Reactions and Separati ons
Producing Nitrogen via
Pressure Swing
Adsorption
SVETLANA IVANOVA
ROBERT LEWI S
AIR PRODUCTS
Pressure swing adsorption (PSA) can be a
cost -effect ive method of onsite nitrogen generati on
for a wide range of purity and fl ow requirements.
N
itrogen gas is a staple oflhe chemical industry.
Because it is an iuet1 gas, nitrogen is suitable for a
wide range of applications covering various aspects
of chemical manufacnrring, processing, handling, and
shipping. Due to its low reactivity, nitrogen is an excellent
blanketing and purging gas Ihal can be used 10 protect valu-
able products from hannful contaminants. It also enables the
safe storage and use offialIlluable compOlmds, and can help
prevent combustible dust explosions. Nitrogen gas can be
used to remove contaminants from process streams through
methods such as stripping and spargillg.
Because of the widespread and growing use of nitrogen
illihe chemical process industries (CPI), industrial gas com-
panies have been continually improving methods of nitrogen
production and supply to make them more efficient, cost-
effective, and convenient for chemical processors. Multiple
nitrogen teclmologies and supply modes now exist to meet a
range of specifications , including purity, usage pattem, por-
tability, footprint, and power consumption. Choosing among
supply options can be a challenge. Onsite nitrogen genera-
tors, such as pressure swing adsOlption (PSA) or membrane
systems, can be more cost-effective than traditional CIYO-
genic distillation or stored liquid nitrogen, particularly if an
extremely high purity (e.g., 99.9999%) is not required.
Generating nitrogen gas
hldustrialnitrogen gas can be produced by either
cryogenic fractional distillation of liquefied air, or separa-
tion of gaseous air using adsOlption or penneation. Gemlatl
engineer Carl von Linde developed clyogenic distillation of
f----D
Aftec
-----.f
Adsorption
Towers
Buffer
Vessel
Filter Gas Product
Nitrogen to
Customer
Ale
Condensate
Condensate
Ai r Buffer
Tank Vent
Air
___ Gaseous
Nitrogen
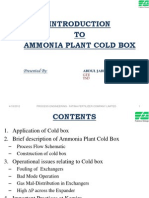
... Figure 1. PSA systems can provide a reliable, Iow-cost nitrogen supply to meet a wide variety of process requirements.
38 www.aiche.orgfcep June2012 CEP Copylight @2012 Amelican Institute of Chemical Engineers (AIChE)
air, the oldest method of nitrogen production, in 1895 (JJ.
Cryogenic distillation is still used today in large conullercial
air separation plants, and accOlUlts for nearly 65- 70% of the
total nitrogen production (2) .
Leonard Pool (the fOlUlder of Air Products) introduced
the concept of generating industrial gases OIlSite in the
early 1940s. Onsite cryogenic plants were built on or near
the user 's site, and the product was delivered by pipe-
line. TIlls method provided a low-cost, reliable supply for
large-volume users of industrial gases. However, due to the
relatively high capital and power costs associated with OIlSite
cryogenic plants, smaller-voltmle users were typically lim-
ited to liquid nitrogen supply delivered by vacuum-insulated
trucks. TIle stored liquid nitrogen was vaporized and piped
as needed.
In the 1980s, altemative methods of onsite gaseous
nitrogen generation, such as PSA and membrane separation,
came into practice. Initially, these teclmiques were suit-
able only for small-volume, low-purity applications. Today,
however, PSA and membrane systems are an efficient supply
mode for a variety of volumes, purity requirements, and
usage pattems.
PSA systems operate on the principle of adsOlption,
whereas membrane systenlS separate based on selective
penneation.
Pressllre swing adsorption. hI the PSA process
(Figure 1), compressed air first passes through a combina-
tion of filters to remove entrained oil and water. The purified
air is then directed to one of two adsOlption vessels that are
packed with carbon molecular sieves (eMS). The remaitJ.i.ng
itnpurities, such as carbon dioxide and residual moisture,
are adsorbed by the CMS at the entrance of the adsorbent
bed. At lJ.i.gh pressures, the CMS selectively adsorbs oxygen,
allowing nitrogen to pass through at the desired purity level.
WlJ.i.le one vessel is producitlg nitrogen, the second vessel
The two most important factors
to consider when choosing
among nitrogen supply opt ions
are t he required nitrogen purity
and the required nitrogen flowrate.
is depressurized to remove the adsorbed oxygen, which is
then vented to the atmosphere. TIle automatic Cyclitlg of
adsoiption and desOlption between the two beds enables the
contitmous production of IJ.i.trogen.
