You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- E428 StandardDocument6 pagesE428 StandardkarthikNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Mechanical Testing: Notched Bar or Impact Testing. Part IIDocument4 pagesMechanical Testing: Notched Bar or Impact Testing. Part IIMehmet Soysal100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Instruction For CTS 30x Data Transmit SoftwareDocument3 pagesInstruction For CTS 30x Data Transmit SoftwareMehmet SoysalNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- E1158Document4 pagesE1158Irish Manglicmot LagundinoNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Job Knowledge 71Document4 pagesJob Knowledge 71Mehmet Soysal100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Job Knowledge 77Document4 pagesJob Knowledge 77Mehmet Soysal100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- 4.3 WPS No.P4-GS008 & PQR No.P4-GS008.Document25 pages4.3 WPS No.P4-GS008 & PQR No.P4-GS008.Mehmet SoysalNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Wa Series ManualDocument6 pagesWa Series ManualMehmet SoysalNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 4.1 WPS No.P1-G005 & PQR No.P1-G005Document19 pages4.1 WPS No.P1-G005 & PQR No.P1-G005Mehmet SoysalNo ratings yet
- Job Knowledge 76 CtodDocument4 pagesJob Knowledge 76 CtodmomoitachiNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Yoke Brochure Issue 1Document2 pagesYoke Brochure Issue 1Mehmet SoysalNo ratings yet
- Job Knowledge 70Document4 pagesJob Knowledge 70Mehmet SoysalNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Vickers Hardness CoDocument8 pagesVickers Hardness CoMehmet SoysalNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Job Knowledge 78Document3 pagesJob Knowledge 78Mehmet Soysal100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Job Knowledge 75Document4 pagesJob Knowledge 75Mehmet Soysal100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Job Knowledge 74Document4 pagesJob Knowledge 74Mehmet Soysal100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Job Knowledge 66Document5 pagesJob Knowledge 66Mehmet Soysal100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Job Knowledge 73Document3 pagesJob Knowledge 73Mehmet SoysalNo ratings yet
- Job Knowledge 64Document3 pagesJob Knowledge 64Mehmet SoysalNo ratings yet
- Job Knowledge 65Document5 pagesJob Knowledge 65Mehmet SoysalNo ratings yet
- Job Knowledge 68Document8 pagesJob Knowledge 68Mehmet Soysal100% (1)
- Mechanical Testing - Tensile Testing, Part 1Document4 pagesMechanical Testing - Tensile Testing, Part 1Mehmet Soysal100% (1)
- Job Knowledge 67Document5 pagesJob Knowledge 67Mehmet Soysal100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Job Knowledge 62Document5 pagesJob Knowledge 62Mehmet Soysal100% (1)
- Hot Plate Welding of Plastics Moulded ComponentsDocument4 pagesHot Plate Welding of Plastics Moulded ComponentsMehmet Soysal100% (1)
- Job Knowledge 61Document4 pagesJob Knowledge 61Mehmet SoysalNo ratings yet
- Job Knowledge 59Document5 pagesJob Knowledge 59Mehmet Soysal100% (1)
- Extrusion Welding of Thermoplastics IntroductionDocument4 pagesExtrusion Welding of Thermoplastics IntroductionMehmet SoysalNo ratings yet
- Job Knowledge 58Document4 pagesJob Knowledge 58Mehmet SoysalNo ratings yet
- Job Knowledge 56Document4 pagesJob Knowledge 56Mehmet SoysalNo ratings yet
- Mining For Better TomorrowDocument2 pagesMining For Better TomorrowRO HitNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Practices For Improving The Performance of Linings in Water Systems at Nuclear Power PlantsDocument10 pagesPractices For Improving The Performance of Linings in Water Systems at Nuclear Power PlantsKailash UpretiNo ratings yet
