You might also like
- TN005 - Guidelines For Designing To As 4100 When Imported Materials Are InvolvedDocument7 pagesTN005 - Guidelines For Designing To As 4100 When Imported Materials Are InvolvedAndy AcousticNo ratings yet
- Hot Rolled Structural Brochure 2016Document16 pagesHot Rolled Structural Brochure 2016LNo ratings yet
- Con 1303Document8 pagesCon 1303chef100% (1)
- OSST Know Your Steel Guide January 2010Document61 pagesOSST Know Your Steel Guide January 2010mehul2011No ratings yet
- Use of Flat Slabs in Multi-Storey Commercial Building Situated in High Seismic ZoneDocument14 pagesUse of Flat Slabs in Multi-Storey Commercial Building Situated in High Seismic ZoneZimit SukhadiaNo ratings yet
- UWS CompositeBeam ShearConnectionDocument15 pagesUWS CompositeBeam ShearConnectionMuhammad AsroriNo ratings yet
- Analysis of Large Bracing Connections Designs For Heavy ConstructionDocument25 pagesAnalysis of Large Bracing Connections Designs For Heavy Constructiondaniel.j.mccarthyNo ratings yet
- Sherman - Extended Shear TabsDocument148 pagesSherman - Extended Shear TabsRohan KarandeNo ratings yet
- CIA Z11 Presentation 2022Document14 pagesCIA Z11 Presentation 2022John Van RooyenNo ratings yet
- The Australian House Building ManualDocument128 pagesThe Australian House Building ManualKc TanNo ratings yet
- Metric Threaded Inserts: Design GuideDocument26 pagesMetric Threaded Inserts: Design GuideKesavan DhuraiNo ratings yet
- Encased ColumnsDocument14 pagesEncased ColumnsjimmyfontanaNo ratings yet
- Fib Model Code For Concrete Structures 2010:: Mastering Challenges and Encountering New OnesDocument7 pagesFib Model Code For Concrete Structures 2010:: Mastering Challenges and Encountering New Onesgsmrbharath_91No ratings yet
- Engineering Structures: SciencedirectDocument8 pagesEngineering Structures: SciencedirectFeleki AttilaNo ratings yet
- Media File Corrigenda To Connections 12 V2webcolDocument9 pagesMedia File Corrigenda To Connections 12 V2webcolRC Dela RocaNo ratings yet
- ESKOM Medupi Power Station Crawl Beam Calculation SheetDocument22 pagesESKOM Medupi Power Station Crawl Beam Calculation SheetMbalekelwa MpembeNo ratings yet
- DDA 3164 BEAM Shear Deflection and CrackDocument20 pagesDDA 3164 BEAM Shear Deflection and CrackZayyan RomjonNo ratings yet
- 17-185 Salary-Guide Engineering AustraliaDocument4 pages17-185 Salary-Guide Engineering AustraliaAndi Priyo JatmikoNo ratings yet
- History of Shear Design PresentationDocument42 pagesHistory of Shear Design PresentationMuhammad AbdullahNo ratings yet
- SpeediBolt Range DCP SPB 001Document24 pagesSpeediBolt Range DCP SPB 001eusufiqbalNo ratings yet
- AISI S913-13 - SDocument18 pagesAISI S913-13 - SEdison BecerraNo ratings yet
- 1990 Pekoz Design of Cold-Formed Steel Screw ConnectionsDocument15 pages1990 Pekoz Design of Cold-Formed Steel Screw ConnectionsmabuhamdNo ratings yet
- BIA - Steel Lintel DesignDocument7 pagesBIA - Steel Lintel Designgpax42No ratings yet
- 11-Continuous Composite Beams PDFDocument55 pages11-Continuous Composite Beams PDFfNo ratings yet
- Ba16 97Document83 pagesBa16 97yeezhexiang100% (1)
- CIVL5277 Lecture 8 - Design of Tension and Compression MembersDocument48 pagesCIVL5277 Lecture 8 - Design of Tension and Compression Membersjihe0020No ratings yet
- Mastermesh Perforated MetalDocument8 pagesMastermesh Perforated MetalnovadistributorsNo ratings yet
- Software Verification: AISC-360-10 Example 001Document9 pagesSoftware Verification: AISC-360-10 Example 001Davico HernandezNo ratings yet
- Introduction Nash HB RLRSFDocument8 pagesIntroduction Nash HB RLRSFDenise2512No ratings yet
- Crack Control of Slabs - Design BookletDocument81 pagesCrack Control of Slabs - Design BookletAndré BiscayaNo ratings yet
