Optimize The Start-Up Procedure of A Lazy Horizontal Oil Wellmatheus_moreira0990No ratings yet
- Inject MethanolDocument9 pagesInject MethanolabdounouNo ratings yet
- Korf Tutorial PDFDocument17 pagesKorf Tutorial PDFAadi Khan100% (1)
- 4 Presentation Hacksma Continuous Gas CirculationDocument28 pages4 Presentation Hacksma Continuous Gas CirculationRrelicNo ratings yet
- 9 20234 A A PPT 01 Well TestingDocument9 pages9 20234 A A PPT 01 Well TestingkienlvNo ratings yet
- PNGE 332 Lecture NotesDocument86 pagesPNGE 332 Lecture NotesZack Densmore100% (4)
- PVT Analysis Principles and ApplicationDocument2 pagesPVT Analysis Principles and ApplicationMukhtarov PgNo ratings yet
- Transient OperationsDocument44 pagesTransient OperationsAKOGU J. AKPOCHI J.No ratings yet
- Harms - Optimizing Compressors - Part 2Document31 pagesHarms - Optimizing Compressors - Part 2arispriyatmonoNo ratings yet
- PERFORM - Nodal Analysis by ExampleDocument2 pagesPERFORM - Nodal Analysis by ExampleAlfonso R. ReyesNo ratings yet
- Rigorous Method For Fire CaseDocument4 pagesRigorous Method For Fire CaseFlorin Daniel AnghelNo ratings yet
- Advanced Well TestingDocument12 pagesAdvanced Well TestingDinesh KanesanNo ratings yet
- Gas Well Deliquification 2010Document13 pagesGas Well Deliquification 2010Onlyonly MacNo ratings yet
- Calculate Bottom Hole Pressure With The Cullender and Smith MethodDocument2 pagesCalculate Bottom Hole Pressure With The Cullender and Smith Methodprateek_bhoirNo ratings yet
- خواص صخور المكمن رقم 8Document30 pagesخواص صخور المكمن رقم 8maamoun ramyNo ratings yet
- 13-Predicting PerformanceDocument29 pages13-Predicting PerformancealiNo ratings yet
- Petroleum Reservoirs Production From Petroleum ReservoirsDocument13 pagesPetroleum Reservoirs Production From Petroleum ReservoirsMahmoud Ahmed Ali AbdelrazikNo ratings yet
- 4-6 - Presentation - PCS Ferguson - Automated Solution Running Gas Lift and Plunger Lift Operations ConcurrentlyDocument26 pages4-6 - Presentation - PCS Ferguson - Automated Solution Running Gas Lift and Plunger Lift Operations ConcurrentlyJose eduardoNo ratings yet
- Reservoir Performance and PredictionDocument33 pagesReservoir Performance and PredictionBishal SarkarNo ratings yet
- Oil Gas Conversion Chart FINAL 1Document2 pagesOil Gas Conversion Chart FINAL 1Arief Budiman HermaniNo ratings yet
- SC RE Chap12-Vapour Liquid EquilibriumDocument30 pagesSC RE Chap12-Vapour Liquid EquilibriumweldsvNo ratings yet
- Buckling: Hédi Sellami Centre de GéosciencesDocument18 pagesBuckling: Hédi Sellami Centre de Géosciencesmohamed_sahnoun_enisNo ratings yet
- PVT Analysis For Oil EnglishDocument4 pagesPVT Analysis For Oil EnglishPaolo RTNo ratings yet
- Lecture 5 Production System AnalysisDocument27 pagesLecture 5 Production System AnalysisJosueGuayuscaSoriaGalvarroNo ratings yet
- Basic ESP Training: Introduction To Electrical Submersible Pump (ESP) SystemDocument12 pagesBasic ESP Training: Introduction To Electrical Submersible Pump (ESP) Systemanastasia dwiayuNo ratings yet
- SLIDE7-Gas Condst ResDocument14 pagesSLIDE7-Gas Condst ResAnonymous nztG1AGvNo ratings yet
- Well-Test Horizontal Well, Student PresentationDocument13 pagesWell-Test Horizontal Well, Student PresentationGabriel ColmontNo ratings yet
- MKPP2513: Petroleum Production EngineeringDocument15 pagesMKPP2513: Petroleum Production EngineeringhenryNo ratings yet
- JP Kenny Review APA Opex Capex March 2012 RedactedDocument119 pagesJP Kenny Review APA Opex Capex March 2012 RedactedKrystal TannerNo ratings yet
