You might also like
- Practical Approaches to Method Validation and Essential Instrument QualificationFrom EverandPractical Approaches to Method Validation and Essential Instrument QualificationNo ratings yet
- The Duty for Sponor Oversight in Clinical Trials: Practical Guide: 2nd Edition Clinical Data ReviewFrom EverandThe Duty for Sponor Oversight in Clinical Trials: Practical Guide: 2nd Edition Clinical Data ReviewNo ratings yet
- Uncertainity Measurement Requirements of ISO IEC 17025 2005Document28 pagesUncertainity Measurement Requirements of ISO IEC 17025 2005ahkiaenaaaaNo ratings yet
- OA03 Izdaja4 ANGLDocument20 pagesOA03 Izdaja4 ANGLzhaoyi FangNo ratings yet
- SAC Technical Guide 3-V1Document117 pagesSAC Technical Guide 3-V1shahrilzainul77No ratings yet
- 8.2.2 LAP Guidance On The Estimation of Uncertainty of Measurement - R1Document18 pages8.2.2 LAP Guidance On The Estimation of Uncertainty of Measurement - R1Catalina CiocanNo ratings yet
- TC 005Document17 pagesTC 005Valya RusevaNo ratings yet
- DP 01 26 PDFDocument17 pagesDP 01 26 PDFUus UsmanNo ratings yet
- G136 - Guidance On Decision Rules in Calibration-29205-1Document6 pagesG136 - Guidance On Decision Rules in Calibration-29205-1apabellonNo ratings yet
- Technical Note 33Document13 pagesTechnical Note 33toantranpro100% (1)
- Guidance Note NDT 001, Feb 04Document11 pagesGuidance Note NDT 001, Feb 04Stephen LewellenNo ratings yet
- Simple Methodology of Measurement Uncertainty For Mechanical Test Parameters of Plywood On Static Bending StrengthDocument8 pagesSimple Methodology of Measurement Uncertainty For Mechanical Test Parameters of Plywood On Static Bending Strengthiaset123No ratings yet
- 0341-ID-A Practical Guide For The Estimation of Uncertainty in TestingDocument33 pages0341-ID-A Practical Guide For The Estimation of Uncertainty in TestinglthyaguNo ratings yet
- p19 Caeal Unce Pol Rev 1-4Document39 pagesp19 Caeal Unce Pol Rev 1-4Januusz RuizNo ratings yet
- Guidelines For Estimating and Reporting Measurement Uncertainty of Chemical Test ResultsDocument11 pagesGuidelines For Estimating and Reporting Measurement Uncertainty of Chemical Test ResultsAlexandr ChuvakovNo ratings yet
- A2LA Policy on Estimating Measurement UncertaintyDocument4 pagesA2LA Policy on Estimating Measurement UncertaintySai FujiwaraNo ratings yet
- Evaluating Measurement Uncertainty in Clinical ChemistryDocument46 pagesEvaluating Measurement Uncertainty in Clinical ChemistrydewiNo ratings yet
- Technical Note 17 - Guidelines For The Validation and Verification of Quantitative and Qualitative Test Methods PDFDocument32 pagesTechnical Note 17 - Guidelines For The Validation and Verification of Quantitative and Qualitative Test Methods PDFhahuyquyen100% (1)
- Estimating and Reporting Measurement Uncertainty of Chemical Test ResultsDocument13 pagesEstimating and Reporting Measurement Uncertainty of Chemical Test ResultsTandhi_WahyonoNo ratings yet
- Technical Note 33Document11 pagesTechnical Note 33summerfordmNo ratings yet
- G-20-Interpretation and Guidance On The Estimation of Uncertainty of Measurement in Testing (EN)Document17 pagesG-20-Interpretation and Guidance On The Estimation of Uncertainty of Measurement in Testing (EN)Ahmad HidayatNo ratings yet
