You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- S02RJHA00 Pz1Document1 pageS02RJHA00 Pz1imamuddeenNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Document title for engineering drawing tolerancesDocument1 pageDocument title for engineering drawing tolerancesimamuddeenNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Iec 60404-8-5Document8 pagesIec 60404-8-5imamuddeenNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- ReworkDocument2 pagesReworkimamuddeenNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- S02SK9A00Document1 pageS02SK9A00imamuddeenNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Iei Epitome March 2016Document10 pagesIei Epitome March 2016imamuddeenNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Pre-machined ring gear drawing releasedDocument1 pagePre-machined ring gear drawing releasedimamuddeenNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- S02RMEA00Document1 pageS02RMEA00imamuddeenNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- R05ADIA00Document1 pageR05ADIA00imamuddeenNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Iec 60684-3-248 2007Document7 pagesIec 60684-3-248 2007imamuddeenNo ratings yet
- General Overall ChecklistDocument1 pageGeneral Overall ChecklistimamuddeenNo ratings yet
- RR Fixture Component Price List 1Document4 pagesRR Fixture Component Price List 1imamuddeenNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- IEI News March 2016Document14 pagesIEI News March 2016imamuddeenNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- VisualCast 1Document2 pagesVisualCast 1imamuddeenNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- 108 - 44 1423218450 Detailed - Advt 15 2015 PDFDocument11 pages108 - 44 1423218450 Detailed - Advt 15 2015 PDFPriyanka ChauhanNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 108 - 44 1423218450 Detailed - Advt 15 2015 PDFDocument11 pages108 - 44 1423218450 Detailed - Advt 15 2015 PDFPriyanka ChauhanNo ratings yet
- 07 - Zinc and Its AlloysDocument22 pages07 - Zinc and Its AlloysessnelsonNo ratings yet
- CallDocument1 pageCallNirmal mehtaNo ratings yet
- 08 - Other Significant AlloysDocument24 pages08 - Other Significant Alloysyaswanth1992No ratings yet
- MetallurgyDocument17 pagesMetallurgyirajfarji2481No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Jaguar Grad Undergrad 2015 2Document48 pagesJaguar Grad Undergrad 2015 2imamuddeenNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- 164828NA4 LWC UsaDocument2 pages164828NA4 LWC UsaimamuddeenNo ratings yet
- Absorption & Stripping Design OptimizationDocument11 pagesAbsorption & Stripping Design OptimizationWaleed AkbarNo ratings yet
- Friction Stir Welding and ProcessingDocument78 pagesFriction Stir Welding and Processingdrey127No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Delhi-Jaipur-Agra Tour ProgramDocument1 pageDelhi-Jaipur-Agra Tour ProgramimamuddeenNo ratings yet
- GATE Metallurgical Engineering 2008Document12 pagesGATE Metallurgical Engineering 2008imamuddeenNo ratings yet
- 04 - Copper and Copper AlloysDocument40 pages04 - Copper and Copper AlloysAbdallah Ibrahem100% (2)
- List of ScholarshipDocument9 pagesList of ScholarshipimamuddeenNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Design of Absorber EquipmentDocument45 pagesDesign of Absorber Equipmentmeikrismahariyanto100% (8)
- Welding MetallurgyDocument16 pagesWelding MetallurgyimamuddeenNo ratings yet
- 2007-Catálogo Burndy ConectoresDocument724 pages2007-Catálogo Burndy ConectoresAlexis ArayNo ratings yet
- Ji MMMMMMMMMMDocument6 pagesJi MMMMMMMMMMGeorgian GradeaNo ratings yet
- Backsaw Project PDFDocument61 pagesBacksaw Project PDFgustavhbNo ratings yet
- Heavy Metal PresentationDocument18 pagesHeavy Metal PresentationluvlytemperantalNo ratings yet
- Ferrous Metals and Alloys Lecture (BMFG2323Document42 pagesFerrous Metals and Alloys Lecture (BMFG2323Juffrizal KarjantoNo ratings yet
- VanadiumDocument12 pagesVanadiumEkha Kirei100% (1)
- Experimental Techniques for Investigating Calcium Ferrite Slags at Metallic Copper SaturationDocument8 pagesExperimental Techniques for Investigating Calcium Ferrite Slags at Metallic Copper SaturationDiego JaquesNo ratings yet
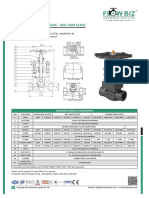
- FlowBiz Forged Steel Globe Valve 1500 ClassDocument2 pagesFlowBiz Forged Steel Globe Valve 1500 ClassFlowBiz Exports Pvt. Ltd.No ratings yet
- 16-Nut & WasherDocument1 page16-Nut & Washerhesham alhelaleeNo ratings yet
- Engine Bearing MaterialsDocument4 pagesEngine Bearing Materialspugazh MarinerNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Alloy-Steel and Stainless Steel Bolting For High Temperature or High Pressure Service and Other Special Purpose ApplicationsDocument14 pagesAlloy-Steel and Stainless Steel Bolting For High Temperature or High Pressure Service and Other Special Purpose Applicationssafak kahramanNo ratings yet
- Aluminium-Alloy-6082-T6 or T651Document2 pagesAluminium-Alloy-6082-T6 or T651Marcelo Noé CorsiNo ratings yet
- Bolts and TighteningDocument4 pagesBolts and TighteningArassen RunNo ratings yet
- ASME V Liquid Penentrant ExaminationDocument10 pagesASME V Liquid Penentrant ExaminationAlejandroNo ratings yet
- Stock AnalysisDocument286 pagesStock AnalysisMBNo ratings yet
- Check ValvesDocument44 pagesCheck ValvesOlawale John AdeotiNo ratings yet
- Aluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesDocument3 pagesAluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesMellierNo ratings yet
- PAC - 316L Stainless Steel Tubing DatasheetDocument1 pagePAC - 316L Stainless Steel Tubing DatasheetChan Yong SoonNo ratings yet
- Aisi 1020Document2 pagesAisi 1020Azhar HussainNo ratings yet
- Fibula Plate SynthesDocument32 pagesFibula Plate SynthesGeorgios MandelasNo ratings yet
- Duralumin Poles Are Preferred To Those Made of FiberglassDocument1 pageDuralumin Poles Are Preferred To Those Made of FiberglassAnca TruţaNo ratings yet
- Steam Jet EjectorDocument6 pagesSteam Jet Ejectorjayanta_198967% (3)
- 100 AC-DC: FeaturesDocument3 pages100 AC-DC: FeaturesLee Chong EeNo ratings yet
- Din 1652-3 Grade 16Mncr5 Treated To Ferritic-Pearlite Structure and Cold-DrawnDocument3 pagesDin 1652-3 Grade 16Mncr5 Treated To Ferritic-Pearlite Structure and Cold-DrawnairkadNo ratings yet
- Vanadium Alloyed SteelsDocument8 pagesVanadium Alloyed Steelskarthik vasan bNo ratings yet
- Bolts - M DP 001Document1 pageBolts - M DP 001jlmeseguer508No ratings yet
- Heat Resistant Alloy HN Data SheetDocument2 pagesHeat Resistant Alloy HN Data SheetAzize RazamNo ratings yet
- Flame Straightening S355Document9 pagesFlame Straightening S355Anonymous oI04sS100% (1)
- Shape Memory AlloysDocument16 pagesShape Memory AlloysIvan HernandezNo ratings yet
- Transmission OPGW Fittings ClosuresDocument20 pagesTransmission OPGW Fittings ClosuresARCC2030No ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisFrom EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)