You might also like
- Water Gas Shift Reaction: Research Developments and ApplicationsFrom EverandWater Gas Shift Reaction: Research Developments and ApplicationsNo ratings yet
- Ruthenium Catalyst For Treatment of Water Containing Concentrated Organic WasteDocument7 pagesRuthenium Catalyst For Treatment of Water Containing Concentrated Organic WastesunliasNo ratings yet
- Reaction Engineering of Emerging Oxidation Processes: P.L. Mills, R.V. ChaudhariDocument13 pagesReaction Engineering of Emerging Oxidation Processes: P.L. Mills, R.V. ChaudhariCod HalalNo ratings yet
- Wet Air Oxidation and Catalytic Wet Air Oxidation For Refinery Spent Caustic DegradationDocument7 pagesWet Air Oxidation and Catalytic Wet Air Oxidation For Refinery Spent Caustic DegradationSudeep MukherjeeNo ratings yet
- Ahn 2016Document6 pagesAhn 2016Marcel HidajatNo ratings yet
- Catalyst Fundamentals - Dispersed ModelDocument17 pagesCatalyst Fundamentals - Dispersed Modelandono kusuma jatiNo ratings yet
- Basic Yellow Conversion Ni - MgAlODocument6 pagesBasic Yellow Conversion Ni - MgAlONAJAT EL KHAOUANo ratings yet
- Benitez_et_al._1999Document8 pagesBenitez_et_al._1999demclassychiczNo ratings yet
- Farr Auto 2007Document34 pagesFarr Auto 2007jesus.gerson.1996No ratings yet
- O A T A O Oatao: Pen Rchive Oulouse Rchive UverteDocument16 pagesO A T A O Oatao: Pen Rchive Oulouse Rchive UverteamirulhaqimNo ratings yet
- Phan Et Al. - 2018 - Hydroxyapatite Supported Bimetallic Cobalt and NicDocument12 pagesPhan Et Al. - 2018 - Hydroxyapatite Supported Bimetallic Cobalt and NicSơn PhanThanhNo ratings yet
- We Air Oxidation As A Pretreatment Option For Selective Biodegradability Enhancement and Biogas Generation Potential From Complex Effluent BTDocument8 pagesWe Air Oxidation As A Pretreatment Option For Selective Biodegradability Enhancement and Biogas Generation Potential From Complex Effluent BTsarath6142No ratings yet
- HPU/06 - Hydrogen Production from Fossil and Biomass FuelsDocument4 pagesHPU/06 - Hydrogen Production from Fossil and Biomass FuelsMazen OthmanNo ratings yet
- Fauth 2005Document19 pagesFauth 2005Jeff DiffNo ratings yet
- Experimental Study of The OxidativeDocument13 pagesExperimental Study of The OxidativeRafael RíosNo ratings yet
- Recent Progress in Syngas Production Via Catalytic CO2 Hydrogenation ReactionDocument11 pagesRecent Progress in Syngas Production Via Catalytic CO2 Hydrogenation Reactionkishore dasmunshiNo ratings yet
- Route of The Catalytic Oxidation of Phenol in Aqueous PhaseDocument17 pagesRoute of The Catalytic Oxidation of Phenol in Aqueous Phaseedgarpinzon21No ratings yet
- Ribeiro 2009Document11 pagesRibeiro 2009chen19111005 KFUEITNo ratings yet
- Continuous Hydrogen Production by SequenDocument10 pagesContinuous Hydrogen Production by SequenwameathNo ratings yet
- Treatment of Landfill Leachate by Reverse Osmosis: Water Research February 1999Document7 pagesTreatment of Landfill Leachate by Reverse Osmosis: Water Research February 1999My Bloom StyleNo ratings yet
- Process Description Alphakat Update Dec 2010Document20 pagesProcess Description Alphakat Update Dec 2010Son Timur100% (2)
- 1 s2.0 S002195171830232X MainDocument12 pages1 s2.0 S002195171830232X MainGustavo gomesNo ratings yet
- Flowchart For AcetaldehydeDocument2 pagesFlowchart For Acetaldehydeyigitilgaz0% (1)
- Electrochemical Mineralization of PollutantsDocument7 pagesElectrochemical Mineralization of PollutantsGloria Garcia RodriguezNo ratings yet
- Catalysis: The Key To Waste Minimization: Roger A. SheldonDocument8 pagesCatalysis: The Key To Waste Minimization: Roger A. SheldonprashantNo ratings yet
- 10.1007@s11356 017 0746 ZDocument12 pages10.1007@s11356 017 0746 ZFarah TalibNo ratings yet
- hydrogen_productionDocument7 pageshydrogen_productionsnamprogNo ratings yet
- 5Document11 pages5deboNo ratings yet
- Iliuta Et al-2013-AIChE JournalDocument14 pagesIliuta Et al-2013-AIChE JournalJuan Pa GuerreroNo ratings yet
