You might also like
- LeeBoy Hatz Engine Service Electrical Sytem ManualDocument309 pagesLeeBoy Hatz Engine Service Electrical Sytem ManualJonathan Canton Avendaño100% (9)
- Engine Valve Lash ADJUST C27 C32Document5 pagesEngine Valve Lash ADJUST C27 C32manu luvunga100% (1)
- Perkins 1100 SeriesDocument48 pagesPerkins 1100 Seriesjrodríguez_658168100% (4)
- John Deere Service Manual JD S ctm3 PDFDocument25 pagesJohn Deere Service Manual JD S ctm3 PDFDavid Ramirez0% (1)
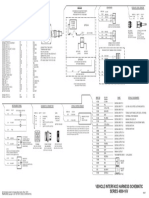
- SERIES 4000-16V Vehicle Interface Harness SchematicDocument1 pageSERIES 4000-16V Vehicle Interface Harness Schematicluna281068No ratings yet
- Perkins 1104DDocument158 pagesPerkins 1104Dsj1202100% (17)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Cat 3204 Specifications Manual AbbyDocument43 pagesCat 3204 Specifications Manual AbbyMarcos100% (3)
- 1104 Troubleshooting PERKINS PDFDocument220 pages1104 Troubleshooting PERKINS PDFAhmed Gad100% (2)
- Perkins 900 Series CR 3 Cylinder Diesel Engine Service Repair ManualDocument35 pagesPerkins 900 Series CR 3 Cylinder Diesel Engine Service Repair ManualBobCav57% (7)
- Kubota 1505 Workshop ManualDocument124 pagesKubota 1505 Workshop Manualsolserengsa85% (13)
- O MM 8060 Series Iveco MotorsDocument79 pagesO MM 8060 Series Iveco Motorsfishhunter18100% (3)
- Perkins Seria 400 C Typ H... MANUALDocument108 pagesPerkins Seria 400 C Typ H... MANUALjwdNo ratings yet
- Technical Repair Manual N45 N67 ENU 426Document426 pagesTechnical Repair Manual N45 N67 ENU 426Вячелав Егоров100% (1)
- Perkins Engine Number & Location Guide.Document5 pagesPerkins Engine Number & Location Guide.scribdadiddly100% (1)
- Detroit ManualDocument435 pagesDetroit Manualvictorhernandezrega50% (2)
- Parts Catalogue: 4TNV98T-GGEDocument35 pagesParts Catalogue: 4TNV98T-GGEVitorMello80% (5)
- Iveco F4ge PDFDocument142 pagesIveco F4ge PDFHandy Lee67% (3)
- 400d Cat c2.2 Shibaura Perkins PDFDocument108 pages400d Cat c2.2 Shibaura Perkins PDFIV FV100% (9)
- Alpha Series Workshop Manual: Lpa, LPW, LPWT, Lpws and LPWGDocument109 pagesAlpha Series Workshop Manual: Lpa, LPW, LPWT, Lpws and LPWGAndres Huertas100% (1)
- Perkins Series 400 Injection AnglesDocument40 pagesPerkins Series 400 Injection Anglesbudimir231083% (6)
- Lighting Tower 3TNV76Document288 pagesLighting Tower 3TNV76rezandriansyahNo ratings yet
- Yanmar Manual Motori PDFDocument136 pagesYanmar Manual Motori PDFAhmer Camdzic50% (2)
- Perkins 1103 &1104 Series: Workshop Manual SpecificationsDocument42 pagesPerkins 1103 &1104 Series: Workshop Manual SpecificationsTASHKEEL100% (6)
- LOVOL Workshop ManualDocument293 pagesLOVOL Workshop ManualWernerw100% (6)
- 3054E and 3056E Industrial Engines-Engine SafetyDocument12 pages3054E and 3056E Industrial Engines-Engine SafetySantiago Capiato33% (3)
- Bosch Diesel Catalogo 15-02-07 PDFDocument126 pagesBosch Diesel Catalogo 15-02-07 PDFluna281068100% (3)
- Nissan BD30 Valve Adjustment Procedure, Valve Lash Clearance Specifications, Nissan BD30 Engine Parts ContactDocument1 pageNissan BD30 Valve Adjustment Procedure, Valve Lash Clearance Specifications, Nissan BD30 Engine Parts ContactLuis BastardesNo ratings yet