A large range of Bow and purity combinatiOilS can be
met by adj usting the size of the air compressor and adsOlp-
tion vessels containing the CMS. PSAs can econonJ.i.cally
produce nitrogen gas at fiowrates from less than 5,000 scfh
to greater than 60,000 SCtll, and at purities rangitlg from
95% to 99.9995%.
Membrane separation. Membrane systems operate on
the principle of selective gas penneation. A typical mem-
brane process (Figure 2) uses several membrane modules,
each contaitJ.i.ng thousands of hollow fi ber s. Every molecule
passitlg through the fibers has a characteristic penlleation
rate that is a function of its ability to dissolve itl, diffilse
through, and dissolve out of the hollow-fi ber membrane.
The pel.111eation rate is the product of the solubility and dif-
fusivity rates of the gas itlthe membrane. Wilen compressed
air passes through the fibers, oxygen, water vapor, and
carbon dioxide are selectively removed, creating a IJ.i.trogen-
rich product stream.
Membrane systems typically produce nitrogen with a
purity of 95- 99.5%, and, itl some cases, greater than
99.9% nitrogen purity. Product purity depends on the feed
purity, available differential partial pressme, and desired
recovery level.
Article continues on nerr page
Permeate
Compressor
Fitters
Condensate
Electric
Heater
Nitrogen
Production
Membranes
... Figure 2. Membrane sys1ems use selective gas permeation to generate nearly pure nitrogen.
Copyright 2012 American Institute of Chemical Engineers (AIChE)
Oxygen
Analyzer
Nitrogen to
Customer
Nitrogen
Buffer
V . . ~
CEP J...oe 2012 WW\oV.aiche.orgIcep 39
Reactions and Separations
100%
~
99%
~
,
"-
98%
97%
I
10
350
100
3,500
FJowrate
1,000
35,000
I
10,000 NlT1'th
350,000 setth
ments must be detenlli.ned, as well as the
plant's day-to-day nitrogen flow require-
ments. These two factors will help deter-
mine the best system for nitrogen supply
(Figure 3).
Nitrogen purity. Nitrogen provides
safety and quality for chemical mallufac-
hiring processes (3). Because nitrogen is
an inert gas, it is used to protect sensitive
materials and prevent fires and explo-
sions. It can be a challenge 10 detemune
the most suitable nitrogen purity. How-
ever, nitrogen costs can be reduced if a
low purity is acceptable.
PSA can produce nitrogen at a range
of purities. The lower the purity, the
lower the lULi! cost of the nitrogen
Cryogenic Uquid Del ivered
D Pecmeation Onsile Generation
Adsorption Onsile Generation
(Figure 4). For example, the quality of
some vegetable oils can be maintained by
blanketing and/or sparging with 99.5%
nitrogen purity. TItis can be achieved
easily by PSA.
Cryogenic Onsite Generation
... Figure 3. Choosing between nitrogen supply options depends on fIowrate and purity requirements.
.3
}
z
Flowrate
... Figlre 4. Nitrogen purity and fIowrate requirements can affect nitrogen
cost. Higher purity comes at a price, but higher volume generally reduces
the unit cost of nitrogen. For maxi mum savings, use a nitrogen purity
no higher than the appl ication requires.
When to select PSA
With multiple nitrogen supply options and technologies
available, selecting the right system for a specific application
can seem complicated. However, the two most impol1ant
factors to consider when choosing anlOng PSA onsite gen-
eration, penneation membrane systems, cryogenic di stilla-
tion, and liquid delivery are the required nitrogen purity and
the required nitrogen flowrate. TIle nitrogen purity necessary
to meet the application's safety and product quality require-
40 www.aiche.orgfcep June2012 C EP
TIle nitrogen purity required to
blanket a flallunable material can be detennined based on
the material's limiting oxygen concentration (LOC) or lower
flanurutbility limit (LFL). LOC values for lrutny chemicals
can be found in chemical engineering and chemistry hand-
books, as well as in the National Fire Protection Associa-
tion's NFPA 69: Standard on Explosion Prevention Systems
(4). Table I lists the LOC for a few conunon chemicals. A
substance's LFL can be fmmd on the safety data sheet (SDS)
provided by the lrutnufacttrrer.