- Production of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno CatalystDocument6 pagesProduction of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno Catalystpetro121No ratings yet
- Water Pollution Causes and SolutionsDocument8 pagesWater Pollution Causes and SolutionsJoan254No ratings yet
- Photocatalytic Decomposition of 1,2-Dichlorobenzene Using TiO2 FilmsDocument8 pagesPhotocatalytic Decomposition of 1,2-Dichlorobenzene Using TiO2 Films罗代兵No ratings yet
- Benito 2015Document13 pagesBenito 2015rahmanNo ratings yet
- Thermal ManagementDocument15 pagesThermal ManagementKiran JojiNo ratings yet
- Fraga Dubreuil2006Document8 pagesFraga Dubreuil2006Phuong Duy Nguyen HoangNo ratings yet
- Acid Rain in Distilleries in Pakistan: AbstractDocument3 pagesAcid Rain in Distilleries in Pakistan: AbstractQasim ShahzadNo ratings yet
- Separation and Purification TechnologyDocument7 pagesSeparation and Purification TechnologyFarah TalibNo ratings yet
- Discussion On White Paper: On The Future of Plasma Science in Environmental, For Gas Conversion and AgricultureDocument20 pagesDiscussion On White Paper: On The Future of Plasma Science in Environmental, For Gas Conversion and AgricultureSi Thu HanNo ratings yet
- KINETICDocument9 pagesKINETICGabriel BonciuNo ratings yet
- 2019 2 Zone Dry Reforming FB and MR CejDocument10 pages2019 2 Zone Dry Reforming FB and MR Cejmehrdad mahmoudiNo ratings yet
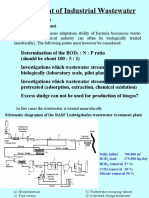
- Treatment of Industrial WastewaterDocument25 pagesTreatment of Industrial WastewaterdzikreeNo ratings yet
- Modeling and Simulation of Water Gas Shift ReactorDocument23 pagesModeling and Simulation of Water Gas Shift ReactorRaneem YameenNo ratings yet
- Catalytic Conversion of Methane To Hydrogen Using Nickle Catalyst in A Palladium Membrane ReactorDocument15 pagesCatalytic Conversion of Methane To Hydrogen Using Nickle Catalyst in A Palladium Membrane ReactorRakeshKumarNo ratings yet
- Understanding Chemical ProcessesDocument12 pagesUnderstanding Chemical ProcessesChaitanya Potti100% (1)
- Photocatalytic Degradation of Phenol Using Fe(III)-doped TiO2Document27 pagesPhotocatalytic Degradation of Phenol Using Fe(III)-doped TiO2Gin ManNo ratings yet
- Ateka 2021Document10 pagesAteka 2021Oliver FermaniNo ratings yet
- 28-3-62-Kinetic Study of Dry Reforming of Methane Over Ni-Ce - Al2O3 Catalyst With DeactivationDocument11 pages28-3-62-Kinetic Study of Dry Reforming of Methane Over Ni-Ce - Al2O3 Catalyst With DeactivationWassachol SumarasinghaNo ratings yet
- Applied Catalysis B: Environmental: A. Abd El-Moemen, G. Kuc Erova, R.J. BehmDocument14 pagesApplied Catalysis B: Environmental: A. Abd El-Moemen, G. Kuc Erova, R.J. BehmRonnie GenezNo ratings yet
- SCWO Journal Review Destroys Toxic Organic WastewatersDocument10 pagesSCWO Journal Review Destroys Toxic Organic WastewatersRodolfo Angulo OlaisNo ratings yet
- H2 ProductionDocument25 pagesH2 ProductionMohini SharmaNo ratings yet
- Petroleum Refinery Hydrogen Production Unit ExergyDocument8 pagesPetroleum Refinery Hydrogen Production Unit ExergylovegrkNo ratings yet
- Articulo Base para ReaccionesDocument11 pagesArticulo Base para ReaccionesValentina Hernandez LopezNo ratings yet
- Wet Air OxidationDocument42 pagesWet Air OxidationSiddharth ChoksiNo ratings yet
- Python Project SynopsisDocument30 pagesPython Project SynopsisAshish RoshanNo ratings yet
- Lecture 16Document15 pagesLecture 16Fabiha Shafi MimNo ratings yet
- Catalysts-last-lectureDocument23 pagesCatalysts-last-lectureyuvi78312No ratings yet
- IBA Carbonation 2006 B128 73 RefDocument7 pagesIBA Carbonation 2006 B128 73 RefMike LiuNo ratings yet
- Journal of Analytical and Applied PyrolysisDocument6 pagesJournal of Analytical and Applied PyrolysisCarlos AlvarezNo ratings yet
- 1 s2.0 S2666016423001366 MainDocument10 pages1 s2.0 S2666016423001366 MainChan Yong SoonNo ratings yet
- Pre-Release Model Answers - Figure 1 - 6 Marker - Example 1Document3 pagesPre-Release Model Answers - Figure 1 - 6 Marker - Example 1slayerslayer1231No ratings yet
- Level SpreaderDocument18 pagesLevel SpreaderMrityunjay MallikNo ratings yet