- Technical Data Sheet: Threadlocker Blue 242Document4 pagesTechnical Data Sheet: Threadlocker Blue 242NICKYNo ratings yet
- Structural EfficiencyDocument5 pagesStructural EfficiencychoopoNo ratings yet
- Electroplating Zinc and Zinc Alloys: Processes and PropertiesDocument30 pagesElectroplating Zinc and Zinc Alloys: Processes and PropertiesHari SuthanNo ratings yet
- PLATINUMDocument12 pagesPLATINUMAli RiazNo ratings yet
- Full Download Beginning and Intermediate Algebra 5th Edition Miller Test BankDocument35 pagesFull Download Beginning and Intermediate Algebra 5th Edition Miller Test Bankliamhe2qr8100% (19)
- And Reactivity in Chemistry and How These Are Also ManDocument354 pagesAnd Reactivity in Chemistry and How These Are Also Manluiz13eduardoNo ratings yet
- DS3105 Chemlok220Document4 pagesDS3105 Chemlok220Kelvin Ramírez MartínezNo ratings yet
- Navy Welding ManualDocument194 pagesNavy Welding Manualeugenemic100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Forging, Rolling, Extrusion and Drawing ProcessesDocument45 pagesForging, Rolling, Extrusion and Drawing ProcessesHarshan Arumugam100% (1)
- How To Strengthen Dental Ceramics: KeywordsDocument4 pagesHow To Strengthen Dental Ceramics: KeywordsSajida RakhmahNo ratings yet
- ORMUS Materials and Ozone GenerationDocument19 pagesORMUS Materials and Ozone GenerationJohn CaseyNo ratings yet
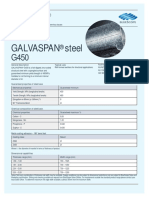
- Galvaspan G450Document2 pagesGalvaspan G450khurshedlakhoNo ratings yet
- MANUFACTURING PROCESSES OF NON-FERROUS AND FERROUS METALSDocument148 pagesMANUFACTURING PROCESSES OF NON-FERROUS AND FERROUS METALSAkshat JainNo ratings yet
- J.P. Morgan ASEAN CEO-CFO Forum Investor PresentationDocument40 pagesJ.P. Morgan ASEAN CEO-CFO Forum Investor PresentationJovi TobingNo ratings yet
- Summary Sheet 9FDocument3 pagesSummary Sheet 9FLily JohnsonNo ratings yet
- Literature Review on Heavy Metals in Water and SedimentsDocument14 pagesLiterature Review on Heavy Metals in Water and SedimentsnazatulNo ratings yet
- Science Formula Class 10 PDFDocument23 pagesScience Formula Class 10 PDFDhiman Dey79% (14)
- ShaliProtek PuR 100Document3 pagesShaliProtek PuR 100Rana MahatoNo ratings yet
- Iron Ore PrimerDocument301 pagesIron Ore Primeruser121821100% (1)
- Catalyst Support Effects on Phenol Hydrogenation Over PalladiumDocument12 pagesCatalyst Support Effects on Phenol Hydrogenation Over PalladiumRungrawin NgamkhumNo ratings yet
- Solid State Devices Viva & Interview QuestionsDocument30 pagesSolid State Devices Viva & Interview QuestionsVenkatesh SadumNo ratings yet
- Preparing, Cleaning, and Evaluating Corrosion Test SpecimensDocument4 pagesPreparing, Cleaning, and Evaluating Corrosion Test Specimenswilber huertaNo ratings yet
- Glossary of Metalworking TermsDocument73 pagesGlossary of Metalworking Termsowox91No ratings yet
- Initial Report September 22nd, 2008: Analyst: Lisa Springer, CFADocument17 pagesInitial Report September 22nd, 2008: Analyst: Lisa Springer, CFAbeacon-docsNo ratings yet
- Laser Engineered Net ShapingDocument11 pagesLaser Engineered Net ShapingUsha Rajaram50% (2)
- Copper and Tin in Steel Scrap RecyclingDocument15 pagesCopper and Tin in Steel Scrap RecyclingakshukNo ratings yet
- Metal Forming Lubricants: Wire Drawing Cold Forming Sheet Metal Forming RollingDocument7 pagesMetal Forming Lubricants: Wire Drawing Cold Forming Sheet Metal Forming RollingNokiabhre WijayaNo ratings yet
- (VCE Chemistry) 2013 LisaChem Unit 1 Exam and SolutionsDocument36 pages(VCE Chemistry) 2013 LisaChem Unit 1 Exam and SolutionslogophileNo ratings yet
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet