You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Uponor PEX Plumbing Solutions GuideDocument73 pagesUponor PEX Plumbing Solutions GuideMaxmore Karumamupiyo100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Royal Enfield Bullet RETIRED-MODELS-PARTS-CATALOGUE PDFDocument318 pagesRoyal Enfield Bullet RETIRED-MODELS-PARTS-CATALOGUE PDFbimalamarnathNo ratings yet
- Sandblasting Process ExplainedDocument19 pagesSandblasting Process ExplainedJeet GuptaNo ratings yet
- Third Quarter Science 8: Content StandardDocument19 pagesThird Quarter Science 8: Content StandardGypsie Ann Pacon100% (1)
- Polymerisation Practice TEPEDocument39 pagesPolymerisation Practice TEPEDr. Dure Najaf Iqbal100% (3)
- What Is PneumaticsDocument9 pagesWhat Is PneumaticsbimalamarnathNo ratings yet
- United States Patent: Aoki Et Al. (45) Date of Patent: Aug. 8, 2017Document21 pagesUnited States Patent: Aoki Et Al. (45) Date of Patent: Aug. 8, 2017bimalamarnathNo ratings yet
- Red Shift Plywood MonocoqueDocument3 pagesRed Shift Plywood Monocoquebimalamarnath100% (1)
- The Science of Self-LubricationDocument3 pagesThe Science of Self-LubricationRanjit RjtNo ratings yet
- Kamglide Catalog PDFDocument12 pagesKamglide Catalog PDFfahreezNo ratings yet
- Stabilization and Anlysisng PropertiesDocument14 pagesStabilization and Anlysisng PropertiesHarshaka Maduwatha JansNo ratings yet
- Polymer CapacitorDocument19 pagesPolymer CapacitorGilberto ManhattanNo ratings yet
- Small STNTechnical ManualDocument8 pagesSmall STNTechnical ManualMajid KhanNo ratings yet
- Comparison of Phytoremediation Process On Tempe Waste Water Using Three Types of Aquatic PlantsDocument9 pagesComparison of Phytoremediation Process On Tempe Waste Water Using Three Types of Aquatic PlantsYhanaNo ratings yet
- Emulsiones (Sativay)Document15 pagesEmulsiones (Sativay)Cesar DuqueNo ratings yet
- Failure Analysis of Metal Alloy Propeller Shafts: SciencedirectDocument4 pagesFailure Analysis of Metal Alloy Propeller Shafts: SciencedirectAfiq IkhwanNo ratings yet
- Spectrofotometru SpectroDirect (De La Lovibond)Document360 pagesSpectrofotometru SpectroDirect (De La Lovibond)FlaviusNo ratings yet
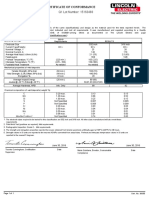
- Certificate of Conformance: Q1 Lot Number: 15163483Document1 pageCertificate of Conformance: Q1 Lot Number: 15163483interx00No ratings yet
- Carbohydrate Polymers: A B A B A B ADocument10 pagesCarbohydrate Polymers: A B A B A B AKeiidys MartinezNo ratings yet
- Pamphlet 001 Chlorine BasicsDocument61 pagesPamphlet 001 Chlorine Basicsthorem100% (1)
- GilbertDocument24 pagesGilbertVibhuti BhargavaNo ratings yet
- M.E.Forge Tech: Customer:M/s L & T Valves LimitedDocument1 pageM.E.Forge Tech: Customer:M/s L & T Valves LimitedK.s. Raghavendra KumarNo ratings yet
- CO-PO MappingDocument6 pagesCO-PO MappingArun Kumar100% (1)
- Effects of Broken Clay Bricks in Treatment of Grey Water To Be Used For IrrigationDocument33 pagesEffects of Broken Clay Bricks in Treatment of Grey Water To Be Used For IrrigationFred BamwineNo ratings yet
- Эластомер 9045 MSDSDocument17 pagesЭластомер 9045 MSDSElena KhotulevaNo ratings yet
- 1 PBDocument12 pages1 PBLela MaelaNo ratings yet
- Forming Processes (MP Module 3)Document77 pagesForming Processes (MP Module 3)Kailas Sree ChandranNo ratings yet
- Information Booklet Elements Compounds and MixturesDocument40 pagesInformation Booklet Elements Compounds and MixturesnowhinesonchemistryNo ratings yet
- Katalog Mikrofilter Facet AllDocument12 pagesKatalog Mikrofilter Facet Alltogentong100% (1)
- Pamphlet 152 - Edition 4 - April 2018Document29 pagesPamphlet 152 - Edition 4 - April 2018acidoanimalNo ratings yet
- Wobbe Index - WikipediaDocument3 pagesWobbe Index - Wikipediabala rNo ratings yet
- Selected Questions On Chapter 4 Reactions in Aqueous Solutions Circle The Correct AnswerDocument15 pagesSelected Questions On Chapter 4 Reactions in Aqueous Solutions Circle The Correct AnswerRola FikriNo ratings yet
- FAME - Automated Fatty Acid Derivatization & GC - MS AnalysisDocument3 pagesFAME - Automated Fatty Acid Derivatization & GC - MS AnalysisHushla ShudriNo ratings yet
- GENETIC MATERIALS: DNA, GENES, CHROMOSOMES, REPLICATION, TRANSCRIPTION AND TRANSLATIONDocument1 pageGENETIC MATERIALS: DNA, GENES, CHROMOSOMES, REPLICATION, TRANSCRIPTION AND TRANSLATIONDimas HernadyNo ratings yet
- Ex 2disesl IndexDocument6 pagesEx 2disesl IndexSalman AlshammariNo ratings yet
- Convincing Worldwide: HERMETIC Pumps in The Refrigeration IndustryDocument28 pagesConvincing Worldwide: HERMETIC Pumps in The Refrigeration IndustryJose Ignacio Figueroa CortesNo ratings yet