- Final Pre Board Plumbing Code Answers KeyDocument14 pagesFinal Pre Board Plumbing Code Answers KeyJeinevie T. MaurilloNo ratings yet
- Chapter 3 Sewerage SystemDocument15 pagesChapter 3 Sewerage SystemshambelNo ratings yet
- Economic and Environmental Impacts of Current Mega Projects in BangladeshDocument8 pagesEconomic and Environmental Impacts of Current Mega Projects in BangladeshAmmer Yaser MehetanNo ratings yet
- WATER SUPPLY (PDF - Io)Document34 pagesWATER SUPPLY (PDF - Io)Maher Abdullah100% (1)
- Designing a Biogas Facility for Waste ManagementDocument69 pagesDesigning a Biogas Facility for Waste ManagementWILMA JANENo ratings yet
- CEE 577 Lecture #2 Water Quality Modeling FundamentalsDocument9 pagesCEE 577 Lecture #2 Water Quality Modeling FundamentalsHilda IsfanoviNo ratings yet
- Matanglawin: The Philippines Growing Plastic ProblemDocument8 pagesMatanglawin: The Philippines Growing Plastic ProblemChelsea Marie CastilloNo ratings yet
- Environment EssayDocument2 pagesEnvironment EssayGajendra GurjarNo ratings yet
- English Listening and Reading Exam QuestionsDocument4 pagesEnglish Listening and Reading Exam Questions25 - Trần Khánh NghiNo ratings yet
- Salvaging Mother Nature from Nonbiodegradable DisposalsDocument3 pagesSalvaging Mother Nature from Nonbiodegradable DisposalsFarhan MasudNo ratings yet
- Sanitation and Plumbing FundamentalsDocument11 pagesSanitation and Plumbing Fundamentalsfreanne_0527No ratings yet
- Aquabiome: Mechanical and Biological FiltrationDocument4 pagesAquabiome: Mechanical and Biological FiltrationJosse RuizNo ratings yet
- Environmental risks at 9-storey building projectDocument5 pagesEnvironmental risks at 9-storey building projectadeniyi abiolaNo ratings yet
- SUStoM GuidelineDocument45 pagesSUStoM GuidelineNur Hazirah SadonNo ratings yet
- CV Tahmid Huq Easher - For NSUDocument4 pagesCV Tahmid Huq Easher - For NSUmonowar.husainNo ratings yet
- Manufacturing-Industries GeographyDocument6 pagesManufacturing-Industries Geographythakursudershna9No ratings yet
- Unit 1. Itroduction To Wastewater TreatmentDocument28 pagesUnit 1. Itroduction To Wastewater Treatmentsssshekhar100% (1)
- Environmental Technology Syllabus-2019Document2 pagesEnvironmental Technology Syllabus-2019Kxsns sjidNo ratings yet
- Reduce Reuse Recycle 2011Document17 pagesReduce Reuse Recycle 2011Parameswary PerumalNo ratings yet
- Oisd STD 109Document38 pagesOisd STD 109Swaraj PandaNo ratings yet
- CD 530 Revision 1 Design of Soakaways-WebDocument28 pagesCD 530 Revision 1 Design of Soakaways-WebNemat UllahNo ratings yet
- Fraunhofer UMSICHT Tests Materials Resistance to BSA CorrosionDocument2 pagesFraunhofer UMSICHT Tests Materials Resistance to BSA CorrosionCarl HeNo ratings yet
- EXP5 Water Analysis Solids PDFDocument8 pagesEXP5 Water Analysis Solids PDFNobu IIINo ratings yet
- Sources of Water Delos SantosDocument3 pagesSources of Water Delos SantosRhea May Delos SantosNo ratings yet
- Delaware Riverkeeper Network ZHB Letter 3.15.17 DRN Comment With AttachmentsDocument24 pagesDelaware Riverkeeper Network ZHB Letter 3.15.17 DRN Comment With AttachmentsthereadingshelfNo ratings yet
- Wet Processing I Water PDFDocument7 pagesWet Processing I Water PDFkabir_ce06038No ratings yet
- 10 Chapter 1Document29 pages10 Chapter 1percepshanNo ratings yet
- Nautical Publication ChecklistDocument1 pageNautical Publication ChecklistmorgothsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisFrom EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Practical Process Control for Engineers and TechniciansFrom EverandPractical Process Control for Engineers and TechniciansRating: 5 out of 5 stars5/5 (3)
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsFrom EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottRating: 4 out of 5 stars4/5 (6)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Fragrance Chemistry: The Science of the Sense of SmellFrom EverandFragrance Chemistry: The Science of the Sense of SmellRating: 3 out of 5 stars3/5 (2)