Professional Documents
Culture Documents
Eth 23587 02
Uploaded by
Puannita SariOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Eth 23587 02
Uploaded by
Puannita SariCopyright:
Available Formats
Thesis ETH No 13549
The thread
injection
Thread
transport
in circular
pipe
flow
applied
in a
minimally
invasive
open-
porous implant system
for endonasal
surgery
Dissertation submitted to the
SWISS FEDERAL INSTITUTE OF TECHNOLOGY ZURICH
foi the
degiee
of
DOCTOR OF TECHNICAL SCIENCES
piesented by
CHRISTIAN FREI
Dipl
Mechanical
Engineer
ETH
bom 22
April
1969
citizen ot
Buchs, Luzein
accepted
on the lecommendation ot
Piof Di E Wmteimantel, examiner
Prof Di P Niedeiei, co-exammei
"?
;T
)
> H
2000
Table
of
contents
Table of contents
1. Introduction 1
1.1.
Using
thread-annular flow for
minimally
invasive
surgery
1
1.2.
Fluid-dynamics
of annular
pipe flow, state of the art 2
1.3.
Implants applied
to minimal invasive
surgery
10
1.4.
Objectives
of the
investigations
on thread
injection
13
2. Flow model for a thread inside
pipe
flow 15
2.1. The concentric thread-annular flow 16
2.2. Eccentric thread-annular flow 22
2.3. Theoretical results of annular flow with
axially moving
core 29
2.4. Conclusions
considering
the thread-annular flow model 44
3.
Experimental investigations
of thread-annular flow in vertical
pipes
47
3.1. Introduction 47
3.2.
Experimental set-up
and
procedures
48
3.3. Statistical
investigations
and vibration
analysis
of lateral thread deviation 52
3.4. Results and discussion of thread-annular flow measurements 53
3.5. Vibration behavior of the thread in the
pipe
flow 60
3.6. Conclusions for thread-annular
pipe
flow 69
4. Draw-off resistance of thread
packages
73
4.1. Theoretical
description
of draw-off from thread
packages
74
4.2. Draw-off resistance measurements 83
4.3. Draw-off resistances
resulting
from
experiments
and
empirical
models
...
86
4.4. Conclusions 93
5. Measurements on thread
injection
flow 94
5.1. Introduction 94
5.2. Theoretical
description
of thread
injection by
the combination
of a draw-off model and a laminar thread-annular flow model 95
5.3.
Experimental
thread
injection apparatus
97
5.4. Results from thread
injection
measurements 99
5.5. Conclusions for
optimal design
of a thread
injection system
108
Table
of
contents
6. Clinical
application
of the thread
injection
for
management
of
paranasal
sinus disease Ill
6.1. Paranasal
cavity
diseases and their
therapy
Ill
6.2.
Requirements
to a clinical thread
injection
device for
application
in
paranasal
sinuses 116
6.3. The thread
injection
device
developed
for
applications
in the nose 118
6.4.
Injection
and
explantation experiments
in a
paranasal cavity
model 125
6.5. Thread
injection
and
explantation procedures
in human cadavers 133
6.6.
Advantages
and draw-backs of clinical thread
injection applications
139
7. Conclusions 140
7.1. Outlook 141
8. Table of
symbols
146
9. List of references 148
10.
Appendix
159
10.1.
Appendix
I: Thread-annular flow 159
10.2.
Appendix
II: Thread
storage
units as
spools
and bobbins 168
10.3.
Appendix
IV: Clinical thread
injection system
179
10.4. Mathematica
program listings
183
Summary
The
presented minimally
invasive
implant system
of thread
injection
consists of the
implant
material in thread
form,
which is
transported by
a fluid
through
a cannula of
small diameter to form an
open-porous
structure at the
intracorporal
site. The clinical
application
is
proposed
for a
tamponading
wound
healing system
after endonasal sinus
surgery.
For the mechanical
optimization
of the thread
injection principle
the
pipe
flow with
the thread and the thread draw-off from different thread
packages
are
investigated sepa-
ratly.
For the flow situation inside the
pipe, designated
as thread-annular flow, forces act
ing
on the thread and the flow-rate of the fluid are measured and
compared
with a
laminar model. The
investigations
on thread
packages,
such as
spools
and
bobbins,
are
focused on the force
acting
on the drawn-off thread. With
experimental
data a semi-
empirical
model is
developed.
The models of thread-annular flow and draw-off resistance are
finally
combined to
describe the intrinsic thread
injection
flow. Both the theoretical model and the
experi
ments reveal, that besides the
design
of
appropriate
thread
packages
the
pressure
differ
ence over the cannula
length
and the radius ratio between the thread and
pipe
radius are
the crucial
parameters regarding
clinical
application. Large
radius
ratios, corresponding
to narrow annular
gaps,
deliver
high
thread
injection
efficiencies
up
to 4 meters of thread
per
milliliter
injected
fluid and
large
reliabilities due to
large
axial thread forces. The
adjustment
of the
pressure,
on the other
hand,
allows to control the thread
velocity,
where
values
up
to 5 m/s were achieved in the
experiments.
These theoretical
investigations
are
determining
the
design
of a thread
injection
device for the clinical
application
in
paranasal
cavities. The clinical trials
show,
that com
pact
thread
tangle implants
can be obtained also in
complex paranasal
cavities. The ease
to
expiant
the thread
by
manual draw-off
encourages
future
development
of
open-porous
implants.
Zusammenfassung
Das
prsentierte
minimal invasive
Implantatssystem
der
Fadeninjektion
besteht aus dem
Implantat
in
Fadenform,
welches mittels eines Fluides durch eine Kanle zum Zielort im
Krper
befrdert wird. Am
Implantatsort
bildet der Faden eine
offenporige
Struktur in
Form eines Knuels aus. Die klinische
Anwendung
dieses
Prinzips
ist am
Beispiel
eines
tamponierenden Systems
zur
Wundheilung
nach endonasalen
Nasennebenhhlenopera
tionen studiert.
Um das
Prinzip
der
Fadeninjektion
vom mechanischen
Standpunkt
aus zu
optimie
ren,
werden die
Rohrstrmung
mit dem Faden und der
Fadenabzug
von verschiedenen
Fadenpackungen getrennt
untersucht. Bei den
Strmungsverhltnissen
im
Rohr,
hier als
Fadenrohr
Strmung
bezeichnet, werden auf den Faden wirkende Krfte und der Massen
strom des Fluides
gemessen
und mit einem laminaren Modell
verglichen.
In den Unter
suchungen
an
Fadenpackungen,
wie
Spulen
und
Bobbinen,
wird die
Zugkraft,
welche
whrend des
Abzuges
auf den Faden
wirkt, ermittelt. Mit den
experimentellen
Daten
wird ein
semi-empirisches
Model entwickelt.
Schliesslich werden die beiden Modelle der
Fadenrohrstrmung
und des Fadenab
zuges zusammengefgt,
um die
eigentliche Fadenmjektion
zu beschreiben. Sowohl
Theorie als auch
Experiment zeigen,
dass. neben der
Anwendung
von
geeigneten
Faden
packungen,
die Druckdifferenz
lngs
der Kanle und das Radienverhltnis zwischen
Faden- und Rohrradius fr die klinische
Anwendung
die
wichtigsten
Parameter darstel
len. Grosse
Radienverhltnisse, was
engen Ringspalten entspricht, ergeben
hohe Faden
injektionseffizienzen,
bis zu 4 Meter Faden
pro
Milliliter
Transportfluid. Gleichzeitig
ist
wegen
der hohen axialen Fadenkrften eine hohe
Zuverlssigkeit
der
Injektion gewhr
leistet. Das Verndern der Druckdifferenz andrerseits erlaubt das Einstellen der
Fadenge
schwindigkeit,
wo in den Versuchen Werte bis zu 5 m/s erreicht wurden.
Die theoretischen
Untersuchungen
sind bei der
Entwicklung
eines
Fadeninjekti-
onssystemes
fr den klinischen Einsatz in Nasennebenhhlen
miteinbezogen
worden.
Die klinischen Versuche
zeigen,
dass auch in
komplexen
Kavitten
kompakte
Faden-
knuelimplantafe angebracht
werden knnen. Diese Tatsache und die einfache
Explan-
tierbarkeit durch
Abzug
des einzelnen Fadens von Hand
ermutigen
zu
weitergehenden
Entwicklungen
in
Richtung
eines
offenporigen
Faden
implanttes.
1. Introduction
1. Introduction
1.1.
Using
thread-annular flow for
minimally
invasive
surgery
Minimally
invasive methods have been known for centuries. Roman and Greek doctors
used
diagnostic spculums
to
get insight
into
body
cavities
by
access
through
natural ori
fices of the
body.
The
development
of the modern
technique
of
minimally
invasive sur
gery (MIS)
is described in details
by
Moll & Pier
( 1995).
MIS is established in a
multitude of medical
sectors, as these treatments often can be carried out
ambulantly
and
therefore result in a substantial reduction of
healing
time and costs. The
application
of
this minimal invasive
technique
in
implantology
is.
however, more difficult than in clas
sical
surgery,
as most conventional
implants
have a
predefined geometrical shape,
which
do not fit the narrow
passages
of MIS. Therefore
minimally
invasive
implantology
is
restricted to
implants
of small diameters.
An innovative contribution to these
types
of
implants
is the thread
injection princi
ple presented by
Lscher,
Wintermantel & Annen
(1995), designed
for
applications
of
open porous implants.
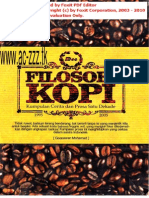
Figure
1.1:
Principle of
thread
injection:
the thread is stored on a
spool (1)
inside a fluid
container
(2). Through
the
injection pipe (3)
the thread is
brought
to the site
of
interest inside the body in a minimal invasive
way,
when
pressure
is
applied
on
flic
fluid
container. At the exit the desired
open-porous tangle (4)
is
formed
in
the
targeted
tissue
of
the body
(5).
Because of the coherent structure of a thread it is
possible
to
transport
solid materials
through any
tube, catheter or cannula of low diameter. The
injected implant
volume is
not restricted
by
this
principle
and can be chosen
arbitrarily according
to clinical needs.
By combining
medical
implant
materials and different thread
types,
as mono- or multifil
aments,
and different carrier fluids, a wide
range
of
applications
is
possible: open porous
implants inducing ingrowth
of tissue,
drug delivery systems, therapeutic
embolization of
blood vessels or
cavity filling
after
surgery.
In this work the
application
of the thread
injection
in the
paranasal
cavities after
surgery
is studied, where the access can occur
by
the nostrils
through
natural
existing
and
surgically produced
ducts.
1. Introduction
While the function of the
implanted tangle
inside the
body
is
mainly
controlled
by
bio
logical properties
of the thread
material,
the flu
id-dynamic
situation inside the
pipe
is
responsible
for the
transport
of the thread.
During injection
the thread is surrounded
by
an eccentric or concentric annular flow in axial direction. This flow
configuration
shall be
designated
in this work as thread-annular
pipe
flow, in
analogy
with the
soundly
studied
annular
pipe flow,
where a solid c\ linder is considered inside the
pipe.
The understand
ing
of the mechanisms in thread-annular flow and the evaluation of the
dominating
parameters
is,
besides the clinical
application
in the nose, the second focus of this thesis.
1.2.
Fluid-dynamics
of annular
pipe
flow, state of the art
A thread
placed
inside a
pipe
flow forces the fluid to move in a concentric or eccentric
annulus
along
the
pipe.
This thread-annular flow can be
assigned
to the
group
of annular
flow which is
describing problems
of various technical
applications.
Heat
exchangers
with concentric
pipes, transportation
in
pipe
flow as a
long
train
travelling through
a tun
nel or inverted film
boiling
are some
examples
for this flow case. Often the inner surface
of the annulus can be
approximated
with a
rigid cylinder,
which is fixed or which can
move inside the annular
gap.
An
assumption
of this thesis is that a thread has a similar
behavior as such a
rigid cylinder
inside a
pipe
flow.
Publications of various
investigations
on annular
pipe
flow or
comparable
flow
types
are reviewed in this sectiou and laminar and turbulent flow models are discussed
with
respect
to their
applicability
to thread-annular flow. The
development
of a thread-
annular flow model is
necessary
to
analyze
the flow situation and to allow the
optimiza
tion of the flow
parameters
for the clinical
application.
Flow values of
practical importance
are
thereby
for instance the volumetric flow
rate,
which
corresponds
to the fluid
consumption during
thread
injection,
or the axial
thread
force,
which
guarantees
the axial thread
transport against
flow obstacles in the
annular conduit. The
important parameters
in thread-annular flow arc radius ratio and
eccentric
position
of the thread in
regard
to the
pipe axis,
but also the influence of the
axial thread
velocity
is of central interest too. An overview of literature
regarding
these
parameters
is
given
in
figure
1.2.
A flow case is
completely
described if the
velocity profile
of the fluid is known in
the whole cross-sectional area of the conduit. All the other characteristic flow values can
be derived therefrom.
Therefore,
different
velocity
distribution models of annular
pipe
flow are considered in this review in
particular,
to evaluate their use for a thread-annular
flow model.
Besides theoretical
findings
also certain effects observed in
experiments
on annular
pipe
flow could be relevant for thread-annular flow and arc treated in this thesis.
Laminar annular
pipeflow
with a
fixed
core
(fig.
1.2
a,b)
Investigations
on annular
pipe
flow were done in view of various
applications
in heat
transfer and
process engineering. Thereby
the flow channel was assumed to be restricted
to an annulus between a fixed solid core and the
pipe
wall,
representing
the inner and the
outer boundaries. This flow
type
can be
compared
to the thread-annular
flow,
in the case
where the thread has no axial
velocity.
This situation occurs
during
the
start-up phase
or
when the thread is blocked in the
pipe.
1. Introduction
An
analytical
solution for the
velocity profile
was first derived
by
Lamb
(1907), depart
ing
from the Navier-Stokes
equation.
He considered the most
simple
case of laminar flow
through
a concentric, circular annulus.
Rothfus,
Monrad & Senecal
(1950)
found in his
experiments
correlations
confirming
this theoretical solution. In connection with heat
exchange
in flow between two concentric
pipes
Koch & Feind
(1958)
calculated from the
laminar
velocity profile
the friction factor.
Compared
to the
pure pipe
flow,
it increased
with radius ratio. With their
experiments they
could confirm this solution for the friction
factor.
Analogous
results were found
by
Caldwell
(1930)
and
Piercy, Hooper
&
Winny
(1933),
where not
only
circular but also different
shaped
bars were
placed
in concentric
positions
inside a
pipe.
From the
velocity
distribution derived
by
Lamb
(1907)
also the
shear stresses can be calculated. Koch & Feind
(1958)
could
support
this
theory by
his
experiments,
where he found that
higher
shear stresses exist at the inner core wall than at
the outer
pipe
wall.
Obviously
the laminar
theory corresponds
well with the
experimental
data and
therefore this model for the
velocity
distribution in an annular flow can be
applied
in a
first
approximation
also to the thread annular flow. In this case the thread is assumed to
be an
always
concentric
rigid cylinder. Subsequently,
the
findings
on friction factor and
wall shear stresses in annular
pipe
flow can be
expected
with similar tendencies also in
thread annular flow.
However,
in thread
injection
also
eccentricity
has to be considered as a
possible position
of the thread in
pipe
flow.
For laminar flow with an
eccentric, rigid cylinder
inside a circular
pipe
flow the
same basic
approach
can be used as for the concentric case: The momentum
equation
of
Navier-Stokes has to be solved in the
geometry
of an eccentric annular cross-section. The
problem
to solve the differential
equation
and to derive the other characteristic flow val
ues is
thereby
of
purely
mathematical nature. It was first solved
by
Caldwell
(1930).
resulting
in a
complex
form of the solution.
Using
different
bipolar
coordinates the ana
lytical
solution could
successively
be
simplified by Piercy
et al.
(1933)
and
Snyder
&
Goldstein
(1965).
To avoid the mathematical difficulties some authors solved the Navier-
k
equation
with numeric methods
(Redberger
& Charles
(1962),
Shah & London
(1978),
Manglik
&
Fang, 1995).
However, for
parametric optimization
of thread
injection
aimed
in this thesis an
analytical
solution is more
appropriate,
because of direct coherence with
experimental
data.
Velocity profiles
in an eccentric annulus at different radius ratios and eccentricities
were
presented by Shighechi.
Momoki & Lee
(1994),
who
applied
the method of
Snyder
& Goldstein
(1965)
for the calculation. The
validity
of the laminar
velocity profile
model
however was not checked
by measurements,
also in the numerical
investigation
of Shah
& London
(1978). Focusing
the
fluid-dynamic application mostly
the characteristic flow
values were derived
directly
from the theoretical
velocity profile
and then
compared
with
experimental findings:
The volumetric flow
rate,
calculated
by Piercy
et al.
(1933)
foi-
single pipe geometries,
resulted in an increase with
eccentricity.
This
tendency
dimin
ished
considerably
with small radius ratios. These
findings
coincide with the numeric
solution of
Redberger
& Charles
(1962)
and
correspond
to the reduction of the friction
factor with
eccentricity,
which was observed in the
experiments
of Caldwell
(1930).
Thereby,
the radius ratio can also have a
decreasing
effect on the friction
factor,
when a
certain eccentric
position
of the core is exceeded.
Snyder
& Goldstein
(1965)
found an
explicit expression
for the friction factor in terms of
eccentricity
and radius ratios smaller
1. Introduction
than 1. Tiedt
(1968)
covered in the whole
range
of
eccentricity
and radius ratio. His mea
surements correlate well with calculated friction
factors,
also in the
limiting
annular flow
case of total
eccentricity.
At low flow velocities the laminar model can therefore be assumed to describe the
eccentric annular
pipe
flow
sufficiently, approximating
the eccentric thread annular flow
too.
Forces
acting
on an eccentric
cylinder
in
pipe
flow are
rarely regarded. Snyder
&
Goldstein
(1965)
and
Shighechi
et al.
(1994) present
numerical results for the variation
of the local shear stress around the inner and outer surface, but no
experimental
data are
available for
comparison.
However, from the theoretical shear stress on the inner
cylinder
surface the axial thread force can be derived
by integration
and
possibly
delivers useful
information for thread
injection
on the influence of radius ratio and
eccentricity
also on
this value.
Turbulent annular
pipeflow
with a
fixed
core
Koch & Feind
(1958)
found the transition from laminar to turbulent flow to take
place
between
Reynolds
numbers Re between 3000 and
4000, compared
to Re
= 2000
for the
pure pipe
flow. In the
experiments
of
Piercy
et al.
(1933)
two critical fluid veloci
ties were observed in the transition
range,
the first assumed to
appear
due to the core sur
face and the second due to the
pipe
wall. This would mean for thread
injection
that the
incidence of turbulence has to be considered to take
place
first at the thread surface and
could have influences in
particular
on the axial thread force.
If for the turbulent flow
only
the friction factor is of
interest,
the
equation
of Bla-
sius
(Koch
&
Feind, 1958)
can be used as a first
simple approximation by setting
the
spe
cific
hydraulic
diameter. That
way
the mass flow can be
derived,
but for other
characteristic flow values as shear stress or axial force on the inner core a modified form
of the momentum
equation
of Navier-Stokes has to be
applied.
For the turbulent flow the momentum
equation
can not be solved
explicitly any
more,
as statistical fluctuations in all directions are
superposed
to the axial
flow,
which
have to be modeled
separately.
In contrast to the laminar
flow,
the turbulent flow has not
the same behavior in the
boundary layer
close to the wall as in the flow section of
high
velocity.
Those mechanisms of turbulent flow are still not
completely understood,
but
various
semi-empirical
models were
developed
to
approximate
the turbulent
velocity
profile.
Table 1.1 lists some
examples
of such turbulent
velocity profiles,
which were
applied
to annular flow.
Assuming
such
velocity profile
models for the thread and the
pipe
wall the momentum
equation
can be solved
iteratively, mostly by
laborious numeri
cal methods. Therefore
experimental
observations in the turbulent annular
pipe flow,
which show
significant
differences to the laminar
flow, are of
greater
interest for the
thread annular
flow, than the
development
of a turbulent model.
Koch & Feind
(1958)
showed
experimentally
that the ratio between the inner and
the outer wall shear stresses in concentric annular
pipe
flow is
higher
in the turbulent
than in the laminar
range.
As a
consequence
the maximum
velocity
in the turbulent flow
profile
was assumed not to
appear
at the same radius as in laminar
flow,
but
shifting
towards the core wall. This shift of the radius of maximum flow
velocity
towards smaller
values was observed
by Brighton
& Jones
( 1964) to continue with
raising Reynolds
num
bers in the turbulent
range.
Lawn & Elliott
(1972) determined in his
experiments
the
point
of zero-shear in the flow annulus and found in contradiction to former
assumptions
that it
appeared
at smaller radii than the
point
of maximum mean
velocity.
This
discrep-
pipe
wall
b)
c)
d)
thread
Q?
Hi;
:\
w,
I
'<J
Wr
Posi
tion
Parameters
Friction factor
I
Flow rate
Q
Shear stress on thread Radius
ratio
Eccen
tricity
Core
velocity
a
b
'!
b = 0
wT/=
0
i Piercy
et al
k
(1933) Caldwell
T
(1930)
Koch&
Femd
(1958)
fieclt (1968)
1
\
Piercy
et cd
(1933),
Tiedt
(1968)
1
Koch & Femd
f
(1958)
F
Tiedt
(1968)
Y
= const
c!
w//;=0
Tiedt (1968)
f Deisslei &
May
nard(1955)
\
Pieicy
ct at
(1933) fitdt
(1968) Rtd
berger
& Charles
(1962)
Deisslei &
May-
)
naid(1955),
'
Snyder
& Gold-
stem (1965)
'
c>0
W/,,=
0
t htdt(1968)
A
Iicdt(l968) ti
Jonsson (1966)
c
{-
const e = 0
1
Shighechi
& t tt
W (1991)
t
Shighechi
& Ltt
(1991)
d
'
k
e = 0
Wjy,
> 0
i i Shighechi
ef a/
i f
(1994)
n Shighechi et al
(1994)
Y
= const
4
wTh
> 0
1
Shighechi
et al
f
(1994)
1
Shighechi
et al
(1994)
"
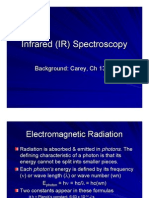
Figure
1 2
Influences ofdiffei
ent
parameters on
important
annular
flow
values described in liter atia e for
laminar
flow
The
parameters
are the
radius ratio
y,
the eccentric
position
of
the core in the
pipe
and the core
velocity
winch is assigned
in this work to the thr ead \
elocity
m
/;, f means an increase,
la decrease
of
the value,
| signifies
that a rise as well as a reduction can be observed
1. Introduction
ancy
was found to increase at smaller radius ratios. The
knowledge
of the correct
posi
tion of the radius of zero stress and of maximum
velocity
is considered to be
important
for a reliable
application
of a
velocity
distribution model in the turbulent annular flow. If
the observed effects are
existing
also in the thread-annular flow with an
axially
not mov
ing
thread, the increase of the thread force with increase of
Reynolds
number would be
bigger
in the turbulent
range
than in the laminar one.
According
to the
empirical
friction factor of Blasius Tiedt's
(1968)
measurements
showed that the friction factor of the annular
pipe
flow decreases less with increased
Reynolds
number in the turbulent
range.
But in
agreement
with the laminar flow a
slight
increase of the friction factor could be noticed w ith raised radius ratios too.
Additionally,
in the turbulent flow the
roughness
of the
constricting
wall surfaces can influence the
flow
significantly (Tiedt 1968,
Indelkofer
1981). The influence of mixed
rough
and
smooth surfaces of the inner and outer wall on the annular flow was
investigated
theoret
ically
and an increase in friction factor was calculated,
when
rough
surfaces existed
inside the annular flow. No
experimental
data are
compared
with these studies,
but the
results
indicate,
that
roughness
has to be considered in turbulent thread-annular flow
too,
particularly
if multifilament thread
types
with
irregular
surfaces are
applied.
Turbulent flow of eccentric annular
pipe
flow was treated in several
investigations too,
as
listed in table 1.
Eccentricity
has
comparable
influences on the annular
pipe
flow as in
the laminar
range.
The turbulent friction factor for instance is reduced
by eccentricity
too
(Tao
& Donovan
1955,
Tiedt 1968. Deissler &
Maynard 1955).
The measurements
by
Jonsson
(1966)
of a circumferential
pressure
variation on the outer wall in turbulent
eccentric flow were
interpreted
as
possible secondary
flow in non-axial directions. Even
if the influence on the axial flow was assumed to be
negligible,
Eifler &
Nijsing (1971)
considered in a new
approach
a momentum
exchange
in circumferential direction to con
sider the assumed
secondary
flow. The numerical solutions showed
good agreement
with
the
experimental
friction factors of Tiedt and Jonsson.
Up
to now a
secondary
flow in lat
eral direction could not be measured
directly.
The existence of such a flow case would
probably
be essential for the behavior of a thread inside
pipe
flow, as circumferential
shear stresses would
appear
on the thread surface, which could
provoke
lateral motions
of the thread due to its low
bending
stiffness.
Generally
the models for turbulent annular flow are less reliable than laminar flow
models, so that their
application
to the thread-annular flow should serve
preferably
for
qualitative
studies.
Annular
pipeflow
with
moving
core
(fig.
1.2
c, d)
Thread-annular flow as a
principle
of
transportation
in
pipes
and tubes is also known in
textile
weaving technique.
In that case the new
weaving
thread is introduced into the
weaving process by being
shot
by
an air stream
through
a
pipe
Krause
(1988).
Mach
numbers of 0.3 and more are achieved that
way,
thus the
transport
fluid must be
regarded
as a
compressible gas.
For the medical
application
of thread-annular flow such
high
velocities are not
acceptable
due to
possible damage
of the
recipient
tissue, so that the
mostly empirical
relations of textile
applications
can not be used.
For a thread
being transported
in laminar flow
through
a
pipe
a
rigid cylinder moving
axially
in concentric
position
can be a first
approximation.
This
analytical approach
was
treated
by Shighechi
& Lee
(1991). They
set a constant axial
velocity
for the inner
h
Authors
Radius
ratio
y
Eccen-
Velocity profile model,
tricity | assumptions
Results and
comparison
with
experiments
Rothfus efaZ.
(1950) 0.17,
0.65
0
Empirically
modified
velocity deficiency
law
of Prandtl, smooth walls
r^mavnub
=
rnma,!a<
and therefore ratio of wall
shear stresses as in laminar
range:
accurate
predic
tion, raise of friction factor with the radius ratio
y
Tao& Donovan
(1955)
1
(0,1)
Eccentric friction factor
by empirical
correla
tions, lamellar model for eccentric annulus
Decrease of friction factor X with
eccentricity
Deissler &
Maynaid
(1955)
0.29
(0,1) Eddy diffusivity
for momentum transfer, itera
tive
graphic
method
Theoretically
r
t nub
<
rH lam,
decrease of fric
tion factor with
eccentricity, velocity
distributions
Koch &Feind
(1958) (0,0.8) 0
Empirical
friction factor
by
Blasius
Experimentally shown, that
rH /,<'' ;,
Brighton
& Jones
(1964) 0.0625
-0,562
0 Law of the wall, velocity
defect law.
high-turbulent range
rn lurh
<
11, Uim,
inner wall
profiles
not valid for
small
y,
friction factor
independent
of
y,
radial
pressure
variations
Tiedt
(1968) (0,0.9)
1
0
(0,1)
Logarithmic distributions, hydraulically
smooth, rough
and smooth walls in combina
tion, low-turbulent
range
Friction factor X diminished most
significantly by
eccentricity
at
high
radius ratio
y
Eiller & Ni
jsing (1971) (0.3,
0.9)
(0,1) Eddy diffusivity
for momentum transfer, non-
axial, secondary
flow
Improved agreement
with
experimental
friction
factors and
velocity
distributions
Lawn & Elliott
(1972) (0,0.4) 0 Law of the wall, smooth wall Zero-shear radius smaller than maximum
velocity
radius, in
particular
at small radius ratios
y
Indelkofer
(1981) [0,1] 0
Logarithmic velocity profile, rough
and
smooth walls
Higher
shear stresses and friction factors at
rough
walls
Malik & Fletcher
(1981) (0.088,
0.99)
0
Mixing length
scale
transport equ.,
alterna
tively
modified
by bridging
or
using
Prandtl-
Kolmogorov
formula
Velocity profiles predicted
with
improved accuracy,
consideration of heat transfer in annular flow
Velidandla, Putta &
Roy
(1996)
0.417 0
Empirical logarithmic
wall law
by numerous
experiments
Radius of zero Reynolds
sear stress
unequal rH
Table 1.1: furbulent
flow
models
of
concentric and eccentric annular
flowfor
radial
velocity
distribution
w(r)
and
friction factor
X. Parameters are
the radius ratio
J
and the eccentric
position of
the core . r is the radius
of
maximum
flow velocity
in concentric annular
flow.
