You might also like
- Shipping Container Homes - The U - Anthony HofmanDocument212 pagesShipping Container Homes - The U - Anthony HofmanMarcelo Andres Barrios Espinoza79% (14)
- Omct 1Document60 pagesOmct 1AkhilGovindNo ratings yet
- Theory of Wire DrawingDocument27 pagesTheory of Wire Drawinggamini ranaweera80% (5)
- Production ManagementDocument218 pagesProduction ManagementGaneshNo ratings yet
- Petroleum Refining Notes 1Document5 pagesPetroleum Refining Notes 1api-304149645No ratings yet
- PVC Properties and UsesDocument46 pagesPVC Properties and UsesKuldeep PanchalNo ratings yet
- Production ManagementDocument268 pagesProduction ManagementmeenakshisundramNo ratings yet
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Module 1 Introduction To Production and Operation ManagementDocument6 pagesModule 1 Introduction To Production and Operation ManagementJupiter WhitesideNo ratings yet
- Production and Operations Management GuideDocument193 pagesProduction and Operations Management GuideR A GelilangNo ratings yet
- 5th Term - Operations ManagementDocument58 pages5th Term - Operations ManagementShreedharNo ratings yet
- FSSC Document KitDocument11 pagesFSSC Document KitDarja SubotičkiNo ratings yet
- Lubrication Question AnswersDocument2 pagesLubrication Question Answersrejeesh_rajendran50% (4)
- Production and Operation Management PPT at BEC DOMS BAGALKOTDocument238 pagesProduction and Operation Management PPT at BEC DOMS BAGALKOTBabasab Patil (Karrisatte)67% (3)
- Zero DefectDocument1 pageZero DefectadobactNo ratings yet
- Operations Management Notes For 5 Units2014 PDFDocument148 pagesOperations Management Notes For 5 Units2014 PDFkarunakarandctNo ratings yet
- ManualDocument8 pagesManualSherif AdelNo ratings yet
- Introduction to Production and Operations ManagementDocument313 pagesIntroduction to Production and Operations ManagementvasantharaoNo ratings yet
- Introduction to Production and Operations ManagementDocument130 pagesIntroduction to Production and Operations ManagementNida Mahmood100% (1)
- Production and Materials ManagementDocument114 pagesProduction and Materials ManagementBabasab Patil (Karrisatte)50% (2)
- Volume 3 Burning WorkshopDocument59 pagesVolume 3 Burning WorkshopmkpqNo ratings yet
- Production ManagementDocument435 pagesProduction ManagementKota Mani Kanta100% (1)
- Process PlanningDocument41 pagesProcess PlanningUsmanGhaniNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Production Management Module 1 Course Notes PDFDocument25 pagesProduction Management Module 1 Course Notes PDFAnissa Negra Akrout100% (1)
- Manufacturing and Operations ManagementDocument52 pagesManufacturing and Operations ManagementRohit DhawareNo ratings yet
- Mod 1Document39 pagesMod 1Aitesham JamadarNo ratings yet
- Production Management Assessment (1)Document55 pagesProduction Management Assessment (1)PranavNo ratings yet
- PM Full NotesDocument28 pagesPM Full NotesThippana GomathiNo ratings yet
- Cycle Time Calculation-Unit - 1 - Industrial - Automation PDFDocument17 pagesCycle Time Calculation-Unit - 1 - Industrial - Automation PDFzainikamal1975No ratings yet
- Production Management: Directorate of Distance Education Guru Jambheshwar University HISAR-125001Document218 pagesProduction Management: Directorate of Distance Education Guru Jambheshwar University HISAR-125001Ashish KumarNo ratings yet
- Production Operation Management Lecture NotesDocument54 pagesProduction Operation Management Lecture NotespoojaNo ratings yet
- Production FunctionDocument19 pagesProduction FunctionBlessed MajahaNo ratings yet
- Week 1-3Document6 pagesWeek 1-3KAYE MARIE CANIANo ratings yet
- Production: Unit 1 Operations ManagementDocument26 pagesProduction: Unit 1 Operations ManagementRajat PawanNo ratings yet