- P103 - Policy On Estimating Measurement Uncertainty For Testing Laboratories-5647-3Document4 pagesP103 - Policy On Estimating Measurement Uncertainty For Testing Laboratories-5647-3Alberto GarciaNo ratings yet
- Calibration Uncertainty PoliciesDocument6 pagesCalibration Uncertainty PoliciesaditiassNo ratings yet
- SAMM Policy 5, Measurement Uncertainty, Issue 2, 28 Feb 2007 (Amd. 2, 13 Feb 2019)Document9 pagesSAMM Policy 5, Measurement Uncertainty, Issue 2, 28 Feb 2007 (Amd. 2, 13 Feb 2019)Terrick TayNo ratings yet
- Guidelines For The Selection and Use of Certified Reference MaterialsDocument9 pagesGuidelines For The Selection and Use of Certified Reference MaterialsCarlos RoqueNo ratings yet
- Calibration Checklist AssessmentDocument6 pagesCalibration Checklist AssessmentCarlos Andres MontesNo ratings yet
- A2LA - Policy On Estimating Measurement Uncertainity For Life Sciences Testing LabsDocument10 pagesA2LA - Policy On Estimating Measurement Uncertainity For Life Sciences Testing Labszahids2kNo ratings yet
- Calibration Requirement For Lux Meter RF Transducer Technical Guide 1 29 Mar 2019Document118 pagesCalibration Requirement For Lux Meter RF Transducer Technical Guide 1 29 Mar 2019ebyjoyNo ratings yet
- NataDocument32 pagesNataFadhil RamadhanNo ratings yet
- TR 2501 17025 Cal Labs-Scales and Balances-Effective 2020 - 01!01!13976-2Document11 pagesTR 2501 17025 Cal Labs-Scales and Balances-Effective 2020 - 01!01!13976-2Direccion TecnicaNo ratings yet
- KAN K-02.01 Uncertainty in CalibrationDocument6 pagesKAN K-02.01 Uncertainty in CalibrationsujudNo ratings yet
- KAN Pd-01.04 Interpretation N Guidance On Estimation Uncertainty Measurement in TestingDocument19 pagesKAN Pd-01.04 Interpretation N Guidance On Estimation Uncertainty Measurement in Testingwahyuni buamonaNo ratings yet
- CFD For Containment A Question MarkDocument18 pagesCFD For Containment A Question Marksanjeeviaq6873No ratings yet
- 61f09e22f4757860a996e755 - AS TG 5 MU, Precision and LoD in Chemical and Micobiological LaboratoriesDocument40 pages61f09e22f4757860a996e755 - AS TG 5 MU, Precision and LoD in Chemical and Micobiological LaboratoriesdanielNo ratings yet
- Ilac G8Document11 pagesIlac G8Januusz RuizNo ratings yet
- EA 4 16 EA Guidelines On The Expression of Uncertainty in Quantitative TestingDocument27 pagesEA 4 16 EA Guidelines On The Expression of Uncertainty in Quantitative TestingBercamUSCNo ratings yet
- Section 1Document12 pagesSection 1Christos PougiasNo ratings yet
- Validation of Titrations PDFDocument28 pagesValidation of Titrations PDFFelix MendozaNo ratings yet
- Validation of TitrationsDocument28 pagesValidation of TitrationsFelix MendozaNo ratings yet
- Fluke - How Cables and Connectors Impact Measurement UncertaintyDocument30 pagesFluke - How Cables and Connectors Impact Measurement UncertaintyrobertNo ratings yet
- As TG5 Uncert of MeasureDocument29 pagesAs TG5 Uncert of MeasureDumitrescu StefanaNo ratings yet
- Nabl 143Document11 pagesNabl 143Production HeicoNo ratings yet
- CL GL (P) 02 Guidelines For Determination of Uncertainty of MeasurementDocument5 pagesCL GL (P) 02 Guidelines For Determination of Uncertainty of MeasurementDon RathnayakaNo ratings yet