1. Introduction
boundary
condition of the momentum
equations.
Solutions for the
velocity profiles
and
the friction factor were derived in function of the radius ratio and the
velocity
of the core.
The friction factor was found to decrease with core
velocity. By
the
specific
definition in
that work at a critical core
velocity
the friction factor became zero.
Thereby
narrow
annular
gaps possessed again
a
higher
friction factor than wide annular
gaps
at the same
core
velocity.
However,
experimental
data are not available for
velocity profiles
or for the
friction factor.
This lack of
experimental
data for annular flow with
axially moving
cores is also
observed for the turbulent flow
range, although
numerous theoretical
investigations
exist
for the concentric
configuration:
The
presented velocity profiles
of
Shighechi.
Kawae & Lee
(1990)
were
computed
numerically.
The ratio of shear stress between the inner and outer wall was found to
decrease with
increasing velocity
of the inner
cylinder. Comparison
of the friction factor
with
experiments
showed
good agreement
for the case of the turbulent annular flow with
a fixed concentric
core, however,
for
axially moving
cores no measurements were
pre
sented to discuss the model.
Comparable
trends were observed also in the theoretical
investigations
of Barrow
&
Pope (1987) modelling
a train in a
long
tunnel, in the
analysis
of Lee & Kim
(1987)
on
annular film
boiling,
and Torii & W.J.
(1994),
who considered
processes implied
as
extrusion and
drawing.
The same trends were observed in all theoretical studies, but the
predicted
reduction in friction factor due to a
change
in the core
velocity
was found to be
different for each model.
Eccentric
cylindrical
cores
moving
in axial direction in annular flow are treated
by
Shighechi
et al.
(1994)
for the
fully developed
laminar flow.
Velocity profiles
are shown
for different eccentricities. As discussed above for fixed
cores,
the friction factor was
found to be most sensitive to variations of core eccentricities in narrow annular
gaps
with
radius ratios close to
unity. Thereby,
as in the concentric
case, increasing
core
velocity
had a
reducing
effect on the friction factor and
departing
from a critical core
velocity
the
friction factor became zero. At core velocities
higher
than this value
eccentricity
was
pre
dicted to induce an increase of the friction factor. This means that at
high
velocities of an
eccentric core the
pipe
wall causes an increased resistance to the axial core motion. At
core velocities smaller than the critical core
velocity
the friction factor
decreased,
when
the core was shifted near the wall,
showing
that Poiseuille-ilow
prevails.
Also in this case
no
experiments
were realized for
comparison
with the theoretical values.
Therefore,
in
this thesis an
experimental set-up
is
developed
to achieve measurements on annular flow
with
axially moving
inner cores. These data are
compared
with calculated results based
on the concentric and eccentric laminar model
presented by Shighechi
for this flow case.
Further annular flow
types
Apart
from the
axially fully developed
annular flow with
moving
or fixed inner core sev
eral other
closely
related flow cases were
investigated
in the literature.
Secomb & El-Kareh
(1994)
treated red-cell
aggregates
in blood vessels
by
model
ing
them as
long
solid
cylinders
in a horizontal
pipe. Giving
to the
cylinder
a radial
velocity
from the
pipe
center towards the
pipe
wall
they
calculated that the resistant force
Q
1. Introduction.
to this motions is
increasing rapidly
with radius ratio and core
eccentricity.
This resis
tance force to radial motion could exist also in thread-annular flow,
when the thread is
moving
towards the
wall,
for instance due to
secondary
flow as assumed
by
Jonsson
(1966).
In contrast to an infinite
long cylinder
also solid bodies with axial
symmetry
and
limited
length
are often
topic
of research on
pipe
flow. The solid bodies can be an
approximation
of
single
thread sections with for instance different eccentricities or axis
directions.Christopherson
&
Naylor (1955)
treated a
cylindrical
wire
moving by gravity
in a viscous fluid down a vertical
pipe.
The authors calculated an eccentric
equilibrium
position,
which was confirmed
by
their
experiments. Feng
et all.
Feng, Huang
&
Joseph
(1995) investigated
in their two dimensional numerical calculations a free
elliptic body
instead of a
cylinder.
Under the
assumption
of
buoyancy
absence the axis of the
elliptic
body
resulted not to be
parallel
to the
pipe
axis in
stationary
flow. Further an
ellipsoid
with a
higher density
than the fluid was lift off
by
a force ruled
by
lubrication, inertia or
both of them.
Modeling
the
start-up
of the
ellipsoid
motion
by
linear
theory
of
stability
Feng
et al.
(1995)
could determine a transient oscillation. No
centring
mechanism was
found for the
ellipsoid
when
approaching stationary
flow.
These
investigations
illustrate that
eccentricity
is
probably existing
also in thread-
annular flow and that vibrations have to be taken into account in
pipe
flow with not fixed
core bodies as for instance a thread.
A flow case
comparable
to the thread-annular flow too would be a
non-rigid body
of unlimited
length
inside a
pipe
flow. This is found in the so called "core-annular flow",
where an
axially moving, high
viscous oil core is lubricated
by
a thin water annulus at
the
pipe
wall. This
principle
is
applied
in
pipelining
of
heavy
crude
oils,
where the vis
cosity
of water is
normally
two
magnitudes
smaller than that of oil. Therefore the oil core
is often treated as a solid
body,
which
corresponds
to a
popular approximation
for annu
lar
pipe
flow. Ooms et al
(1984) neglected any
flow inside the oil core to
develop
their
theoretical model of the horizontal core-annular flow.
By applying
the
hydroclynamic
lubricating theory they
showed that
rippled
waves observed on the oil-water interface
could
generate pressure
variations in the annulus which counterbalanced
buoyancy
and
kept
the core from
touching
the wall. Similar effects could occur also on
irregular
thread
surfaces,
which exist for instance on multifilament threads.
However,
friction factors measured
by Amey
et al.
(1993)
and calculated
by
Huang,
Christodoulou &
Joseph (1994),
who considered laminar as well as turbulent
flow inside the annular
flow, are not
comparable
to annular or thread-annular flow. In
core-annular flow the core fluid is
regarded
in the calculation of the friction factor
too,
while in annular and thread-annular flow
only
the annular flow enters into the friction
factor. But observations on instabilities in the core-annular flow
(Chen
&
Joseph
Daniel
1991. Bai, Chen &
Joseph 1992)
support
the
assumption
that vibrational effects
appear
in thread-annular flow too.
The above cited literature reveals that models and
experiments
to thread-annular
flow with a
liquid
as
transport
fluid are
missing up
to now.
However,
various
types
of
annular
pipe
flow are described both for the laminar and the turbulent case and
may
be
compared
to thread-annular flow.
o
I. Introduction
1.3.
Implants applied
to
minimally
invasive
surgery
The
implants
used in
minimally
invasive
surgery
can be
separated
into two functional
groups. Load-bearing implants
have a structural function and take
up
forces,
which are
acting
from the
surrounding body
tissue. The second
group
form
non-load-bearing
implants,
which influence
by
their metabolic function the
surrounding
cells and
organs.
An
injected
thread
tangle
in the
body
can
possess
both functional
properties.
If the
density
of the
tangle
is
high enough,
the thread
implant
can cause an
expanding
force
against
the
compression
of the
surrounding
soft tissue. On the other
hand, by
the
proper
ties of the thread surface and the release of
agents
the thread
tangle
can also interact bio
chemically. Thereby
a thread
tangle implant
is
distinguished by
four characteristic
features:
unrestricted size of
implant
volume
open porous
structure
location of
implant
well defined
by
coherent structure
can be combined with
drug delivery systems
These features are
thought
to enable
improvements
and solutions of clinical
problems
and are therefore
compared
to
existing implant systems.
Volume restriction to
implants
in
minimally
invasive
surgery
The size of
rigid implants
often makes their
minimally
invasive use difficult. An
example
for this
implant type represent
metallic stents, which
mostly
consist of braided wire tubes
preventing
vessels from occlusion. Stents are
mostly
used after balloon
angioplasty
to
prevent
restenosis of blood vessels
(Haas 1996),
but
they
are also
applied
in
endopros-
thetic
management
of abdominal aortic aneurisms
(Black 1995)
and in ureteral
endoprosthetics (Chappel,
Gelister & Miller 1989).
Generally,
a stent is
brought
into the
vessel on the
tip
of a catheter and
expanded
at the site of interest.
Stents are of limited
length,
so that sometimes several
overlapping
stents are used
for
longer
blood vessel sections
(Serruys,
Strauss & Beatt
1991).
This
illustrates,
that
with such
implants
several batches have sometimes to be
applied
to achieve the
required
size of the
implant. Alternatively,
stents could be
designed
also as
threads,
which would
be
injectable
to the site of interest.
A similar
problem
is found in the treatment of aneurisms
by
fine
platinum
coils of
limited
lengths (Morrison
1997, Klein et al
1997).
Aneurysms
are blood vessel sections
of inferior wall thickness
occurring
in brain arteries and in other extracranial
parts
of the
body. Aneurysms
often
develop
to considerable
bulges containing high
risk of burst.
Therefore these lateral chambers are filled with
coils,
which cause a thrombus and rein
force that
way
the weak blood vessel section.
Mostly
several coils arc
pushed
in series
through
a catheter into the
protrusion
of the blood vessel. Coils are sometimes also used
in combination with stents
(Perez-Cruet, Patwardhan & Maward
1997).
The substitution
of the coils
by
a thread is an
improvement,
as a
large implant
volume is
applicable by
a
single injection.
The
implant
volume of
sponges, gauze pads
and
packages,
is limited in
minimally
invasive
surgery
too
(Moll
& Pier 1995, Inderbitzi & Pier
1995). Usually
these medical
devices are
compressible
and can be
brought through
a wide access channel to the site of
operation.
An
example
are hemostatic
sponges
used in endonasal
surgery,
which are
introduced
by
the nostrils to control
bleeding
and to stabilize
fragile
osseous structures in
1. Introduction
the nasal
cavity. Thereby,
the volume and
shape
of the
implant
is
generally already
deter
mined before
implantation.
For a later
explantation
the same wide access channel has to
be available as for
implantation. Therefore,
replacing
these
implants
with an
injected
thread
tangle
the same
stabilizing
and
tamponading
functions can be fulfilled. Addition
ally,
a thread
tangle
can be
adapted
to
any
size and form of the
cavity
and can be also
explanted minimally invasively by single
thread draw-off.
These
examples
show that with the
advantage
of an unrestricted
implant
volume
thread
injection
has the
potential
to
improve existing therapeutic
methods.
Open porosity of implants
Conventional
open-porous implants
are
generally
made of
sponges (Glatt,
Afifi & Noone
1999,
Faludi et al
1997, Emmctt 1995, Narotam, van Dellen & Bhoola
1995),
foams
(Raso
& Greene
1995,
Kida et al.
1986,
Steiner et al. 1992) or sintered materials
(Kiwer-
ski 1994,
Black 1991, Pedersen
1980).
These
implants
have besides size and
shape
also a
defined
porosity,
which can not be
changed
inside the
body during operation.
In contrast,
the
porosity
of an
injected
thread
tangle
can be
adapted
to the needs of the
application,
by choosing
the
appropriate
radius ratio and thread
density
of the
tangle. Further,
if cell
ingrowth
occurs
along
the thread in axial direction, as observed in the
experiments
of
Wan
(1997),
the cells could be directed
by
the random, but also coherent structure of the
tangle quickly
from the surface to the inner sections of the
tangle.
Minimally invasively applicable drug delivery systems
Three
principal
release
systems
for medical
agents
are found in clinical
applications:
membrane
systems, degradable systems
and carrier, described in detail
by
Wintermantel
& Ha
(1998).
In
minimally
invasive
surgery
release
systems following
these three meth
ods are realized as
microparticulate drug
carriers.
Microparticulate drug
carriers can be
injected by
a fluid
through
a cannula to the site of disease in the
body.
Their function is a
local and sustained release of instable or toxic
drugs.
The most common used
micropar
ticulate
drug
carriers are:
nanoparticles (Sharma,
Chelvi & Kaur 1996,
Jiang.
Liao &
Huang 1995, Kattan,
Droz
& Couvreur 1992, Guzmann. Labhasetwar &
Song 1996)
activated carbon
particles (Hagiwara,
Takahashi & Lee
1987)
liposomes (Zee-Cheng
&
Cheng 1989, Jadot, Vaille & Maldonado
1995, Delanian,
Baillet & Huart 1994.Dachs,
Dougherty
& Stratford
1998,
Ledlcy 1994)
microcapsules
or
microspheres (Morimoto
&
Fujimoto 1985,
Rssel
1985,
Chan-
drashekar &
Udupa
1996, Camarata,
Suryanarayanan
&
Ebner-Tj 1992, Zee-Cheng
&
Cheng 1989).
The size of these
microparticles ranges
from 20 nm to 100
(tm.
However, the administra
tion of this
microparticulate drug
carriers to the site of interest inside the
body
can often
not be realized
accurately.
Because of the small size the
particles
can
disperse
also in the
neighboring
tissue and even in other
organs.
This
problem
of
targeting
is found in
partic
ular in chemoembolisation
(Kato.
Kazunari & Pvusei 1996.
Zee-Cheng
&
Cheng
1989,
1. Introduction
Jadot et al.
1995)
and
diagnostics
of cancer
therapy (Khalifa,
Dodds &
Rampling
1997,
Pump
& Hirnle
1996).
Different
approaches
to
improve
the
targeting
of
microparticulate drug
carriers
exist. For
example, microcapsules
with ultrafine
magnetite particles
were
developed,
which can be
kept
within the
capillaries
of the tumor
by
an external
magnet
over the
tumor site
(Gupta
&
Hung 1994).
The
difficulty
of
targeting microparticulate implants
arises from their not coherent
structure. A thread
tangle implant,
on the other
hand,
exists of a
single thread,
which
remains at the site of
injection.
A more reliable chemoembolisation can be
imagined,
when a thread
tangle releasing
anticancer
agents
would occlude a
feeding artery
of a
tumor. For
diagnostics
a
radioactively
labeled thread could be used to mark
pathological
sites over a
longer period.
The coherent structure of a thread does not
only
allow a
locally
defined
implanta
tion of the
tangle,
it enables also
explantation,
which with
microparticulate drug carriers,
once
they
are
injected,
is
practically impossible.
This can be crucial in cases of
complica
tions. The
replacement
of
microparticulate drug
carriers
by
a thread
injecting system
could result also in this
respect
in more reliable
therapies.
Examples ofpotential
clinical
applications
Several
preliminary
studies of thread
injection application
in medicine
already
exist. The
treatment of aneurism in brain blood vessels
by
thread
injection technique
was consid
ered
by
Liischer
(2000),
where the
advantages compared
to the
application
of coils are
illuminated.
Experiments
were realized in a model of the cerebral blood vessel
system
and showed that the
injection
of a
thrombogenic
thread
through
a catheter as
long
as 2 m
implies
no
problems.
Another
exemplary improvement
of an
existing
medical
procedure by applying
the
thread
injection principle
is seen in the
therapy
of
malignant pleural
effusions. Pleural
effusions are bladders of secretion
liquid
between the inner and outer
lung
skin, in the so-
called
pleural gap,
which reduce the
lung
volume. Such effusions
appear mostly
because
of a malfunction of the
equilibrium
mechanisms on the borders of the
pleura,
which is
often the
consequence
of cancer (Inderbitzi & Pier
1995).
The
therapy
of choice
today
contains
punctuation
of the
pleural
effusion and suction of the secretion fluid. Insuflation
or instillation of different
sclerosing agents,
as
tetracycline (Lynch 1993)
or talcum
pow
der
(Weissbcrg
& Han
1993). should induce an obliteration of the
pleural gap
with
fibrotic fixation of the two
pleural
membranes called
pleurodesis. However,
immediate
postoperative
secretion can wash out these
agents
and cause recurrence. The
binding
of
these
agents
to a
supporting
structure could
prevent
this effect and could be realized
by
using
a thin
thread,
where the
agents
as
tetracycline
are released
continuously
or as tal
cum are fixed on the thread surface.
By injection
a net-like flat thread
tangle
can be laid
into the
pleural gap minimally invasively,
where fibrosis is
thought
to occur
through
the
pores
of the
tangle.
First
experiments
with a talcum coated thread showed, that as in the
case of talc
powder
insuflation, the
transport
fluid for the thread can also be a
gas.
Another
example
of
possible
clinical thread
injection
is the
application
in wound
healing
after
surgical
treatment of
parasitic cystic
diseases.
Mostly
these
cysts
contain
the larvae of the
parasite,
and
subsequently
have to be removed
carefully
to
prevent
recurrence (Bosch 1989). Minimally
invasive methods to treat these
cysts
are available
today,
however, a considerable
surgical cavity
remains at the site of extraction. The risk
7. Introduction
of reinfection of the
cavity
and the access channel is
high (Mentes 1994).
The
filling
of
this
cavity
with an
injected
thread is
supposed
to have several
advantages. First,
the
open
porous
structure of the thread
tangle
could accelerate the
ingrowth
of
healthy
liver tissue
into this void
space.
Further the thread could be
designed
as a
degradable system,
so that
after successful
healing
the
original
function and structure of the liver could be achieved.
The risk of recurrence could be reduced
by
sustained release of
anti-parasitic agents
instead of
systemic
administration in the first
postoperative phase.
More detailed studies are
presented
on a thread
injection system
for wound
healing
therapy
after
surgery
in the
paranasal
sinus in
chapter
6 of this thesis.
1.4.
Objectives
of the
investigations
on thread
injection
The thesis is divided
thematically
into two
parts:
Part 1:
Fluid-dynamics
of thread
injection
For
fully developed
laminar thread-annular flow a model is
developed
for the thread
moving
in axial direction. The influence of radius
ratio, as well as
eccentricity
and thread
velocity
on over-all friction factor and thread forces are of central interest. The construc
tion of an
experimental set-up
shall deliver measurements for
comparison
with
theory.
The draw-off resistance of the thread
package
is
investigated
in theoretical and
experimental
studies and
integrated
into a
general
flow model for thread
injection.
With
this thread
injection
model radius
ratio,
type
of thread
spool, transport
fluid and other
parameters
are discussed to
optimize
the
resulting
thread
velocity
and the fluid consume.
Part 2:
Development
of a clinic thread
injection system
As an
example
of
application
a thread
injection system
is
presented,
which is
designed
for endonasal use of
paranasal
wound
healing.
Mechanical
aspects
are considered for
minimally
invasive
surgery
and an
optimal
solution is tried to be found
by help
of the
theoretical model. For the
surgeon simple
and reliable
handling
of the device is indis
pensable,
thus the device is tested in different models.
Seite Leer /
; Biank leaf
2. Flow model
for
a thread inside
pipe flow
2. Flow model for a thread inside pipe flow
A model
describing
the
fluid-dynamic
mechanisms is
highly
desirable for the
design
of
clinical thread
injection systems, especially
when
restricting requirements
are
imposed
to
the
device,
such as a maximum admissible diameter of the cannula and a maximal
injected
fluid volume. The
developed
model should deliver
optimal working points
for
the
remaining
free flow
parameters
of a most reliable thread
injection system.
In a first
step only
the flow behavior inside the
pipe
and the interactions of
thread,
fluid and
pipe
wall are
regarded.
Liischer
(2000)
treated this flow
type
of thread-annular
flow
already
for a thread not
moving
in axial direction inside the
pipe.
This flow situation
is
corresponding
to the
start-up
of thread
injection
or to the
situation,
where the thread
movement is
interrupted by
obstruction or similar.
The studies in this thesis are focused on the intrinsic thread
injection process,
where the thread moves with an axial
velocity through
the
pipe.
The
purpose
of this the
oretical treatise is to
predict important
values such as friction factor and mass flow for
instance. The mass flow has to be
adapted
to the
specific
clinical
use,
because minimal as
well as maximal mass flow, for instance for
rinsing purposes,
can be
required.
In addi
tion,
the total force
acting
on the thread and
propelling
its axial motion has to be investi
gated,
since the
higher
it is the
larger
the
reliability,
that the
injection process
is not
interrupted by
frictional forces.
As mentioned
above,
in this
chapter exclusively
the flow characteristics inside the
pipe
are
investigated.
Influences from the outside of the
pipe,
as
gravity
or resistance of
the thread
package,
are not
regarded.
Therefore, in the
developed
model the thread is
attributed a
given
constant
velocity.
In
chapter
4 draw-off resistance from an external
thread
package
is included into a
general
thread
injection
model and the axial thread
velocity
is then
resulting
from the force
equilibrium
of the thread.
The
analysis
of the thread-annular flow is based on the
following assumptions
and
simplifications:
Stationary
and isothermal conditions.
Flow
axially fully developed.
Transport
fluid
incompressible
and Newtonian.
Thread and
pipe
are
rigid
solid
cylinders
with smooth surfaces of circular cross-sec
tion.
The thread moves with a
given
constant axial
velocity
Except
the
pressure gradient
all
changes
in axial direction arc zero.
Three flow cases are considered for the laminar flow
regime.
The first case describes the
concentric annular flow, where the axes of the inner
cylinder
and the
pipe
coincide. The
fluid (low inside the annular
gap
is induced
by
the axial motion of the thread and the
axial
pressure gradient.
The other two flow cases arise from the so-called eccentric thread-annular flow,
where the axes of the thread and the
pipe
have a certain distance from each other and the
annular flow
gap
has not a rotational
symmetric
form
anymore.
For the theoretical inves
tigations
the eccentric thread-annular flow can be
regarded
as a
superposition
of another
two basic
pipe
flow
components.
The eccentric flow with the thread
moving
in axial
direction
through
a
pipe
filled with fluid is the second flow
type
treated. In accordance to
the flow between two
plates moving relatively
to each
other,
it is termed as Couette-flow
2. Flow model
for
a thread inside
pipe flow
component
herein. The
complementary
flow situation with a fixed eccentric
cylinder
in a
pipe
under an axial
pressure gradient
was
soundly analyzed by
Liischer
(2000)
and can
be
assigned
as Poiscuille-flow
component.
Considering
the third flow
case,
a
general analysis
of the eccentric thread-annular
flow is
presented by superposition
of the solution of the
axially moving
thread with the
solution derived
by
Liischer
(2000). By evaluating
the
velocity profile
in the annular
gap
other for thread
injection important
values can be derived in a
straight
forward fashion.
2.1. The concentric thread-annular flow
2.1.1. Concentric thread with axial
velocity
in laminar flow
In a first
approximation
of the laminar thread-annular flow the thread is assumed to be a
solid concentric
cylinder
inside a
pipe
with circular cross-section. With the
assumptions
set-up
in
figure
2.1 this
represents
the same basic
approach
as used
by
Koch & Feind
(1958)
for a fixed core. No influences
deriving
from
pipe
entrance and exit are consid
ered and
gravity
and
buoyancy
are
neglected.
The
stationary
and
fully developed
flow is assumed to be
axis-symmetrical,
which means
that
only velocity components
in the direction of the z-axis exist. The
fluid-dynamic
problem
can be described
by
the solution of the Poisson's
equation:
,2 1
dp
/IX
A w=
-.^- (1)
ft
OZ
The value w
represents
the fluid
velocity, dp/dz
is the
pressure gradient along
the
pipe
axis and is constant in an
axially
uniform
gap.
With the
supposed pre-conditions
the cor
responding
Navier-Stokes
equation
can be reduced in
polar
coordinates to
^= 0
(2)
or
and
13, dw7, dp
n
rar or dz
In the
following
calculations
tr_(r)
will be written as
w(r).
The indices Th and P stand for
the thread and the
pipe.
The
boundary
conditions of the velocities at the thread surface
and at the
pipe
wall are in this flow
type:
w(rlh)
=
wTh
,
w(rp)=
0
(4)
2. Flow model
for
a thread inside
pipe flow
"'.
wjr)
A
"Th
I
Figure
2.1: Schematic model
of
the thread-annular
flow
in a vertical
pipe:
the thread is
assumed as a concentric
cylinder
with radius
rTji
and a constant
velocity
wj'jr
A resistance
force
F^
(in practice deriving from
the
spool)
is
acting
in
opposite
direction to the thread motion. The radial and axial
polar
coordinates are r
and
z
wTh
is considered as a
given parameter
in thread-annular flow. To
get
a
simpler
form of
solution the
equations
were
brought
into non-dimensional form:
rp
(5)
w
=
w
'AP
(6)
The volumetric flow rate is derived
directly
form the fluid flow and therefore has a simi
lar non-dimensional form:
Q
=
Q
7741
(7)
2. Flow model
for
a thread inside
pipe flow
Introducing
the kinematic
viscosity
v
=|i/p, expressed by dynamic viscosity
and fluid
density,
the
following
non-dimensional
parameters
are derived for the thread-annular
flow:
the radius ratio
'jjl
rp
(8)
the non-dimensional
pressure gradient
h
=
dp
rp
"
">
v2p
-
shear stresses for a Newtonian fluid
(9)
(10)
forces
P =
JL
(ID
PV"
That
way equation
3 can be rewritten in non-dimensional form:
^['4>r(r)l+P=
0
(12)
rOiX or )
With the
boundary
conditions of
equation
4 the solution of the radial
velocity profile
is
found:
w(r)--P|l-r
+7^'(1^Y-)]
+
t^-w77,
(13>
I
f,
. .2
lnr
,. -,A In/-
-fl-r +-
(l -y)
+--
4
V
lny
i
lny
which contains a
pressure
and a thread
velocity
controlled
term,
corresponding
to the
Poiseuille and Couelte-(iow
component.
The term
lniVlny
is not
diverging
for
y
> 1
as |lnr|
<
|lny|
is
always valid, so that
ln/Vlny
<
1
. For
Y
-^ 0 the term
lnr/lny go
towards zero and
equation
13
approaches
the
velocity profile
of the
pure
Poiseuille flow
in a
pipe.
In
stationary
flow shear and
pressure
forces are assumed to be the
only
fluid-
dynamic
forces
acting
on the thread, so that the axial thread force
F:
can be written as:
2. Flow model
for
a thread inside
pipe flow
FZ
=
FX
+
Fp
(14)
The axial thread force has to be in
equilibrium
with the resistance force
PR
for the most
part deriving
from the
spool
or a similar thread
package:
FR
= F.
(15)
Knowing
the shear stress
t/7)
at the thread surface the shear force can be calculated as
/-T
=
2ny
L
xTh (16)
where L is the thread
length
in the
pipe
flow. In non-dimensional form the axial shear
stress x for a Newtonian fluid is
equal
to the radial
velocity gradient
= ^U(r)
(17)
or
which is obtained
by
differentiation of
equation
13:
3 1 -i' v2- 1 -(A Th -l
dr 4
v i^Y
i
ioy
The
pressure
force is
depending
on the
pressure
difference
A/>
over the
pipe length
/, :
FD =
-ny2
-P-F
'
^
(19)
=
-jxy*"
A/3
With
equations
14 to 17
equation
15 can be rewritten as
n 1-Y2 ft
2
|
lii
y I I ltiyj
In the considered case thread-annular flow the axial force F~
corresponds
to
FR,
as
Ap,
y
and
wTh
are
given parameters
and all influences from the
spool
are
neglected by
assuming
a constant thread
velocity.