- Kubota Engine SpecsDocument84 pagesKubota Engine Specsjmbcp96100% (1)
- Resumen Cummins b3.3Document6 pagesResumen Cummins b3.3rectificamosNo ratings yet
- Mitsubishi s4s CatalogDocument142 pagesMitsubishi s4s Catalogbga187535100% (9)
- Perkins 1104D Repair Manual PDFDocument43 pagesPerkins 1104D Repair Manual PDFSergey100% (5)
- B/FL/FM 2011: Operation ManualDocument60 pagesB/FL/FM 2011: Operation Manualstephen prosser75% (4)
- Asme B18.12-2020Document113 pagesAsme B18.12-2020윤규섭0% (1)
- Engine: Engine Model: 4Tnv88-XybDocument216 pagesEngine: Engine Model: 4Tnv88-Xybjulianmata100% (3)
- Single Core Compacted Aluminium - HT Cables - Stainless Steel WiresDocument7 pagesSingle Core Compacted Aluminium - HT Cables - Stainless Steel WiresWires CableNo ratings yet
- 4LE2 Parts CatalogDocument45 pages4LE2 Parts CatalogKevin LiuNo ratings yet
- Kubota V3300Document45 pagesKubota V3300moises75% (4)
- Kubota v3300 SMDocument140 pagesKubota v3300 SMjosephvanbac100% (3)
- Parts Catalogue: 3TNV76-GGEDocument31 pagesParts Catalogue: 3TNV76-GGEmessaoudiNo ratings yet
- Codigos de Fallas Mtu Mdec 2 PDFDocument32 pagesCodigos de Fallas Mtu Mdec 2 PDFluna281068100% (1)
- Avr R449 LeroyDocument24 pagesAvr R449 Leroyluna281068No ratings yet
- Workshop Manual 2G e Motores HatzDocument161 pagesWorkshop Manual 2G e Motores HatzLuis Enrique Peña100% (3)
- Td122 Engine Tighteting RorquesDocument2 pagesTd122 Engine Tighteting RorquesFilipposNo ratings yet
- 03-03MM Series Torque SpecsDocument4 pages03-03MM Series Torque SpecsJuan Pablo urria schwarzenbergNo ratings yet
- Huafengdongli 495 4100 Series OperationmanualDocument126 pagesHuafengdongli 495 4100 Series OperationmanualEngr Osama Khan100% (5)
- Kubota Manual 9Y011-02153 PDFDocument124 pagesKubota Manual 9Y011-02153 PDFMiguel Chacon100% (2)
- Perkins HP 403 Parts ManualDocument123 pagesPerkins HP 403 Parts ManualynadeemNo ratings yet
- MS150025 02eDocument187 pagesMS150025 02eDhanraj Patil0% (1)
- Operation Manual K-Series 4 LanguagesDocument182 pagesOperation Manual K-Series 4 Languagesratooren100% (4)
- Injector Installation 107 EngineDocument5 pagesInjector Installation 107 EnginevalterripNo ratings yet
- Deutz Operation Manual 2011Document69 pagesDeutz Operation Manual 2011andrei20041100% (3)
- Keil Undercut AnchorsDocument16 pagesKeil Undercut AnchorsTracyval CadaNo ratings yet
- MOS Main Truss Bridge Rev 01Document35 pagesMOS Main Truss Bridge Rev 01Ami ShafiNo ratings yet
- 3TNV76 HgeDocument33 pages3TNV76 HgeJoan Gene100% (3)
- MWM 616V16Document107 pagesMWM 616V16Dhudhik Arief Hadiyanto100% (2)
- Casting Fundamentals and Basics ConceptsDocument68 pagesCasting Fundamentals and Basics Conceptsquiron2010No ratings yet
- EMD, Special ToolsDocument116 pagesEMD, Special ToolsMaurice Connor81% (16)
- IVECO 8031I06.05 y 8031I40.05 Especificaciones PDFDocument6 pagesIVECO 8031I06.05 y 8031I40.05 Especificaciones PDFJorge Luis BahamondeAzcarate50% (2)
- Mitsubishi Engine k4c k4d K4e k4f Mm201422Document151 pagesMitsubishi Engine k4c k4d K4e k4f Mm201422Bojan BorkoNo ratings yet
- en WHB Hatz W35 PDFDocument76 pagesen WHB Hatz W35 PDFpricopdaniel100% (3)