NFPA 69 requires hazardous processes to operate well
below the LOC and LFL, typically at around 60% of these
values. For example, a fialillnable material with an LOC of
10% would require an atmosphere of 94% nitrogen to meet
NFPA guidelines. However, a more-conservative 25% of the
LOC, or 97.5% nitrogen, adds a larger safety buffer. A purity
of94-97.5% can be supplied by a PSA system .
Table 1. LOe for some common materials at ambient
temperature and pressure. A table of LOe for many more
malenals can be found in NFPA 69 (4).
......... LOC, vol."4 O
2
Propylene Oxide 5.8
Methanol 8.0
Ethanol 8.5
Acetone 9.5
Be""""
10.1
Vi nyl Chloride 13.4
Copyright @2012American Institute of Chemical Engineers (AIChE)
Steady Periodic
Erratic
0
E
z
TIme
... Rgure 5. Plotting nitrogen flowrale versus lime reveals the application's flow pattern.
Nitrogen demand pattems. PSA nitrogen generators
operate most economically at their full design capacity. Size
optimization is critical for maximizing the economic benefit
ofa PSA system. For this reason, it is important to lUlder-
stand both the utilization rate (i.e. , hours of operation per
month) as well as the nitrogen flow pattem. Identifying the
flow pattem is cmcial if instantaneous flowrates vary widely.
It can be difficult to predict the exact nitrogen usage
pattem for a new process. Often, a new process is started
up using liquid nitrogen and operated with a flow recorder
installed on the main nitrogen supply line for an extended
period of time (e.g., 2-4 weeks). TIus will provide an accu-
rate picnu'e of the lutrogen flow pattem.
Nitrogen flow pattems at chellucal plants typically fit
into one of three categories: steady, periodic, or erratic
(Figure 5).
A PSA nitrogen system is an excellent fit for a steady
flow pattem, where the usage rate as a function of time
is essentially constant. TIle PSA lIlut size can easily be
matched to the measured or estimated usage rate. Fur-
thel1110re, the unit will operate continuously at or near its
full capacity, wluch makes nitrogen production the most
economical.
A PSA system is not a good fit for a process with a peri-
odic flow pattem, where the flow is characterized by peaks
and valleys. An onsite generator feeding tlus flow denland,
particularly if it is sized for a peak flow, will operate at
partial capacity or idle for a significant alllOllllt of time. lhis
result s in operational inefficiency and lugh operating costs.
However, if the duration of the valleys is short, a PSA com-
bllled with a large product buffer tank may be sufficient.
An erratic flow pattern represent s the most COilUllon sce-
nario III chenucal plants. lhis flow pattern has a substantial
continuous flow with some sh0l1 irregularities. A PSA system
can be sized to handle most of the nitrogen requirements,
supplemented with liquid nitrogen during peak-demand
periods (Figure 6). A properly designed systenl can aclueve a
utilization rate of90% or better for tlus demand pattelll.
Using nitrogen safely
Nitrogen is often nustakenly considered harnlless
because it is nontoxic and largely lllert. However, lutrogen
can act as an asphyxiant by displaclllg oxygen in air to levels
below those required for sruvival. TIlerefore, use caution
when handllllg lutrogen. Reference 5 provides more llUor-
mation about the safe handllllg of lutrogen.
Typical applications
Because lutrogen generated by PSA generally contallls
small alllOllllts of oxygen, some types of chenucal processes
lend themselves better than others to tlus type of supply.
Manuf acturing pressure-sensitive adhesives. The
manufacture of pressure-sensitive adhesives lllVolves
flammable solvents and powders that present some safety
hazards. In tlus process, finely ground mbber and fillers
are added to flammable orgaluc solvents in agitated tanks.
Because vapors from the solvents are typically flanunable
III air, and the powders can generate significant sparks
fi"Oln the buildup of static electricity,
------....",,-------------- Liquid Backup
reactions involving these lnaterials can
be dangerous III the presence of air (i.e.,
20.9% oxygen). For these reasons, an
adhesives manufacnll'er was compelled
--:.,---,1------\,-1'---'.-+ ---------" PSA Nitrogen
Generator
... Rgure 6. The use of a PSA generator with liquid nitrogen backup for peak shaving can provide
the optimal nitrogen supply system for erratic usage patterns.
Copyright 2012 American Institute of Chemical Engineers (AIChE)
to take steps to reduce the risk of explo-
sions and fires.