The
pressure
difference
A/3
in axial direction
always
is
negative
in thread-annular flow and causes a forward
propelling
force
compo
nent,
which is
proportional
to
A/?.
An
increasing
thread
velocity
on the other hand
causes a linear decrease of the axial thread force due to a shift of the shear stresses on the
thread surface towards
negative
values.
The case when F.= 0
corresponds
to an unrcsistant
transport
of the thread
through
the
pipe.
The thread
velocity
at this
point
is the maximum
velocity
achievable theoreti
cally by
thread
injection. Solving
under this condition
equation
20 for
wTh
gives:
2. Flow model
for
a thread inside
pipe flow
Tl,,mar
=
P-hr
(21)
The volumetric flow rate of the concentric thread-annular flow is
given by integration
of
equation
13 over the annular cross-section:
Q
=
27iJ\r(r)
f dr
.^.ip.iy^iJlzrn
(22)
2 4
V
lny
5 J_//i
--2
'2
'
lny
__.__((l_Y-
+
2Y"'lnY)-w77l)
The
pressure gradient
and the thread
velocity
influence
subsequently
also the flow rate
linearly by separate
terms.
Using
non-dimensional values the
Reynolds number, usually
expressed by
the mean
velocity,
can be transformed now to
D
Vv-dH m 20'p-rTh)
Re = _____ = .. _ .
n(rp-r}h)
>Ll
(23)
o
Q
7t(l
+
Y)
where in is the mass flow and
dH
=
2(rp
-
rTh)
the
hydraulic depth
in a circular annu
lar flow.
An
important
value in
pipelining
is the friction factor
X,
which often is referred to
the
Reynolds
number
but, basically,
is defined as the relation between
pressure
loss and
mean fluid
velocity (Koch
& Feind 1958):
.
^
L w ,
L
(9/7V
,~as
Ap
=
-X
p
=
-X
- -
(24)
dn
2
4p(rP-rTh)
{A)
Expressed
in dimensionless values the friction factor is:
X = -/>-
4(I^Y)
,-
(25)
(0/tc/(1-Y2))"
Using equation
22 and 23 for the volumetric flow rate
Q,
the friction factor of the
thread-annular flow can be written in terms of the
Reynolds
number
2. Flow model
for
a thread inside
pipe flow
64
X = k ^
(26)
Re
This
expression
differs from the
pure pipe
flow
by
a correction factor k for thread-annu
lar flow:
(1 -Y)2
'
lny
'
("'ni
(1 -Y2 + 2y2lnY) + Re
(1
+
Y
k =
^ ;
(27)
((1 +y~)
lny
+ 1 +
y")
Re
(1 +y)
For a thread
velocity
of
w//;
= 0
Equation
27 is
equal
to the correction factor of
(Koch
& Feind 1958) found for annular flow with a fixed concentric
cylinder:
lr
-
(1-Y)2- 1"Y
/9OA
k
q
-
:; (28)
1
7/i
(1
+
y")
lny
+ 1
+y~
which takes values between 1 for
y
= 0 and 1.5 for the
infinitely
narrow annular
gap
at
y
= 1. A
positive
thread
velocity
reduces these friction factors
by equation
27.
2.1.2. Turbulent concentric annular flow
For the turbulent flow
regime
common
empirical
correlations are used in these studies to
estimate mass flow and friction factor. Turbulent
velocity profiles may
be the
scope
of
future
investigations,
where the work of
Huang
et al
(1994)
could be
applied.
In the tur
bulent flow case
hydraulically
smooth and
rough
surfaces have to be treated
separately.
For a
hydraulically
smooth surface the
following
relation has to be fulfilled
(Schlichting
& Gersten
(1997):
ks
w
<
5
(29)
v
The
sand-roughness ks
is determined
by roughness
measurements of the
pipe
and the
thread surface. The shear stress
velocity \vTis
defined as
,
=
,!
p
(30)
with
Tq being
the shear stress at the
pipe
wall. If
equation
29 is valid, the
equation
of Bla-
sms can be used for Re < f 05 to
approximate
the friction factor:
X =
(100-Per174
(31)
2. Flow model
for
a thread inside
pipe flow
Equations
26 and 31 were used to
compare
the theoretical laminar and turbulent friction
factor with the
experimental
friction factor obtained
by evaluating equation
24.
2.2. Eccentric thread-annular flow
2.2.1. Laminar flow model for
eccentricity
of the
axially moving
core
Considering eccentricity
of the circular core
cylinder
the same
assumptions
shall be
made as for the concentric flow situation.
Eccentricity
of the annular cross-section can be
expressed by
the distance between the axis of the core and the axis of the
pipe,
which
here is
represented by
the non-dimensional distance 8
.
The normalized form of eccen
tricity
can be
expressed
as
e = j^-
(32)
1-Y
which is zero for the concentric flow case and one when the core is
touching
the
pipe
wall.
Again
the flow situation is ruled
by
the Poisson's
equation (eq. 1),
but as the
Laplace operator
is a linear
operator,
the
problem
can be divided into two
single cases,
one
considering
the inner core to have a constant
velocity,
the second with a fixed inner
core
regarding
the annular flow driven
only by pressure gradient.
The two
resulting
solu
tions can be added,
when a
superposition
of both flow cases is treated.
In the first case the annular flow is
only
controlled
by
the
velocity
of the inner
cyl
inder and no
pressure gradient
is
acting,
so that the Poisson's
equation
is reduced to the
Laplace equation:
Awj=
0
(33)
where the index 1 is concerned to this annular Couette-flow
component.
The index 2 will
describe the second
complementary
Poiseuille flow case treated in
chapter 2.2.2,
where
only
an axial
pressure gradient
is
applied
to the
pipe.
The
analytical
solution of the
Laplace equation
can be achieved
by applying
a
Moebius-transformation
T(Z)
to the eccentric annular flow area (Ilenrici
& Jeltsch
1987). Thereby
the eccentric annulus in the
Z-plane, corresponding
to the
physical
situa
tion,
is
projected
into a concentric annulus in the
W-plane
with its center
coinciding
with
the
origin (fig. 2.2).
A
point
inside the eccentric annular area of the
physical
flow situation can be
expressed
as a
complex
number Z in Carthesian form
(not
to be confused with the axial coor
dinate
z).
In the transformed area the
boundary
circles can be modelled in the
way
that
they appear
concentric and W can be written in
polar
form with the coordinates K and
,
:
7 =
v + /
v
/ C
(34)
W =
K
e
-
=
K
cos
+ I K
sin
2. Flow model
for
a thread inside
pipe flow
1+
V
,w
T(Z)
Figure
2.2:
Transformation of
the eccentric annular
flow
cross-section into a concentric
annular
flow area
by
a
Moebius-transformation.
In contrast to the
physical
situation in the
Z-planc,
in the
transformed
area Wcan also be written
by polar
coordinates K and
.
The transformation is derived in detail in
appendix
10.1. A central
property
of such an
unequivocal
transformation is that the solution of the
Laplace-equation
at one
point
in
the transformed area is also the solution of the
corresponding point
in the
physical
area.
Therefore, only
the
polar Laplace-equation
in the transformed area has to be solved
B'j
A|k-
f)KV dK
(35)
The solution of this
equation
and the evaluation of the other flow values is derived
again
in
appendix
10.1,
proceeding
in
analogy
to the concentric flow
problem
of
chapter
2.1.1.
In the section below
only
the
finally resulting
flow values for the eccentric thread-annular
flow are
presented.
The solution for the flow
velocity
in the transformed area results to be
equivalent
to
the solution of the
Poisson-equation
in the concentric case
(eq. 13),
when the
pressure
gradient
is set to zero:
hiK
(36)
2. Flow model
for
a thread inside
pipeflow
The constant
a1
is
depending
on the
eccentricity
and the radius ratio
(appendix
10.1,
eq.
127).
The
resulting
shear stress can be
expressed
in an
explicit
form too:
%Th, 1
wTh
K'lnai
a.z'jZ-Z^2
.
2,2
2 2. COS
ysin 0(ZOT~-a, Z0)
+
-
(37)
JLj A ~J
0
{(Z:^a,2Z2)|Z-Z
J2
+
(Zoo-Z0)(Z
+
afZ)(l+5-Zoo
+
Ycos9)}
k =
a,
Z = 1 + 8 +
y
e
Z0
and
Z^
are
thereby
two constants
resulting again
from
eccentricity
and radius ratio.
The
complex
coordinate in the transformed area Z
lays
in this
expression
on the circum
ference of the core. The total shear force
acting
on the inner
cylinder
over a
length
L can
be calculated from this
equation by integration
over the circumferential
angle
0 of the
inner
cylinder (fig. 2.2)
and results to be:
FXi j
= -2nL
w
Th
Ina,
(38)
Equation
37 illustrates how the shear stress
changes
in the
angular
variable 0 over the
circumference. A
bending
momentum
M[
is
resulting
from these circumferential varia
tions which
may
be
expressed
as
M\
=
ny"Lw1
n
(cfZ0-Z:j
t 2 i *3
4y~"a Z'0E
1
4
*4
(E<4-Y4)(ff
-Y)V(E +Y)~
Y
+ jb
(E +YW( -y) J
(39)
+
3
*3
Ay
E
EAC -
2y
E^F*
+
4y
VV-
(2y
V
F*) + y4G*
* *2 *?
(G (E +r)-2yE
F
)(E +y~) V( -y
2a,
(E -y) *J(E +y)
Zo-Z
2a,
Zjq
z.o
> i
2. Flow model
for
a thread inside
pipeflow
= 1 +5-Z
F =
G
2 2 2
\X\
Zip]
-1
rv, 9
"1 ^o
7 77
z0(z0-zj
y
+ I + 6"
-
1 +
SZ0
+
Z
+
Z0Zo
Y(2
+
2S-(Z0
+
ZJ)
(40)
The flow rate is obtained
by integration
of the
velocity profile
vv1
(eq. 36)
over the flow
area:
i
=
-n$>ThZ-oa{Zoa-ZrX
Z"JH -l)
+
Zo(cc,
(41)
H
l)~2Z0ZJarH
+1)
2(z; |2Zo)(Z0
+
ZJlna,
tt|Z0
viz^-a, z0)7
with H
being
a
positive
real number:
H =
Z^i n i
/j0 atZ0
+
Z0
Zo-Z. -a|Z0
+
Z0
(42)
To calculate the
corresponding Reynolds
number
again equation
23 can be used. The
friction factor on the other hand is
by
definition of
equation
24
always
zero, as in this
case no
pressure drop
over the
pipe length
exists.
2.2.2.
Superposition
of the
moving
core flow case with the eccentric annular flow
with a constant axial
pressure gradient
During
thread
injection
the thread-annular flow consists not
only
of a flow induced
by
the
axial thread
velocity
but contains also a flow
component
due to the axial
pressure gradi
ent. This second flow
component, signed
with the index 2 and termed also as Poiseuille-
flow
component
is described
by equation
1. As the inner core has no axial
velocity
the
boundary
condition are:
Ms(r
=
y)
= 0.
uy(r= 1)=
0
(43)
The
resulting
solution for the
velocity profile
can be added to the solution of the
pipe
flow with an
axially moving
inner core. This
superposition
is
again
a solution of
equation
1,
because the
Laplace operator
is a linear
operator.
Analytical
solutions of the Poisson's
equation (eq.
1) for flow in an eccentric annulus
areas were derived
by
Caldwell
(1930)
and
Piercy
et al. (1933) using bipolar
co-ordi
nates. The modified coordinate
system
introduced
by Snyder
& Goldstein
(1965)
was
2. Flow model
for
a thread inside
pipe flow
-V
i
Hr
Y
--
7
r
_
71 i
^
~
A
,A n
r~'- ^
/
8
\'XM
'1
1
Br
~-
-
: 1,1
'
- 'c \.
/
/
y
-
'
Vri
=
o
c
coth a-,
-
!
""
~
~
-
c
cothi
'
\
Figure
2.3: Cross-section
of
eccentric annular
flow
with
bipolar
coordinates
(^, T| ),
which
were used to solve the annular
Poiseuille-typeflow problem
with a
fixed
inner
core and a constant axial
pressure gradient.
applied
in the thesis of Liischer
(2000)
to thread-annular flow with an
axially
not
moving
thread. The transformation between Cartesian and
bipolar
co-ordinates is
given by
.1+ zv= ic cot-
ir\
(44)
where i =
J-l
and c is a constant. In the Cartesian coordinate
system
illustrated in
figure
2.3 the curves of constant t describe circles, which all
pass through
the same
point
on the ordinate at c. The curves with
r\
=
constant are eccentric circles with their centers
on the x-axis.
By appropriate
selection of c
any
eccentric annular
gap
can be described
by
an inner circle with
r\
=
a-,
and an outer circle with
r\
=
2.
The relation of the
eccentricity
and the radius ratio to the
boundary
values
a,
and
2
and the constant c is
found
by geometrical
considerations:
cosh
a,=
y(l +e~)
+
(1 -e")
2Ye
(45)
Y(l
-f") +
(1
+
e")
cos1iPt=
- -
(46)
c
-
ysinha-,
=
sinh-, (47)
2. Flow model
for
a thread inside
pipe flow
For
simplicity
the index 2 shall be
neglected
for
a2
and
2in
the
following
formulas.
The
analytical
solution for the
velocity
distribution in the eccentric annulus is
given by
Liischer
(2000)
in terms of an
implicit progression:
hn1
V (e
cothsinh/'(a-t))
^
/ucothasinh;'( -r|)
sinh/(a
-
r) )
f-,
2
vw
e
'
compsmn/iu-tp-f
cotnasmn/i
p
-
\\ )
., -/rn
.s
w
0=
c
XL
~~'
v
. ;
w ^
'-^- -
coth ne
|cos,/
+ Pc
2a-r)coth--ricotha cothp
2a-
(48)
The total force
acting
in axial direction on the inner core was found to consists of a shear
stress and a
pressure component, Fx
and
Fp,
respectively:
r, r,Tl
Cf(l
"Y)
:
Ft >
=
TtPLl
K
0U y
a
-
(49)
Ep
=
nPLy' (50)
After addition and rearrangement the axial force can be written as:
^-,2
=
Fp
+
Fx.2
nPL
rc(l -y)
a-
(51)
From the non-uniform circumferential distribution of the shear stress a momentum act
ing
on the thread is
resulting
with
eccentricity
is obtained also for this
pressure
con
trolled flow
component:
M2
=
nPLc"(i-y)
(
ye
4S
^
C(a-)
^ie2,a_2,;
(52)
By integrating
the
velocity profile
over the cross-sectional flow area of the eccentric
annulus the non-dimensional volumetric flow rate results as:
0.7
f>i r/ 'i 4o\ /~>i(
( -
cotha+
coshV
P\[(n
smh
)/2]
-^
K;
a-
If ,,4^ fl4
2cotha 2coth 1
+ -I coth a
-
coth
+
-f-
+
smh a
sinlE
2 smh a 2 sinh
1
^
-t^ttt^^\e
/("
+
l
(cotha-coth)"(-2/-cotha-coth)
(53)
;
= 1
sinh/(a- )
/ /(a- )
, r, -](U
-
ft)
,
+
(<? coth-c
n l
^cotha
/
e-'P e~2>a
V^
sinh
p
smh""a;
2. Flow model
for
a thread inside
pipe flow
By adding
these solutions to the
findings
of
chapter
2.2.1 the
general
thread-annular flow
can be described for
arbitrary
radius ratio,
eccentricity, pressure gradient
and thread
velocity.
The
velocity profile
is then
expressed by equation
36 and 48:
Vr = Vr
j
+
w-, (54)
The shear force of the
general
flow case is
composed by equation
38 and 49:
^T
=
^X.l+^T.2 (55)
For the total force
acting
in axial direction on the thread the
pressure component deriving
from the Poiseuille-flow case
(equation
51)
is
additionally acting
and a
simple expres
sion is
resulting, containing
a
pressure
controlled and a thread
velocity
controlled term:
F. =
FxA
+
FT> 2
+
Fp
0
* n
t,tc(l-y)
(-56^
= -
2rtL
rr~t
+ nPL
L
[Ina^
a,
-
2
Again
a
limiting
maximum thread
velocity
can be derived for thread
injection by setting
the axial thread
velocity
to F- =
0 and
assuming
the resistance force
PR
to be zero
(eq. 14, 15):
ce(
1
-y)|lna,|
{i'rh-
'"<"
= P
'
2(a2-2)
(57)
Equation
39 and 52
give
the total momentum on the thread:
M =
M, +M2 (58)
and the total volumetric flow rate is achieved
by
addition of
equation
41 and 53
Q
=
i
+
02 (59)
The
corresponding Reynolds
number is calculated
by equation
23.
rc
-
^
(60)
71(1 +y)
In contrast to the thread
velocity
controlled flow case the friction factor of the total
flow,
superposed
with the
Poiseuille-component Qj,
is not zero
any
more as a
pressure drop
2. Flow model
for
a thread inside
pipe flow
over the
pipe length
P exists.
Q
can therefore be set into
equation
25 to
get
the friction
factor of the eccentric thread-annular flow.
X = .p
^-Y)
(61)
((Oi
+ ?)/Tt/(1-Y2)f
2.3. Theoretical results of annular flow with
axially moving
core
An overview of the
important
flow values obtained
by
the concentric and the eccentric
flow model is
given
in table 1.2, where also the Poiseuille and the Couette-llow
compo
nent for the eccentric annular flow are
regarded.
In the section below these
analytical
results are discussed in detail
concerning
the flow values, which arc relevant to an
opti
mization of the thread
injection principle
for clinical
application.
2.3.1.
Velocity profiles
for the concentric and eccentric
fully developed
annular
flow with
moving
core
The flow
profile
of the concentric annular flow is ruled
by equation
13 and the
resulting
fluid velocities in radial direction inside the annular
gap
arc
plotted
in
figure
2.4. The
velocity
was normalized
by
division with the axial
pressure
difference P, as this
param
eter affects the flow
velocity linearly. Analogue velocity profiles
for concentric annular
flow were
presented by Shighechi
& Lee
(1991).
The flow in the annular
gap
can be com
pared
to the flow between two
plane plates,
the so-called Couettc-Poiscuille-flow, where
the Couette-flow is induced
by
the relative
velocity
of one
plate compared
to the
other,
while the Poiseuille-flow is caused
by
the
pressure gradient
in flow direction. The veloc
ity profiles
are calculated for a thread
velocity range
which
corresponds
to the
possible
values in the thread
injection application,
where:
0<wTh<wTJh!mn
(62)
In wide annular
gaps
as for
y
= 0.05 the
velocity profile
shows a
parabolic shape,
simi
lar to Poiseuille flow at w
jh
= 0. which is bend towards the centre of the annulus. With
increasing
thread
velocity
the flow maximum shifts towards the thread wall and at
wTh
=
Vt'77)
mcn
the fluid
velocity continuously
decreases in radial direction.
At
high
radius ratios as
y
=
0.95 the
velocity profile
shows a decrease with
nearly
linear
shape already
at low thread velocities.
Only
for
very
small thread velocities a
par
abolic
shape
results. This
pressure
controlled flow, however, is
practically negligible,
compared
to flow velocities at elevated thread velocities, where Couette flow
prevails.
The fluid flow exerts
only
a thread-motion
propelling force,
if the fluid
velocity
at
the thread surface increases in radial direction and a flow maximum exists inside the
annular
gap.
In such a flow case, which
appears
at low radius ratios, shear forces on the
thread surface are
positive (eq.
17). On the other hand, a continuous radial decrease of
the flow
velocity,
as it
appears
in narrow annular
gaps
over a wide
range
of thread veloc
ity, signifies negative
shear forces on the thread surface. The fluid at
large
radius ratios is
10
F
l
o
w
t
y
p
e
C
o
n
c
e
n
t
r
i
c
a
n
n
u
l
a
r
f
l
o
w
E
c
c
e
n
t
r
i
c
a
n
n
u
l
a
r
C
o
u
e
t
t
e
-
f
l
o
w
E
c
c
e
n
t
r
i
c
a
n
n
u
l
a
r
P
o
i
s
e
u
i
l
l
e
-
f
l
o
w
E
c
c
e
n
t
r
i
c
a
n
n
u
l
a
r
f
l
o
w
D
i
f
f
e
r
e
n
t
i
a
l
e
q
u
a
t
i
o
n
i
d
r
K
d
r
'
J
A
w
1
=
0
A
w
,
=
-
>
S
u
p
e
r
p
o
s
i
t
i
o
n
o
f
e
c
c
e
n
t
r
i
c
C
o
u
e
t
t
e
a
n
d
P
o
i
s
e
u
i
l
l
e
f
l
o
w
B
o
u
n
d
a
r
y
c
o
n
d
i
t
i
o
n
s
h
(
n
=
o
*
i
(
l
-
0
=
"
'
T
V
,
n
,
(
1
,
0
=
0
2
(
c
/
2
.
c
)
=
0
h
2
(
(
3
2
.
)
=
0
S
u
p
e
r
p
o
s
i
t
i
o
n
o
f
e
c
c
e
n
t
r
i
c
C
o
u
e
t
t
e
a
n
d
P
o
i
s
e
u
i
l
l
e
f
l
o
w
V
e
l
o
c
i
t
y
p
i
o
-
f
i
l
e
w
(
>
)
=
~
P
[
f
I
I
n
/
j
l
n
y
l
n
y
'
J
l
l
l
K
=
H
,
.
1
"
'
l
n
a
,
v
-
f
r
]
,
q
)
=
/
C
t
,
y
,
r
)
,
)
P
H
'
[
+
H
'
7
S
h
e
a
r
s
t
i
e
s
s
o
n
t
h
r
e
a
d
s
u
r
f
a
c
e
.
"
_
l
p
(
,
,
Y
2
-
l
)
,
*
"
-
"
'
4
(
w
y
-
l
n
y
)
y
l
n
y
*
/
/
,
,
!
=
'
0
%
Y
,
"
)
-
/
,
,
>
i
c
o
t
h
a
,
-
c
o
t
h
9
X
i
'
^
-
P
(
l
2
(
u
2
-
2
;
_
7
-
s
i
n
h
a
-
,
X
T
h
=
T
l
,
I
I
I
+
X
l
,
I
I
,
Y
t
e
o
s
h
-
,
-
c
o
s
)
A
x
i
a
l
t
h
r
e
a
d
f
o
i
C
C
S
/
T
=
2
n
y
L
-
x
l
h
F
p
=
P
L
n
-
X
y
/
-
K
=
f
"
2
"
I
n
y
^
i
n
y
l
J
1
T
j
=
2
j
c
L
r
l
n
a
,
f
p
=
0
^
-
1
=
^
X
1
f
,
j
,
r
l
(
s
1
1
y
)
2
i
F
x
2
=
I
[
/
>
,
i
V
r
i
s
.
E
-
y
j
/
*
;
,
=
P
L
n
y
2a
,
-
2
=
2
7
t
A
.
n
[
+
;
n
P
L
^
E
c
c
e
n
t
i
i
c
i
t
y
i
n
d
u
c
e
d
m
o
m
e
n
t
u
m
M
,
=
/
^
(
c
y
)
>
,
/
,
M
2
=
m
2
(
.
y
)
-
L
-
/
J
M
=
M
j
+
M
2
F
l
o
w
r
a
t
e
^
2
4
n
w
T
h
2
1
n
y
?
2
\
?
2
(
l
-
Y
~
+
2
y
l
n
y
)
i
=
<
/
i
(
e
,
Y
)
-
'
/
/
;
0
2
=
q
2
{
z
,
T
)
-
P
=
0
1
+
0
2
7
a
W
e
1
.
2
:
T
h
r
e
a
d
-
a
n
n
u
l
a
r
f
l
o
w
m
o
d
e
l
s
f
o
r
c
o
n
c
e
n
t
r
i
c
a
n
d
e
c
c
e
n
t
r
i
c
c
o
n
f
i
g
u
r
a
t
i
o
n
s
.
I
n
f
l
u
e
n
c
e
s
o
f
t
h
e
p
a
r
a
m
e
t
e
r
s
o
n
t
h
e
l
i
s
t
e
d
f
l
o
w
v
a
l
u
e
s
a
r
e
d
i
s
c
u
s
s
e
d
i
n
f
i
g
u
r
e
s
2
.
5
t
o
2
.
1
7
.
T
h
e
f
u
n
c
t
i
o
n
s
/
(
c
.
y
,
n
,
)
,
r
(
e
.
y
,
9
)
,
w
i
j
(
e
,
y
)
,
^
(
e
.
y
j
,
m
,
(
e
,
y
)
,
<
-
/
.
,
(
.
y
)
a
r
e
e
x
p
l
i
c
i
t
l
y
d
e
s
c
r
i
b
e
d
i
n
a
p
p
e
n
d
i
x
1
0
.
1
.
2. Flow model
for
a thread inside
pipeflow
b)
0.025
0,02
0.015
0.01
0.005 -
narrow annular
gap: y
= 0.95
1
0.95 0.96 0.97 0.98 0.99 1
Figure
2.4: Non-dimensional velocity
profiles of
concentric annular
flow.
The abscissa
corresponds
to the thread
velocity
on the thread
surface.
A
great influence of
the
radius ratio
y
is observed,
a)
At low radius ratios
(y
= 0.05
)
the
profile of
the
fluid
velocity has even at the maximum thread
injection velocity
wT}l llun
a
parabolic shape,
b) Radius ratios close to
unity (y
= 0.95
)
show an
approximately
linear
profile
at
higher
thread
velocities,
similar to
plane
Couette
flow.
The motion
of
the thread is dominated in this case
by pressure forces
and
the
fluid
acts as lubricant.
then
mainly dragged along by
the thread surface, which reduces the maximum
possible
thread
injection velocity
wrh mdX.
Subsequently,
in the case of
negative
thread shear stresses a
positive
total thread
force in axial direction results
only
from the
pressure
force
component,
which acts over
the cross-sectional area of the thread.
The
3D-plots
in
figure
2.5 illustrate the
velocity profiles
of the two
separated
flow
cases,
the core-motion induced and the
pressure-induced
axial flow.
Figure
2.5
a)
shows the
velocity profile
of the eccentric Couette flow
component
for the inner core
moving
with an axial
velocity
wTh
.
The flow
velocity
is normalized
by
the thread
velocity.
The radial
velocity
distribution has the form of a
logarithmic
function
as
expected
from
theory (eq.
36).
Thereby, mainly
fluid near the inner core is
dragged
along by
the axial
moving
surface, while in distant areas of the annular
cross-section, as
close to the
pipe
wall in the wide
gap
section, the fluid
velocity
is small.
The eccentric
velocity profile
caused
by
axial
pressure
difference
(eq. 48), ana
logue
to Poiseuille flow, is illustrated in
figure
2.5 b). A
parabolic velocity
distribution m
radial direction is observed m the whole eccentric annulus, but the highest velocities are
2. Flow model
for
a thread inside
pipe flow
a)
b)
1 ^__i_
K =
const.
=
const.
w*.
r\
= const.
,
=
const.
Figure
2.5: Velocity
profiles of
eccentric annular
flow
with radius ratio
y
0.2 and
eccentricity
C = 0.5 :
a)
Couette-Uke
flow driven
by
the axial
velocity of
the
thread.
Mainly
the
fluid near the thread is
dragged along, b)
Poiseuille-like
flow
driven
by pressure gradient
in axial direction. The
fluid
is
flowing mainly
in the
wide
part of
the eccentric
gap.
Normalized thread
velocity
wTh/P
= 1/8 with
P =
87412. Plotted lines illustrate
transformation
coordinates
(fig. 2.2, 2.3).
found in the widest sections of the
gap.
That
region obviously
overtakes the main
part
of
the
flow-rate,
while in the most narrow annular section the flow-rate is low.
The
superposition
of these two fundamental flow cases is clone
by equation
54.
Four
plots
of the
velocity profiles
in the
symmetric plane
of the eccentric
annulus,
in the
widest and the most narrow annular
gap
section, are
given
in
figure
2.6 for different
eccentricities and radius ratios.
Comparable plots
are found in the theoretical
study
of
Shighechi
et al
(1994).