- Condrete Testing Solutions LTD Rev 1: 1. PurposeDocument6 pagesCondrete Testing Solutions LTD Rev 1: 1. PurposeAnonymous TvM4DyNo ratings yet
- 5.22.18 Statements ConformityDocument29 pages5.22.18 Statements ConformityVinod KGNo ratings yet
- Nabl 141Document78 pagesNabl 141Saptarshi Das100% (3)
- Expression of Uncertainty in EMCDocument40 pagesExpression of Uncertainty in EMCDev Kumar Sil50% (2)
- Guide IncertitudesDocument117 pagesGuide IncertitudesIbtissam LabsirNo ratings yet
- AstmDocument15 pagesAstmErick Leonardo Valle MendozaNo ratings yet
- A2la p103 Lab Accreditation - CompressDocument4 pagesA2la p103 Lab Accreditation - CompressKhaled LajmiNo ratings yet
- OpenBook QTM 04 04 2009Document9 pagesOpenBook QTM 04 04 2009Nandakishore RajkumarNo ratings yet
- A2 LaDocument10 pagesA2 LaAri DhamayantiNo ratings yet
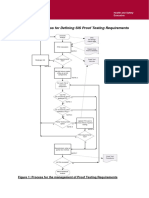
- Appendix 1: Process For Defining SIS Proof Testing RequirementsDocument8 pagesAppendix 1: Process For Defining SIS Proof Testing RequirementsBalamurugan SambanthanNo ratings yet
- A2LA Policy On Measurement TraceabilityDocument9 pagesA2LA Policy On Measurement Traceabilityjrlr65No ratings yet
- 0Hdvxuhphqw8Qfhuwdlqw/ Lq7Hvwlqj: 7Hfkqlfdo5Hsruw1R - XQHDocument27 pages0Hdvxuhphqw8Qfhuwdlqw/ Lq7Hvwlqj: 7Hfkqlfdo5Hsruw1R - XQHfaheemqcNo ratings yet
- Verifications Validations in Finite Element Analysis FEADocument23 pagesVerifications Validations in Finite Element Analysis FEARaasik JainNo ratings yet
- Verifications and Validations in Finite Element Analysis (FEA)Document23 pagesVerifications and Validations in Finite Element Analysis (FEA)raasisNo ratings yet
- ISTQB Certified Tester Advanced Level Test Manager (CTAL-TM): Practice Questions Syllabus 2012From EverandISTQB Certified Tester Advanced Level Test Manager (CTAL-TM): Practice Questions Syllabus 2012No ratings yet
- Optimization Under Stochastic Uncertainty: Methods, Control and Random Search MethodsFrom EverandOptimization Under Stochastic Uncertainty: Methods, Control and Random Search MethodsNo ratings yet
- Helifix-US-BowTie-Design-GuideDocument12 pagesHelifix-US-BowTie-Design-GuideYen Ling NgNo ratings yet
- DTO Operation ReliabilityDocument47 pagesDTO Operation ReliabilityYen Ling NgNo ratings yet
- MSc SHE Degree RequirementsDocument2 pagesMSc SHE Degree RequirementsYen Ling NgNo ratings yet
- Management of Change ReportDocument9 pagesManagement of Change ReportYen Ling NgNo ratings yet
- LIA Critical Illness Framework 2019 Standard DefinitionsDocument11 pagesLIA Critical Illness Framework 2019 Standard DefinitionsYen Ling NgNo ratings yet
- 19INT 1404013 Norfruit Smeta AR CDocument69 pages19INT 1404013 Norfruit Smeta AR CYen Ling NgNo ratings yet
- Your GIRO Payment Plan For Income Tax: DBS/POSB xxxxx2101Document2 pagesYour GIRO Payment Plan For Income Tax: DBS/POSB xxxxx2101Yen Ling NgNo ratings yet
- Risk Assessment MH25-4Document29 pagesRisk Assessment MH25-4Yen Ling NgNo ratings yet
- Hse Induction Check ListDocument2 pagesHse Induction Check ListMohammad Anwar Hossain100% (4)