First, the company installed static
electricity elllninators. However, as
these devices do not provide complete
protection, occasional sparklllg was
still a risk. Consequently, the mallufac-
CEP June2012 www.aiche.orgIcep 41
Reactions and Separat ions
nll"er installed a nitrogen purge system 10 reduce the oxygen
content in the tanks to a nOll.1humnable level of no more than
2.5%. A PSA system that produced nitrogen containing 2%
oxygen was combined wilh an inerting system to achieve a
safe operating aunosphere.
Storing alld handlingjree-radical polymeri=atioll
monomers. In some sittmtiolls, it is desirable 10 have small
amounts of oxygen present in an iuet1 nitrogen atmosphere.
For these applications, if the nitrogen is delivered as a liquid
and then vaporized, some amOtul! of air must be blended
with the high-purity nitrogen 10 achieve the desired oxygen
concentration. However, PSA nitrogen generators are a more
economical and convenient altelllative, as they provide
nitrogen with a small oxygen content.
Dne manlifachll"er'S process involved the storage and
handling of monomers prior to free-radical polymerization.
Monomer vapors are highly fhmunable and require 1I1l inert
atmosphere in the storage headspace to prevent a safety
hazard.
The monomers contained hydroquinone as an inhibitor
to prevent premature polymerization during storage. To keep
the hydroquinone active and to ensure the safe handling of
the materials, a small volume of oxygen was required in the
inet1nitrogen gas. Two options could provide an inetting
atmosphere with 2-4% oxygen: use liquid nitrogen, con-
tinuously blending it with oxygen, or install a PSA lULit to
provide a nitrogen product with the necessary oxygen level.
TIle manufacturet selected a PSA system, wlLich produced
the required atmosphere and elinLinated the additional bletld-
ing steps.
Handling vinyl chloride monomer. Vmyl chloride mono-
mer (VCM) is 1I1l impol1ant industrial chemical because of
its use ina variety of products, including low-cost polymet'S.
Ahnost all of the vinyl chloride produced goes into the
manufacnlle of polyvinyl chloride (PVC), wlLich is used in
automotive parts, packaging, pipes, construction materials,
fillninll"e, 1I1ld nlUnerous other products (6) .
VCM is extremely flammable as both a vapor and aliq-
uid. When VCM is stored in closed containel'S, a flalmnable
atmosphere can develop. Flallunable mixtures ofVCM can
be readily igtLited, even by static discharge (7) .
The LFL for VCM is 3.8% (7). To prevent fianunabil-
ity, 25% of the LFL, wlLich corresponds to 0.95% VCM or
99.05% ILitrogen by volmne, may be considered a sufficient
atmosphete. Howevet, because VCM canlUldergo polymer-
ization or decomposition tlllder certain conditions and in the
presence of moisture and oxygen, a ILighet-pmity ILitrogen
atmosphete was recOllllnended.
Because of the application's pmity and pattem require-
ments, a VCM lnanufacnrrer installed an inertillg system
with lLitrogen supplied by a PSA lULit , which provides 99.5%
nitrogen.
42 www.aiche.orgfcep June2012 CEP
Closing thoughts
Nitrogen is valued both as a gas for its inert properties
and as a liqtLid for cooling and freezing. It supports a mul-
tinlde of cOllunercialand teciuLicalapplications. Virtually
any industry can benefit from lLitrogen's unique propet1ies to
inlprove yields, optimize perfonn1l1lce, protect product qual-
ity, and make operations safer.
Adsorption and other technologies for air separation
continue to advance as more efficient, ILighly packaged, and
compact gas generators are developed. hlcreased power
efficiency in PSA lLitrogen generators is being driven both
by process improvements and etlhanced adsorption mate-
rials. Nitrogen users will benefit from these advances as
they evaluate supply options for new facilities and manage
increased demand al existing plants. Em
LITERATURE CITED
1. Linde, c., of Producing Low Temperalures, the
Liquefaction of Gases, and tbe Separation oftbe Constituents of
Gaseous Mixtures," u.s. Patent 727,650 (1903).
2. SRI Consulting, "Air Separation Gases," illS Chemical, www.
ihs.com/producWcbemical (Nov. 2011).
J. Yaoisko, P., 1'( aI., '"Nitrogen: A Security Blanket for the Chemi-
cal Industry," Chern. Eng. Progniss, 107 (11) , pp. 50-55
(Nov. 2011).
4. i"ational Fin ProtKtion AS'roCiation, "NFPA 69: Standard
on Explosion Prevention Publication No. 69, NFPA,
Quincy, MA (2008).