- Motor Yanmar 4tne88 (Komatsu 4d88e)Document28 pagesMotor Yanmar 4tne88 (Komatsu 4d88e)FILO7433% (3)
- John Deere 4039 TDocument63 pagesJohn Deere 4039 Tluna28106833% (3)
- 6bt Valve Lash PDFDocument7 pages6bt Valve Lash PDFmilNo ratings yet
- 19.cylinder Head AssemblyDocument7 pages19.cylinder Head AssemblyMohamad ZuhailiNo ratings yet
- MT PDFDocument66 pagesMT PDFRolfs Almonte DiazNo ratings yet
- 2010 D 2.5 TCI-4D56 Sistema Mecanico de Motor Conjunto Culata Motor Conjunto Culata Motor Procedimientos de Reparaci ÓnDocument8 pages2010 D 2.5 TCI-4D56 Sistema Mecanico de Motor Conjunto Culata Motor Conjunto Culata Motor Procedimientos de Reparaci Óncarlos Gutierrez De La HozNo ratings yet
- Crankshaft - InstallDocument5 pagesCrankshaft - InstallalonsoNo ratings yet
- Ec10d 1Document9 pagesEc10d 1Guido Leonardo EnriqueNo ratings yet
- Torque Converter, Transmission and Bevel Pinion: Bottom Removal (Preferred Method)Document12 pagesTorque Converter, Transmission and Bevel Pinion: Bottom Removal (Preferred Method)ait mimouneNo ratings yet
- Installation Procedure: NoticeDocument3 pagesInstallation Procedure: NoticeGlaidsonNo ratings yet
- CAT C27 - C32 Ajuste La Luz de ValvulasDocument5 pagesCAT C27 - C32 Ajuste La Luz de ValvulasGdar KbzaNo ratings yet
- E Mopi TS005 eDocument8 pagesE Mopi TS005 emikestifflerNo ratings yet
- Engine Completion Information: To: All Deutz Parts Managers / Engine Sales ManagersDocument2 pagesEngine Completion Information: To: All Deutz Parts Managers / Engine Sales Managersluna281068No ratings yet
- Section 9 - Parts: (Mexico)Document11 pagesSection 9 - Parts: (Mexico)luna281068No ratings yet
- Parts Policy Information: Attention: Purchasing / Parts ManagersDocument1 pageParts Policy Information: Attention: Purchasing / Parts Managersluna281068No ratings yet
- Section 9 - Parts: (North America)Document11 pagesSection 9 - Parts: (North America)luna281068No ratings yet
- Parts Policy Information: To: All Deutz Parts Managers Re: Addition To Parts Rebate PolicyDocument1 pageParts Policy Information: To: All Deutz Parts Managers Re: Addition To Parts Rebate Policyluna281068No ratings yet
- Parts Policy Information: To: All Deutz Distributors Re: 2001 Parts Policy ChangeDocument1 pageParts Policy Information: To: All Deutz Distributors Re: 2001 Parts Policy Changeluna281068No ratings yet
- ETL Yanmar Schneefraese YSR 3120 - 3420Document73 pagesETL Yanmar Schneefraese YSR 3120 - 3420luna281068No ratings yet
- 2506C E15tag2Document2 pages2506C E15tag2luna281068No ratings yet
- Section 11 - Engine Completion: Stock OrderDocument2 pagesSection 11 - Engine Completion: Stock Orderluna281068No ratings yet
- Parts Policy Information: "Dealer Compensation Policy Change"Document1 pageParts Policy Information: "Dealer Compensation Policy Change"luna281068No ratings yet
- Avr Ea05afDocument1 pageAvr Ea05afluna281068No ratings yet
- Ford CrossRef PDFDocument4 pagesFord CrossRef PDFLuisYFer1No ratings yet
- Valores Limites ShutdownDocument1 pageValores Limites Shutdownluna281068No ratings yet
- Canbus Wiring For DSE Controllers Issue6 20110719 PDFDocument87 pagesCanbus Wiring For DSE Controllers Issue6 20110719 PDFmanuelbeasNo ratings yet