- Bba 303Document218 pagesBba 303ashishkumarsharma123No ratings yet
- Unit 1 1. What Is Operation Management? Discuss About Scope and Objectives?Document48 pagesUnit 1 1. What Is Operation Management? Discuss About Scope and Objectives?Sudheer NaiduNo ratings yet
- AIM (Unit 1)Document46 pagesAIM (Unit 1)0iamkaran0No ratings yet
- PoM Unit - 1Document21 pagesPoM Unit - 1Dharani C KNo ratings yet
- Production MGTDocument26 pagesProduction MGTvaishsrinivasNo ratings yet
- Introduction To Production and Operation Management: Components of A SystemDocument26 pagesIntroduction To Production and Operation Management: Components of A SystemculvertsNo ratings yet
- Productions and Operations Management (AutoSave)Document45 pagesProductions and Operations Management (AutoSave)DABHI PARTHNo ratings yet
- Unit IIDocument60 pagesUnit IIsachinkashidNo ratings yet
- UNIT 1 (Prod - Operations) BBA-5Document58 pagesUNIT 1 (Prod - Operations) BBA-5Harshita BishtNo ratings yet
- 1 Unit1Document18 pages1 Unit1mathankumarjkkNo ratings yet
- ECNG3021 - L01&Tut POS Nov1010Document10 pagesECNG3021 - L01&Tut POS Nov1010Marlon BoucaudNo ratings yet
- POM Notes For Cycle TestDocument42 pagesPOM Notes For Cycle TestKiruthika BaskarNo ratings yet
- Operations Management Lecture - 1Document7 pagesOperations Management Lecture - 1tusharNo ratings yet
- Production Management NotesDocument58 pagesProduction Management NotesRohan GentyalNo ratings yet
- DMBA 201 Production and Operations ManagementDocument368 pagesDMBA 201 Production and Operations ManagementParas ThakanNo ratings yet
- MGMT Unit 1Document12 pagesMGMT Unit 15461 VINAYAK HANDENo ratings yet
- 44 Master of Business AdministrationDocument19 pages44 Master of Business AdministrationDharm BaraiyaNo ratings yet
- ch10 Part 1Document12 pagesch10 Part 1Watiq KhanNo ratings yet
- Optimize Operations ManagementDocument38 pagesOptimize Operations ManagementSe SathyaNo ratings yet
- Introduction To Production and Operation Management: SystemDocument25 pagesIntroduction To Production and Operation Management: SystemsujianushNo ratings yet
- Operations Management Syllabus GuideDocument75 pagesOperations Management Syllabus GuideAnanda KrishnanNo ratings yet
- Introduction to Production and Operations ManagementDocument130 pagesIntroduction to Production and Operations ManagementTHIMMAIAH BAYAVANDA CHINNAPPANo ratings yet
- Introduction to Production and Operations ManagementDocument268 pagesIntroduction to Production and Operations ManagementRavuri KishoreNo ratings yet
- Through Chemical or Mechanical Process To Create or Enhance The Utility of The Product To The User."Document9 pagesThrough Chemical or Mechanical Process To Create or Enhance The Utility of The Product To The User."Mohit GuptaNo ratings yet
- CBM ReviewerDocument8 pagesCBM Reviewerkrain dropNo ratings yet
- OM Unit IDocument22 pagesOM Unit IJagadish MaturuNo ratings yet
- M-1 Chap. 1 OMTQM MidtermsDocument10 pagesM-1 Chap. 1 OMTQM MidtermsGelayieNo ratings yet
- Production ManagementDocument25 pagesProduction ManagementAurelio Espinoza AbalosNo ratings yet
- Production Planning & Control FrameworkDocument3 pagesProduction Planning & Control FrameworkSunil SharmaNo ratings yet
- Unit 2Document79 pagesUnit 2sofiya syedNo ratings yet
- Section One-Bus.103Document3 pagesSection One-Bus.103Mina TarekNo ratings yet
- TOPIC-III-Intro-to-IE 17Document16 pagesTOPIC-III-Intro-to-IE 17Princess joy De RuedaNo ratings yet
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Quotation FibreDocument1 pageQuotation FibreRajesh BapuNo ratings yet
- Thdcil PDFDocument9 pagesThdcil PDFSANOJKUMAR824209No ratings yet
- Thermal Ansys ExperimentsDocument32 pagesThermal Ansys ExperimentsRajesh BapuNo ratings yet