5. Yaoisko, P., and D. Croll, ' 'Use Nitrogen Safply," Chern. Eng.
Progress, 108 (3), pp. 44-48 (Mar. 2012).
6. Centers fo r Disease Control and Pn>nntion, ' 'Vmyl Chloride:
5. Production, ImportIExport, U5I'", and Disposal," www.atsdr.
cdc .gov/toxprofilesltp20-c5.pdf, COC, Agency for Toxic Sub-
stances and Disease Registry, Atlanta, GA (Jul. 20(6).
7. The Dow Chemical Co., Chloride Monomer Material
Safety Data Sheet," www.dow.comI\1.ebappslmsdslSbowPDF.
aspx?id=090003e88OOec04d, Midland, MI (2011).
SVETLAHA IVAHOYA is a marketing and applications manager in the
Merchant Gases Div. at Air Products {]201 Hami lton Blvd., Allentown,
PA 18195-1501.; Phone: (610) 48H474, Fax: (610) 706-5665; Email:
ivanovsm@airproducts.com),whereshe isrespoll5ibiefordeveloping
and providing industrial gas-reiated technologies and solutions for
the chemical, and biotech industries. She has diverse
experience in technology, business development, and marketing,
and her technical expertise includes developing new materials and
proc:esses for a variety of appUcations, including specialty surfactants,
gas adsorption, and water treatment and anaiysis.ivanova holds an MS
from Moscow Chemical Technological Univ. and a PhD from Moscow
Institute of General and Inorganic Chemistry of the Russian Academy of
Sciences. She has boon Products fOfseven years.
ROBERT LEWIS is a marketing manager in the Merchant Gases Div. atAir
Producl5 {]201. Hamilton Blvd.,Allentown, PA 18195.1501; Phone: (610)
481.4929; Fax: (610) 706-7394; Email: lewisr1@airproducts.com),where
he is responsible for marketing activities related toonsite gas genera-
tion. He holds a BS in business and an MBA from the Univ. of Maryland,
and has boon Producl5 fOf 21 years.
Copyright \9 2012 American Institute of Chemical Engineers (AIChE)
You might also like
- Separation of High Purity Nitrogen From Air by Pressure Swing Adsorption On Carbon Molecular SievesDocument5 pagesSeparation of High Purity Nitrogen From Air by Pressure Swing Adsorption On Carbon Molecular SievesJuan Guillermo Restrepo CanoNo ratings yet
- Generate Nitrogen with PSA SystemsDocument19 pagesGenerate Nitrogen with PSA SystemsKaten Mistry100% (1)
- Producing Nitrogen Via PSADocument5 pagesProducing Nitrogen Via PSAKaten MistryNo ratings yet
- Combined Cooling, Heating and Power: Decision-Making, Design and OptimizationFrom EverandCombined Cooling, Heating and Power: Decision-Making, Design and OptimizationNo ratings yet
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- The Optimal Design of Pressure Swing Adsorption SystemsDocument27 pagesThe Optimal Design of Pressure Swing Adsorption SystemsBich Lien PhamNo ratings yet
- PSA A-102 Process ControlDocument2 pagesPSA A-102 Process ControlaiensyafiqahNo ratings yet
- Psa Operating ManualDocument68 pagesPsa Operating Manualgautam_9694806975% (4)
- Adsorbents and Adsorption Processes For Pollution ControlDocument30 pagesAdsorbents and Adsorption Processes For Pollution ControlJoao MinhoNo ratings yet
- Advances in PSADocument14 pagesAdvances in PSAmichaelpardoNo ratings yet
- Hydrogen Recovery by PSADocument8 pagesHydrogen Recovery by PSAAishwaria Khan0% (1)
- Packaged Air Separation PlantsDocument12 pagesPackaged Air Separation PlantsSrinivas VemulapalliNo ratings yet
- The Optimal Design of Pressure Swing Adsorption SystemsDocument27 pagesThe Optimal Design of Pressure Swing Adsorption SystemsEljon OrillosaNo ratings yet
- CO2 Liquefaction PlantDocument32 pagesCO2 Liquefaction Plantmuzammal100% (1)
- Carbonyl Sulfide (COS) Removal From Propane GPADocument53 pagesCarbonyl Sulfide (COS) Removal From Propane GPAshitals_18100% (1)
- 30 Years of PSA Technology For HydrogenDocument25 pages30 Years of PSA Technology For Hydrogengrpalem100% (4)