At low radius ratios as
y
= 0.1 an
eccentricity
of r = 0.2
(fig.
2.6
a) causes no
significant change
in the
velocity profile compared
to the concentric
configuration
(fig. 2.4). But the
highest
fluid velocities are
always
found in the widest
gap
section
(<
n
),
where a flow maximum
appears
also at the maximum thread
injection velocity.
3">
2. Flow model
for
a thread inside
pipe flow
However,
at
large
eccentricities
(fig.
2.6
b)
the fluid flows
mainly
in the wide
gap
section
and is similar to a Poiseuille flow even at
wTh max.
With an increased radius ratio
eccentricity
has a less
important
effect on the flow
velocity (fig.
2.6
c).
At
high
thread velocities and c
= 0.2 in both
gaps
a
velocity profile
similar to the Couette-flow exists, which describes the
pressure
force driven thread
motion discussed
already
for the concentric thread-annular flow
(fig. 2.4). Only
at
larger
eccentricities as c
= 0.8
(fig.
2.6
d)
a maximum of flow
velocity appears
in the wide
annular
gap
section also for
wTJU max.
Figure
2.6: Non-dimensional velocity
profiles
in the
plane of symmetry of
eccentric annular
flow. Profiles
are shown
for
a thread velocity if
jy
between
zero
and the
maximum thread
velocity
in thread
infection
wTj
(thick line)
in intervals
of
\i'Tjt max/3-
The
fluid velocity
at the thread
surface corresponds
to the constant
thread velocitv.
The maximum thread
injection velocity
tty /( nun
is
generally
lower at
higher
eccentrici
ties, so that the
parabolic shape
in the widest
gap
section is less affected
by
the core
velocity.
In the narrowest
gap
section on the other hand the
velocity profile
is
mainly
controlled
by
the thread
velocity
and resembles the concentric annular Couette-flow at
big
radius ratios found in
figure
2.4
b). Therefore, the
pressure
induced flow in such nar
row annular
gap
sections is
generally negligible.
In all eccentric flow cases circumferential fluid
velocity
variations mean also cir
cumferential shear stress variations on the thread
surface,
which results in a lateral
2. Flow model
for
a thread inside
pipeflow
momentum
acting
on the thread. This thread momentum is discussed more in detail in
section 2.3.2.
The decrease of the maximum thread
injection velocity
with radius ratio and
eccentricity
as observed in
figure
2.6 is
explicitly plotted
in
figure
2.7. An eccentric
posi
tion of the
axially moving
thread has a
significant decreasing
effect on
wTh max.
Princi
pally,
also an increase of the radius ratio
y
diminishes the maximum thread
injection
velocity.
The situation
y
= 0 could be
regarded
for
pipe
flow,
however a thread
velocity
at this radius ratio is not of
physical
relevance
any
more. For a core
moving eccentrically
a maximum
wTh lll(lx
exists at a certain radius
ratio,
which is shifted towards
higher
radius ratios with
increasing eccentricity.
For the
application
of the thread
injection
this
could
mean,
that for an eccentric
travelling
thread an
optimal
radius ratio could be found
for maximal thread
speed.
The
question,
whether this
tendency
is still valid, when resis
tance forces are
acting,
and whether the thread has an eccentric
position
inside the
pipe,
are
subject
of the
following chapters.
0.3
0.25
Th, max
-2
P
0.15
0.1
0.05
0
0 0.2 0.4 0.6 0.8 1
Radius ratio
y
Figure
2.7: Maximum thread
velocity,
which is
theoretically possible by
thread
injection
when the resistance F
p
=
0, /;/ terms of
the radius ratio.
Eccentricity
8 has a
reducing effect
on \v
pj} max.
The increase
of
radius ratio
y
causes
generally
a
decrease
of
the maximum thread
velocity,
however at
high
eccentricities an
optimal y
results.
2.3.2. Forces
acting
on the inner core surface
In this
analytical
model the total force
acting
on the thread is
separated
into a
pressure-
induced and a shear-stress induced
component.
The
pressure-induced
force
component
is
given by
Fp
= PL
ny" (eq.
50). It is
obviously
not
depending
on the eccentric
position
of the
thread,
but increases with the radius ratio
y.
For the shear-force
component
a more
complex
influence of the
parameters
exists,
as it is
composed
of another two different
parts,
one
deriving
from the
thread-velocity
e = 0
2. Flow model
for
a thread inside
pipeflow
and the other
deriving
from the
pressure
difference over the
pipe.
These two
components
shall be
separately investigated
in the
following section,
the first
designed
to the Couette-
flow,
the second to the Poiseuille-flow. Both shear-force
components
result from the
shear-stresses
acting
on the circumferential thread surface.
Already
the
velocity profiles
nu, i
-10
0 niA 7t/2 3/471
Circumferential
angle
o
7t/4 Tt/2 3/47T 71
Circumferential
angle
9
Figure
2.8:
Circumferential
shear stress
components
on the thread
surfacefor
a radius ratio
Y
= 0.6.
a)
The thread-velocity-induced Couette-shear stress
Xpjl j
is
always
negative
and is diminished bv eccentricity
significantly
in the narrow section
of
the annular
gap
at 0 =
0.
b)
The
positive pressure-induced
Poiseuille-shear
stress
Xj]t
-,
;',s reduced bv
eccentricity
in the narrow
gap
section,
but increased
in the wide
part of
the
flow
annulus.
in
figure
2.6 indicated for an eccentric
cylinder position
circumferential variations of the
shear stresses on the thread surface. In
figure
2.8 for
both,
the Couette and Poiseuille-
flow the shear stresses were calculated to
change significantly
on the thread surface.
The shear stress
xTh {
induced
by
the thread
velocity
is
proportional
to the thread
velocity (eq. 18)
and therefore can be normalized
by
division of this value. It is
always
negative
and
subsequently
causes a force in the
opposite
direction to the thread
velocity.
With
increasing eccentricity
the absolute value of the thread shear stress in the narrow
section of the annular
gap
is
significantly
increased, because the close
pipe
wall causes a
steeply raising velocity profile
in
negative
radial direction. In the wide annular
gap
sec
tion a
relatively
moderate reduction of the absolute shear stress value is observed with
increasing eccentricity.
On the other hand, the
pressure
induced Poiseuille-shear stresses for the same
radius
ratio, plotted
in
figure
2.8
b), are
positive
over the whole thread circumference. In
contrast to the
Couette-component,
with
eccentricity
a decrease in shear stress
appears
in
the narrow section of the annulus. while an increase is observed in the wide
gap
section.
This derives from the fact that
by eccentricity
the
parabolic-like shape
of the
pressure-
induced
velocity profile
is flattened
strongly
in the narrow-
gap
section and reinforced in
the wide
section, as discussed
already
in
figure
2.6. The
asymmetric progression
of the
curve in
regard
to 0 = n/2 at
high
eccentricities results from the
circumferentially
not
linearly varying
annular
gap
width. Therefore the shear stress distributions found
by Sny-
2. Flow model
for
a thread inside
pipe flow
der & Goldstein
(1965)
are
surprising
as this
asymmetry hardly appears
in his calculated
data, although
the
analysis
is based on the same basic methods as used
by
Liischer
(2000). However,
for thread
injection
the axial thread force and the
acting
momentum
due to these shear stresses are of central
importance,
so that these values are treated more
in detail in the
following
sections.
Integrated
over the circumference these shear stresses deliver the axial Couette and
Poiseuille-shear forces. The
superposition
of the two shear force
components
and the
pressure
force
component
delivers the total axial thread force
Fz
of this model
(eq. 56),
which is illustrated in
figure
2.9 for the concentric case = 0
.
Besides the varied radius
ratio the relation between the Couette and the Poiseuille-flow
component
is a determi-
4
3
-
"t/i
~ = 0 05
P
Pressure force
component
F
P-L
2
1
-
Total thread force
0 CT3;
-=--^-^Zi_^-^^-
Poiseuille shear \ "~~\
force
component
\
-1 Couette shear
^^\ \
force
component
.
X
\
-2
() 0.2 0.4 0.6 0.8
Radius ratio
y
Figure
2.9:
Example of
the total axial thread
force acting
on the concentric thread in
laminar
flow
in
function of
the radius ratio. The thread
force
is
composed of
three
force components,
a
pressure
and a shear
force component deriving from
the
pressure difference over the
pipe
(Poiseuille
flow),
and a shear
force
component
due to thread velocitv
(Couette flow).
nant
parameter, expressed
in this
plot by
a constant ratio
vvrh/P
= 0.05 of thread veloc
ity
to
pressure
difference.
The total thread force is
significantly
increased
up
to a radius ratio around
0.7,
but
then
drops
to
negative
values. An
optimal
radius ratio exists
subsequently,
where the
thread force is maximal.
Figure
2.9 demonstrates, that
positive
thread force values are
only
caused
by
the
pressure
induced flow
components.
At low radius ratios the Poiseuille shear force
component
is
dominating,
which has
a maximum
appearing
under this conditions around
y
= 0.4.
Up
to this radius ratio the
Poiseuille shear force is increased due to the
growing
thread surface, where shear forces
2. Flow model
for
a thread inside
pipe flow
can act on. At
higher
radius ratios the Poiseuille flow is more and more restricted
by
the
narrow annular
gap,
so that lower flow velocities and shear forces result.
The
pressure
force
component
of the Poiseuille flow increases
continuously
with
the raise of the cross-sectional area of the thread and is the main
propelling
force at
high
radius ratios.The force
component
induced
by
the thread
velocity,
is
always negative.
It
has a
reducing
effect in
particular
at radius ratios close to
one,
as in narrow annular
gaps
the
velocity gradient
and
subsequently
also the shear stresses
acting
on the thread in
neg
ative flow direction are
high.
In that
range
of radius ratio the Couette shear force
compo
nent causes the
drop
of the total thread force to
negative
values.
In the
limiting case,
where the thread force becomes
zero, according
to
equation
57
the maximum thread
injection velocity
wTh max
is reached for the
corresponding
radius
ratio and
pressure
difference. At
higher
radius ratios the thread force
gets negative,
which
for the
physical
situation of thread
injection
means, that no thread
transportation
is
possi
ble
any more,
as no
propelling
forces are
acting
in flow direction.
Figure
2.10: Total
force acting
on the concentric thread in laminar
flow
in
function of
the
radius ratio. The
different
curves
correspond
to the ratios
of
dimensionless
values thread
velocity
to
pressure difference
In
figure
2.10 the total thread force is
plotted
for different ratios of
wTh/P, covering
the
thread-annular flow
range
between Poiseuille and Couette
type
flow. For the
pure
Poi
seuille-flow
type
with
wTh
=
0 the thread force increases
continuously
with radius ratio.
But as soon as the thread has an axial
velocity
the thread force is reduced and a
drop
to
negative
values
appears
at the
highest
radius ratios,
assigned
in
figure
2.9 to the Couette
flow
component. Increasing
the ratio of thread
velocity
to
pressure
difference
wTh/P
shifts this maximum towards lower radius ratios,
reducing
at the same time the thread
force over the whole
range
of
y.
This could mean that in thread
injection applications
with
high
thread velocities low radius ratios are more reliable due to the
larger
axial
thread forces in this
range.
However, at a
velocity-pressure
ratio of 0.25 the thread force
2. Flow model
for
a thread inside
pipe flow
-
-
~JJ
= 0
p
-
~~~~~~~~^~^^0.02
""
L
^
'
~~
"~~~--,
\004
\
"~\0.06 \ \
"~\o.os\
\
-.
~~
!
\o.i
\ \ \
0 0.2 0.4 0.6 0.8 1
Core
eccentricity
r
Figure
2.11:
Influence of
the eccentric
position
on the total axial
force acting
on a
cylinder
in
annular
flow
with
y
= 0.6
for
the radius ratio. At
higher
thread velocities
eccentricity
has a more
pronounced reducing effect
on F.
is
negative
for all radius
ratios, signifying
that such
high
thread velocities can never be
obtained
by
thread
injection.
The influence of
eccentricity
on the total axial thread force is shown in
figure
2.11.
The eccentric
position
has a
general reducing
effect on the thread
force,
which is more
pronounced
at
high
thread velocities. This illustrates that the Poiseuille force
component
is insensitive to
eccentricity,
while the Couette flow
component
is
significantly
affected
by
this value. In addition, for
\vTh
> 0 the thread force F
drops
to zero, when c
approaches unity. Subsequently,
continuous thread
injection
is not
possible,
if eccentric
ity
is
exceeding
a certain value, as resistance forces
acting
on the thread can not be over
come. However, for e < 0.6 the influence of
eccentricity
is
negligible compared
to the
affection of the thread force
by
radius ratio and the thread
velocity.
Because of the shear stress variations over the circumferential surface of the thread
pre
sented in
figure
2.8, in addition to the shear force
component
a momentum is
resulting
for both the Couette and the Poiseuille-flow
component. Figure
2.12
a)
shows the total
momentum of the combined annular Couette and Poiseuille-flow
components
in function
of radius ratio.
Considering
the
right
hand rule the axis of the momentum shows in the
opposite
direction of the
y-axis
in
figure
2.2. As the
resulting
momentum is
always nega
tive,
it would tend to turn the
top
of a
rigid cylinder
in the
pipe
flow towards the narrow
annular
gap.
For the
pure
Poiseuille-flow with
wn
= 0 the most
negative
values are found at
an extremum around a radius ratio
ofy
= 0.63
.
Increasing
the relative thread
velocity
wTi/P
the momentum is reduced to more
negative
values. At
high
thread velocities the
Couette-flow
component gets
dominant over the hole
range
of
y.
wdiere the extremum
due to Poiseuille-flow
disappears
and a
dhergence
towards
negative infinity
results for
2. Flow model
for
a thread inside
pipe flow
a)
0 0.2 0.4 0.6 0.8 1
Radius ratio
y
Haaius ratio
y
Figure
2.12:
a)
The total momentum
for
a constant
eccentricity of
E 0.4 reveals that
Poiseuille-flow
is relevant only at very low thread velocities. At
\vTj
/P > 0.01
the total momentum is
continuously
decreased with the radius ratio,
b)
Eccentricitv has a further
reducing effect
on the
momentum,
but the extremum at
the radius ratio around
y
= 0.63 is hardly
affected by
this
parameter.
radius ratios close
toy
= 1. Besides the thread
velocity,
the eccentric
position
of the
thread has a
generally decreasing
effect to more
negative
momenta too.
During
thread
injection any
momentum
acting
on the thread is not
desirable, as it
may
cause lateral deviations and
subsequently
also a decrease of the axial thread force
by
eccentricity.
In addition, such a momentum could have an
increasing
effect on the eccen
tric thread
position
and even induce wall contact. In this
respect,
minimization of the
absolute value of the momentum and the
eccentricity
could be a central
requirement
for
reliable thread
injection.
It could be realized
by
the choice of a small radius
ratio,
how
ever,
the thread force would then be reduced
theoretically
too.
But in real thread-annular flow the inner
cylinder
is not a
rigid body,
but a flexible
thread with low
bending
stiffness. Therefore, no constant
eccentricity
over the wdiole
thread
length
can be
expected
as in this model, but
inhomogenous eccentricity maybe
induce
locally
distributed lateral momenta
acting
in different directions. This could be
one reason for the
instationary
behavior of the
thread,
which is
investigated
in
chapter
3.5.
2.3.3. Calculated volumetric flow rate in terms of
eccentricity,
radius ratio and
core
velocity
Besides the thread force the volumetric flow rate is the second central value of the thread
annular
flow, as it
gives
an indication for the
necessary
amount of
transport
fluid
during
thread
injection.
As described
already
in
chapter
2.2.2, the volumetric flow rate is com
posed
of a Couette and a Poiseuille-induced
component
too. The two
components
are
b)
0.2 0.4 0.6 0.J
JO
2. Flow model
for
a thread inside
pipe flow
expressed by equation
41 and 53 and
plotted
in function of the radius ratio in the two dia
grams
of
figure
2.13.
The volumetric flow rate
Qi
of the Couette-flow
component,
which is induced
by
the axial
velocity
of the thread
surface,
increases
quickly
with
increasing
radius ratio
close to
zero,
as the surface of the thread is
growing
with
y
and so more fluid can be
dragged along by
the thread. But at the same time the cross-sectional flow area of the
annulus is decreased and
subsequently
less fluid is available to be
dragged along.
This
effect
gets
dominant at radius ratios
higher
than
y
=
0.4, where the volumetric flow rate
reaches a maximum and is reduced then to zero at
y
= I
Eccentricity
has a
generally
diminishing
influence, which is
important especially
at small
radius,
but which
disap
pears practically
at radius ratios above
y
= 0.7
.
If
only
the
pressure
difference over the
pipe length
is the
propelling
flow
parame
ter,
the
resulting
volumetric flow rate
^2 1S found to be
continuously
reduced
by
the
increasing
radius ratio
(fig.
2.13
b).
This is obvious as the cross-sectional area of the
annulus is diminished
simultaneously.
Eccentric
position
of the thread on the other hand
rises
02 >
as the annular flow is
mainly displaced
into the wide
gap
section,
where
higher
fluid velocities can be achieved, as seen in
figure
2.6. This
correspond
to the numerical
findings
of
Redberger
& Charles
(1962)
for eccentric annular flow with a fixed inner
core.
a) b)
Figure
2.13: Volumetric
flow
rate
resulting from
thread velocity and
from
axial
pressure
difference, a)
The
decreasing of Q\
with eccentricity shows, that the thread
drags along
less
fluid
in an eccentric
position,
but the
dominating parameter
is
the radius ratio v ere a maximum
appears,
b) (J2
on the other hand is
increasing
u ///; eccentricity and continuously reduced with
rising
radius ratio.
For the total volumetric flow rate
Q
the Couette and the
PoiseuiUe-component. Q\
and
Q2,
are
superposed.
The ratio between the thread
velocity
and the
pressure
difference
determines,
which flow case
prevails.
In
figure
2.14 the total volumetric flow rate divided
2. Flow model
for
a thread inside
pipeflow
by
the dimensionless
pressure
difference is illustrated at
concentricity
and at a
high
eccentricity
of c = 0.9. The thread
velocity
was considered at different ratios of the
maximum
possible
thread
velocity
wTh
max
in thread
injection (eq. 57),
which is
propor
tional to the
pressure
difference. The curve of
Q
resembles
strongly
to the
progression
of
the
PoiseuiUe-component
in
figure
2.13, even at
VvTh
max.
Therefore, by reducing
the
radius ratio
always
a diminished flow rate is achieved for thread-annular flow. The find
ings
for the eccentric case at r = 0.9 are
quite
similar, but as
eccentricity
diminishes
wTh mcn.
also the volumetric flow rate is smaller at this thread
velocity
than in the con
centric case. For
wrh
= 0 on the other hand
Q
is raised
by eccentricity,
as
already
seen
in
figure
2.13 b). So. the volumetric flow rate is less influenced
by
the thread
velocity
at
an eccentric core
position.
Thread
injection efficiency of
thread-annular
flow
The
foregoing
section delivered the conclusion, that
generally
the total volumetric flow
can be restricted in thread
injection by increasing
the radius
ratio, independently
of
thread
velocity
and
eccentricity.
However, for clinical
applications
the volumetric flow
a) b)
Radius ratio
y
Radius ratio
y
Figure
2.14: Total dimensionless volumetric
flow rate at a concentric
(a)
and an eccentric
(b)
core
respectively
thread
position for different
thread velocities in axial direction
(wp/l
=0, 0.25, 0.5. 0.75, 1
''77,
mcn
).
For all thread velocities relevant
for
thread
injection Q
is
decreasing
with the radius ratio. An extremum is
only
found,
when the thread is
pulled through
the
pipe for
wT]l >wTjl
m
.
rate is not of
prior
interest, but rather its amount in
proportion
to the thread
velocity.
This
can be
expressed by
the division of the thread
velocity by
the volumetric flow rate, which
allows to know how
many
meters thread can be
injected per
milliliter
transport
fluid.
This
ratio,
defined here as the
efficiency
of the thread
injection,
is shown in
figure
2.15
a)
for the concentric thread-annular flow in function of the radius ratio.
Up
to radius ratios
around
y
=
0.6 the
injection efficiency
is
practically
not affected
by
this
parameter,
but
for
higher y
a marked increase
appears going
towards
infinity
for
y
= 1
. By
definition,
the
injection efficiency
is raised also
by
the thread
velocity
and reaches its maximum val
ues at
wTh
=
wTlh max.
The influence of
eccentricity
on the
injection efficiency,
which is
plotted
in
figure
2.15
b),
is the
largest
at low radius
ratios,
where a
significant efficiency
2. Flow model
for
a thread inside
pipe flow
reduction is observed. Therefore, also from this
point
of view
high
radius ratios arc of
advantage
if maximum
injection efficiency
is aimed.
Friction
factor
in thread-annular
flow
Beside the
injection efficiency
the friction factor X is the second
value,
which can be
derived from the volumetric low rate
Q.
It is a characteristic value often used in fluid-
dynamics,
as it allows to estimate the flow resistance and to determine the flow
regime.
This is
important
for the
experimental investigations
of thread-annular flow
presented
in
chapter 3.4,
where laminar and turbulent flow have to be
distinguished by
the friction
factor.
The friction factor is
proportional
to the
reciprocal Reynolds
number
(eq. 26).
Influences of
eccentricity,
radius ratio and thread
velocity
are contained in the dedicated
factor k. This factor is
plotted
in
figure
2.16
a)
for an
axially
not
moving
inner core
cyl
inder. The influence of the radius ratio
y depends strongly
on the
eccentricity.
Close to
the concentric
position y
has an
increasing
effect on the friction factor
X,
at
great
eccen
tric core
positions y
causes a reduction of A,.
Eccentricity
results
always
in a diminished
friction factor
compared
to the concentric case. This
findings correspond
to the results
presented by
Tiedt
(1967),
who
gives
a wide
survey
of the
ample
research on the annular
flow with a fixed inner
cylinder.
Figure
2.15:
a)
Concentric
infection efficienc\
in function of
the radius ratio
y for different
thread velocities
(wn
=0.01. 0.1, 0.25. 0.5, 0.75. 1
-wTlumax)b)
Ratio
of
eccentric to concentric
efficiency.
The radius ratio has an
increasing effect
on
efficiency,
while eccentricity reduces this value.
However,
minimization of the friction factor is
only
desirable if the
convey
of a fluid is
the
purpose
of the flow. In the case of thread
injection
the
transport
of the thread instead
of fluid
transport
is of central interest. The effects of the axial
velocity
of the thread on
the friction factor are illustrated in
figure
2.16 b) for a fixed radius ratio
y
= 0.5
,
As in
practical use,
the friction factor is
plotted
m function of the
Reynolds
number.
By
defini
tion the friction factor for the
pure
Couette-flow is zero, therefore a continuous reduction
is observed over the whole
Reynolds
number
range,
when the thread
velocity
is
increased. At a thread
velocity
of
wTh
= n
//( max
the friction factor is
only
at about
n
2. Flow model
for
a thread inside
pipeflow
20% of its value at
wTh
= 0
.
X
expresses by
definition of
equation
24 the resistance to
pressure
induced
Poiseuille-type
flow, whereas in the thread-annular constellation the
flow
additionally
is induced
by
the
axially moving
surface of the inner core. Therefore, at
constant
pressure
difference over the
pipe length,
an increase of the volumetric flow rate
due to the thread
velocity
wTh
results in a reduction of the
pressure
defined friction fac
tor.
The influence of the thread
velocity
in connection with
eccentricity
and radius ratio
variations is shown in
figure
2.17,
by comparing
the friction factor with the one of an
b)
1.6
A-Re
64 1.4r
1.2
1
0.8
0.6
c
= 0
/''
c
= 0.3
'ffff
-
c
= 0.5
;v^~
r
= 0.7
.. . . I I 1 1 1 n
~
e
= 0.95
0 0.2 0.4 0.6 0.
Radius ratio
y
1
^^
''Y/,
;
= 0
y
= 0.5
10-1?^
Nl>>
10"2r
10"3~
^^^^yCTyyO^^.
z
TI,
=
^r/.,mflT^
10-4*
! 1 I I i 1
100 1000 10H 10
Reynolds
number
Figure
2.16:
a) Influence of
radius ratio and eccentricity on the
friction factorX for
wTll
- 0. An eccentric
position
?
of
the core
always
reduces the
frictionfactor
compared
to concentricity. The
influence of
the radius ratio is
depending
on ,
as
already found by
Tiedt
(1967). b) Friction
factor
in
function of
the
Reynolds
number at
concentricity.
X decreases with
rising
thread
velocity,
where
wpil
is
varied in intervals
of
0.2
v.'Tjl
between 0 and
wp!l
.
annular flow with fixed inner core.
Again
the
velocity range
between zero and
wTh max
is
concerned,
which is relevant for thread
injection.
In the concentric case the decrease in
friction factor due to the thread
velocity (fig.
2.17
a)
is more
pronounced
the
higher
the
radius ratio is. At
high
radius ratios the annular flow is
approximating Couette-flow,
for
which the friction factor is zero.
Subsequently,
the influence of the thread
velocity
on the
friction factor is
increasing
with radius ratio.
Eccentricity,
on the other hand,
hardly
affects the influence of the thread
velocity
on the friction factor below e < 0.5
(fig.
2.17
b).
The rise of the friction factor with
increasing
e is observed, as smaller
n[TIhmdX
exist at these values.
Additionally,
from
figure
2.13
results,
that less fluid is
dragged along by
an eccentric
thread, so that the
decrease of X due to the thread
velocity
is less marked. As the curve of
figure
2.17
b)
is
referred to the friction factor at
\v!h
- 0. where
eccentricity
had a
generally reducing
effect
(fig.
2.16
a),
the
parameter eccentricity
can be considered to diminish the friction
factor over the whole
range
of radius ratio and thread
velocity.
This is confirmed
by
the
results of
Shighechi
et al
(1994).
who calculated the friction factor for an eccentric
annular flow with an inner core moving in axial direction.
Further, the influence of the
2. Flow model
for
a thread inside
pipe flow
thread
velocity
on the friction factor
generally
can be considered to decrease
slightly
with
higher
eccentricities.
0.2'
" ~~
Wfh
~~
"'//i m,n
0 0.2 0.4 0.6 0.8 1
Eccentricity
c
Figure
2.17: Ratio
of
the
friction factor
with tnovin
core to the
friction factor
with
fixed
core,
a)
The
friction factor
is
generalis
decreased with the radius ratio but at low
thread velocities shows
only for high
radius ratios considerable
differences from
the
fixed
core, b) A increase
of
the
friction factor
ratio is observed with
eccentricity
(wrh
=0.01, 0.1,
0.2,
0,
4, 0.6. 0.8,
1
-wTK
max).
2.4. Conclusions
considering
the thread-annular flow model
With the
presented
model
describing
the
fully developed
laminar flow in an eccentric
annulus with
axially moving
core an
explicit
solution could be obtained
analytically.
The
solution consists of two
components,
a
pressure
and a
thread-velocity
induced
compo
nent, corresponding
to the Poiseuille and the
Couette-flow, respectively.
The
analytical
solution allows to
investigate
the effects of the four main
parame
ters,
radius ratio
y, eccentricity
c.
pressure gradient
P and thread
velocity
wTh,
on the
characteristic flow values, in the
range of0<y<1.0<e<l
and 0
<
wTh
<
wTh max.
The
pressure gradient
and the thread
velocity appear
as linear factors in the solu
tion of the linear model,
whereby
both thread force and flow rate are raised
by
the
pres
sure
gradient.
An increase in thread
velocity,
on the other hand, results in
larger
flow
rates, but thread forces are reduced
by
this
parameter.
Radius ratio and
eccentricity
have more
complex
effects on thread-annular flow.
The total force
acting
on the thread in axial direction is
always
reduced
by eccentricity.
The radius ratio has a
continuously increasing
effect
only
for
wTh
= 0. As soon as the
thread has an axial
velocity
the thread force is first risen
by
the radius
ratio, reaching
a
maximum thread force and then
falling
to
negative
values when
y
is
approaching unity.
The radius ratio of maximum thread force is
thereby
shifted to lower values as the thread
velocity
increases.