- Oil and Gas ProductionDocument38 pagesOil and Gas ProductionArun Kumar PNo ratings yet
- VX Spectra 19mm Metrological Performance - 6620824 - 01Document10 pagesVX Spectra 19mm Metrological Performance - 6620824 - 01FredyNo ratings yet
- Gas Reservoir-Water InfluxDocument12 pagesGas Reservoir-Water InfluxAnthony CabreraNo ratings yet
- Day 3-01-Volumetric Reserves Estimates - 1Document34 pagesDay 3-01-Volumetric Reserves Estimates - 1Haider AshourNo ratings yet
- Day 3-02 - Reservoir Drive Mechanisms & MBDocument149 pagesDay 3-02 - Reservoir Drive Mechanisms & MBHaider AshourNo ratings yet
- Gas Jet Pump Paper Oct03 Ipa03 e 059Document11 pagesGas Jet Pump Paper Oct03 Ipa03 e 059kglorstadNo ratings yet
- Prof. Dr. Eng: - Ahmed El-Gibaly: Suez Canal University Faculty of Pet. & Min. Eng. Petroleum Engineering DeptDocument22 pagesProf. Dr. Eng: - Ahmed El-Gibaly: Suez Canal University Faculty of Pet. & Min. Eng. Petroleum Engineering Deptcmrig74No ratings yet
- Ch3 Steam Turbine System - BoilerDocument49 pagesCh3 Steam Turbine System - BoilerAzraqul Ilmi100% (1)
- Design Review of AbsorbersDocument46 pagesDesign Review of AbsorbersAngelik MoralesNo ratings yet
- Hydrostatic Test ChartDocument10 pagesHydrostatic Test ChartAnanda ShofwanNo ratings yet
- Material Balance Estimation For OilDocument4 pagesMaterial Balance Estimation For OilPraveen Ran SubheNo ratings yet
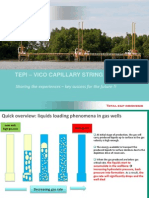
- TEPI - VICO Capillary String WorkshopDocument21 pagesTEPI - VICO Capillary String WorkshopArief FatharoniNo ratings yet
- PVT ExpressDocument28 pagesPVT ExpressAlbertoNo ratings yet
- Name:: Given Out: April 5, 2020 Due Date: April 16 2020Document4 pagesName:: Given Out: April 5, 2020 Due Date: April 16 2020الحمزه حبيبNo ratings yet
- ProductionDocument78 pagesProductionRobNo ratings yet
- Deliquification vs. Artificial LiftDocument27 pagesDeliquification vs. Artificial LiftLibya TripoliNo ratings yet
- Chapter 4 Gas Condensate ReservoirsDocument34 pagesChapter 4 Gas Condensate ReservoirsMohammed Bahram100% (1)
- Water Flooding - Reservoir Engineering CalculationsDocument41 pagesWater Flooding - Reservoir Engineering CalculationsccrabbaiNo ratings yet
- Pressure Drop in Horizontal WellDocument16 pagesPressure Drop in Horizontal WellDor SoNo ratings yet
- Ingenieria de Reservorios-Sin CandadoDocument302 pagesIngenieria de Reservorios-Sin CandadoluisfernandoNo ratings yet
- API Gas LiftDocument24 pagesAPI Gas LiftCandelario Albornoz AramayoNo ratings yet
- Gas Lift Presentation #1Document242 pagesGas Lift Presentation #1Jorge Alberto Quiza Polania100% (1)
- Gas Lift PresentationDocument242 pagesGas Lift PresentationRonald PrietoNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- IOGP Report # 459 Life-Saving RulesDocument22 pagesIOGP Report # 459 Life-Saving Rulesamra_410% (1)
- Bleo HolmDocument4 pagesBleo HolmperrychemNo ratings yet
- KLINGERsoft-chem A E HomeDocument5 pagesKLINGERsoft-chem A E HomeperrychemNo ratings yet
- Magnetic Level Indication and Bridle MeasurementsDocument12 pagesMagnetic Level Indication and Bridle MeasurementsperrychemNo ratings yet
- Leading The World in Knitted Mesh Technologies: Knitmesh Technologies Limited Knitmesh Sa (Pty) LTDDocument4 pagesLeading The World in Knitted Mesh Technologies: Knitmesh Technologies Limited Knitmesh Sa (Pty) LTDperrychemNo ratings yet
- NYR17320 SaleCatDocument78 pagesNYR17320 SaleCatperrychem100% (1)