- EMS Document Control Standard Operating Procedure 1.0 PurposeDocument8 pagesEMS Document Control Standard Operating Procedure 1.0 PurposeYen Ling NgNo ratings yet
- v1 3-Ae Requirements and Ae Prog Credit Exemptions Full-DocumentDocument21 pagesv1 3-Ae Requirements and Ae Prog Credit Exemptions Full-DocumentYen Ling NgNo ratings yet
- Statement of Attainment: NG Yen LingDocument1 pageStatement of Attainment: NG Yen LingYen Ling NgNo ratings yet
- Properties of Concrete Modified by Amorphous Alumina SilicateDocument6 pagesProperties of Concrete Modified by Amorphous Alumina SilicateYen Ling NgNo ratings yet
- Tejidos Royo Report 6 1Document71 pagesTejidos Royo Report 6 1Yen Ling NgNo ratings yet
- HPLC Analysis From 155 PDFDocument4 pagesHPLC Analysis From 155 PDFSalix MattNo ratings yet
- Principles of FTIR SpectrosDocument6 pagesPrinciples of FTIR SpectrosYen Ling NgNo ratings yet
- Food Nutrition PharmaceuticalsDocument6 pagesFood Nutrition PharmaceuticalsYen Ling NgNo ratings yet
- Supplier Assessment Report-Shenyang Huijing Nano Technology Co., Ltd.Document20 pagesSupplier Assessment Report-Shenyang Huijing Nano Technology Co., Ltd.Yen Ling NgNo ratings yet
- Final Year Project BEngDocument85 pagesFinal Year Project BEngYen Ling NgNo ratings yet
- HPLC Analysis From 155 PDFDocument4 pagesHPLC Analysis From 155 PDFSalix MattNo ratings yet
- An Introduction To Gas Chromatography Mass Spectrometry: Kersti - Karu@ucl - Ac.ukDocument33 pagesAn Introduction To Gas Chromatography Mass Spectrometry: Kersti - Karu@ucl - Ac.ukYen Ling NgNo ratings yet
- Yyhwencs HappyDocument6 pagesYyhwencs HappyYen Ling NgNo ratings yet
- An Introduction To Gas Chromatography Mass Spectrometry: Kersti - Karu@ucl - Ac.ukDocument33 pagesAn Introduction To Gas Chromatography Mass Spectrometry: Kersti - Karu@ucl - Ac.ukYen Ling NgNo ratings yet
- Fundamentals UV-Vis SpectrosDocument148 pagesFundamentals UV-Vis Spectrosasksankar7857100% (10)
- HPLC Analysis From 155 PDFDocument4 pagesHPLC Analysis From 155 PDFSalix MattNo ratings yet
- Principles of FTIR SpectrosDocument6 pagesPrinciples of FTIR SpectrosYen Ling NgNo ratings yet
- Fundamentals UV-Vis SpectrosDocument148 pagesFundamentals UV-Vis Spectrosasksankar7857100% (10)
- Principles of FTIR SpectrosDocument6 pagesPrinciples of FTIR SpectrosYen Ling NgNo ratings yet
- Fundamentals UV-Vis SpectrosDocument148 pagesFundamentals UV-Vis Spectrosasksankar7857100% (10)
- HPLC Analysis From 155 PDFDocument4 pagesHPLC Analysis From 155 PDFSalix MattNo ratings yet
- 2D Barcode Verification Process Implementation GuidelineDocument40 pages2D Barcode Verification Process Implementation GuidelineDanish HermawanNo ratings yet
- 43 WTCA QC Manual AC10 Add On COMPLETED EXAMPLEDocument6 pages43 WTCA QC Manual AC10 Add On COMPLETED EXAMPLEAhmed GomaaNo ratings yet
- AITC Test Methods PDFDocument45 pagesAITC Test Methods PDFMichaelYeeNo ratings yet
- LFR: Flexible, Clip-Around Current Probe For Use in Power MeasurementsDocument11 pagesLFR: Flexible, Clip-Around Current Probe For Use in Power MeasurementsAnonymous F71F47EnKNo ratings yet
- REOI (, QA, IT, Servyer and Design Engineer ,)Document5 pagesREOI (, QA, IT, Servyer and Design Engineer ,)MEWNo ratings yet