Due to the
inhomogenous
distribution of the shear stresses on the circumference of
an eccentric thread a lateral momentum is
acting
on the thread, which is
increasing
with
eccentricity.
This momentum is further elevated
by
the radius ratio.
Instationary
devia-
Li
0.2 0.4 0.6 0.
Radius ratio
y
2. Flow model
for
a thread inside
pipe flow
tions from a constant concentric or eccentric thread
position
are assumed to arise from
this momentum,
which is
investigated
more
thoroughly
in
chapter
3.5.
The volumetric flow rate is reduced
by
the radius ratio and increased
by
the thread
velocity
in the considered
range
of
wTh.
The influence of
eccentricity
on
Q
is
depending
on the thread
velocity,
so that for an annular flow v\ ith a fixed inner core or thread a rise
is to observe with e, while at
wTh
=
w]h nun
a reduction of
Q
with e
appears.
But
generally
the influence of the thread
velocity
is smaller at
higher
eccentricities.
Thread
injection efficiency
is risen
by
the radius ratio, as it is defined as the thread
velocity
divided
by
the volumetric flow rate.
Subsequently,
also the thread
velocity
has
an
increasing
effect, whereas the reduction due to
eccentricity
is
vanishing
at
high
radius
ratios.
The friction factor results to decrease with both thread
velocity
and
eccentricity.
The influence of the thread
velocity
is
thereby
reinforced at
higher
radius ratios.
From these results first trends of
optimization
can be derived for thread
injection,
which are listed in table 2.1. Maximum thread force and
injection efficiency
can be con
sidered as the central
requirements,
which are obtained
by appropriate
choice of the flow
parameters.
However, thread
velocity
and
eccentricity
are not variable
parameters
in
thread
injection
and are a result
deriving
from the flow conditions.
The first
directly adjustable parameter
is the radius
ratio,
realized for instance
by
choosing
the
optimal pipe
diameter at a constant thread diameter. For a
large
thread force
and
high reliability large
radius ratios are recommendable for low thread velocities. But
in thread
injection
the thread
velocity
results from a force balance between the flow
forces and the resistance force of the thread
spool.
Like the maximum thread
injection
velocity
it still can be
expected
to
depend
on the radius ratio. The
progression
of the
thread force in function of the radius ratio, however, can be assumed to be different from
the curve at constant thread
velocity
discussed in the
presented
laminar model.
Clinical
parame
ters
yVxial thread
force:
Reliability
Flow rate:
Fluid
consume
Thread
velocity
range
Thread
injection
efficiency
Radius ratio
y
:
Choice of
injec
tion cannula diam
eter
Increase at low
thread
velocities,
where
high
forces
are
important
Decrease to /eio
for
y
-> 1
Decrease to zero
for
Y
-> 1
Increase, m
par
ticular at
Y
> f
Pressure differ
ence
Ap
:
Pressure
generat
ing system
Linear increase Linear increase Linear increase No influence
Table 2.1 :
Adjustable parameters for
the
optimisation of
the clinical
application of
thread
injection.
For maximal thread
force
and
injection efficiency
the radius ratio has to
be chosen as
high
as
possible.
Low thread velocitv
ranges
can be
compensated
bv
increasing
at the same tune the
pressure difference over the
pipe
length.
For the thread
injection efficiency
similar considerations
concerning
radius ratio and
thread
velocity
are valid. However the
diverging
increase
approaching y
= 1 is
observed also at low thread velocities
wIh
wPh max
and can therefore be
expected
in
2. Flow model
for
a thread inside
pipeflow
the
complete
thread
injection system
too. In this
respect,
the choice of a
high
radius ratio
could be a first
optimizing step.
The second
parameter
which can be
freely adjusted
also in the clinical
application
of thread
injection,
is the
pressure
difference over the
pipe length.
In the solution of the
laminar model for the axial thread force, the flow rate and the maximum thread
injection
velocity,
this value enters as a linear factor, so that it was used to normalize these flow
values. Therefore,
theoretically
an increase in
pressure
difference causes also a linear
increase in thread force, flow rate and the
range
of thread
velocities,
which can be
expected
in thread
injection
flow. In the
expression
for the
injection efficiency
on the
other hand the
pressure
difference does not
appear anymore, indicating
that this value is
independent
of
Ap.
To find rules for a more
general optimization
the resistance force of thread
pack
ages
has first to be
investigated.
Further the
analytical
results have to be
compared
with
experimental
data to estimate their
reliability
for
practical
use. These will be the
topics
of
chapter
3.
3.
Experimental investigations of
thread-annular
flow
3. Experimental investigations of thread-
annular FLOW IN VERTICAL PTPES
3.1. Introduction
In the
foregoing chapter
a laminar model for annular flow was
developed analytically.
To
verify
its
availability
for the thread-annular flow a
comparison
with
experimental
data is
necessary. Thereby,
the same
parameters
as in
theory
have to be
adjustable.
In this
chap
ter an
experimental set-up
is
presented,
which was constructed to
investigate
fluid-
dynamic
behavior of thread-annular flow. A
configuration
with vertical
pipes
is selected
to avoid effects of thread
eccentricity
due to
gravitation.
The first focus of this
chapter
is
pointed
on measurements of the axial
acting
forces
on the thread and of the mass flow in the annular
gap.
As mentioned in
chapter
2 axial
thread forces are assumed to be essential for the
start-up
and the
reliability
of thread
injection.
The mass flow of the
transport
fluid, on the other
hand,
is
corresponding
to the
total fluid volume
injected
into the
body.
From the mass flow the friction factor,
expressed by
a relation between mass flow and
pressure gradient,
can be derived, which
is an
important
value in
fluid-dynamics.
The
investigated parameters
of these measure
ments are the
pressure gradient
over the
pipe length, geometry
of the annular flow chan
nel and thread
velocity.
The
experiments
are
compared
to the laminar solution for future
optimization
of the
implant system.
In the second
part
of this
chapter,
attention is
paid
to lateral thread deviations. The
thread is not a solid
cylinder,
as assumed for the laminar model, but a flexible
body
react
ing sensitively
on flow disturbances. Vibrations of the thread could result beside other
effects in a mean eccentric
position
of the thread.
Eccentricity
in turn was found to be
one determinant
parameter
in the laminar thread-annular flow model. Therefore, influ
ences of vibrations and instabilities of the thread on thread
force, mass flow and friction
factor are
investigated by optical
methods. In addition contact friction between
pipe
and
thread is discussed.
In this
chapter
two fundamental flow
types
are treated
separately:
annular flow with
axially
fixed cores and annular flow with
axially moving
cores.
Few
comparable experiments
have been done on annular flow with
moving
inner
cores of unlimited
length.
Theoretical solutions for this flow case
(Shighechi
et al
1990,
Shighechi
et al
1994) were
mostly
discussed
theoretically
and not validated
by
mea
sured flow data.
Experimental investigations
on flow situations
corresponding
to this
thread-annular model are found in
optical
fibre draw-off
through cooling pipes
(Vaskopulos, Polymeropoulos
& Zebib 1995). but the measurements were focused on
temperature
behaviour in those studies. Another
example gives
the textile
weaving
tech
nique,
where
yarn
tension
during air-jet filling
insertion was measured
(Sabit
& Mansour
1991). The
yarn
tension,
corresponding
to the thread force, was measured in that
set-up
at one
single point
between the
spool
and the
pipe
entrance. However, this
high
turbulent
flow data contains also the resistance of the thread
storage
unit, the
spool.
A
comparison
with thread-annular flow is therefore not
possible,
but that
principle
of thread tension
measurement is
applied
also in the
experiments
of this thesis.
3.
Experimental investigations of
thread-annular
flow
3.2.
Experimental set-up
and
procedures
The
experimental investigations
on thread-annular flow were
separated
into two series. In
the first
experimental
series mass flow,
friction factor and axial thread force were of cen
tral
interest,
the focus of the second
experimental
series vvere lateral deviations of the
thread. The
set-up
used for the
experimental
determination of these values is shown in
figure
3.1. The thread was stored on a
spool,
which was
placed
inside a
pressure
cham
ber. A defined thread
speed
was realized
by
a four
quadrant
controlled electrical
motor,
which released the thread from the
spool.
The thread was then led
by
rolls in a
rectangu-
velocity regu
lating
motor
spool
bending
beam with
resistance strain
gauge
video
camera
pressurized
air
pressure
chamber
water level
control
fluid
supply
thread
Figure
3.1:
Experimental set-up for
the thread-annular
flow measurements. The
transport of
the thread
from
the
pressure
chamber
through
the
pipe
to the exit is driven
by
the
difference
between the internal
(pj)
and external
pressure (jjq).
The thread
velocity
H'77,
is controlled
by
the motor
speed.
A beam with a resistance strain
gauge
records the axial
force Fa
acting on the thread. The mass
flow
ill is
measured at the exit
of
the
pipe.
The
optical
axis was
focusedperpendicularly
on
the
pipe
axis at b = 6 cm
from
the
pipe
exit.
lar
pathway
over a
bending-beam
with a resistance strain
gauge
and entered the
pipe
5 mm below the water level. This
way.
friction forces from the
leading
rolls did not influ
ence the recorded axial thread forces. The fluid and thread then
passed
the
pipe
and at the
exit both were collected in a
glass cup.
For the
optical acquisition
of the lateral thread
3.
Experimental investigations of
thread-annular
flow
deviation a
glass pipe
was used.
Thereby
the video camera was focused 6 cm above the
pipe
exit on the
pipe
centre.
The
experimental
thread was a natural rubber monofilament of 0.46 mm diameter.
It had a defined, smooth surface and a circular cross-section. The
Young's
modulus of
0.69 N/mm2 and the
bending
stiffness of 2.56 mN mm2
gave
the
typical flexibility
of a
thread. The
density
was 1.06
g/cnr.
which
corresponded
to a linear
density
of 0.174
g/m.
The
transport
fluid was water at a
temperature
of 20C,
density
and
viscosity
were
0.998
g/cm3
and 0.001 Pa s
respectively.
The
pipes,
in which the flow
investigations
took
place,
in the first
experimental
series were made of CrNi steel,
varying
the inner diameter
as a
parameter
between 0.6 and 1.35 mm. In the second
experimental
series a
glass pipe
with an inner diameter of 1.2 mm was used for the
optical
measurements. All
pipe
sam
ples
had a
length
of 143.5 mm. The
hydrodvnamic
entrance
length
for laminar flow can
be estimated to be around
twenty
times the
hydraulic
diameter
(Schlichting
& Gersten
1997),
so that values between 2% and I7r<? of the
pipe length
can be
expected
in these
experiments. Specific experiments
in concentric annular flow estimate the entrance
length
to be about 30-40
hydraulic
diameters
(Jonsson
&
Sparrow 1966, Quarmby 1967),
however,
the
experiments
were carried out in the
fully developed
turbulent flow, at
high
Reynolds
numbers, which were not achieved in the measurements of this work.
Further
parameters controlling
the thread annular flow were the thread
speed, regu
lated
by
the motor, and the
pressure
inside the
pressure
chamber,
which could be set to a
precision
of 0.01 bar. The
ranges
of
parameter
variations are listed in table 3.1.
Parameter Series 1 Series II a Series II b Precision
pressure
difference 0 02 -
2.50 bar 0.02 - 2.50 bar 0.1.0.3. 0.5 bar 0.01 bar
thread
velocity
0- 1.5 m/s 0 m/s 0.1-1.1 m/s 5%
inner
pipe
diameter 0.6- 1.7 mm 1.2 mm 1.2 mm 0.02 mm
Table 3.
LExperi
mental
range
of the varied
parameters.
In series I mass flow, friction factor and axial
thread force were im estimated, in series II lateral deviations of the thread were measured. The last
column
gives
the estimated errors.
3.2.1. Series 1: Measurement
of
mass
flow
and axial thread
force
In the first
experimental
series two values were measured: axial thread forces and mass
flow. The axial thread force was measured
by
two resistance strain
gauges
on the
bending
beam. Calibration was realized
by hanging
standard
weights
on the thread at the
pipe
exit. The thread force had to be corrected due to the thread section outside the
pipe
exit
and due to the fluid
running
down that thread section. For that
reason,
for
every
new
pres
sure difference and radius ratio first the thread force was measured for
wTh
=
0,
when the
thread was cut off at the
pipe
exit. In a second
step
the measurement was carried out
under the same conditions but the thread was
hanging
out of the
pipe
and its end
laying
on the bottom of the measure
cup.
The difference between these two force values was
subtracted from the recorded thread force, also for
positive
thread velocities
wTh
> 0
.
The mass flow of the water was determined
gravimetricaily.
After termination of an
experimental
run the vessel
containing
water and thread was
weighted
and the
length
of
the thread was determined. The mass of the thread was calculated
by
its
length
and sub
tracted from the total mass delivering the mass of the water. The value of the thread
3.
Experimental investigations of
thread-annular
flow
speed
was
computed by dividing
the measured
length by
the time of the
experimental
run.
In this
set-up
attention had to be
paid
to the fact that an axial force
acting
on the
rubber thread resulted in a
longitudinal
extension and a lateral contraction. The
original
thread radius al zero load had therefore to be corrected.
Thereby
the rubber thread was
assumed to be an
incompressible
solid
allowing
to set the Poissons's
ratio,
defined as the
ratio of relative lateral contraction to
longitudinal
extension under tension
stress,
to 0.5
(Gauthier 1995). Expressed
in terms of the thread radius and
length
this means:
-(ArTh/rlh)/(AlPh/lTh)
= 0.5
(63)
where
Arrh
and
AlTh
are the differences to the undeformed state. Hooke's law sets the
longitudinal elongation
in relation to stress and
Young's
modulus:
Al/lrh
= a/E
(64)
The stress can be written as a
=
E/A, where F is the
longitudinal
force and A the
cross-sectional area of the unloaded solid. With
equation
64 the
equation
63 is trans
formed to
Arrh
=
-0.5-rlh>-~-{
(65)
This
equation
is
only
valid if F is
acting
at the end of a
body.
In the thread-annular flow
pressure gradient
and shear stresses are assumed to act
distributedly along
the thread. If
no entrance and exit effects are
regarded
the axial force
acting
at the
pipe
exit should be
zero, then
increasing linearly up-streams
to reach the measured force at the
pipe
entrance. This
means,
that the cross-section of the thread decreases from
pipe
exit
towards entrance. Therefore, equation
65 can
only
be
applied
to the
pipe entrance,
where
F is the measured axial force F ..To
simplify
matters a mean
ArTh
is used
correspond
ing to the mean force acting on the thread in axial direction:
ArPh
= 0.5
ArTh
(66)
Introducing
the
experimental
values for the thread
radius,
the
Young's
modulus and the
cross-sectional area the mean radius difference results to be:
Arrll/F.
= 0.46
\mm/N] (67)
Subsequently,
the correction of the
original
thread radius
gives
3.
Exprimental investigations of
thread-annular
flow
This
force-adjusted geometry
of the annular
gap
was taken into account for the evalua
tion of the measured data.
However,
the flow values
presented
below are
always
referred
to the radius ratio of the undeformed thread.
Moreover,
due to
continuity
the mass flow of the thread must be constant at
any
sec
tion of the
pipe:
Th
A const. (69)
Therefore, at the
pipe
entrance the thread
velocity
is
higher
than at the
pipe
exit. To cal
culate the theoretical thread
force, mass flow and friction factor a mean thread
velocity
is
defined at the corrected thread radius
rTh C(V r,
expressed
in terms of the constant thread
velocity
determined in the
experiments:
\vTh
-
wPlu
exp
F.
1_ 0.25
--
V
E A
(70)
a)
c)
b)
video
camera
\
/
..'
\
1 \"
\
y
\
,*
\
.
\'
\ \
\ \
\
1
\
/ s
'
optical
axis
d
1.2 mm
Figure
3.2:
Optical recording of
the thread
position
in the
pipe
seen
from
the side
(a)
and
from
above (b). a) The
height of
a
single image
was h = 0.13 mm
allowing
to
extract only
information
about lateral deviation, b) The distance d between
thread and
pipe
centre was obtained
by image
analysis.
rpjp
thread
radius,
rp:
pipe
radius, c) Video
image
with ten
picture stripes of
the same
pipe
section with
a time delay
of
J/500 s. The lateral
image
borders
correspond
to the
pipe
wall,
between which the dark thread contours are seen.
3.
Exprimental investigations of
thread-annular
flow
3.2.2. Series II: Measurement
of
lateral thread deviations
During
the second
experimental
series two values were measured: the lateral deviation of
the thread from the concentric
position
and the mass flow of water. The mass flow was
used to evaluate the
Reynolds
number and therefore to determine in which flow
regime
the recorded thread deviations took
place.
Optical recording
of the thread
position
was realized
by
a video camera
(Kappa,
CF
lOOx),
which was
positioned
as shown in
figure
3.1. This video
system
allowed to use
50 Hz video
technique
for
image recording
with a
frequency
of 500 Hz.
Figure
3.2(c)
shows, how ten
equal,
horizontal
image stripes
of the thread silhouette inside the
pipe
were recorded on
every single
50 H/
image.
The
image stripes
recorded all the same
image
section of the
pipe
with a constant time
delay
of 1/500 s.
Only
horizontal informa
tion on thread
position
could be achieved
by
this
recording,
as the
single
500 Hz
image
corresponded only
to a vertical
pipe
section of 0.13 mm.
The
acquired images
vvere
digitized
and the
position
of the thread-centre was deter
mined for a time interval of f second
using
an
image processing program
(RSB 1996).
As a result the distance d between thread centre and
pipe
centre was obtained in
orthogo
nal
projection (fig. 3.2(b)),
with an estimated
experimental
error of 0.01 mm. Statistical
evaluation and vibrational
analysis
of the thread
position
data were carried out with
mathematical software
(Mathematica. Matlab).
3.3. Statistical
investigations
and vibration
analysis
of lateral thread
deviation
For the evaluation of the
acquired
data the thread deviation cl from
concentricity (sec
figure 3.2)
was set in relation to the dimensions of the annular
gap, delivering
the dimen
sionless
eccentricity
defined
already
in
chapter
2:
C
=
d/(rp-rTh)
(71)
Its values are 0 for the concentric case and 1 if the thread touches the
pipe
wall. For a first
statistical
analysis
this mean deviation of the thread from the concentric
position
over
time was calculated. This can be
expressed
as:
T/2
f- = lim
i
f
\i(t)\dt (72)
J ^col
J
-r/2
and is defined as the mean
eccentricity.
T is the
investigated
time interval. As Tcan not be
infinite the vibration of the thread is assumed to be an
ergodic process,
which means that
the vibrations are
stationary
and
independent
of time
history tft) (Mcirovitch 1986). The
mean
eccentricity
e
gives
no information about the vibration form and cannot distin
guish
smooth waves or even constant values from
irregular peak
oscillations. For this
purpose,
in a second
step
axis
symmetry
of eventual thread vibrations was
investigated
by calculating
the
probability density
function, which is defined as:
3.
Experimental investigations of
thread-annular
flow
Pstat{b)=
Alinjo
_ =
-1
(73)
Pvfa/(e)
is the
probability
to find the thread at a
position
nearer than 8 to the
pipe
centre.
The index slat is used to
distinguish
this statistical value from the
pressure symbol.
Fur
ther the statistical distribution
i\ha{)
of the thread
position
over the
pipe
diameter can
also be used to extract some information about the thread movement in the direction of
the
optical axis, perpendicular
to the
image plane.
This is
possible, although
thread vibra
tions were
only
recorded in one
perpendicular
dimension to the
pipe axis,
because differ
ent forms of thread motion, as circular or
star-shaped,
in the
plane perpendicular
to the
pipe
axis deliver different
probability density
distributions.
The third focus of thread vibration
analysis
were dominant
frequencies.
Therefore
the
power spectrum St
(to)
was calculated, still under the
assumption
of an
ergodic pro
cess:
Sr(to)
=
j
Rc(x)e"-f,Tdx (74)
where
i?r(i)
is the autocorrelation function of the time
delay
t
given by:
r/
Rv(r)
= -
J
e(/).f(/
+ T)^ (75)
T
-f'2
Although
to in
equation
75 can reach
infinity,
the
scanning
theorem of Shanon
(Geering
1990) says
that
only frequencies up
to half of the
recording frequency
are relevant.
Therefore
frequencies higher
than 250 Hz were not
regarded
in our
investigations.
3.4. Results and discussion of thread-annular flow measurements
3.4.1. Axial forces
acting
on the thread
Examples
of measured axial thread forces are
plotted
in
figure
3.3 for three different
parameter
sets. With
pipe
diameters between 0.6 and 0.9 mm thread forces
up
to 25 mN
are
resulting
in the low laminar flow
range. Thereby,
the radius ratio causes a
significant
increase of the thread force, while the thread
velocity
has a
decreasing
effect. If the axial
thread force is considered as an indicator for the
reliability
of thread
injection, pipes
with
low radius ratios could be more
susceptible
to thread
blockage,
as the thread force to
overcome resistance is low,
especially
at elevated thread velocities.
To allow a more
general way
of discussion all measured data of the axial thread
force were transformed to dimensionless values and normalized
by
the
pressure
differ
ence P and the
pipe length
/
.
According
to
equation
20
linearity
can be assumed to this
two
parameters.
In
figure
3.4 the results of four different radius ratios and four different
pressure-normalized
thread velocities are
plotted together
with the theoretical solutions
3.
Experimental investigations of
thread-annular
flow
0 0.5 1 1.5
Thread
velocity [m/s]
Figure
3.3: Axial thread
force
at different
radius ratio
y
in the
typical
laminar
range
with
water as
transport fluid.
Pressure
differences Ap
=
0.16,0.2,1
bar-
correspond
to Reynolds numbers Re ~
200, 110,
50. A decrease with thread
velocity
is observed in all
exjrcriinents.
Radius ratio has a
raising effect
on the
thread
force.
Mostly measurements lav below the curves
of
the laminar solution
of
concentric annular
flow,
of
equation
20.
Again
the measurements took
place
in the low laminar
range
with
Rey
nolds numbers around Re = 100
.
A raise of the thread
velocity
results also in
figure
3.4 in a marked decrease of the
axial thread force.
Experimental
values show
thereby
a much more
pronounced
decline
with thread
velocity compared
to the laminar
theory.
This
discrepancy
between
experi
ments and
theory
is
growing
in
particular
the wider the annular flow
gap
was chosen. The
increasing
effect of the radius ratio on the thread force is therefore much
stronger
than
predicted,
so that this
parameter
must be
regarded
to be crucial for the axial thread force.
Subsequently,
the laminar concentric model
developed
in this work describes the axial
thread force in annular
pipe
flow
only
for an
axially
not
moving
thread with a
satisfying
accuracy.
However,
axial thread forces
exceeding
the laminar solutions at
large
radius
ratios can not be
explained by
the model, also if
eccentricity
is
considered,
which in a
stationary purely
axial flow results in a reduction of the axial thread force
(fig. 2.11).
The
large
differences to
theory
for the
moving
thread, on the other
hand,
could raise from
eccentricity,
but also from
possible secondary
lateral flow, as assumed
by
Eitler &
Nijs-
ing (1971)
in eccentric annular flow.
Instationary
lateral movements of the thread could
be a third thread force
reducing
factor.
In addition, the
large
deviation from
theory
for
positive
thread velocities could be
caused
by
the too
large
correction clue to the thread section
hanging
out of the
pipe.
Smaller correction terms than measured for
\vn
= 0 are
expected
for the
axially
mov-
3.
Experimental investigations of
thread-annular
flow
3.5
Fz
PI
0.4 0.6
Radius ratio
y
Figure
3.4: Normalized axial thread
force FV(Pl) (Re
~
100).
A clear increase is
observed with
raising
radius ratio
y.
For low
y
measurements
lay substantially
below the laminar concentric theory. Thread
velocity
has a
decreasing effect
on
the thread
force,
which is more
pronounced
in the
experiments
than
predicted by
laminar concentric theory.
ing
thread.
Probably
a better
correspondence
of the measurements to the
theory
results, if
in future work the correction term can be determined
accurately
also for
wTh
> 0
.
However,
the model describes the same tendencies over the whole
parametric
range
as found in the
experiments,
so that a
qualitative optimization
of the thread force is
possible
in this
parametric range.
3.4.2. Mass flow of thread-annular flow
In
figure
3.5 the influence of the thread
velocity
and radius ratio on the second funda
mental flow value of thread
injection,
the mass flow, is shown. The increase of the mass
flow due to the down-stream directed
velocity
of the core surface,
the
thread,
appears
clearly
in the
experiments. Thereby
mass flow is
high
and raises faster with thread veloc
ity
in a wide annular
gap.
The
linearity
of the mass flow in
regard
to the thread
velocity
predicted by
the laminar model
(eq.
22) is confirmed
by
these
experiments,
as the same
gradient
is observed as for the theoretic curves. The
large scattering
for
wlh
= 0 could
be caused
by longitudinal inhomogcneities
of the thread
shape,
which arc
averaged
for
>0.
Specific experiments
for the flow case
wTh
=
0 are carried out
by
Liischer
wTh
(2000).
The measured
higher
mass flows
compared
to the laminar concentric solution, in
particular
at
y
= 0.52
, appear
also in the normalized and dimensionless form of the vol
umetric flow rate in
figure
3.6. The
experiments exceeding theory
could be caused, like
the lower thread forces,
by
an eccentric
position
of the thread inside the
pipe.
The better
3
Exper
imental vive
stigations ofthr
ead-anmdar
flow
m
CO
0 6
0 5
0 4
V
0 3
r-
V;
^-^"
"
.-*'""*"*'
0 2
V
jf*-
>-^-
J**~~~
_*-
0 1
A.
-&A&
-
-
_.-
->
-u2Z
0
I I
i
0 0 5 1
Thread
velocity [m/s]
y
\/V
V
_
~-
-
Y
"=
0 52
Ap
---016/ i77
4
___-"
_'
y
= 0 63
Ap
= 0 2Zw
Y
= 0 7S
A/7
= Uni
i _ _i_ U
[
1 5
Figure
?5 Mass
flow in thuad-annulai
flow
with water as fluid for
the same
parameters
as
for the tin cad
force measurements
(fiq
?
^j J hiead
velocity increases,
radius
ratio decreases the mass
flow Experimental
\allies
higher
than the laminar
concent/ ic model at lower radius ratios could result
from eccentric
position of
the tin cad
o
p
0 14
0 12
0 1
0 08
0 06
0 04
0 02
0
-
0 0 2 0 4 0 6
Radius ratio
y
Figure
16
Normalized \olumctiu
flow rate
Q/P
depending
on radius
icitioy
and thread
xelocity vt
Th
1
xpcrimaits
exceed the solution
of
conccntiic laminar
model, in
particular
at lower radius ratios
3.
Exprimental investigations of
thread-annular
flow
fit of the
experimental
data with
theory
at
high
radius ratios could be
explained by
the
more remote influence of
eccentricity
on mass flow
(fig. 2.14)
in this
range. Generally,
the
developed
model describes the behavior of the volumetric flow rate in
dependence
of
the radius ratio and the thread
velocity
better than the axial thread force.
The marked decrease of the volumetric flow rate with the radius ratio favorites nar
row annular
gaps
for medical
applications,
as
large
axial thread forces
appear
at these
high
radius ratios too.
Thread-injection efficiency
of thread-annular
flow,
defined as ratio between the
thread
velocity
and the mass flow, is not discussed in this section, as it is
directly propor
tional to the
reciprocal
value of the mass flow. In thread
injection
flow, on the other
hand,
the thread
velocity
is not a
given
constant
parameter anymore
but is
depending
on the
axial thread force, wdiich overcomes the resistance of the thread
storage
unit. Therefore,
the thread
injection efficiency
is
investigated
more in detail for thread
injection
flow in
chapter
2,
which is of direct relevance for medical
application.
3.4.3. Friction factor of thread-annular flow with
axially
not
moving
thread
The friction factor is discussed here as a w ide
spread
characteristic value in
fluid-dynam
ics,
which allows to
compare
the thread-annular flow with other flow
types.