- Advances in Cryogenic Air SeparationDocument25 pagesAdvances in Cryogenic Air SeparationTGrey027No ratings yet
- GAS - by BASF - 1 PDFDocument12 pagesGAS - by BASF - 1 PDFD K SNo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- KBR Advanced Ammonia Process PlusDocument1 pageKBR Advanced Ammonia Process PlusGajanan PadamwarNo ratings yet
- Chapter 4 Solid BedDocument25 pagesChapter 4 Solid BedTaha Azab MouridNo ratings yet
- Benfield ProcessDocument2 pagesBenfield ProcessJitendra KumarNo ratings yet
- 70tpd liquid CO2 recovery proposalDocument36 pages70tpd liquid CO2 recovery proposalAriane Victoria DantesNo ratings yet
- PSA Gas SeparationDocument2 pagesPSA Gas SeparationNithya Ram0% (1)
- Molecular Sieves PresentationDocument19 pagesMolecular Sieves PresentationVasant Kumar Varma100% (1)
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocument12 pagesProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloNo ratings yet
- Fundamentals of PSA TechnologyDocument29 pagesFundamentals of PSA TechnologyRashmi AgarwalNo ratings yet
- 2003-An Enhanced Amine-Based CO2 Capture Process (FLUOR's ECONAMINE)Document11 pages2003-An Enhanced Amine-Based CO2 Capture Process (FLUOR's ECONAMINE)maissam ferdosiNo ratings yet
- Maximising Molecular Sieve Performance in Gas ProcessingDocument18 pagesMaximising Molecular Sieve Performance in Gas ProcessingAhmed ElShora100% (1)
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNo ratings yet
- Pressure Swing Adsorption in The Unit Operations LaboratoryDocument8 pagesPressure Swing Adsorption in The Unit Operations Laboratorydilip matalNo ratings yet
- Teg HysysDocument11 pagesTeg Hysyschemeng2004100% (1)
- Molecular Sieve 13XDocument2 pagesMolecular Sieve 13Xkanu PatelNo ratings yet
- CO2 RemovalDocument31 pagesCO2 Removalmamidi padmakar100% (5)
- BASF Oase Gas-TreatmentDocument12 pagesBASF Oase Gas-TreatmentSatria 'igin' Girindra NugrahaNo ratings yet
- 13 Steam StrippersDocument10 pages13 Steam StrippersMohsin EhsanNo ratings yet
- Adsorption Tower DesignDocument12 pagesAdsorption Tower DesignbabuyuvarajNo ratings yet
- Gas TreatingDocument36 pagesGas TreatingPradeep MunnaNo ratings yet
- Nitrogen Generation by PSADocument12 pagesNitrogen Generation by PSALakshmi Pathi Bojja100% (1)
- Hydrogen Production With PSADocument20 pagesHydrogen Production With PSAghasem_726990287No ratings yet
- Fertilizer Technology Ammonia Production ProcessesDocument29 pagesFertilizer Technology Ammonia Production ProcessesNitin HansaliaNo ratings yet
- Demethanizer OperationDocument6 pagesDemethanizer OperationHoustonAbducteeNo ratings yet
- Adsorption Process For Natural GAS TreatmentDocument24 pagesAdsorption Process For Natural GAS TreatmentAhmed ElShora100% (3)
- PSA Technology-More Than A Hydrogen Purifier: TOBIAS KELLER and GOUTAM SHAHANI, Linde EngineeringDocument2 pagesPSA Technology-More Than A Hydrogen Purifier: TOBIAS KELLER and GOUTAM SHAHANI, Linde EngineeringChem.EnggNo ratings yet
- Vacuum Unit Design and Operation TrainingDocument136 pagesVacuum Unit Design and Operation Trainingsunggwan kim0% (1)
- Ammonia Synthesis Loops Variables Investigated by Steady-State SimulationDocument14 pagesAmmonia Synthesis Loops Variables Investigated by Steady-State Simulationpolonium2310No ratings yet
- PurifierDocument29 pagesPurifierRaghvendra Pratap Singh100% (1)
- Acid Gas Cleaning Using Amine SolventsDocument20 pagesAcid Gas Cleaning Using Amine SolventsGEORGEVPAUL_14565666No ratings yet
- Mole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocument26 pagesMole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignBrijesh0% (1)