- Polyhedral Grids in Star-Ccm+: Milovan Peri ĆDocument31 pagesPolyhedral Grids in Star-Ccm+: Milovan Peri ĆperrychemNo ratings yet
- Why ISO Standards Should Be Preferred For Metric FastenersDocument8 pagesWhy ISO Standards Should Be Preferred For Metric FastenersV Voot HorNo ratings yet
- Composition and Physical PropertiesDocument34 pagesComposition and Physical Propertieslutfi awnNo ratings yet
- Trumpf - TruLaser PDFDocument36 pagesTrumpf - TruLaser PDFNastase EduardNo ratings yet
- Computational Modelling Blackett ReviewDocument124 pagesComputational Modelling Blackett ReviewperrychemNo ratings yet
- Laser Cutting410 39553Document20 pagesLaser Cutting410 39553Eduard KunaNo ratings yet
- The Essence of Japanese Design: Rossell A Menegazzo Stefania PiottiDocument16 pagesThe Essence of Japanese Design: Rossell A Menegazzo Stefania PiottiperrychemNo ratings yet
- Gurnard Pub WalkDocument7 pagesGurnard Pub WalkperrychemNo ratings yet
- Norris Lodge: New Barn Road, East Cowes, Isle of WightDocument4 pagesNorris Lodge: New Barn Road, East Cowes, Isle of WightperrychemNo ratings yet
- Tips EMPDocument12 pagesTips EMPperrychemNo ratings yet
- Electronic Sound - Issue 35, 2017Document100 pagesElectronic Sound - Issue 35, 2017perrychem100% (2)
- Journal of Petroleum Science and Engineering: Ehsan Heidaryan, Jamshid Moghadasi, Masoud RahimiDocument6 pagesJournal of Petroleum Science and Engineering: Ehsan Heidaryan, Jamshid Moghadasi, Masoud RahimipeNo ratings yet
- No-14 FactSheet Vane Mist Eliminator (Sep 2011)Document1 pageNo-14 FactSheet Vane Mist Eliminator (Sep 2011)perrychemNo ratings yet
- An Introduction To Differential-Pressure Flow MetersDocument22 pagesAn Introduction To Differential-Pressure Flow MetersisukuruNo ratings yet
- Gas ConstantDocument2 pagesGas ConstantAnonymous ncBe0B9bNo ratings yet
- OGF Article - The Savvy Separator SeriesDocument16 pagesOGF Article - The Savvy Separator SeriesperrychemNo ratings yet
- Neeraj Kumar Masters ThesisDocument198 pagesNeeraj Kumar Masters Thesislluisvs5931No ratings yet
- Johnson Industrial ScreensDocument20 pagesJohnson Industrial ScreensperrychemNo ratings yet
- Ring Type Joint Brochure 2016Document16 pagesRing Type Joint Brochure 2016perrychemNo ratings yet
- BETE Metric CatalogDocument131 pagesBETE Metric CatalogperrychemNo ratings yet
- Sintap BRITISH STEEL BS-17 PDFDocument65 pagesSintap BRITISH STEEL BS-17 PDFkjyeom_258083906No ratings yet
- Development of The Optimal Strategy For Managing The Integrity and Production Risks Associated With Sand ProductionDocument10 pagesDevelopment of The Optimal Strategy For Managing The Integrity and Production Risks Associated With Sand ProductionperrychemNo ratings yet
- Enerscope Systems Solids TransportDocument2 pagesEnerscope Systems Solids TransportperrychemNo ratings yet
- SPT Mozley Desanding Hydrocyclones BrochureDocument2 pagesSPT Mozley Desanding Hydrocyclones BrochureperrychemNo ratings yet
- Autodesk Moldflow Insight Repackaging FAQDocument4 pagesAutodesk Moldflow Insight Repackaging FAQChu ThắngNo ratings yet
- Company Profile Prodbtech PVT LTD PuneDocument3 pagesCompany Profile Prodbtech PVT LTD PuneAashish upadhyayNo ratings yet
- Ubuntu Research (2824391)Document4 pagesUbuntu Research (2824391)Peace Runyararo MutenderiNo ratings yet
- Non Value-Adding Activities: A Comparative Study of Indonesian and Australian Construction ProjectsDocument12 pagesNon Value-Adding Activities: A Comparative Study of Indonesian and Australian Construction Projectsrohit jaiswalNo ratings yet