Figure
3.7 shows the theoretical friction factor for the laminar and turbulent con
centric annular flow for different radius ratios and an
axially
not
moving
core. As
already
mentioned
above,
Liischer
(2000)
used an
adapted experimental set-up
for this flow
case,
which was
applied
also for these measurements of the friction factor. The thread there
was
axially
fixed at one end in front of the
pipe
entrance. A rubber thread with a
increased diameter of 0.59 mm was used for these
experiments.
With
wTh
= 0 a wider
range
of radius ratio could be
investigated
with this
experimental set-up.
The theoretical
curves are
compared
to the
experimental
friction factors
resulting
from the measured
mass flow
by equation
24.
Due to a restricted
applicable pressure range
at radius ratios close to
unity
(y
=
0.84) only
data from the laminar
range
could be
investigated,
while in the case of
wide annular
gaps (y
=
0.35)
mainly
data of the transition
range
and the turbulent flow
range
were obtained.
Nevertheless, the transition
range
where the laminar flow starts to become turbulent can
be estimated in
figure
3.7 to
begin
around Re = 2000. This is lower than in
pipe
flows
with fixed cores
(Koch
& Feind
1958) or in core-annular flow
(Arney
et al.
1993).
The curves of the theoretical friction factor of concentric annular flow
(eq. 26)
are
represented
in
figure
3.7
by
a
single
line as the differences for the radius ratios in this
plot
are
negligible.
Lower
experimental
values than
predicted by theory
are observed in
the laminar
range, especially
at
large
radius ratios as
y
=
0.84. An
analogue
decrease of
friction factor
appears
in the laminar eccentric model, when the core
eccentricity
increases
(fig. 3.8),
which is
equivalent
to the
growth
of flow rate due to
eccentricity
cal
culated
by Redberger
& Charles
(1962).
In addition, in our
optical investigations
(chapter
3.5) an eccentric
position
of the thread over time mean was observed, so that
eccentricity
is assumed to be the reason for the observed lower friction factor and
higher
flow rate
compared
to concentric flow.
Including
the
experimental
friction factor into the
normalized friction factor of
figure
3.8 and
comparison
with curves at different eccen-
3.
Experimental investigations of
thread-annular
flow
10
o
CO
c
o
0.1
0.01
10
concentric laminar
theory
I
:
A Y
=
0.84
0.66
o 0.49 _
0.35
^gS"
:
\
,l
Blasius
100 1000
Reynolds
number
10<
e 3.7: Friction
factor
vs. Reynolds number at
different
radius ratios
y
and thread
velocity
u>
jy;
= 0. Eccentricity could be the reason
for
the lower in the laminar
range.
The
high
values
of
compared
to the solution
ofBlasius
exist
probably,
because the
empirical
correlation
of
Blasius is set
up for pure pipe flow,
were
the
flow
resistance is lower.
X-Re
64
1.6
1.4
1.2
1
0.8
-
0.6
r = 0
/'
c
= 0.3
t-~^
c = 0.7
L^
i
~
~
r = 0.95~~
i
0 0.2 0.4 0.6 0.
Radius ratio
y
mire 3.8: Theoretical and
experimental
laminar
friction factor in normalized
form.
The
low
experimental
values could arise due to eccentric the thread
position,
in
particular
at
large
radius ratios.
3.
Experimental investigations of
thread-annular
flow
tricitics indicates that this eccentric
position
of the thread is more
pronounced
at
large
radius ratios.
An increase of the friction factor with
decreasing
radius ratio is also found in the
turbulent
range.
But in contrast to the laminar case the measured values exceed those cal
culated
by
the
empirical
solution ofBlasius
(eq. 31),
in accordance to the
experiments
of
Koch & Feind
(1958).
This
finding
arises, as the
equation
ofBlasius contains no correc
tion for the annular flow and
represents only
an
empirical
solution for the circular
pipe
flow.
Nevertheless, the
tendency
of the turbulent friction factor to decrease the smaller
the annular
gap
is, indicates that
eccentricity
could influence the annular flow in this flow
regime
too. There is found a
slight
decrease in friction factor at
y
=
0.49,
and at
y
=
0.66
the few turbulent data
points
of the friction factor even
lay
below the solution ofBlasius.
This could indicate that
eccentricity predominates
turbulent disturbance and
roughness
effects on the thread surface. Further, these disturbances could be
damped by
the wall in
narrow annular
gaps.
This
conjecture
is
supported by
the work of Ooms
(1972),
where
the
pipe
wall was found to have a
reducing
effect on certain instabilities of core-annular
flow.
1 0
^ 1
o
o
CT3
C
o
_o
0.1
0.01
10 100 1000
Reynolds
number
Figure
3.9: Friction
factor of
thread annular
flow
at thread velocities around
0.25
if,
jt nutx.
A marked decreased is observed with thread
velocity,
which is
more
pronounced
at
large
radius ratios
y. Correspondence
to concentric
laminar theory is better than with threads without axial
velocity (fig.
3.7).
3.4.4. Laminar friction factor of thread-annular flow with an
axially moving
thread
The laminar friction factor of thread-annular flow w ith a thread
moving
in axial direction
was
investigated
for two radius ratios,
using again
the
experimental set-up
illustrated in
3.
Exprimental investigations of
thread-annular
flow
figure
3.1. A constant ratio between the
experimental
thread
velocity
wTh
and the maxi
mum theoretical thread
injection velocity
wTh max
(eq. 21)
was chosen.
In
figure
3.9 the friction factor curve for an
axially
not
moving
thread is
represented by
a
single
line for both radius ratios. On the other hand, an
axially moving
thread results the
oretically
as well as
experimentally
in a decrease of friction factor,
which at
comparable
velocities around
wTh
=
0.25wTh
max
shows a
significant dependence
on the radius
ratio. In thread-annular flow with
large
radius ratios the fluid is
mainly dragged along by
the
relatively large
thread
surface, so that Couette-flow
prevails.
The thread
velocity
has
therefore a
stronger reducing
effect at such cases than at lower radius ratios,
where
pres
sure controlled Poiseuille flow is dominant in the annular
gap.
This was found also in the
analytical investigations
above
(fig. 2.17).
Therefore, the friction factor for
y
= 0.77
lays
below the friction factor for
y
=
0.51,
in
spite
of a lower relative thread
velocity
wTl/wTh
max
= 0-22
. Correspondence
with the laminar concentric
theory
is better than
for thread-annular flow with an
axially
not
moving
thread.
However,
experimental
values are found to
lay slightly
below the theoretical curve
also for annular flow with axial thread
velocity,
which could be an indication for an
eccentric
position
of the thread inside the
pipe
too. The bend
progression
of the friction
factor at
y
= 0.77 results from the correction of the thread
velocity
due to thread elas
ticity.
3.5. Vibration behavior of the thread in the
pipe
flow
3.5.1. Vibrations and instabilities in annular
flow
The second focus of this
chapter
is lateral deviations of the thread in the
pipe
flow
investigated by optical
means.
Thereby
influences of vibrations and instabilities of the
thread
position
on mass flow and thread forces are of central interest.
Oscillations and instabilities have been observed also in annular flows with solid
cores of
high
stiffness.
Piercy
et al
(1933)
detected in laminar concentric annular flow
sinusoidal waves in
tangential
direction. Vibrations in heat
exchangers
with
pipes
sub
jected
to
parallel
or axial flow are wide
spread problems
in
practice.
A
general
introduction into
theory
of the
stability
of circular
cylinders
in axial flow is
given by
Chen
(1987).
Different force
components depending
on
cylinder
motion and
flow motion arc
regarded,
as well as various
types
of excitation. Unstable
cylinder
responses
to axial flow, as
divergence
or flutter, vvere found to
appear usually
at
very
large
fluid velocities, which are not relevant in
practical applications,
of heat
exchangers
for instance. For lower turbulent flow velocities, stable vibrations of flexible
cylinders
with restricted
lengths
are
investigated by
different authors (Chen
&
Wambsganss
1972,
Paidoussis 1966, Paidoussis 1966. Paidoussis
1973).
In all these models the
cylinder subjected
to axial flow was of restricted
length
with
different end conditions. To
apply
these theoretical methods also to thread-annular flow,
the end conditions would have to be
adjusted
to the unrestricted
length
of a thread in the
axial flow without
any bearing
elements.
However, no research has been done on vibrations of solid cores
moving
in axial
direction, which would
correspond
to thread-annular flow.
Thorough investigations
on
vibrations and instabilities exist on core-annular flow, where the
major problem
is to
ax
3.
Experimental investigations of
thread-annular
flow
a)
Thread 1
Flow
'
channel
Pipe
wall
1.2 mm
Figure
3.10:
Photographic pictures of
a monofil
rubber thread with circular cross-section in
down-stream
pipe flow. a): 7 bread in a
jripe
without axial
velocity
and
fluid flow
(Re
=
0,
wjjj
= 0 m/s): The thread has not a
completely straight shape,
b):
Re =
2310,
w-p/,
= 0.3 m/s: The thread was never observed to touch the
pipe
wall,
but
slight
buckles and waves can be
recognized along
the thread in
spite erf
axial
stretching forces.
Concentricity seems to
prevail
and the thread radius is
reduced
by
the annular
flow.
achieve a stable flow with the water at the
pipe wall, completely surrounding
and lubri
cating
the oil core.
Obviously,
most instabilities of this flow
type,
as interfacial instabili
ties
(Hu
&
Joseph 1989), hardly
affect thread-annular flow. On the other
hand, transient,
rotating
corkscrew
waves, as observed
by
Bai et al.
(1992),
could exist in the thread-
annular flow loo. In those
experiments buoyancy
was
causing
in down-flow a resistance
force on the
core,
similar to the resistance force in thread-annular flow
deriving
from the
spool.
3.5.2. Basic observations on thread vibrations
In some of the
experiments
with CrNi steel
pipes
on thread force and mass flow
strong
vibrations of the thread vvere observed at the
pipe
exit. Our
investigations using
a
glass
pipe
showed that these vibrations also existed inside the
pipe. Thereby
the thread showed
at the
pipe
entrance
practically
no lateral movements. The oscillations of the thread
seemed to be established
only
after 2-3 cm from the
pipe
entrance. Marked cork-screw
waves, as described
by
Bai et al.
(1992),
could not be discerned on
photographs
(fig. 3.10), however,
the thread was noticed not to be
completely straightened by
the
annular water flow: slight buckles and waves can be recognized
along
the thread for
instance in
figure
3.10
b).
In
spite
of these vibrations the thread was never observed to touch the
pipe
wall
during
evaluation of the video
pictures (fig.
3.2 c). Therefore, contact friction between
the thread and the
pipe
wall has not to be considered for vertical thread annular flow. The
limited lateral thread deviations could be
explained by
the
findings
of Secomb & El-
Kareh
1994)
where an
increasing
resistance force was calculated the closer a
cylinder
3.
Experimental investigations of
thread-annular
flow
was
moving radially
towards the
pipe
wall.
Additionally, pressure
differences over the
circumference of the annular
gap
could occur at
eccentricity (Piercy
et al
1933),
which
also could counterbalance radial deviation. On the other hand
Christopherson
&
Naylor
(1955)
found, that the
equilibrium position
for an
axially moving cylinder
in a
pipe
was
not concentric but eccentric. However, if
eccentricity
was assumed for the stable
case,
the
position
of the thread could be located
anywhere
on a circular orbit of
stability
around the
pipe
centre and thread motions on this
path way
would be stable too. The
transient
travelling spiral
waves noted
by
Bai et al
(1992)
could be
interpreted
as such a
stable core rotation around the
pipe
axis, which is concerned as a
possible
model for
thread motion in our investigations too.
3.5.3. Mean
eccentricity
due to thread vibrations
The influence of flow
regime
and thread
velocity
on the thread vibrations is shown in
figure
3.11
by
the mean
eccentricity
of the thread. All
plotted points correspond
to
single
measurements of 1 second.
Figure
3.11 a), where thread
velocity
w as zero,
shows that an eccentric thread
position
over time mean exists. This reinforces the
assumption
that
eccentricity essentially
affects
the thread-annular flow. The mean thread
eccentricity
f shows a marked maximum
around Re = 2700. This could be an effect of transition from laminar to turbulent flow. At
a)
0.4
03
02
i
0.1L
L
o^
0
M
n
= 0
2000 4000
Re
b)
04;
03
02
0 1
6000
a Re=660
t- Re=1690
Re=2310
0 0 2 0.4 0 6 0.8 1 1.2
Thread
velocity [m/s]
Figure
3.11: Mean eccentricity
of
the thread at a radius ratio
of y
=0.46.
a): Influence of
the Rc'Miokls number. Around Re - 2700 8 reaches a maximum and then
decreases at
higher
Re. This extremum lavs above the transition
from
laminar to
turbulent
flow, found
to be around Re = 2000. b): No marked
influence of
the
thread velocity on is obsened,
regardless of
the Reynolds number.
higher Reynolds
numbers e decreases
again.
The maximum
may
exist because of
large
temporary
thread deviations caused
by
eddies and disturbances, which in the transition
range only appear sporadically
on
locally
restricted sections of the thread circumference.
At
higher
flow rates the intermittence factor of laminar and turbulent flow is
increasing
(Schlichting
& Gersten 1997). so that more
frequent
disturbances could counterbalance
each other over the thread circumference and result in reduced lateral thread deviations.
3.
Exprimental investigations of
thread-annular
flow
In
high
turbulent
flow, where excitation
by
near-field noise was assumed, investigations
in a
comparable range
of radius ratio were done
by
Chen &
Wambsganss (1972).
When
increasing
the
Reynolds
number, rods with both ends fixed have shown a first maximum
in lateral
displacement,
whereafter the deviations have risen
continuously
with
larger
flow velocities. Mean
dplacements
of rods fixed
only
at their
up-stream
end on the other
hand increased
continuously
with flow
velocity.
The thread
velocity
shows no
significant
influence on the mean deviation of the
thread
position
in
figure
3.11
b). However, at Re = 660 the low mean thread deviation
for
wTh
= 0 could
emerge
from the low axial thread forces in this flow
range
so that
the thread behaves
practically
like a
rigid
not
vibrating body
in the
pipe.
3.5.4.
Probability densityfunction of
thread vibrations
of
an
axially
not moved thread
Calculating
the
probability density
function of the eccentric thread
position
from
experi
ments with the
axially
fixed thread the distributions in
figure
3.12 were found. The
plots
generally
have a
symmetrical shape,
which indicates that the thread has no
stationary
position
in the
pipe.
At Re =
2570, the
probability density
function is distributed in the
widest
amplitude range
around the concentric
position,
which could be an effect of the
transition from laminar to turbulent flow. In the
image plane big
thread deviations seem
to have
nearly
the same
probability density
as small oscillations around the
pipe
axis. At
larger
or smaller
Reynolds
numbers the
probability density plots
are more
peaky. Espe
cially
in the
fully
turbulent flow
regime
at Re = 4390 the thread seems to be
kept
more
and more in a concentric
position,
which confirms the
assumption,
that turbulent flow
aids to maintain a centred thread
position.
Wether this
eccentricity
has a similar decreas
ing
effect on the turbulent thread-annular friction factor
(fig. 3.7),
as
supposed
in laminar
flow, can
only
be evaluated
by
future
development
of an
appropriate
turbulent
model, as
presented
for instance
by Shighechi
etal
(1990).
The
empirical equation
ofBlasius does
not
distinguish
variations in
eccentricity
and radius ratio.
However, as
probability density
distributions also contain information about thread
vibrations in the direction of the
optical
axis, two different models were
developed
to
interpret
the measured data as two-dimensional movements
perpendicular
to the
pipe
axis:
First, a
star-shaped
vibration of the thread
proceeding
from the concentric
position
was considered.
Amplitudes
and direction were assumed to be
randomly
distributed and
the thread to oscillate in a sine form over time with constant
frequency.
A
possible
thread
trajectory
of this vibrational model is illustrated in
figure
3.13
a).
This model could
rep
resent lateral thread deviations from
concentricity
due to
single
flow disturbances, where
the thread after
reaching
an eccentric
position
returns back to the
pipe
centre. Rotations
of the thread on a circular
way
around the
pipe
centre are included in a second thread
motion
model, taking
into account so-called corkscrew waves, as
they
were observed
by
Bai et al.
(1992) in core-annular flow. These waves vvere
travelling
in a
spiral way
down
the
pipe,
which in a
plane orthogonal
to the
pipe
axis results in a circular motion. In the
thread motion model the thread rotates with constant
frequency
and
eccentricity
as
shown in
figure
3.13
b).
For these two models of lateral thread motion the
projection orthogonal
to the
pipe
axis
(fig. 3.2)
was calculated to achieve the same data base for the thread deviation as in
the
experiments.
The
resulting
theoretical
probability density
functions are shown in
3.
Experimental investigation
s
of
thread-annular
flow
en
c
CD
-a
-Q
CO
o
IX
10
8
6
4
2
0
-0 6 -0 4
wTU = 0 m/s
Th
Re = 1230
-0.2 0 0 2
Eccentricity
r
[-]
04 0 6
10
c
"O
CO
.Q
o
4 -
Q. 2
0
-0 6
2 1
wTh
= 0 m/s
Re = 2570
-0 4 -0.2 0 0 2
Eccentricity
c
[-;
0 4 06
wTh
= 0 m/s 10
CD
"O
CO
-Q
O
CX
6
4-
[
2I
0 -
-0 6
Eccentricity
c
-0 2 0 0 2
Eccentricity
r
[-;
Figure
3.12:
A\ially fixed
thread m a
pipe flow (
UY/,=
0
)
and the
probability
density
function
pstat()
of
its
position.
Radius ratio
y
= 0.46. The distribution
of
the
thread
position
is symmetric around the
pipe
axis. The wide distribution around
the transition at Re = 2570 show
s,
that
larger
thread deviations
from
the
pipe
centre
appear
m this
range.
At
higher
Reynolds numbers m the turbulent
regime
the deviations are distributed more around the
pipe
center.
figure
3.13
c).
For the
star-shaped
motion the
probability density
has a
peaky
maximum
around
zero,
while for the
rotating
thread a
saddle-shaped
curve with
practically
constant
values over the diameter is
resulting except
from two
poles
at the minimum and the max
imum deviation.
Comparing
the
experiments
from
figure
3.12 with the
probability density
of the
star-shaped
motion model
generally
wider and less
peaky
distributions are found. More
over,
the curve for Re = 2570 shows
practically
constant values over a wide
range
of
deviation and a
tendency
to the
saddle-shaped
curve of a
rotating
thread. This could be an
indication that at the transition from laminar to turbulent flow the thread is not
only
oscil
lating
with
larger amplitudes
but
possesses
besides a
star-shaped trajectory
a
strong
orbit-like
component
of movement too. In the
fully
laminar and
fully
turbulent flow
regions
thread oscillations are described rather
by
the
star-shape
motion model.
h.i
3.
Exprimental investigations of
thread-annular
flow
Figure
3.13: Models
of
lateral thread motion and their
probability
distribution:
a):
Star-
shaped
oscillation with the
pipe
centre as
origin, b):
Circular rotation
of
the
thread around the
pipe
centre, c):
Probability
densityfunction pstat(x) (eq. 73) of
these two models, when x
corresponds
to the same
orthogonal projection of
the
thread
position
as in the
experiments.
The relative deviation is the ratio
of
the
actual deviation and an arbitrary
given
maximum deviation.
3.5.5.
Probability density function of
thread vibrations
of
a thread with axial
velocity
Figure
3.14 shows the
probability density
function of the eccentric thread
position
in
pipe
flow at different thread velocities. The
Reynolds
number Re = 2310 for the
axially
not
moving
thread is
supposed
to be in the
range
of transition and to contain the
strongest
thread vibrations. At a low thread
velocity
of 0.08 m/s the
probability density
function
resembles the distribution for the
axially
not
moving
thread at Re =
2570,
with constant
values around the concentric
position (fig. 3.12). Surprisingly
at
n'y/,
= 0.32 m/s the dis
tribution is much broader and is similar to the
saddle-shaped probability density
function
of a
rotating
thread movement. In such thread motions the
highest probability
densities
are found to exist at eccentric
positions.
In accordance, the
largest
mean deviation is
found in
figure
3.11 at this thread
velocity.
However, no
significant change
in mass flow
was observed at this thread velocities.
Fluid-dynamic
resonance interactions between the
clastic thread and the water flow are a
possible
reason for this
second, thread-velocity-
depending
vibrational state w here the thread
appears
to rotate
mostly
on a concentric tra
jectory. Except
from this resonance-like state the
probability density
function, like other
investigated
values, is
hardly
affected
by
the thread
velocity
in this
range.
3.5.6.
Frequency analysis of
thread vibrations
of
an
axially
not
moving
thread
Besides the
position
of the thread in the
pipe
and its distribution over time also the fre
quencies,
at which the thread is
vibrating,
are
investigated.
The influence of the
Reynolds
number on the vibration
frequencies
of an
axially
not
moving
thread is shown in
figure
3.15
by
the
power spectral density
function
5x(() (eq. 75).
The ordinate shows
the relative
power spectral density,
where the zero
points
were shift
vertically
to achieve
3.
Experimental investigations of
thread-annular
flow
*5
'w
c 4
CD
H
ID
-
;
vyTh
= 0.08 m/s
j
___ j
Re = 2310
t i
1 ;
>,
5
4
CD
"O
& 3
j
t|
~
3
JD
CO
O
JO
^
o
IX
-,
0
-
_.r
|.:
r
5
co
2
o
tx
1
0
-0.8 -0.4 0 0.4 0.8
-0
Eccen ric
:ity
r
[-]
wj. = 0.32 m/s
!
Th
; Re = 2310
!
-0.4 0 0.4
Eccentricity
c
[-]
c 4
CD
t>
S
3
co
2
o
IX
1
0
-0
Figure
3.14:
vyTh
= 0.61 m/s
Re = 2310
-0.4 0 0 4
Eccentricity
c [-]
c 4
CD
X3
3
-5
m
2
o
1
0
-0
v\jTh
= 1.09 m/s
Re = 2310
U
2T
-0.4 0 0.4
Eccentricity
e
[-]
0.8
Effects ofdifferent
axial thread velocities
wTh
on the
probability density
function pstal(x)
of
the thread
position
in
pipe flow.
Radius ratio
y
=
0.46. The
pressure difference corresponding
to Re = 2310 was
Ap
= 0.5 bar
for
an
axially
not
moving
thread. Generally the thread
velocity hardly affects
the
probability
density
function.
A
saddle-shaped
distribution
appears
at a thread
velocity of
0.32 m/s, which is similar to the distribution
of
a thread
rotating
on a
circular orbit
(fig.
3.13
b).
a better overview of the data. The
original power spectral density
function was smoothed
by using
a convolution
algorithm.
A
general
shift of the dominant
frequencies
to
higher
values with
increasing Reynolds
number is noted. At Re =
2570, in the transition
range,
dominant
frequencies
reach their
maximal values with the
strongest peaks
at 51 and 55 FIz. A resonance-like state could
exist in this flow
range.
In the turbulent flow
regime
oscillations with
large
intensities are further shifted
towards
higher frequencies,
but the intensities of the dominant
frequency
bands decrease
thereby.
Low turbulent flow seems not
only
to have a
centring
effect
by decreasing
the
mean thread
eccentricity
(fig.
3.1 la), it seems also to inhibit thread vibrations with
big
amplitudes.
The resonance-like state at Re = 2570 could
appear
due to transient disturbances in
the transition
range,
which were
already
discussed in connection with the mean thread
eccentricity
in
figure
3.11. Transient disturbances could lead to
single large
deviations
of the thread. After such a lateral excursion the thread could
possibly
oscillate in a
3.
Exprimental investigations of
thread-annular
flow
200
en
S 150
"O
-.
o
CD
Q.
en
S3
10
o
Q.
CD
>
_C
CD
cc
50
X
'
-
-\-~._,-~x\_
Re = 4390
Re = 1230
20 40 60 80 100
Frequency [Hz]
120 140
Figure
3.15: Power
spectral
den sitv
function of
lateral thread vibration s in
pipe flow
at
different
Reynolds numbers. The the thread velocitv was
wp!l
= 0.
Strong
peaks appear
around 55 Hz
for
Re =
2570, which is m the
upper range
of
transition
from
laminar to turbulent
flow.
Fow
-frequency
vibrations seem to be
attenuated m the turbulent
flow.
100-
N
X
cr
CD
80
60-
40
_
20
0 1000 2000 3000 4000 5000
Reynolds
number
Figure
3.16: Mean dominant
frequencies f m
function of
the Rexnolds number. The observed
dominant
frequencies
correlate well with a linear increase in the Reynolds
number (linear curve
fitting
R =
0.99).
damped
transversal natural
frequency
around a more or less concentric
position,
until a
new
axially moving
disturbance
package
would stimulate the vibration
again.
On the
other hand, when
considering
the
probability density
function in
figure
3.12 at the same
3.
Experimental investigations of
thread-annular
flow
Reynolds
number Re =
2570,
the dominant
peaks
around 55 Hz in the
power spectral
density plot
could also be
explained by axially travelling
cork-screw waves or
by
a simi
lar
rotating
thread motion. Also Paidoussis
(1966)
observed in their
experiments,
that a
flexible
cylinder
with a free end oscillates in axial flow in a
rotating plane
while the free
end describes a
quasi-circular path.
However, a
superposition
of the rotational and radial
oscillations will
probably
be a more
appropriate approach
to describe this
high-intensity
vibrational state.
The
general
shift of the dominant oscillations in thread-annular flow towards
higher frequencies
at increased fluid flow does not occur around a marked fundamental
frequency.
It is rather a
range
of dominant oscillations, which is moves towards
higher
frequencies.
An
explanation
could be found in the
investigation
of Paidoussis & Petti-
grew
(1979)
on
cylinders
in confined axial flow, who demonstrated a continuous succes
sion of instabilities of
increasingly complex
modal
shape,
when flow
velocity
was
increased. However, for a more
quantitative
discussion of thread-annular flow vibrations
the mean dominant
frequencies
at the concerned
Reynolds
numbers in
figure
3.16 were
calculated.
Thereby only frequencies
with intensities, which laid more than one third of
the maximum
power spectral density
above the mean value, were considered. A
nearly
linear increase of the
frequency
is observed with the
Reynolds
number. In similar
experi
ments of flexible
cylinders
in axial flow Chen &
Wambsganss (1972) found,
that the fun
damental
frequency
of cantilevered rods was
increasing
with mean axial flow
velocity
too. Rods with
bearing
at both ends on the other hand showed a
decreasing
behavior of
the fundamental
frequency.
In this
respect
cantilevered rods are more
comparable
to a
thread in
pipe
flow. However, in contrast to our
investigations high-turbulent
flow and
large hydraulic
diameters vvere considered.
Summarizing,
the
range
of dominant
frequencies appears
to be increased
by
the
axial fluid
velocity,
while the
intensity
of the vibrations seems to be influenced rather
by
the flow
regime.
3.5.7.
Frequency analysis of
thread vibrations
of
a thread with axial
velocity
The
power spectral density
in
figure
3.17 illustrates, that vibrational behavior also is
affected
strongly by
thread
velocity.
The
corresponding Reynolds
number for thread-
annular flow with an
axially
not
moving
thread was Re = 2310.
Generally peaks
of the
power spectra] density
are
high
and concentrated in narrow bands, as soon as the thread
has an axial
velocity.
In this
range
of
Reynolds
number the most intensive vibrations
were observed
already
for the
axially
not
moving
thread at Re = 2570
(fig.
3.15). In this
experiment,
a second resonance-like
state,
depending
this time on the thread
velocity,
appears
for
wT}l
= 0.32 m/s at a maximum
power spectral density
around 55 Hz. Consid
ering
the
saddle-shaped probability density
function found at the same thread
velocity
(fig. 3.14)
contributes to the
assumption
that the thread executes a circular motion around
the
pipe
centre at the observed
pipe
section. This
again
could be the result of
axially
trav
elling
waves with cork-screw-similar
shape.
Moreover it is remarkable that for a thread
without axial
velocity
the
power spectral density
around 55 Hz in
figure
3.15 is consider
ably
lower than for a
moving
thread, even
compared
to a small thread
velocity
of
only
H'7y?