- Flooded Condenser Controls: Principles and TroubleshootingDocument13 pagesFlooded Condenser Controls: Principles and Troubleshootingstreamt100% (1)
- A Review On Safety Operation Methods of A Cryogenic Air Separation UnitDocument9 pagesA Review On Safety Operation Methods of A Cryogenic Air Separation UnitdigecaNo ratings yet
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyDocument13 pagesCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economyvaratharajan g rNo ratings yet
- Molecular Sieve Type 3ADocument2 pagesMolecular Sieve Type 3Akanu PatelNo ratings yet
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDocument7 pagesDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedNo ratings yet
- PSA Process Optimization for Hydrogen PurificationDocument48 pagesPSA Process Optimization for Hydrogen PurificationNikhil Udainiya100% (1)
- Fuel Property Estimation and Combustion Process Characterization: Conventional Fuels, Biomass, Biocarbon, Waste Fuels, Refuse Derived Fuel, and Other Alternative FuelsFrom EverandFuel Property Estimation and Combustion Process Characterization: Conventional Fuels, Biomass, Biocarbon, Waste Fuels, Refuse Derived Fuel, and Other Alternative FuelsNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Advanced Distillation Technologies: Design, Control and ApplicationsFrom EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNo ratings yet
- Mil-C-15726F, 25 October 1988Document11 pagesMil-C-15726F, 25 October 1988dhlinvaNo ratings yet
- CBX Bladder ReplacementDocument2 pagesCBX Bladder ReplacementdhlinvaNo ratings yet
- SCBA Charging Determining An Appropriate Cascade VolumeDocument3 pagesSCBA Charging Determining An Appropriate Cascade VolumedhlinvaNo ratings yet
- Ch09 - Morrow - Material Selection For Seawater PumpsDocument8 pagesCh09 - Morrow - Material Selection For Seawater PumpsdhlinvaNo ratings yet
- DesignGuidelinesfortheSelectionandUseofStainlessSteels 9014 PDFDocument54 pagesDesignGuidelinesfortheSelectionandUseofStainlessSteels 9014 PDFFadly FaradhilaNo ratings yet
- Carderock - CUNI Cladding of StainlessDocument36 pagesCarderock - CUNI Cladding of StainlessdhlinvaNo ratings yet
- Improving Pumping System PerformanceDocument122 pagesImproving Pumping System PerformanceFSnyderJr100% (7)
- Alfa Laval JWP16CDocument4 pagesAlfa Laval JWP16CdhlinvaNo ratings yet
- Marine Nitrogen Generators, Pres Vac Brochure IDocument16 pagesMarine Nitrogen Generators, Pres Vac Brochure Idhlinva100% (1)
- RentAppFormDocument2 pagesRentAppFormrooezNo ratings yet
- MSC Circ. 451 - Location of Fire Control PlanDocument4 pagesMSC Circ. 451 - Location of Fire Control Plandhlinva75% (4)
- Bilge Oily Water SeparatorDocument25 pagesBilge Oily Water Separatornguyenvanhai19031981100% (2)
- A868 (20) BWMDocument17 pagesA868 (20) BWMapi-26251207No ratings yet
- Galvanic Corrosion of High Alloy Stainless Steels in Sea WaterDocument6 pagesGalvanic Corrosion of High Alloy Stainless Steels in Sea WaterdhlinvaNo ratings yet
- Kvaerner C-300-2001-011 - Pipe Velocity StandardsDocument2 pagesKvaerner C-300-2001-011 - Pipe Velocity StandardsdhlinvaNo ratings yet
- MSC GTR'sDocument202 pagesMSC GTR'sdhlinvaNo ratings yet
- Minimum health standards for vessel construction and sanitationDocument50 pagesMinimum health standards for vessel construction and sanitationdhlinvaNo ratings yet
- High Nitrogen Nickel-Free Austenitic Stainless Steel: A Promising Coronary Stent MaterialDocument13 pagesHigh Nitrogen Nickel-Free Austenitic Stainless Steel: A Promising Coronary Stent Materialayman aliNo ratings yet
- 414CC3 - Excel Template - Prelim Shell and Tube Heat Exchanger Design - Si - UnitsDocument4 pages414CC3 - Excel Template - Prelim Shell and Tube Heat Exchanger Design - Si - Unitsvazzoleralex6884No ratings yet