- Solved For A Soil With Gs 2.7, Calculate and Plot The Variat... Chegg - Com 2Document1 pageSolved For A Soil With Gs 2.7, Calculate and Plot The Variat... Chegg - Com 2Cristian A. GarridoNo ratings yet
- Sample PDFDocument4 pagesSample PDFmohsin alamNo ratings yet
- Ilovepdf MergedDocument30 pagesIlovepdf MergedKarthick S Mech KIOTNo ratings yet
- Impact of GST On Manufacturers, Distributor, and RetailersDocument4 pagesImpact of GST On Manufacturers, Distributor, and RetailersAnkit GuptaNo ratings yet
- Online Railway Reservation System Project Report PDFDocument2 pagesOnline Railway Reservation System Project Report PDFLeela Krishna IndiaNo ratings yet
- Company Profile Balaji Defence Engineering Solutions 1 - 1Document29 pagesCompany Profile Balaji Defence Engineering Solutions 1 - 1Balaji DefenceNo ratings yet
- Ieee 810Document24 pagesIeee 810Enmel Martínez Bejarano100% (1)
- BoschHeft9 E 01 PDFDocument42 pagesBoschHeft9 E 01 PDFdiegomilitojNo ratings yet
- Final Project ReportDocument61 pagesFinal Project Reportnoroz bhattiNo ratings yet
- Big Ben KingDocument23 pagesBig Ben KingMY CLUBNo ratings yet
- Montero Deed of SaleDocument2 pagesMontero Deed of SalePaulo LeonardoNo ratings yet
- Muhammad Babar Muhammad Shahbaz Muhammad IshaqDocument2 pagesMuhammad Babar Muhammad Shahbaz Muhammad IshaqAdv Imran RehmanNo ratings yet
- Lortz Manufacturing - Expansion Joints and Metal BellowsDocument3 pagesLortz Manufacturing - Expansion Joints and Metal Bellowssevero97No ratings yet
- Nce 158087Document19 pagesNce 158087Роман ДяченкоNo ratings yet
- Customer Satisfaction Towards Yamaha Bike FZ, Ambattur, ChennaiDocument7 pagesCustomer Satisfaction Towards Yamaha Bike FZ, Ambattur, ChennaiprojectseasyNo ratings yet
- QP IAS Q3001 Instrumentation Technician (Control Valves)Document51 pagesQP IAS Q3001 Instrumentation Technician (Control Valves)armin heidariNo ratings yet
- As ISO 10651.4-2004 Lung Ventilators For Medical Use Particular Requirements For Operator-Powered ResuscitatoDocument8 pagesAs ISO 10651.4-2004 Lung Ventilators For Medical Use Particular Requirements For Operator-Powered ResuscitatoSAI Global - APACNo ratings yet
- Vintage Airplane - Feb 1983Document20 pagesVintage Airplane - Feb 1983Aviation/Space History Library100% (1)
- Ahmed Abouzeid Mahmoud: Professional SummaryDocument4 pagesAhmed Abouzeid Mahmoud: Professional SummaryAhmed El-OsailyNo ratings yet
- 14H Motor Grader ASE00001-UP (MACHINE) POSEBP3328 - 54) - Document StructureDocument2 pages14H Motor Grader ASE00001-UP (MACHINE) POSEBP3328 - 54) - Document StructureAHMED2ALINo ratings yet
- 1TXH000083C0203 - System ProM CompactDocument92 pages1TXH000083C0203 - System ProM CompactFrank Fé FreitasNo ratings yet
- Crown Macro Tech 1202 2402Document36 pagesCrown Macro Tech 1202 2402danielarteagaNo ratings yet
- Design and Use of MV Current Limiting Fuses PDFDocument30 pagesDesign and Use of MV Current Limiting Fuses PDFBalamurugan ArumugamNo ratings yet
- Lab Report-Study of Different Types of Chip and Determination of Chip Reduction CoefficientDocument7 pagesLab Report-Study of Different Types of Chip and Determination of Chip Reduction Coefficientসুবোধ বালক50% (2)
- Asme b16 48 2005 Juntas Ciegas PDFDocument50 pagesAsme b16 48 2005 Juntas Ciegas PDFNguyen HaiNo ratings yet
- Mobile Virtual Network Operator PDFDocument8 pagesMobile Virtual Network Operator PDFSimbisaiNo ratings yet