= 0.08 m/s
(fig.
3.17).
Summarizing,
the
amplitudes
vvere
strongly
affected
by
the
thread
velocity M'77/
in this
range
of
Reynolds
number, w hereas no shift of these dominant
frequencies
was observed, when if
/7,
was varied.
3.
Experimental investigations of
thread-annular
flow
400
350
Re=2310
*.
300
c
CD
T3
CO
Q
250
cn
o.
CO
.
CD
si
o 200
Q.
m
>
m
CO
or
150
100
60 80
Frequency [Hz]
120 140
Figure
3.17: Power
spectral
den sitv
function of
tran s versa! vibration s of
a thread at
different
axial velocities if
^
m a
pipe
with water flow
inside. At Re - 2310 no
frequency shift of
the bands is observed w ith
changing
thread
velocity
but
strong
influence
on vibrational intensity is observed. A resonance-like maximal
peak
appears
at a thread velocitx
of 0.32 m/s.
3.6. Conclusions for thread-annular
pipe
flow
Set-upfor
annular
flow
measurements with
axially moving
cores
The
developed experimental set-up
allows to measure axial force and mass flow in annu
lar
pipe
flow with an
axially
mov
mg
core structure of unlimited
length,
as it is
repre
sented
by
a thread. The
apparatus
enables to obtain fundamental flow data under
isothermal conditions, which can be used to discuss
purely
theoretical
investigations,
as
done for instance
by Shighechi
et al
(1990) on turbulent annular flow with
moving
cores. However, for future
in-depth investigations
the
experimental set-up
could be
improved
in
following respects:
the thread should
possess
a
negligible
lateral contrac-
3.
Experimental investigations of
thread-annular
flow
tion,
and
higher pressure
differences over the
pipe
should be
applicable
to enable under
the same
experimental
conditions measurements at
Reynolds
numbers above 5000. in the
higher
turbulent flow
regime.
Experimental
thread-annular
flow
and
applicability of
the laminar model
The
experimental investigations
on thread-annular flow deliver for the axial thread force
a rise with
increasing
radius ratio. The axial thread
velocity
has a
reducing
effect on this
general
behavior,
whereby
the measurements are found to be
significantly
lower than
predicted by theory, especially
at low radius ratios.
In accordance to the laminar concentric model the measured mass flow is raised
by
the thread
velocity
and decreased
by
radius ratio.
Subsequently,
the thread
injection
effi
ciency,
defined as the ratio of
transported
thread
length
to
injected
fluid volume, is sub
stantially
increased at
large
radius ratio. Good
agreement
between
experiments
and
theory
is found in
particular
at
high
radius ratios.
The friction factors derived from the mass flow measurements show a
pronounced
dependence
of the radius ratio for an
axially
not
moving
thread in laminar flow. The
smaller the annular
gap
between
pipe
wall and thread the more the friction factor
lays
below the
predictions
of laminar concentric
theory.
This is a
strong
indication that the
thread-annular flow is affected
by
the time mean
eccentricity
of the
thread,
which results
from lateral thread vibrations recorded in our
optical experiments.
In accordance to Red
berger
& Charles
(1962) eccentricity
had its
biggest
influence on the flow rate when the
thread diameter is close to the
pipe
diameter.
In the turbulent flow
regime
the measured friction factor exceeds the
empirical
solution of Blasius for low radius ratios, because the solution of Blasius is
properly
set
up
for circular
pipe
flow. Better
correspondence
with the measurements could be
expected by application
of accurate turbulent models as for
example
the
empirical
corre
lation of Jones &
Leung (1981),
the model of
Shighechi
et al
(1990) or the K-F-model of
Huang
et al
(1994)
for core-annular flow.
The thread
velocity
is found to have a
significantly decreasing
effect on the thread-
annular friction factor in the laminar flow
range.
These measurements show a
good
cor
respondence
to the concentric laminar model, in
particular
at
high
radius ratios. On the
other
hand,
deviations from
theory
for an
axially
not
moving
thread were
comparatively
large,
due to an assumed eccentric
position,
which indicates that a
fundamentally
differ
ent flow situation could
appear
in the annular
gap
as soon as the thread has an axial
velocity. Subsequently,
the two flow
types
of thread-annular
flow, one with an
axially
not
moving
thread, the other with an axially
moving thread,
have to be treated
separately.
However, in this work
optical investigations
were
only
realized at one
single relatively
low radius ratio of
y
= 0.46
.
The behavior of the lateral thread motion at
large
radius
ratios has to be the
scope
of future research.
In
general,
the laminar concentric
theory
delivers
satisfying predictions
for an axi
ally
not
moving
thread in annular flow. For a thread with axial
velocity
thread-annular
mass flow still is well
predicted
bv
theory,
but for the axial thread force much lower val
ues result from
experiments,
and the model
hardly
is
applicable
to
predict
this flow value.
Further work has to be done, to understand the
reducing
effect on the axial thread force.
Eccentricity,
vibrations and
secondary
lateral flow could be
influencing
factors, which
could be
investigated by optical
means for instance.
3.
Experimental investigations of
thread-annular
flow
iMeral thread vibrations
Vibrational
analysis
of our
experimental
data shows that
Reynolds
number and thread
velocity
have an
important
influence on the vibration behavior of the thread: In the case
of an
axially
not
moving thread,
dominant vibrations
generally
shift towards
higher
fre
quencies
with
increasing Reynolds
number. Transient flow
conditions, as eddies and dis
turbances, seem to stimulate resonance-like states of the thread-annular flow
system,
so
that
highest amplitudes
and intensities are found in the transition
range.
In
fully
turbulent
range
the vibrations are
increasingly damped.
In the
case,
where the thread has an axial
velocity
in the
pipe,
the vibrations are more intensive and have
bigger amplitudes
than in
the case of the fixed thread. In the
early
turbulent flow the thread
speed
has no influence
on the dominant
frequencies,
but resonance-like maximal
amplitudes appear
at certain
thread velocities.
The resonance-like
vibrating
states show an elevated
component
of rotational
thread
movement,
which is
supposed
to derive from cork-screw wave-like thread move
ments inside the
pipe.
It could be
important
for the medical
application
of thread
injec
tion, as such thread movements can lead to
spiral-shaped deposition
of the thread within
the
injection
channel and
subsequent blockage
of the
injection system
This was
casually
observed in
preliminary experiments
with radius ratios of
y
< 0.3
,
where such vibra
tional states should
subsequently
be avoided for thread
injection applications.
Moreover,
these
experiments
show that the thread has an eccentric
position
over time
mean,
which is reduced with
increasing
low turbulent flow.
Lateral thread vibrations and
eccentricity probably
affect both mass flow and axial
thread force, and could be a reason for
discrepancies
to the concentric laminar
theory.
On
the other hand, the resonance-like vibrations were not observed to influence the flow val
ues and can therefore be
neglected
in this
respect.
Future
investigations
on the influence of the radius radio on thread vibrations could
contribute to a more
thorough understanding
of these effects.
Relevance
for
clinical
application
For
high reliability
of the thread
injection large
radius ratios should be chosen, as the
axial thread force is the
highest
in this
range
and allows to overcome eventual resistance.
At the same time the mass flow is the lowest in narrow annular
gaps
and thread
injection
efficiency
is raised with raised radius ratio. In addition, the friction factor is decreased
more
by
thread
velocity
at
large
radius ratios. Based on these
findings
a maximal radius
ratio would be
optimal
for thread
injection.
On the other
hand,
the maximum
possible
injection
thread
velocity
of the laminar model
(fig. 2.7) decreases with the radius ratio. In
thread
injection,
however, the thread
velocity
is
depending
on the resistance force deriv
ing
from the thread
storage
unit. This factor is
regarded
in
chapter
5. where the influence
of the radius ratio is
investigated, using
different thread
storage types.
But
generally
thread velocities can be
expected
to be too low for clinical
application,
if the radius ratio
is chosen too
high,
unless
very high pressure
differences are
applied.
Contact between thread and
pipe
wall never occurred in our
investigations,
not
even at the
strongest
vibrations. Therefore direct friction between thread and
pipe
wall is
not
expected
to inhibit thread
injection
in
straight pipes
and has not to be taken into con
sideration for the
design
of medical dev ices.
The variations of flow conditions at the
pipe
exit have not been
investigated
in
these
experiments, although they may significantly
influence the behaviors of both fluid
3.
Experimental investigations of
thread-annular
flow
and thread. In our
experiments
an exit into ambient air was chosen,
but in medical
appli
cations fluid and tissue at the exit
may
disturb the thread annular flow
significantly. Thus,
the
reported
data can be
applied mainly
for the
development
of
thread-injection
devices
specified
for
applications
in
body
cavities without
important
obstructions at the exit.
"7">
4.
Draw-off
resistance
of
thread
packages
4. Draw-off resistance of thread packages
The aim of this
chapter
is the
description
of the draw-off resistance of different thread
packages
in function of the draw-off
velocity.
As mentioned
above, during
thread
injec
tion
pressure
and shear forces inside the
injection
channel are in balance with the resis
tance force of the thread
package.
The thread is
subsequently transported
with the
corresponding equilibrium velocity.
The
investigations
on thread-annular flow demon
strated
already,
that thread
velocity finally
affects all
important fluid-dynamic
values, as
mass flow and axial thread force. It is considered also in these studies on draw-off resis
tance as a central
parameter.
To allow
comparisons
with thread
injection
flow, the draw-off resistance is mea
sured under
experimental
conditions as
they
exist
during
thread
injection.
The thread
package thereby
is contained in a vessel, surrounded
by
the viscous
transport
fluid. The
thread is drawn off
during injection
towards the
pipe
entrance
by
the
propelling
forces of
the thread-annular flow inside the
pipe.
In the
presented experiments
the varied
parameters
are the
type
of thread
package,
the draw-off
velocity,
the thread diameter and the fluid
viscosity.
In
addition,
the draw-
off resistance is
investigated
in function of the draw-off
time, as full thread
packages
can
behave
differently
than
nearly empty
ones. With the measured data a
semi-empirical
model is set
up including
the mentioned
parameters. Combining
this draw-off model
with the model of thread-annular
pipe
flow delivers in
chapter
5 a first
complete descrip
tion of the thread
injection
flow.
Figure
4.1:
Investigated types of
thread
packages ofmultifilament
threads: On the
left
a
self-
standing
bobbin with axial thread
draw-offfrom
the interior, on the
right
a
spool
with
supporting
core bodv and lateral
flanges,
w here the thread is drawn
off
tangentiallv from
the
co-rotating spool.
The two basic
packages
of multifilament threads are
regarded
herein,
resulting
in two
separate semi-empirical
models: Draw-off from the first thread
package, designated
as
bobbin
(fig.
4.1
left) occurs from its interior in axial direction.
Thereby
the thread
pack
age
is not
moving during
draw-off. This
type
of thread
package
is
mostly
used in embroi
dery technique.
In the second thread
package
the thread is wound
up
on a
supporting
4.
Draw-off
resistance
of
thread
packages
core structure
(fig. 4.1, right side).
From this
type
of thread
package,
called here
spool,
the thread is drawn off in
tangential
direction from the
co-rotating spool body.
The draw-off resistance of thread
packages
is crucial also for textile
techniques.
For instance thread tension variations
during weaving processes
can cause disuniformi-
ties in the cloth structure
(Shah
1961, Simon 1977) and at
high
thread tensions even
thread
breakage (Shanin 1983).
Further,
yarn
tension variations can also lead to variable
package
densities
(Brunnschweiler
& Mohammadain 1959), when a thread is drawn off from one thread
package
to be wound
up again
on another for further
specific processing.
Variable
pack
age
densities can cause undesired
inhomogeneities
of mechanical thread
properties.
The
prevention
of thread tension variations does not
only
circumvent textile
quality
problems,
but allows also to increase the draw-off
velocity
of the
thread,
which
finally
results in an enhanced
efficiency
of
production (Rebsamen 1988).
Axial thread draw-off from the interior of bobbins is
presented
in a sound
experi
mental
study by
Nobauer
(1973).
An elevated resistance at the
beginning
of the draw-off
and tension variations are assigned to the winding structure of the bobbin.
However,
no
work has been done to describe this axial draw-off
by
a model. Over end draw-off in
axial direction from the outside of
cylindrical
and conical thread
packages,
on the other
hand,
is
investigated
in
many experimental investigations (Brunnschweiler
& Moham
madain
1959,
Shah
1961,
Foster 1959, Serova et al
1986)
and several theoretical
descriptions
of this draw-off mechanism exists
(Booth 1957,
Padfield 1958, Simon
1977,
Kothari & Leaf
1979).
Certain force
components
from that models are included also into
the
semi-empirical
model for the bobbin used in thread
injection.
Tangential
draw-off from
packages
on the other hand is seldom used in textile
applications,
where draw-off resistance would
play
an
important
role. No data from
experiments
or
analytical
models are available for this draw-off
type.
Therefore, in this
chapter
a
semi-empirical
model is
developed
for the
spool type
thread
package. Thereby,
different resistance
components
observed in the
unwinding
of other thread
packages
are
considered on their relevance in
tangential
draw-off from
spools.
However,
in contrast to the textile field in medical thread
injection applications
draw-off occurs in the
presence
of a
lubricating
viscous fluid, so that
significantly
lower
thread velocities exist. These limitations have to be taken into consideration in the further
comparison
of former
findings
with the results on draw-off behavior found in this inves
tigation.
4.1. Theoretical
description
of draw-off from thread
packages
4.1.1. Bobbins with axial draw-off
In the
experiments
of Nbauer
(1973) on internal draw-off from
embroidery
bobbins
marked
oscillating
tension variations were observed, which where
assigned
to the
spiral
winding
of the thread. The bobbins considered in this
investigations
for thread
injection
are wound
similarly (appendix
10.2.1). so that such
high frequent
tension variations
occur as well. In the
semi-empirical
model
developed
below these oscillations in draw-
7 I
4.
Draw-off
resistance
of
thread
packages
off resistance are not
regarded,
but a time mean solution is
focused,
which enables to
pre
dict
average
flow values of thread
injection.
In the model different resistive force
components
are
regarded
in function of the
parameters
thread
velocity,
thread diameter and fluid
viscosity.
Because
many
frictional
components,
which are difficult to
quantify,
influence the thread
draw-off,
the different
force
components
are not derived
analytically
but
superposed linearly by empirical
fac
tors. These factors are determined
by regression
with the
experimental
data.
The resistive force
components
included into the model are illustrated in
figure
4.2.
The thread is assumed to be an inelastic monofilament, which is drawn of from the inner
surface of the
cylindrical
bobbin.
Only
axial force
components
are considered.
The first force
component opposed
to the thread
velocity
issues due to the acceler
ation a of the thread when it is set into motion in axial direction on the bobbin surface. It
is
expressed
as
FB.u
=
>'"
(76)
=
p
nr~Th Alrh
a
where A/ is the
length
of the thread section, which is accelerated.
Simplifying,
the accel
eration can be
regarded as constant on the whole accelerated thread section:
a
=
-g
(77)
At is the
time, during
which a infinitesimal thread section is accelerated from zero to
wTh
.
The
path
done
by
the thread section
during
this time is
by
definition
As =
a Af/2
(7g)
=
ifTh
At/2
Deriving
from this
expression
Ar and
setting
it into
equation
76 and 77 the acceleration
force
component
can be written
only
in terms of the variable
parameters:
fb.u= kf"'n'rrh (79)
This term is also found in models on
unwinding
of a thread from the outside of a
package
(Shah 1961).
The factor
kt
in this studies shall be found
by
the linear
regression
method
and include the other constant factors in
equation
76.
For the second resistive force
component
to axial draw-off shear forces on the thread sur
face are
regarded,
which arises when the thread is
passing
the internal free
space
of the
bobbin
(fig.
4.2
b).
This situation is
equivalent
to thread-annular Couette flow, when the
thread is
pulled through
the
pipe
and no
pressure gradient
exists.
Therefore,
from
chapter
2 can be
applied
for concentric draw-off. In dimensionalized form the shear force com-
4.
Draw-off
resistance
of
thread
packages
a
Figure
4.2: Schematic bobbin with axial internal thread
draw-off. Different
resistive
components
are
acting
on the thread:
a)
acceleration
of
the
thread, b)
shear
forces
on the thread
surface, c) friction
between thread and
bobbin, d)
clamjnng
of
thread
fibers
bv
neighboring
thread hivers.
ponent
of the bobbin can be written in terms of the
investigated parameters
and a con
stant factor
ku,
which is determined
by regression
too:
FB= kir^-wrh-\n(rn/rB]yl (80)
The inner draw-off radius
rR
;
thereby
is not constant but
depending
on the draw-off
time
tdo,
which must be
regarded
as a further
parameter
in these studies. The theoretical
behavior of the draw-off radius in function of the draw-off time and the
investigated
parameters
is described in
appendix
10.2.2.
During
draw-off it is further
assumed,
that the thread is
dragged along
on the inner bob
bin surface, before it detaches and is
freely pulled through
the fluid. That
way
friction of
the
moving
thread on the bobbin surface contributes to the total draw-off resistance. The
stiffness of the thread is
thought
to affect this
component,
as the thread is
tending
to
deform back into
straight shape.
Therefore the thread exerts a force on the
constricting
concave inner surface of the bobbin. This force normal to the contact surfaces causes a
friction force in the axial direction of motion:
Pp.,
=
H/'^v
(81)
The situation of a thread with a certain flexural
strength
wound
up
inside a
pipe-like
structure can therefore also be
compared
to a hot shrink fit, where a hollow
cylinder
with
an oversize diameter is
placed by
thermical aid inside another
cylinder
to achieve cou
pling
of the two
parts.
A stiff thread with forced circular curvature
along
its axis can have
a
comparable
behavior inside the
cylindrical
bobbin as the inner
cylinder
of a shrink fit.
> k
7 H
4.
Draw-off
resistance
of
thread
packages
Therefore the normal force
FN
is
approximated by
a model
describing
the shrink fit. The
radial surface
pressure
between the two
cylinders
is there Beitz
(1997):
P
=
P-^tfK~l
(82)
Thereby,
E is the
Young's
modulus, 't,, the effective radial oversize and K a
geometri
cal factor
depending
on the radius of the inner and outer
cylinder.
For a
circularly
wound
thread inside the bobbin it can be written as:
rB.i~ rfhY
.
,
(
rB.i
1+
1 +
K =
1_JAL__4 +
^Aii^
(83)
rB.i~ rThY
i
(
'"B.,
1-
1-
2
rB. i
'
Yp.o
The radial
pressure p
is
proportional
to the normal force
FN
and therefore also to the
frictional force
FB
..
As E is constant and
>,.,, depending only
on the flexural
rigidity
of the thread and on conditions of the
winding process,
which are assumed to be con
stant, equation
81 can be transformed with
equation
83 to the third resistive force com
ponent regarded
in the
regression procedure:
FBf=
knrK'1 (84)
Also this term is
depending indirectly
on the draw-off
velocity
wTh
and the draw-off
time
tdo,
as it contains
again
the inner draw-off radius
rB t.
Besides friction due to the movement of the thread on the bobbin surface also
adhesive friction has to be taken into account for draw-off resistance.
By
the
bending
stiffness of the thread the same normal force can result for the not
moving
thread section
which is
just
about to be drawn-off. That
way
also an adhesive friction
component
results. Flowever, the
corresponding
term differs from
equation
81
only by
a different
friction coefficient
\i,.
so that in the linear
regression
it can be included into the factor
knj
of
equation
84.
Variable
package density
in radial direction of the bobbin is
supposed
to have
another adhesive friction effect. The inner
layers
of the bobbin are
compressed by
the
following
outer thread
layers during
the
winding process,
as is also observed in the
pro
duction of thread
packages
for the
dying process (Wegener
& Schubert f
968). By
this
pressure
the fibers of different inner thread
layers
are
laying
closer
together
and the con
tact area is
larger,
so that the adhesive resistance is
supposed
to be increased at small
draw-off radius. In
particular
draw-off in lateral direction of the thread axis is
thought
to
be affected
by
this
winding pressure.
In a first
approximation
this force can be assumed
as
decreasing linearly
with the draw-off radius of the bobbin
rB t
FB.at
=
kl\
'
rB,,
+
kV (85)
4.
Draw-off
resistance
of
thread
packages
In
ky
the resistance at the initial inner draw-off radius is contained. This resistance force
component
is
only
reduced
during
the draw-off
process,
if a
negative
coefficient
kIV
is
resulting
from the
regression
with the measured data.
The last force
component
included in the total draw-off resistance is
considering
constant effects of adhesive friction, which are assumed to be caused
mainly by protrud
ing
thread fibers
clamped by neighboring
thread
layers.
This resistance force was
observed
by
Nbauer
(1973)
with
embroidery
bobbins and can be increased
by
the wind
ing density
of the bobbin and the
winding
thread tension.
However,
the
winding
thread
tension is found to have a little influence on draw-off resistance
(appendix 10.2.4),
so
that these
investigations
are lead
through
with bobbins wound at the same
winding
thread
tension of 21.5 cN. That
way
this adhesive friction force
component
can be
represented
by
a constant value. However, a constant value is contained
already
in
FBa,
in
equation
85, so that for an
empirical
evaluation of the draw-off resistance model a second
constant value is not admissible. The measured draw-off resistances contain no informa
tion, how a constant
part
should be
separated
into two coefficients, so that constant resis
tance
components
are all
regarded
in
kv.
Taken
together
the total resistance force is
written as the addition of the
single components:
FR
=
FB, a
+ F
B. t
+ ^
B. I
+
FB.
af
o ,
l !
(86)
=
ki wh ''//,
+
kn .Ll
'
u'7/,
'
ln('Y//'*.,)
+
km
K +
kiv wn hu,
+
kv
The five coefficients were fitted
by
multivariate linear
regression
to the measured draw-
off resistances. The least
square
fit was carried out
by
the mathematical software Mathe-
matica.
4.1.2.
Spools
with
tangential
draw -off
The
spools
with
tangential
draw-off show
oscillating
resistance forces too. This oscilla
tions exist due to the
winding
structure: the thread can not be drawn-off
always
in a
per
pendicular angle
to the
pipe
axis, as the
point
of thread detachment from the
spool
wanders
continuously
from one lateral
flange
to the other and
changes
direction then.
However,
in the
development
of the model for
spools
w ith
tangential
draw-off the thread
is assumed to be drawn off from the center between the two
flanges
and no
high-fre
quency
tension variations are considered.
In contrast to the bobbin here the thread is drawn off from a
rotating body,
so that
shear forces from the
surrounding
fluid have to be
expected
to act on the
spool.
On the
other hand friction between thread and
spool
surface is
supposed
to be lower, as the
thread is unwounded in the same order as it wound
up
on the
spool.
For instance,
pro
truding
fibers
hardly
are
clamped
between
neighboring
thread
layers
that
way.
The sum
of all resistive force
components
can be
expressed
in this case also
by
the total resistive
momentum
Ms,
which is connected to the resistance force
FR by
the draw-off radius
rS. o
:
M,
=
rSt0-FR
(87)
4.
Draw-off
resistance
of
thread
packages
The total resistive momentum
Ms
is
composed by
different force and momentum com
ponents,
which are illustrated in
figure
4.3. An
explicit description
of the whole flow
S.d
S,o
u'sh kj's.b
rv
S.i
Figure
4.3: Cross section
of
the
spool
with
tangential draw-off
with
acting
resistive
force
components,
which were considered in the
empirical
model,
a)
Shear
forces
at
the outer side
of
the
rotating spool flange, b)
Shear
forces
at the inner side
of
the
rotating spoolflange, c)
Shear
forces on the cylindrical
surface of
the wound
thread,
d)
Shear
forces
in the
lubricating gap of
the
spool bearing.
behavior of the
rotating spool
would exceed the
range
of this work. Therefore, the resis
tive effects due to shear stresses on the
rotating cylindrical
thread
body
and the lateral
flanges
of the
spool
arc treated
independently
and
finally superposed
to
approximate
the
total draw-off resistance.
The first momentum
opposed
to the
spool
rotation results from shear forces in the
gap
between the lateral
flanges
of the
spool
and the lateral walls of the
bearing
case. If the
bearing
shaft of the
spool
is
neglected,
the flow situation can be described in a first
approximation by
a disk
rotating
close to a fixed
plane.
This
configuration
has been
investigated
in various
publications
(Schultz-Grunow 1935,
Daily
& Nece
1960).
For the
draw-off model a relation
given by
Piesche &
Wagner (1986)
for the resistive momentum
due to shear forces in the
gap
is used:
M
d.o
=
^U-PC0"r5.(/
(88)
Subsequently,
the momentum is
depending
on the
angular velocity
to, on the radius of
the
rotating
disk
rs< d
and on a
torque
coefficient
w
,
which is
given by empirical
corre
lations:
n
^M
2Re-{rsys)
(89)
70
4.
Draw-off
resistance
of
thread
packages
s is the width of the
gap.
The
Reynolds
number Re is for this flow situation:
Re =
LlL_L^
(90)
LI
Finally,
the resistive momentum in the
gap
can be transformed to:
A/(/,
=
5.Ltco^
(91)
where the
only
variable
during
draw-off is the
angular velocity
co. It can be
expressed
in
terms of the draw-off
velocity
of the thread
wTh
and the draw-off radius
rs 0
:
(0 =
ir/7//-St
(92)
Also in
spool
thread
packages
the draw-off radius
rs 0
is
decreasing
with draw-off time.
The
explicit
model for the behavior of the
tangential
draw-off radius is also
presented
in
appendix
10.2.2 and is used in the
equations
where
rs 0
appears.
A
comparable
flow situation as at the outer side of the
spool flange
exists at its
inner side
(fig.
4.3
b).
These inner
rotating
surfaces of the
flanges
have the form of a cir
cular
ring
and are
growing
in area, when the draw-off radius decreases
during
thread
draw-off. The flow situation of similar
rotating
surfaces without axial flow restrictions
are
investigated analytically
with circular discs.
Schlichting
& Gersten
(1997) gives
an
overview of this flow
type.
The
tangential
shear stress at a radius / on the disk surface is
T:0
=
pruWvco
0.61592
(93)
In the
geometrical configuration
of the
spool,
this surface of the
rotating
disc extends
from the draw-off radius
rs 0
to the outer
flange
radius
rs d.
However,
at the draw-off
radius
r^ 0
the fluid
velocity
is
equal
to the draw-off
velocity
wTh
,
also in axial direction
on the
cylinder
surface. Therefore, the
velocity gradient
and
subsequently
the
tangential
shear stress on the inner
flange
surface are zero at
/> 0.
Obviously,
at this
point,
where
the
cylindrical spool body
extends in axial direction and the lateral
flange
in radial direc
tion,
equation
93 is not valid. Nevertheless, it can be
applied
to
approximate
the shear
stress at the outer radius of the
flange,
when r is
replaced by
rs d.
From
rs d
towards
rs< 0
the
tangential
shear stress on the
flange
must decrease to zero, which in this model
is considered in
simplified
form
by
a linear
progression:
T
0(r)
^-rs
^Wvt
0.61592
(94)
rS. d
~
rS. o
4.
Draw-off
resistance
of
thread
packages
The momentum
resulting
from this shear stress is obtained
by integration
over the annu
lar flange surface:
Md
. = 2ti
f
r1
x.0(r)dr
>-s,
~
(95)
= 0.9675
-pro-Vvc-(^./--L)
The
angular velocity
can be
replaced again by equation
92 to
get
an
expression
in func
tion of the
parameters investigated
in the
experiments,
the draw-off
velocity
of the thread
and the draw-off time,
respectively.
However,
besides the inner sides of the
spool flanges
also the intrinsic thread
pack
age
in
cylindrical
form influences the flow field around the
spool by
its rotation. As the
spool
is borne in a
confining
vessel, the thread
body
of the
spool
can be
approximated
as
a
rotating cylinder
of the radius
r^ 0
inside a concentric
stationary cylinder
with the
radius
rv.