- Preview NACE+Standard+RP0775-2005Document4 pagesPreview NACE+Standard+RP0775-2005Cesar Vargas AbreuNo ratings yet
- Sample Planning and Designing Lab For Chemistry UpdatedDocument2 pagesSample Planning and Designing Lab For Chemistry UpdatedRangerNo ratings yet
- Sublimation and Melting Point DeterminationDocument3 pagesSublimation and Melting Point DeterminationAlfonso Pio CalimagNo ratings yet
- Mass Transfer Equations: Fick's LawDocument14 pagesMass Transfer Equations: Fick's LawRikudō SenninNo ratings yet
- Extractive Metallurgy of Gold: 1. Historical IntroductionDocument13 pagesExtractive Metallurgy of Gold: 1. Historical IntroductionAntony David Caceres RojasNo ratings yet
- Gasket Material Selection Guide Part 1 - 3Document16 pagesGasket Material Selection Guide Part 1 - 3Low Kah Zhoy100% (1)
- Theory of ElasticityDocument719 pagesTheory of ElasticityAlberto Gaxiola HernándezNo ratings yet
- Goma XantanaDocument11 pagesGoma XantanaDayanneNo ratings yet
- What Happens When We Die TheoryDocument4 pagesWhat Happens When We Die TheoryMartin TuzimNo ratings yet
- Hooshyar Assadullahi - Primordial Non-Gaussianity From Two Curvaton DecaysDocument16 pagesHooshyar Assadullahi - Primordial Non-Gaussianity From Two Curvaton DecaysJomav23No ratings yet
- Electromagnetism: The Force That Unifies Electricity and MagnetismDocument16 pagesElectromagnetism: The Force That Unifies Electricity and MagnetismEndhy Wisnu NovindraNo ratings yet
- Penyajian Data Kesetimbangan Menghitung Titik Uap dan EmbunDocument20 pagesPenyajian Data Kesetimbangan Menghitung Titik Uap dan Embunastri0% (1)
- JEE Mains 2024 31 Jan Shift 1 Paper With Solutions (PDF)Document21 pagesJEE Mains 2024 31 Jan Shift 1 Paper With Solutions (PDF)Joshua JosephNo ratings yet
- Behavior of Continuous Span Purlin SystemsDocument15 pagesBehavior of Continuous Span Purlin SystemshakimbouadiNo ratings yet
- November 2021 (v2) QP - Paper 4 CAIE Chemistry IGCSEDocument16 pagesNovember 2021 (v2) QP - Paper 4 CAIE Chemistry IGCSENam KhanhNo ratings yet
- Kitar KrebsDocument5 pagesKitar KrebsAlfonso RobertNo ratings yet
- Specimen-Paper-4 PhysicsDocument19 pagesSpecimen-Paper-4 PhysicsBenaDea LubbeNo ratings yet
- Instrument Zero and Blank Reading On The SpectrAA InstrumentsDocument6 pagesInstrument Zero and Blank Reading On The SpectrAA InstrumentsaliNo ratings yet
- Multistep Synthesis of PhenytoinDocument8 pagesMultistep Synthesis of PhenytoinHussain RazaNo ratings yet
- Sfp2023 Fac HR NM Sd-2Document1 pageSfp2023 Fac HR NM Sd-2Fatokhoma amadou CamaraNo ratings yet
- MC2 Biochemistry Lecture Notes For BSN First Semester, 2019-2020 Prepared By: SALINA OSIAL - ALFADDocument5 pagesMC2 Biochemistry Lecture Notes For BSN First Semester, 2019-2020 Prepared By: SALINA OSIAL - ALFADAl-waleed JulkanainNo ratings yet
- Revision Worksheet Grade-4Document2 pagesRevision Worksheet Grade-4Xtreme GamingNo ratings yet
- Water Filtration JCE #60Document2 pagesWater Filtration JCE #60Jusila GNo ratings yet
- Pillai So - Solid State PhysicsDocument32 pagesPillai So - Solid State Physicseasy Books75% (4)
- (Alternate) Activity 1.2.3 - Electrical Circuits - SimulationDocument24 pages(Alternate) Activity 1.2.3 - Electrical Circuits - SimulationBenjamin Lee0% (2)
- Plugin GetPDFServlet 2Document4 pagesPlugin GetPDFServlet 2Pikir HatiNo ratings yet
- Critical Temperature Measurements of SuperconductorsDocument10 pagesCritical Temperature Measurements of Superconductorsjjd5262No ratings yet
- 0620 - s06 - QP - 6 (ALTERNATE TO PRACTICAL) PDFDocument16 pages0620 - s06 - QP - 6 (ALTERNATE TO PRACTICAL) PDFconsultunnikrishnan1850No ratings yet