- Operator's Manual: Power Systems, IncDocument28 pagesOperator's Manual: Power Systems, Incluna281068No ratings yet
- 3tne84mt Ek PDFDocument29 pages3tne84mt Ek PDFluna281068100% (1)
- Countryman Manual (Eng) (13204)Document30 pagesCountryman Manual (Eng) (13204)Moz NazNo ratings yet
- Bukti 5.3a - Manual Sheet Bagi Rekabentuk Awam5Document1 pageBukti 5.3a - Manual Sheet Bagi Rekabentuk Awam5Azizi RazakNo ratings yet
- Blurred Transparencies in Contemporary Glass Archi... - (PG 76 - 127)Document52 pagesBlurred Transparencies in Contemporary Glass Archi... - (PG 76 - 127)sherinshaji2002No ratings yet
- Casing Centralizer Series - 1 - Types of Centralizers - Pegasus Vertex, Inc. - BlogDocument3 pagesCasing Centralizer Series - 1 - Types of Centralizers - Pegasus Vertex, Inc. - BlogNihad PaşazadəNo ratings yet
- Marshal Stability TestDocument1 pageMarshal Stability TestAenan BashirNo ratings yet
- Quick SeriesDocument46 pagesQuick SeriesIrfan PoeNo ratings yet
- Astm B566 93 2002Document2 pagesAstm B566 93 2002rahittNo ratings yet
- Training Manual: EASA Part-66 38 Level 3Document24 pagesTraining Manual: EASA Part-66 38 Level 3Luis Enrique La Font FrancoNo ratings yet
- 2011 UK Waste WoodDocument31 pages2011 UK Waste WoodStuart JonesNo ratings yet
- Calculation Rail Beam (Hoist Capacity 3 Ton)Document4 pagesCalculation Rail Beam (Hoist Capacity 3 Ton)Edo Faizal2No ratings yet
- A Performances Study On GGBS With Alccofine - Based High Strength Self-Compacting ConcreteDocument5 pagesA Performances Study On GGBS With Alccofine - Based High Strength Self-Compacting ConcreteInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Slab With ReportsDocument36 pagesSlab With ReportsER Manish MakhijaNo ratings yet
- Chemdur - 42 RHDocument3 pagesChemdur - 42 RHICPL-RWPNo ratings yet
- GVAR210 Exploded ViewDocument4 pagesGVAR210 Exploded ViewUEENo ratings yet
- Quantity Surveying and Contract Management NotesDocument83 pagesQuantity Surveying and Contract Management NotesMohammad AliNo ratings yet
- Manningham Appendices GlossaryDocument24 pagesManningham Appendices GlossaryHarshit RathoreNo ratings yet
- Yangpu Riverfront South Section Phase IIDocument49 pagesYangpu Riverfront South Section Phase IIJitenra KhatriNo ratings yet
- Bridge Types: CIL (COWI India Pvt. Limited) - Bridge DepartmentDocument29 pagesBridge Types: CIL (COWI India Pvt. Limited) - Bridge DepartmentvikramannNo ratings yet
- Feasibility OutlineDocument20 pagesFeasibility OutlineAlyyssa Julfa ArcenoNo ratings yet
- AD AUSAT Reviewer - Dimensions: Study Online atDocument2 pagesAD AUSAT Reviewer - Dimensions: Study Online atGrace ComiaNo ratings yet
- FM9 Rev 1 ManualDocument30 pagesFM9 Rev 1 ManualTomaszNo ratings yet
- QA&QC D2020.15060-Pipes & Pipe Fittings EDITEDDocument4 pagesQA&QC D2020.15060-Pipes & Pipe Fittings EDITEDbryesanggalangNo ratings yet
- Anclajes Al Terreno DELFTDocument46 pagesAnclajes Al Terreno DELFTRankineNo ratings yet
- Hardware Catalogue 2020Document24 pagesHardware Catalogue 2020reynaldo widiantoNo ratings yet
- HML Estimate Ambakanti ThandaDocument22 pagesHML Estimate Ambakanti ThandanayaninikshilreddyNo ratings yet