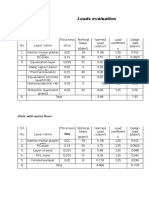
- Loads Evaluation: TerraceDocument9 pagesLoads Evaluation: Terraceandreeah37No ratings yet
- Shear Strength of Reinforced Concrete Beams Under Uniformly Distributed LoadsDocument10 pagesShear Strength of Reinforced Concrete Beams Under Uniformly Distributed LoadsMoataz M. M. Rizk100% (1)
- General Design of Rectangular Tanks: The Walls Are Designed Both For Direct Tension and Bending MomentDocument17 pagesGeneral Design of Rectangular Tanks: The Walls Are Designed Both For Direct Tension and Bending MomentAlvin AsinguaNo ratings yet
- Ce591intro F10Document31 pagesCe591intro F10cart_thickNo ratings yet
- Civil Design Help - Foundation For Rotating Equipment PDFDocument31 pagesCivil Design Help - Foundation For Rotating Equipment PDFoluomo1No ratings yet
- Ramset AnchorsDocument60 pagesRamset Anchorsmercab15No ratings yet
- CVEN3302 Structural Steel Design Lecture OutlineDocument404 pagesCVEN3302 Structural Steel Design Lecture Outlineroy jackNo ratings yet
- NZ ReidBar™ Design Guide 2016Document36 pagesNZ ReidBar™ Design Guide 2016jcvalenciaNo ratings yet
- Designing A Timber Beam Using AS 1720.1:2010 (Amdt 3)Document58 pagesDesigning A Timber Beam Using AS 1720.1:2010 (Amdt 3)Andrew ArahaNo ratings yet
- Defining Torsion in Master FrameDocument5 pagesDefining Torsion in Master FramekatoNo ratings yet
- Warning: Commonwealth of AustraliaDocument3 pagesWarning: Commonwealth of AustraliaChan Nov100% (1)
- Structural Engineering VUDocument6 pagesStructural Engineering VUshan kumarNo ratings yet
- Manual 9T Edge Lifter 2017 V1.0Document8 pagesManual 9T Edge Lifter 2017 V1.0darren dmuscat1hotmail.comNo ratings yet
- Australian Steel StrengthDocument5 pagesAustralian Steel StrengthDonald HamiltonNo ratings yet
- Ancon QwikFoot and QwikFix Threaded Inserts Design GuideDocument36 pagesAncon QwikFoot and QwikFix Threaded Inserts Design GuideDan MoldoveanuNo ratings yet
- "Hybrid" Light Steel Panel and Modular Systems PDFDocument11 pages"Hybrid" Light Steel Panel and Modular Systems PDFTito MuñozNo ratings yet
- AS/NZS 1170.2 Wind Standard AmendmentsDocument2 pagesAS/NZS 1170.2 Wind Standard AmendmentsPratik KaleNo ratings yet
- Load Difference in NZ CodeDocument7 pagesLoad Difference in NZ CodeAslam KyonNo ratings yet
- Masonry ArchDocument35 pagesMasonry ArchSaurabh PednekarNo ratings yet
- Guide For Compliant Construction of Timber Windows and Doors in Bushfi Re-Prone AreasDocument16 pagesGuide For Compliant Construction of Timber Windows and Doors in Bushfi Re-Prone AreasCarlos D. GuiradosNo ratings yet
- The Application of Flexural Methods To Torsional Analysis of Thin-Walled Open SectionsDocument10 pagesThe Application of Flexural Methods To Torsional Analysis of Thin-Walled Open SectionsRm1262100% (1)
- Earthquake Action in Australia - Background and ApplicationDocument10 pagesEarthquake Action in Australia - Background and ApplicationThong NguyenNo ratings yet
- Two Way Concrete Floor With Slab Bands Longitudinal Bands Analysis and DesignDocument70 pagesTwo Way Concrete Floor With Slab Bands Longitudinal Bands Analysis and Designmusiomi2005No ratings yet
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionFrom EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo ratings yet
- Time-dependent Behaviour and Design of Composite Steel-concrete StructuresFrom EverandTime-dependent Behaviour and Design of Composite Steel-concrete StructuresNo ratings yet
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesFrom EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNo ratings yet
- High Speed Train DerailmentsDocument10 pagesHigh Speed Train DerailmentsAndy AcousticNo ratings yet