- WireDrawingProcessExplainedDocument5 pagesWireDrawingProcessExplainedRajesh Bapu100% (1)
- Compression Molding GuidelinesDocument30 pagesCompression Molding GuidelinesadhityaNo ratings yet
- READING Automated+Systems+in+the+GH MycaertDocument5 pagesREADING Automated+Systems+in+the+GH MycaertRajesh BapuNo ratings yet
- JournalsDocument1 pageJournalsRajesh BapuNo ratings yet
- Anna University Trichi Rescheduled Timetable 2012Document37 pagesAnna University Trichi Rescheduled Timetable 2012Vignesh J ShivaNo ratings yet
- AppFormPDFServlet RamkyDocument3 pagesAppFormPDFServlet RamkyRajesh BapuNo ratings yet
- AppFormPDFServlet RamkyDocument3 pagesAppFormPDFServlet RamkyRajesh BapuNo ratings yet
- Paper Teaching Managers Human Values Posted To WebsiteDocument14 pagesPaper Teaching Managers Human Values Posted To WebsiteSuman BhattacharyaNo ratings yet
- Mechanical Engineering SyllabusDocument81 pagesMechanical Engineering Syllabussankarsuper83No ratings yet
- Anna University Revaluation Results for KLN College of EngineeringDocument6 pagesAnna University Revaluation Results for KLN College of EngineeringSanthosh BapuNo ratings yet
- Bangladesh & Global Studies Class NotesDocument3 pagesBangladesh & Global Studies Class NotesanonymousNo ratings yet
- Inventory Management: Answers To QuestionsDocument9 pagesInventory Management: Answers To Questionsjinu220No ratings yet
- Juliusgrass ReportDocument75 pagesJuliusgrass ReportJulius Matege100% (1)
- EGN 5620 Enterprise Production Planning Master DataDocument61 pagesEGN 5620 Enterprise Production Planning Master DataMohammadNo ratings yet
- Fazal Cloth Mills LTDDocument24 pagesFazal Cloth Mills LTDYasmeenJahanNo ratings yet
- An Introduction To Total Productive Maintenance (TPM)Document3 pagesAn Introduction To Total Productive Maintenance (TPM)Abdul RahimNo ratings yet
- Prepared by Debby Bloom-Hill Cma, CFMDocument55 pagesPrepared by Debby Bloom-Hill Cma, CFMAlondra SerranoNo ratings yet
- A Study On Consumer Behaviour About Remanufactured Electronic Gadgets in Indian MarketDocument10 pagesA Study On Consumer Behaviour About Remanufactured Electronic Gadgets in Indian MarketarcherselevatorsNo ratings yet
- Worksheet 5 ProductionDocument2 pagesWorksheet 5 ProductionChelz CarasNo ratings yet
- MT Series Chamber Furnaces GuideDocument6 pagesMT Series Chamber Furnaces GuideAndyNo ratings yet
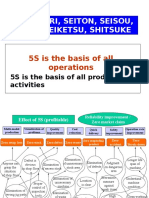
- 5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsDocument21 pages5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsAtul SharmaNo ratings yet
- TdsDocument4 pagesTdsSatish VishnubhotlaNo ratings yet
- Inventory Management Report On BMTF FinalDocument16 pagesInventory Management Report On BMTF FinalKhabirIslamNo ratings yet
- Basco Type ESDocument8 pagesBasco Type ESkawag51241No ratings yet
- Effective Use of Waste Marble Powder As Partial 1Document29 pagesEffective Use of Waste Marble Powder As Partial 1AkashDashNo ratings yet
- Cube Test ReportDocument12 pagesCube Test ReportWeei Zhee70No ratings yet
- NESMAN Manpower Utilization and Costs ReportDocument55 pagesNESMAN Manpower Utilization and Costs ReportFaiq RehmanNo ratings yet
- The Current State of Worldwide Standards of Ductile IronDocument8 pagesThe Current State of Worldwide Standards of Ductile IronN.PalaniappanNo ratings yet
- Leaflet - IDEA StatiCa SteelDocument3 pagesLeaflet - IDEA StatiCa SteelpgyzNo ratings yet
- Gypsum BoardDocument11 pagesGypsum BoardFavorSea Industrial Channel Limited, Building Materials DivisionNo ratings yet
- Aeroshell GreasesDocument4 pagesAeroshell GreasesCleiton Luiz CordeiroNo ratings yet








![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)