You might also like
- Auditoria Protocolos MinsalDocument18 pagesAuditoria Protocolos MinsalXimena Torres75% (4)
- Antecedentes Historicos Del Derecho TributarioDocument5 pagesAntecedentes Historicos Del Derecho TributarioEdgarNo ratings yet
- Preparación y EmpaqueDocument79 pagesPreparación y EmpaqueMonica100% (1)
- Diagrama de Bloques de Un OsciloscopioDocument4 pagesDiagrama de Bloques de Un OsciloscopioDiana0% (3)
- Iniciación en el esoterismo occidentalDocument17 pagesIniciación en el esoterismo occidentalMelchizedek de MemphisNo ratings yet
- El libre albedrío es una nadaDocument236 pagesEl libre albedrío es una nadaJonatan DanieleNo ratings yet
- MaquiaveloDocument2 pagesMaquiavelorocio garcia barriosNo ratings yet
- Enciclopedia de Notafilia y Escripofilia EspañolaDocument34 pagesEnciclopedia de Notafilia y Escripofilia EspañolaJose Antonio Castellanos100% (2)
- Farmacología de Los Antagonistas de Los Bloqueantes Neuromusculares EMCDocument10 pagesFarmacología de Los Antagonistas de Los Bloqueantes Neuromusculares EMCcaasandra prietoNo ratings yet
- Progreso del aventurero advenedizoDocument230 pagesProgreso del aventurero advenedizoJhonatan LO25% (4)
- Fernando Vidal Tarea s3Document4 pagesFernando Vidal Tarea s3fernando vidalNo ratings yet
- Prueba de Ciencias Naturales Grado QuintoDocument2 pagesPrueba de Ciencias Naturales Grado QuintoEdson Noel Flórez Alvarado100% (2)
- F00011661-Latinobarometro 2020 Cuestionario EspDocument7 pagesF00011661-Latinobarometro 2020 Cuestionario EspJosé Alexandre Silva JúniorNo ratings yet
- Ley de HookeDocument5 pagesLey de HookeJerson Berru VelásquezNo ratings yet
- Rúbrica Del Mapa MentalDocument2 pagesRúbrica Del Mapa MentalVazquez Cpsi Silvia100% (1)
- Paso - 3 - Profundización - Trabajo ColaborativoDocument6 pagesPaso - 3 - Profundización - Trabajo ColaborativoSebastian Steven Roche RiveraNo ratings yet
- CFC 16 Educacion Fisica Mat PartDocument53 pagesCFC 16 Educacion Fisica Mat Partulisesm2103No ratings yet
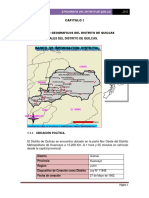
- DX QuilcasDocument26 pagesDX QuilcasnicenoconstantinopolNo ratings yet
- Planificación MatemáticasDocument2 pagesPlanificación MatemáticasEmilio V UchihaNo ratings yet
- Sistema Integrado de GestiónDocument34 pagesSistema Integrado de GestiónAbel CarrNo ratings yet
- Desarrollo de NegociosDocument12 pagesDesarrollo de NegociosInnovador NavarreteNo ratings yet
- Inbound MarketingDocument13 pagesInbound MarketingCeleste VeraNo ratings yet
- Perforacion TimpanicaDocument9 pagesPerforacion TimpanicaVanessaNo ratings yet
- Patrones de asentamiento Salinar en Cerro SalturDocument45 pagesPatrones de asentamiento Salinar en Cerro SalturKelita Perez CubasNo ratings yet
- Investigación de ContabilidadDocument5 pagesInvestigación de ContabilidadGeorena ZambranoNo ratings yet
- Contrato auditoría segurosDocument11 pagesContrato auditoría segurosFxbro HdxlgoNo ratings yet
- Tareas 3 Lapso Geografia 2Document4 pagesTareas 3 Lapso Geografia 2YoinirethNo ratings yet
- Guia de Repaso Fracciones, Potencias Raiz Cuadrada 8Document6 pagesGuia de Repaso Fracciones, Potencias Raiz Cuadrada 8Maria Laura FernándezNo ratings yet
- Determinacion de CarbonatosDocument10 pagesDeterminacion de CarbonatosHANZ LEONNo ratings yet
- Procedimiento de carga y traslado de tuberíasDocument18 pagesProcedimiento de carga y traslado de tuberíasRodrigo Enrico San MartinNo ratings yet