You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- AC Choke CalculationDocument2 pagesAC Choke CalculationSri VarshiniNo ratings yet
- ELX304 Ref ExamDocument13 pagesELX304 Ref ExamNadeesha Bandara0% (1)
- Lecture 1 3Document62 pagesLecture 1 3Sivakumar PothirajNo ratings yet
- Medium-Voltage Motor Starters and Protection: An Overview of Electrical and Mechanical InterlocksDocument3 pagesMedium-Voltage Motor Starters and Protection: An Overview of Electrical and Mechanical InterlocksOliver HermosaNo ratings yet
- All About OpampDocument46 pagesAll About OpampVamsi BobbaNo ratings yet
- Fortron PPS Material SpecDocument59 pagesFortron PPS Material Specranjan_ganapathiNo ratings yet
- Hfe Harman Kardon Avr139 141 142 Service 230 PDFDocument83 pagesHfe Harman Kardon Avr139 141 142 Service 230 PDFGoran Kunac100% (1)
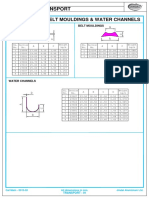
- Moulding & Transport: Half Rounds, Belt Mouldings & Water ChannelsDocument1 pageMoulding & Transport: Half Rounds, Belt Mouldings & Water Channelsranjan_ganapathiNo ratings yet
- Machinery Vibration and RotordynamicsDocument32 pagesMachinery Vibration and Rotordynamicsranjan_ganapathiNo ratings yet
- Turbo Guidelines Contact ConvergenceDocument2 pagesTurbo Guidelines Contact Convergenceranjan_ganapathiNo ratings yet
- Introduction MeshingDocument20 pagesIntroduction Meshingbotan_mihaiNo ratings yet
- Fastener HandoutDocument32 pagesFastener HandoutRaifan RaizerNo ratings yet
- 2008 Int ANSYS Conf Guidelines Contact ConvergenceDocument29 pages2008 Int ANSYS Conf Guidelines Contact ConvergenceIzzuddin RosliNo ratings yet
- Lindsay Greer Jan12 Lecture1Document73 pagesLindsay Greer Jan12 Lecture1ranjan_ganapathiNo ratings yet
- VLSI 100 QuestionsDocument2 pagesVLSI 100 QuestionsAman BatraNo ratings yet
- Measure RC Circuits with an OscilloscopeDocument3 pagesMeasure RC Circuits with an OscilloscopeEdd BloomNo ratings yet
- KBU10005 THRU KBU1010: Single Phase Silicon Bridge RectifierDocument2 pagesKBU10005 THRU KBU1010: Single Phase Silicon Bridge RectifierThomas ThomasNo ratings yet
- Silicon N-Channel Power MOSFET CS4145 A8H Technical SpecificationsDocument10 pagesSilicon N-Channel Power MOSFET CS4145 A8H Technical SpecificationsHidayat KhanNo ratings yet
- Mechanics of MicroelectronicsDocument14 pagesMechanics of MicroelectronicsViky AleksiouNo ratings yet
- Important Questions from Class 1&2Document5 pagesImportant Questions from Class 1&2Debdeep BhattacharyaNo ratings yet
- BPSU CIT Electronics Shop DescriptionDocument2 pagesBPSU CIT Electronics Shop DescriptionMisty HughesNo ratings yet
- World Skills 2011 enDocument11 pagesWorld Skills 2011 enS.i. FairusNo ratings yet
- 400w Psu tl494Document9 pages400w Psu tl494Dhimiter KocaNo ratings yet
- Fdim 2010 QRP Challenge Nt7sDocument6 pagesFdim 2010 QRP Challenge Nt7sshubhamformeNo ratings yet
- SK9822-2020 LED DatasheetDocument16 pagesSK9822-2020 LED DatasheetDaisyNo ratings yet
- A Comparative Analysis of Conventional 8051 Micro Controller With Modern Ultra Low Power MSP430Document15 pagesA Comparative Analysis of Conventional 8051 Micro Controller With Modern Ultra Low Power MSP430Nishit ChittoraNo ratings yet
- KA5Q1265RFDocument17 pagesKA5Q1265RFLudwig Sohn GottesNo ratings yet
- 04 - Second-Order Effects On MOSFET Small Signal ModelDocument27 pages04 - Second-Order Effects On MOSFET Small Signal ModelWinnie LahNo ratings yet
- Step-Down DC-DC Converter PDFDocument8 pagesStep-Down DC-DC Converter PDFGenetic JohnNo ratings yet
- Dry ContactsDocument2 pagesDry ContactsDiwakar MishraNo ratings yet
- Dok TD Iri1 Ere - NewDocument32 pagesDok TD Iri1 Ere - NewirfanWPKNo ratings yet
- Libreria Total2Document214 pagesLibreria Total2Gabotte GettoNo ratings yet
- An 5076 PDFDocument15 pagesAn 5076 PDFVishal dtuNo ratings yet
- UVtron TPT1021E PDFDocument4 pagesUVtron TPT1021E PDFAgam ArlandoNo ratings yet
- Edc Quiz 2Document2 pagesEdc Quiz 2Tilottama DeoreNo ratings yet
- Microwave ExperimentDocument10 pagesMicrowave ExperimentsachinNo ratings yet
- DD2003Document3 pagesDD2003Carlos Eduardo SiqueiraNo ratings yet
- TV Remote Control Jammer Circuit Using 555 Timer ICDocument9 pagesTV Remote Control Jammer Circuit Using 555 Timer ICKarthik NivarthiNo ratings yet