- Prequalification of Mechanical Splices For Reinforcing Bars in Seismic ConditionsDocument8 pagesPrequalification of Mechanical Splices For Reinforcing Bars in Seismic ConditionsAndy AcousticNo ratings yet
- Reducing railway risk through strategic contractingDocument5 pagesReducing railway risk through strategic contractingAndy AcousticNo ratings yet
- Vehicle Activated SignsDocument15 pagesVehicle Activated SignsAndy AcousticNo ratings yet
- Bridge Girders-Strength at TransferDocument11 pagesBridge Girders-Strength at TransferAndy AcousticNo ratings yet
- G Perelmuter Et AlDocument12 pagesG Perelmuter Et AlAndy AcousticNo ratings yet
- B JohnstonDocument9 pagesB JohnstonAndy AcousticNo ratings yet
- New Evolutions For High Speed Rail Line Bridge Design Criteria and Corresponding Design ProceduresDocument6 pagesNew Evolutions For High Speed Rail Line Bridge Design Criteria and Corresponding Design ProceduresAndy AcousticNo ratings yet
- New Zealand's ETCS ExperienceDocument7 pagesNew Zealand's ETCS ExperienceAndy AcousticNo ratings yet
- P Boulden Et AlDocument6 pagesP Boulden Et AlAndy AcousticNo ratings yet
- R JusticeDocument9 pagesR JusticeAndy AcousticNo ratings yet
- CPN 25 - Fly Ash and Its Use in ConcreteDocument12 pagesCPN 25 - Fly Ash and Its Use in ConcreteAndy AcousticNo ratings yet
- KiwiRail bridge inspection standards benchmarked internationallyDocument10 pagesKiwiRail bridge inspection standards benchmarked internationallyAndy AcousticNo ratings yet
- R Park Et AlDocument9 pagesR Park Et AlAndy AcousticNo ratings yet
- M McDonald Et AlDocument10 pagesM McDonald Et AlAndy AcousticNo ratings yet
- Column Base Plate DesignDocument9 pagesColumn Base Plate DesignDeepakDhimanNo ratings yet
- Design of Culvert and Small Bridge Rehabilitation For The Task and Required Lifespan - and The Implications OnDocument5 pagesDesign of Culvert and Small Bridge Rehabilitation For The Task and Required Lifespan - and The Implications OnAndy AcousticNo ratings yet
- Fatigue Design Bridges AustraliaDocument13 pagesFatigue Design Bridges Australiatsh3718No ratings yet
- Stress-Wave Testing of PilesDocument5 pagesStress-Wave Testing of PilesDae Yeol KimNo ratings yet
- R JusticeDocument9 pagesR JusticeAndy AcousticNo ratings yet
- CPN 25 - Fly Ash and Its Use in Concrete PDFDocument8 pagesCPN 25 - Fly Ash and Its Use in Concrete PDFAndy AcousticNo ratings yet
- R Bucher Et AlDocument9 pagesR Bucher Et AlAndy AcousticNo ratings yet
- Bridge Technical Note On Collision ProtectionDocument9 pagesBridge Technical Note On Collision ProtectionAndy AcousticNo ratings yet
- MTR Int Land Use & Planning Core2008Document7 pagesMTR Int Land Use & Planning Core2008Andy AcousticNo ratings yet
- Engg Spreadsheet NewDocument278 pagesEngg Spreadsheet NewAndy Acoustic100% (2)
- Building The Case For Rail - The Wellington Regional RailDocument12 pagesBuilding The Case For Rail - The Wellington Regional RailAndy AcousticNo ratings yet
- Early Detection of Wheel Flats Using Wagon BodyDocument10 pagesEarly Detection of Wheel Flats Using Wagon BodyAndy AcousticNo ratings yet
- Repair & Modification of NZ Railway TunnelDocument12 pagesRepair & Modification of NZ Railway TunnelAndy AcousticNo ratings yet
- Energy Density Approach To Calculation of Inelastic Strain-Stress Near Notches and CracksDocument25 pagesEnergy Density Approach To Calculation of Inelastic Strain-Stress Near Notches and CracksTanmay SinghNo ratings yet
- 694-3 - R10KDocument5 pages694-3 - R10KJosé AdelinoNo ratings yet
- Orientation of Students to Science TopicsDocument115 pagesOrientation of Students to Science TopicsShaynie Mhe Amar AntonioNo ratings yet
- GE6251 Basic Civil and Mechanical Engineering Regulation 2013 Lecture NotesDocument112 pagesGE6251 Basic Civil and Mechanical Engineering Regulation 2013 Lecture NotesSasi Dharan100% (1)