- (BS EN 13201-4) - Road Lighting. Part 4. Methods of Measuring Lighting PerformanceDocument41 pages(BS EN 13201-4) - Road Lighting. Part 4. Methods of Measuring Lighting PerformanceVinko RazlNo ratings yet
- HOBO® MX Water Level Logger (MX2001-0x) Manual: SpecificationsDocument13 pagesHOBO® MX Water Level Logger (MX2001-0x) Manual: SpecificationsAlvaro Arley Cardona GutiérrezNo ratings yet
- Honeywell UDC 2000Document12 pagesHoneywell UDC 2000Emil Ghiorghiu50% (2)
- 2.6.3.1 Water - Cooled.chiller - Construction.checklistDocument4 pages2.6.3.1 Water - Cooled.chiller - Construction.checklistdana setiawanNo ratings yet
- Calibration NDTDocument11 pagesCalibration NDTAnbalagan RenuNo ratings yet
- Se No CrystalDocument1,000 pagesSe No Crystalwilton alves da silvaNo ratings yet
- PosiChek3 Troubleshooting GuideDocument31 pagesPosiChek3 Troubleshooting GuideDaniel LagosNo ratings yet
- Calibrating a Pressure Gauge and Calculating ErrorDocument3 pagesCalibrating a Pressure Gauge and Calculating Error047-Nidhi HingankarNo ratings yet
- Calibration Procedure for Decade Voltage Dividers 835, 836, 837Document7 pagesCalibration Procedure for Decade Voltage Dividers 835, 836, 837enticoNo ratings yet
- Gas Analyzer ML206 OGDocument36 pagesGas Analyzer ML206 OGdocktpNo ratings yet
- EN Validating Mapping A Chamber PDFDocument4 pagesEN Validating Mapping A Chamber PDFgt1875No ratings yet
- Instrument Mechanic CTS2.0 NSQF-4Document108 pagesInstrument Mechanic CTS2.0 NSQF-4togahardlife7No ratings yet
- Manual Casio G-Shock Mudmaster GG-B100-1AER (40 Páginas)Document1 pageManual Casio G-Shock Mudmaster GG-B100-1AER (40 Páginas)trushooNo ratings yet
- Blaine Fineness Astm C 204Document13 pagesBlaine Fineness Astm C 204John Christian PiñonNo ratings yet
- Astm D 3999 - 91 R03Document15 pagesAstm D 3999 - 91 R03AnamulKabirNo ratings yet
- Protocol For Noise MonitoringDocument6 pagesProtocol For Noise Monitoringsunil belvekarNo ratings yet
- Sae J 211 - 1Document21 pagesSae J 211 - 1WVPNo ratings yet
- Instrumentation CatalogDocument26 pagesInstrumentation Catalogcacalot93No ratings yet
- Digital Flow Meter (G2S10N09GMA) Manual 1Document16 pagesDigital Flow Meter (G2S10N09GMA) Manual 1VladimirNo ratings yet
- Set up digital flow meterDocument6 pagesSet up digital flow meterChhoan NhunNo ratings yet
- ISO 17025 Uncertainty Calculations: Onur ÇETİNER, M.SC - EE Spark Kalibrasyon Hizmetleri Ltd. Şti. - Ankara, TurkeyDocument27 pagesISO 17025 Uncertainty Calculations: Onur ÇETİNER, M.SC - EE Spark Kalibrasyon Hizmetleri Ltd. Şti. - Ankara, Turkeyravi mehtaNo ratings yet
- Saudi Aramco Test Report: Mech-Calibration Test Report-Pressure Recorder SATR-A-2004 25-May-05Document1 pageSaudi Aramco Test Report: Mech-Calibration Test Report-Pressure Recorder SATR-A-2004 25-May-05Anonymous S9qBDVkyNo ratings yet
- Ravaglioli Wheel Aligner ManualDocument24 pagesRavaglioli Wheel Aligner ManualJohn Dare100% (2)
- Petroleum Development Oman: Engineering Reference DocumentDocument35 pagesPetroleum Development Oman: Engineering Reference DocumentRoshin99No ratings yet
- Assesment 1 EDM Calibration SurveyDocument5 pagesAssesment 1 EDM Calibration SurveySam CarusoNo ratings yet