- Topic 8.1 - Energy SourcesDocument92 pagesTopic 8.1 - Energy SourcesAnshulNo ratings yet
- CE 481 Solid Waste & Environmental PollutionDocument140 pagesCE 481 Solid Waste & Environmental PollutionDamini ThakurNo ratings yet
- International Journal of Mechanical Sciences: Chong Li, Hui-Shen Shen, Hai Wang, Zhefeng YuDocument10 pagesInternational Journal of Mechanical Sciences: Chong Li, Hui-Shen Shen, Hai Wang, Zhefeng Yuali_biscoeatNo ratings yet
- MTU 4R0120 DS125: Diesel Generator SetDocument4 pagesMTU 4R0120 DS125: Diesel Generator Setsaneesh81No ratings yet
- Anterior Segment OctDocument53 pagesAnterior Segment OctA.c. RaghuNo ratings yet
- The Circle and Its Parts: NameDocument4 pagesThe Circle and Its Parts: NameDaniel DubeNo ratings yet
- B D Khosla Practical ChemistryDocument6 pagesB D Khosla Practical ChemistryJaswinder Sidhu18% (11)
- Chapter 3 - Vectors and Coordinate Systems - SolutionsDocument7 pagesChapter 3 - Vectors and Coordinate Systems - SolutionsJeff BEzosNo ratings yet
- PV LimitDocument9 pagesPV Limitadam100% (1)
- George Van TasselDocument2 pagesGeorge Van TasselManea SilviuNo ratings yet
- V Dy DT A DV DT: Indian Language School GR Xi Physics Worksheet-1 2022-23 Chapter: Motion in A Straight Line SolutionsDocument3 pagesV Dy DT A DV DT: Indian Language School GR Xi Physics Worksheet-1 2022-23 Chapter: Motion in A Straight Line SolutionsRudra RoshanNo ratings yet
- Comment On "The One-Dimensional Harmonic Oscillator PDFDocument2 pagesComment On "The One-Dimensional Harmonic Oscillator PDFJosé HoyosNo ratings yet
- TP PDFDocument1 pageTP PDFRîkèñ PâtélNo ratings yet
- Important Link For Class XII - 1Document3 pagesImportant Link For Class XII - 1Utsaw SagarNo ratings yet
- Contrasts Between Finite and Infinite Dimensional Spaces and Between Normed and Inner Product SpacesDocument5 pagesContrasts Between Finite and Infinite Dimensional Spaces and Between Normed and Inner Product SpacesQuinton WestrichNo ratings yet
- Lightning Protection System Analysis of High Voltage 70 KV Transmission Line in Area With High Lightning Density, Study Case Sutt 70 KV MalangDocument8 pagesLightning Protection System Analysis of High Voltage 70 KV Transmission Line in Area With High Lightning Density, Study Case Sutt 70 KV MalangGdeKomangFmoNo ratings yet
- Monninghoff 546 - DatasheetDocument11 pagesMonninghoff 546 - DatasheetirfannadineNo ratings yet
- Committed To Quality Assurance And Certified In Accordance With DIN EN ISO 9001 08.94Document8 pagesCommitted To Quality Assurance And Certified In Accordance With DIN EN ISO 9001 08.94อุดมเดช ปานเงินNo ratings yet
- Sunon DC Brushless Fan & Blower - (190-E)Document88 pagesSunon DC Brushless Fan & Blower - (190-E)1cisco1No ratings yet
- Introduction To Chemical Engineering Thermodynamics - 7th Ed - Smith, Van Ness & Abbot PDFDocument709 pagesIntroduction To Chemical Engineering Thermodynamics - 7th Ed - Smith, Van Ness & Abbot PDFmangelmp78% (18)
- Presentation Echometer Gas InterferenceDocument28 pagesPresentation Echometer Gas InterferenceCarolina Junca RodriguezNo ratings yet
- LV 2000LowVolumeDocument2 pagesLV 2000LowVolumeDian MiauNo ratings yet
- Ultrasonic FlowmetersDocument30 pagesUltrasonic Flowmetersvcharles0% (1)
- Stopping Sight DistanceDocument28 pagesStopping Sight DistanceEman MousaNo ratings yet
- Ref. - No.: 261 - Ruston Gas Turbine Power Generation PackagesDocument8 pagesRef. - No.: 261 - Ruston Gas Turbine Power Generation Packagesscribdkhatn0% (1)
- ACI - Measurement of Properties of Fiber Reinforced ConcreteDocument12 pagesACI - Measurement of Properties of Fiber Reinforced ConcreteTran Tuan Kiet100% (1)