If all axial and
tangential changes
as well as all
changes
in time are assumed
to be
zero,
the Navier-Stokes
equation describing
this flow case in
tangential
direction
can be written for Newtonian fluids as:
With the
boundary
conditions at the surfaces of the inner and the outer
cylinder
wQ0's.o)
=
"'rir ^o(?V)
=
(97)
the differential
equation
delivers the solution for the
tangential
shear stress on the surface
of the inner
rotating cylinder:
(98)
>~v
= -2li
t
rV~rS.o
Integration
of this shear stress over the whole
cylindrical
surface of the wound thread
package
results in the momentum of this resistive
component
;Y
M(
=
-Anrl0Ws
pto
T^- (99)
''
~rs.,
4.
Draw-off
resistance
of
thread
packages
The width of the thread
body
of the
spool
is
assigned
here
by
Ws.
Shear stresses in the
gap
between the
bearing
shaft and the bore of
bearing
of the
spool
are
regarded by
the last resistive momentum
component. Thereby, concentricity
is
assumed and the
gap
to be much smaller than
rsjl.
That
way
the flow between the fixed
bearing
shaft and the
rotating
bore surface can be
approximated by
a
plane
Couette flow
between two
plates.
The shear stress for a Newtonian fluid is in this case constant over
the
gap
width and therefore also on the surface of the
bearing
bore
T,
=
LICO
7S'b
(100)
rS. b
~
rSh
The shear stress can
directly
be
multiplied
with the surface of the bore to
get
the resistive
momentum:
Mh
=
27T/-
h
Wh
Lico
7s'b
r, h
(101)
rS,b~rSh
Further momentum
opposed
to the
tangential
draw-off are
neglected
herein. The
cylin
drical surfaces of the
flanges
are
very
small and the acceleration of the thread
spool
is
negligible
too for the considered low thread velocities and
package
densities in the
experiments.
On the other hand a resistive force
Fa,
due to adhesive friction
during
detachment of the thread from the thread
package
can be
imagined
to be essential.
Already
in axial draw-off of bobbins such a force was
supposed
to
depend
on the wind
ing
tension
only.
As
winding
tension is
kept
constant in our
experiments
a constant resis
tive force
component Fa,
can be
expected,
which is difficult to
quantify.
With the addition of this five
components
of resistance and
using equation
87 the
total resistance force to axial draw-off can be derived:
FR
=
-L(M(L
o
+
McL
,
+
Mc
+
Mb)
+
Faf
(102)
'
9. o
This
approximative
model is used to set
up
a
semi-empirical
model
by expressing
the
components only by
the
investigated
free
parameters,
the draw-off
velocity,
the thread
diameter, the fluid
viscosity
and the draw-off time. The resistive
components
are written
again
in terms of constant coefficients, which shall be determined
by
linear
regression:
Md.o
=
Qrv-n
MiLl
=
qir(u-J^-(/\d--i\0)
(103)
Mt
Qui
LICO
'
S\ o
r\ -Y.o
Mb
zz
Qiv (1(0
F
1
af
=
Qv
4.
Draw-off
resistance
of
thread
packages
Comparing
the
parameters appearing
in the different
components
the momentum at the
outer
flange
surface
M(h
0
and the momentum in the
bearing gap Mb
result to have the
same form. That
way
the coefficients
q1
and
qIV
can not be determined
unequivocally
by
the
regression procedure.
Therefore,
for this multivariate linear
regression Mb
was
omitted, as effects of the
bearing gap
can be
regarded
also
by
the term
Md
0
in the semi-
empirical
model. Therefore the resistance force
during
draw-off is
finally approximated
by
.55, 2
r,
UO) /
v;
5. (/
~
;
5. p> UCO
'
S, o
,,
11
r
=
CU tr-
+
chi
co
'
YL
+
Qui
'
f-
'
z7
+
Qv
(l04)
'
5. o
'
S. 0
'
S, o 'V
~
'
S, o
where the constant radius of the
flanges
and the radius of the vessel are
given by
the
experimental set-up
as
rs d
= 7.75 mm and
rv
= 13 mm.
With
equation
104 the four coefficients can be fitted
again by
multivariate linear
regression
to the measured draw-off resistances. The same software and
algorithm
was
used as for the
semi-empirical
model of the
axially
drawn of bobbins.
4.2. Draw-off resistance measurements
The draw-off resistance of both
types
of thread
package
were measured on the
experi
mental
apparatus
shown in
figure
4.4. The draw-off force
acting
in axial direction on the
thread
during unwinding
of the thread
package
was measured
by
a device,
which
origi
nally
was conceived to determine the friction coefficient of
yarn (Reibwertmessgert
Honigmann).
The installation was constituted of two
parts:
the
upper
unit enabled the
recording
of the draw-off force in the
presented
studies
by
a
vertically adjusted
force
transmitter
(fig.
4.4
a),
the lower unit allowed to realize a constant draw-off
velocity
of
the thread.
The
spools
and bobbins, soaked before the measurement in the concerned
liquid
to
avoid air in the
package,
were fixed in a
liquid
container
(fig.
4.4
b)
to include viscous
and
lubricating
effects in the
experiments
of thread draw-off.
Thereby
the
upper
border
Thread
package proper
ties
Self-standing
bobbin
(axial draw-off)
Spool (lateral flange,
tangential draw-off)
Spool length [mm] 36 11
Outer diameter
fmm]
2,-fli()
= 12.1
2r,j0=15.5
Interior diameter
[mm]
2/-B-,
=3.5
2ys-,,=3.7
Package weight
(thread)
[g]
1.2 0.82
Thread
length [m]
31 21
Winding density |mg/mirr ]
0.079 0.11
Table 4.1 : Dimensions and
winding properties of
the two
types of
wound
packages
with
a cotton thread Ne 30/2.
4.
Draw-off
resistance
of
thread
packages
-\
-
\
Figure
4.4:
Set-up for
the determination
of
the
draw-off
resistance F
R
ofspools
and
bobbins:
a)
Force transmitter with 180
deflection
roll,
b) Liquid
container
for
spool
and bobbin,
c) Draw-off
wheel
for
constant thread velocities, d) Suction
channel. A
photograph of
the
set-up
is
given
in
appendix
10.2.3.
of the
package
was for both the bobbin and the
spool
5 mm below the
liquid
surface. The
geometric
and constructive
configuration
of the
liquid
container is described in detail in
appendix
10.1.3. The
upper
border of the fluid container was 21.5 cm below the axis of
the force transmitter. This distance is
assigned
here as
ld.
During
the draw-off measurement the thread was deflected in 180 over the role of the
force transmitter. Calibration was realized at the
beginning
of the measurements
by
hanging
different
weights
on the force transmitter.
Over further
leading
rolls the thread reached then the draw-off wheel
(fig.
4.4
c),
where
slippage
free draw-off at a constant thread
velocity
was ensured. From there the
thread was released into a suction
pipe leading
to a waist container
(fig.
4.4
d).
The fluid level in the container was
kept
constant
by replacing continuously
the
missing
fluid
by
a manual
syringe.
That
way
the volume of
dragged along
fluid could be deter
mined at the same time,
which was used for later corrections of the measured force. In
addition, a
wetting agent (Tipagol)
was added to the fluid in a concentration of 0.3% w/w
to reduce the surface tension of the fluid and
subsequently
also the
dragged along
fluid
volume.
The four
investigated parameters
in this
study
were the
type
of thread
package,
the
draw-off
velocity,
the fluid
viscosity
and the thread
diameter,
for which the
experimental
range
is listed m table 4.2. For
every parameter
set the draw-off resistances of five thread
packages
were measured for both the bobbin and the
spool.
Table 4.1
gives
an
example
for the dimensions of thread
packages
wound with a
cotton thread of ditter Ne 30/2, the standard thread in these
experiments.
The
winding
process applied
to
produce
these
packages
is described in detail in
appendix
10.2.1.
4.
Draw-off
resistance
of
thread
packages
Parameters Draw-off series 1 Draw-off series Tf Draw-off series 111 Estimated
error
Draw-off
speed
of thread
[mis]
0.2.0.35,0.5. 0.75.
1
0.5 0.5 2%
Thread ditter Ne 30/2 Ne 30/2 Nm 100/3, Ne 30/2,
Ne 20/2, Nm 30/3
-
Thread radius
[ mm]
0.145
'
0.145
1
j
0.135.0.145,0.19,
0.23
5%
Fluid
viscosity
[l0"3Pas]
1 ! 1.3.1.7.7, 16,28,
106
1 WYc
Table 4.2:
Experimental range of
the varied
parameters:
In series I
influences ofdraw-off
speed
were
investigated.
In series 11 the
fluid viscosity
was varied
using different
solutions
ofpoly-cthvlene-glycol
in water with Newtonian behavior. Series III
treated the
different
diameters
ofmultifilament
threads. The constant
parameters
in
all series were
wTj)
= 0.5 m/s, Ll = 0.00/ Pa s and
rTb
= 0.145 mm. Measure
ments were carried out under standard room conditions.
Axial draw-off
(bobbin)
Tangential
draw-off
(spools)
Components
of
resistance
FR
=
FB.a+FB,+ FB.t
+
FB.at
'S,o
Explicit
form of
draw-off resis
tance model
FR
=
k, u77i r~Ih
+
+
ln-V-wn-\nrllprIlfi
+
krK~[
+
<kn wlh-tdo
+
kv)[mS]
1
S 5
\
n (-IC /
V's. J ~'S. o>
b
R
-
c/j-
+
c/jj
CO
VU
CO
'
S. o
'
S. o
0
UtO rS.<>
r XT1
+
cjnr_ +c/v
[mN]
'S.o 'v~' S. o
Coefficients
from
regression
k,
= 1.35- 10S
klf
= --F30
knl
= 0 839
kn
= -576
A-5
= 5 96
q,
= 0.0140
q
= 2.7J
107
qm
= 6.14
chv
= ~
'lv
= 4-39
Table 4.3:
Semi-empirical
model and
coefficients of
multivariate linear
regression
(appendix 10.2) for
the two
draw-off types.
For axial
draw-offfrom
bobbins besides
shear
forces
EBt
and thread acceleration
FB
a
frictional forces
(FB ,-, FB
,)
contribute essentially to the resistance F
R.
For
tangential draw-off
momenta due to
the
rotating spool body
in the viscous
fluid
dominate the
draw-off
behavior. 'The vari
able
parameters
have to be set in SI units into the
formulas to
get
the
draw-off
resis
tance in mN.
oc
4.
Draw-off
resistance
of
thread
packages
From the calibrated data the
correcting
term
considering
the
dragged along
fluid
by
the
thread was subtracted. The
dragged along
fluid can be assumed in a first
approximation
to act as a
gravitational
force on the thread section between the thread
package
and the
force transmitter. The acceleration of the fluid is
neglected
in that case.That
way
the total
fluid volume V added to the container
during
the draw-off can be transformed to the cor
recting
force term
expressed by
the total draw-off
length Irh
and the distance between
the fluid container and the force transducer
/, :
The data of the
single
draw-off measurements were smoothed and the amount of data
points
reduced to
carry
out the
regression procedure
with these
average
values. The
detailed Mathematica
program
code for the linear multivariate
regression
is
given
in
appendix
10.4 for both draw-off models. The
resulting regression
coefficients listed in
table 4.3 allow to
compare
the draw-off models to the measurements in the
following
sections.
4.3. Draw-off resistances
resulting
from
experiments
and
empirical
models
4.3.1. Axial draw-off from non
rotating
bobbins
A
typical example
for the
progression
of draw-off resistance over time, which was mea
sured in the
experiments
described above, is shown in
figure
4.5.
An elevated draw-off resistance with
high peaks
is observed
during
the first 10 sec
onds. Afterwards
FR
is
scattering
around a
nearly
constant value and the occurrence of
high
resistance
peaks
is reduced more and more. This draw-off behavior is similar to the
findings
of Nbauer
(1973), where draw-off from
dry
bobbins was
investigated.
In accor
dance to that
findings
the
high
resistance force
peaks
are assumed to
appear
due to
long
protruding
fibres, which are
clamped by
the
neighboring
thread
layers
at outer
winding
radius. This is
supported by
the decrease of the
peaks
with
growing
draw-off
radius,
where lower
winding
densities
Wegener
& Schubert
(1968)
exist and
subsequently
clamped protruding
fibres can loosen with lower resistance from the
neighboring
thread
layers.
Looking
at the data in more detail the wide
scattering
results to consist of vibra
tions with
nearly regular frequency (fig.
4.6). In accordance to the
findings
of Nbauer
(1973)
these vibrations exist because of the
large winding angle
of the bobbin.
During
draw-off the
point
of thread detachment
preforms
that
way large oscillating
shifts in axial
direction. When it moves from the bottom of the bobbin in draw-off direction, the thread
is
practically pealed
of from the surface, whereas it has to be
pulled
over the bobbin sur
face,
when the
point
of detachment is
moving
from the bobbin
top
to the bottom. In addi
tion, the accelerated thread
length
is increased
suddenly,
when the
point
of detachment
reaches the bobbin
top,
as the thread is
nearly already
stretched in draw-off direction at
large winding angles.
With
growing
draw-off radius the circumferential thread
length
is
Qf.
4.
Draw-off
resistance
of
thread
packages
increasing,
so that for a constant draw-off
velocity
the
frequency
of the motion of the
detachment
point
is decreased. This is seen
clearly
in
figure
4.6.
[mN]
10 15 20 25
t
[s]
35 40
Figure
4.5: Resistance to axial
draw-offfrom
the interior
of
a
self-standing
bobbin in water.
The
draw-off velocity
was 0.5 m/s and the radius
of
the cotton
multifilament
rTh
= 0.15 mm. A
slight
decrease
of ER
is observed with time, where
high
peaks appear
in
particular
in the
first phase ofdraw-off.
The curve
of
the
empirical
model
lays
above the mean resistance values
of
the smoothed
measurements.
30
Fr
[mN]
25
20
15
10
5
0
ft
A Ml
2 3
t
[s]
77 vyiy
30
25
20
15
10
5
0
20 21
\MAA^W\v^WW/vaM^
t
[si
24 25
Figure
4.6: Details
from
the
draw-off
measurement
offigure
4.5.
Regular
oscillations
of
the
draw-offforce
occur due to the
winding
structure
of
the
bobbin,
where
friction
and acceleration
of
the thread varies, when the
detaching point of
the thread
shifts from
the
top of
the bobbin to the bottom and back. Vibration
amplitudes
and
frequencies
diminish
during unwinding of
the thread as the inner
draw-off
radius increases.
4.
Draw-off
resistance
of
thread
packages
Besides the
single high
resistance
peaks
the
generally
elevated resistance force at the
beginning
of the draw-off is assumed to be caused
by
friction on the inner bobbin surface
due to the
bending
stiffness of the thread, which was considered also in the
semi-empiri
cal model.
The
accuracy
of the draw-off model is evaluated
by investigating
also the influence
of the other varied
parameters,
draw-off
velocity,
fluid
viscosity
and thread radius. As
time
progressive
draw-off resistances as in
figure
4.5 are difficult to
compare
to each
other,
a time mean draw-off radius
rB
was defined in
appendix
10.2. At this draw-off
radius
FR
can be studied
by varying
the
remaining parameters. Thereby,
the mean draw-
off radius resulted to be constant for the bobbins:
rB
= 4.30 mm
(106)
However, as the
experimental
data were not recorded in function of the draw-off radius
but
depending
on the draw-off
time,
the draw -off resistance has to be
compared
at the
corresponding
draw-off
time,
which is
depending
on draw-off
velocity
and thread diame
ter
(appendix 10.2.2):
-
2.16-10
-i
tB
=
rriE"'rh
(107)
At the mean draw-off time
TB
the draw-off resistance
FR
was determined from the
smoothed
experimental
data at the different
parametric
values and
compared
then with
the
semi-empirical
model.
Figure
4J: Resistant
force
to axial thread
draw-off from
bobbins at the mean
draw-off
radius
YB depending
on the
draw-off
velocitx. The
plain
line
represents
the
semi-empmcal
model, which slum s too
luqli
values at low
draw-off
velocities.
QQ
4.
Draw-off
resistance
of
thread
packages
Considering
the thread
injection,
the central
parameter
of these
investigations is, as men
tioned at the
beginning
of this
chapter,
the draw-off
velocity.
The
dependence
of the
draw-off resistance on this
parameter
determines
finally by
the force
equilibrium
the
thread
velocity during
thread
injection.
In
figure
4.7 draw-off resistances of the semi-
empirical
model and the
experiments
are
plotted
for the mean radius at different draw-off
velocities. A
significant
increase of
FR
is observed with
raising
draw-off
velocity
wTh
.
However,
the
experimental
data scatter in a wide
range,
which could be caused
by
inho-
mogenous properties
of the thread and of the wound
bobbins,
which however is
typical
for textile
products.
On the other hand the
experimental set-up
contains a
high potential
of measure errors. In
particular
the water
dragged along by
the thread is
thought
to be an
important
factor of
insecurity.
Comparison
with the
semi-empirical
model shows the same
tendency
for the draw-
off resistance m the
parametric range
of the
experiments.
At draw-off velocities lower
than
wTh
= 0.5 m/s theoretical values
resulting
from the
empirical
model exceed the
measurements. At
higher
wlh
the model
predicts
the draw-off behavior more
accurately,
but the curve
appears
to be flatter than the
progression
of the measured data.
Possibly,
including
draw-off measurements of
very
low draw-off velocities into the
regression
could
bring
a better
fitting
in this
range
and a
steeper
curve. But as will be shown
later,
during
medical thread
injection higher
thread velocities than 0.5 m/s are desired
anyway,
so that this model is used also for the further
investigations.
The influence of the
remaining
two
parameters,
the fluid
viscosity
and the thread
diameter, on the axial draw-off resistance of bobbins is illustrated in
figure
4.8. A
signif
icant increase of the resistance to axial draw-off is observed when the fluid
viscosity
is
raised. This is also described
accurately by
the
semi-empirical
model.
12
Fr
1 0
[mNl
t1
2
-
0
L_j _i.
0
%
0.01 0.02
Lt
[Pa s]
1 2-
10-
8
6
4
2
0
0.03 0.1
0
r
0.15 0.2
Th
mm
0.25
Figure
4.8:
Draw-off
resistance
of
a cotton thread
from
a
self-standing
bobbin
depending
on
the
surrounding fluid
i iscositv Ll and on the thread radius
r~Tb
.
The
draw-off
velocity was constant if
ih
0.5 m/s.
On the other
hand,
variations of the thread radius show a
stronger
increase of the
experi
mental draw-off resistance than
predicted by
the
semi-empirical
model. This
discrepancy
between
theory
and measurements could result from the consideration of friction in the
model,
where influences of the thread radius were
neglected.
But with a
higher
thread
CO
4.
Draw-off
resistance
of
thread
packages
radius also the thread surface is
increased, were adhesive forces can act. In
addition, on a
larger
surface more
protruding
fibres
exist,
which also raise the resistance to draw-off. In
addition,
the determination of the radius of a multifilament thread was connected with
large scattering
and
insecurity. However,
both the model and the
experiments
show that
the thread radius has to be chosen as low as
possible
to minimize the draw-off resistance.
Generally,
the
developed semi-empirical
model describes the draw-off resistance
of bobbins with sufficient
accuracy.
Parameter variations of draw-off
time,
draw-off
velocity
and fluid
viscosity
can be
approximated
well
by equation 86,
results calculated
for different thread radius on the other hand have to be treated with caution.
4.3.2.
Tangential
thread draw-off from
spools
with lateral
flanges
The behavior of the draw-off resistance while
unwinding
a thread from a
rotating spool
with lateral
flanges
is
plotted
in
figure
4.9
a).
During
a
large portion
of the draw-off the resistance force is observed to be
nearly
constant with little
peaks.
In the last
phase
the resistance increases
substantially,
which is
assigned
to the
decreasing
draw-off radius
corresponding
to the lever arm for the
acting
draw-off force. In addition it can be
observed,
that the raise of the draw-off resistance
occurs not
continuously
but in
steps,
which
corresponds
to the
change
from the draw-off
radius of one thread
layer
to the next smaller one.
Additionally, regular oscillatory
com
ponents
as observed in axial draw-off from bobbins do not
appear during tangential
draw-off. The
slightly
increased draw-off resistance at the
beginning
of the draw-off
could be caused
by
the initial acceleration of the
spool.
The curve of the
semi-empirical
model runs
generally higher
than the
average
values of
the
experimental
draw-off resistance.
However,
such as in the case of with axial draw-
off,
the curve of the model has to be considered as an
average
value of the whole data set
and the measured
tangential
draw-off resistance in
figure
4.9 as a
single
measurement
scattering
around the model.
To
investigate
the
accuracy
of the model and the
scattering
of the draw-off mea
surements
also,
when the other
parameters
are varied, a mean draw-off radius was
defined in
appendix
10.2.2 for
tangential
draw-off. in
analogy
to axial draw-off. Also for
rotating spools
with lateral
flanges
the mean draw-off radius results to be a constant
value:
7^
=5.42 mm
(108)
For a
comparison
at this mean draw-off radius the
experimental
draw-off resistances had
to be determined at the
corresponding
mean draw-off time:
-
2
21
10""'
ts
=
+
(109)
rTh
'
wTh
Considering
this mean draw-off time
ts
for
tangential draw-off,
variations in the central
parameter
of these
investigations,
the draw-off
velocity
wTh
,
result in the resistances
tin
4.
Draw-off
resistance
of
thread
packages
FR
[mN]
Figure
4.9:
Tangential draw-offofa cotton thread
from
a
rotating spool
with lateral
flanges
in a water container. The
draw-off velocity
was 0.5 m/s and the radius
of
the
cotton
multifilament
r-pj
= 0.75 mm. Smoothed data was used
for
the
regression
procedure
forces
plotted
in
figure
4.10. Like for
axially
drawn off
bobbins,
at
higher
wTh
signifi
cantly larger
resistances are observed.
Thereby,
the
scattering
of the data is
large
at
higher
draw-off
velocities, probably
due to the increased amount of
dragged along
water.
Comparing
the solution of the
semi-empirical
model with the
experiments,
for thread
velocities lower than 0.5 m/s the fitted curve
lays
above the measurements.
Including
additional measurements at
very
low draw-off velocities into the
regression procedure
could
possibly
result in a better
agreement
of the model with the data in this
range.
How
ever,
such low thread velocities are not
interesting
for medical
applications,
as
injection
time would become too
long. Therefore,
the
present
model for
tangential
draw-off is
used also in the further
studies, as it fits the data well at
higher
draw-off velocities.
An increase in draw-off resistance is also found, when the fluid
viscosity
is raised
(fig.
4.11
a),
which is
pronounced
in
particular
at low values. Also for this
parameter
the
data scatters in a wider
range
at
large viscosity
values.
The
parametric
variation of the thread radius, on the other hand, is observed not to
have a
significant
influence on the draw-off resistance
(fig.
4.11
b).
Data scatters around
8 mN, but no
tendency
can be noticed. In addition, the semi
empirical
model
predicts
a
constant value.
Compared
to the other
parameters,
the draw-off
velocity
and the fluid vis-
70
60
50
40
30
20
10 I;
o
Smoothed
measurements
^4^^^
0
10 20
_i i i i_
30 40
4.
Draw-off
resistance
of
thread
packages
0.2 0.4 0.6 0.
wTh
[m/s]
1.2
Figure
4.10: Resistant
force
to
tangential
thread
draw-offfrom rotating spools
at the mean
draw-off
radius
r$
depending
on the
draw-off velocity.
The thread radius was
0.145 mm and the
fluid viscosity of
w ater 0.001 Pa s. The
plain
line
represents
the
semi-empirical
model.
F
a)
60
R 50
[mN]
40
30
20
10
0
^
b)
1 5
10
4
".iii
!
I t
0 0.01 0.02
Li
[Pa s]
0.03 0,0001 0.0002 0.0003
rTh
[m]
Figure
4.11:
Tangential draw-off
resistance
of a cotton thread
from
a
rotating spool
depending
on the
surrounding fluid viscosity-
Ll
(a)
and on the thread
radius
rTb
(b). Draxv-off
velocity was 0.5 m/s.
cosity,
the influence of the thread radius is
negligible,
so that in a first
approximation
the
constant value
given by
the model can be assumed.
Summarizing,
the measurements and the model of the
tangential
draw-off resis
tance of
rotating spools
show the same tendencies for the
investigated parameters.
How
ever, for low thread velocities the
semi-empirical
model delivers too
high
values,
which
m
4.
Draw-off
resistance
of
thread
packages
has to be taken into
account,
if the model is used to describe the total thread
injection
system.
4.4. Conclusions
The
semi-empirical
models describe the tendencies of draw-off resistance with
satisfying
accuracy,
for both the
axially
drawn off bobbin and the
tangential!y
drawn off
spool.
However, compared
to the
experiments
the models deliver too
high
resistance values at
low draw-off velocities.
High accuracy
of the model with the measured draw-off resis
tances is limited to the
experimental parameter range.
The use of this models for a com
plete
thread
injection
model is restricted rather to
predictions
of tendencies. Thread
draw-off
during
thread
injection
occurs in a closed fluid
container,
where different flow
conditions as entrance effects at the
pipe
exist, which were not considered in the draw-off
model. Therefore in the next
chapter
the
complete
thread
injection system
is
investigated
also
experimentally
to evaluate, if the
predictive
models of the thread-annular flow and
the thread draw-off
together
can describe thread
injection
sufficient
accurately
for
opti
mization
purposes.
Comparing
the two thread
packages
used in these
experiments,
the axial draw-off
in
figure
4.5 shows a
practically
constant
progression
of the draw-off resistance with
occasional
peaks up
to 25 mN. On the other hand
tangential
draw-off from
spools
results
in an increase of draw-off resistance at the end of the draw-off
procedure,
which reaches
values
up
to 60
mN,
about six times
larger
than the initial resistance force
(fig. 4.9).
These
high
draw-off resistances and the
great
variations over the draw-off time
probably
are
limiting
the clinical
application
of
tangentially
drawn off
spools.
The
axially
drawn
off bobbins
appear
to have more constant and
appropriate
draw-off
properties.
However,
comparison
of the resistances
depending
on draw-off
velocity (fig.
4.7
and
fig. 4.10) shows,
that if small draw-off radius and
large
thread velocities are avoided,
comparable
draw-off behavior can be achieved with
tangential
draw-off too. The draw
back is that such
spools
of
large
diameter consume more
space
for the same amount of
thread.
Further,
low thread velocities are
usually
not desired in clinical
applications,
as
they prolong
the
injection procedure.
But in
general,
the relative increase of the draw-off
resistance with draw-off
velocity
is
only insignificantly higher
for
tangential
draw-off
than for axial one
(fig. 4.f0).
Viscosity
on the other hand has a much more
pronounced
effect on
tangential
draw-off, as shear forces
mainly
affect the resistance of a
rotating spool.
If the
viscosity
is increased from 0.001 Pa s to 0.028 Pa s the
tangential
draw-off resistance of the
spool
is raised
approximately by
the factor 5.8
(fig.
4.11
a), while for the same conditions
only
a factor of 3 is found for
axially
drawn off bobbins
(fig. 4.8).
Radius radio as the last considered
parameter
in these
investigations,
was found to
have no
significant
effect on
tangential
draw-off. For
axially
drawn off bobbins on the
other hand an increase in the draw-off resistance was observed, which, however, never
caused
higher
resistance forces than for
tangentially
drawn off
spools.
Therefore, the use of
axially
drawn off bobbins can
generally
be recommended for
clinical
applications.
This
type
of thread
package possesses
lower and more constant
resistances
during
draw off. In addition bobbins are less
space consuming
and their sim
ple design
results in low costs of
production.
5. Measurements on thread
injection flow
5. Measurements on thread injection
flow
5.1. Introduction
In the
foregoing chapters
the thread-annular flow in a
pipe
and the thread draw-off from
thread
packages
were treated
separately.
In this
chapter
thread
injection
is
investigated
as
a combined
system
of these two basic
components (fig. 5.1).
Findings
of
chapter
3 and 4 can serve to
assign
observed effects in thread
injection
to the draw-off resistance or the thread-annular flow
component.
However,
in contrast to
the
parametric
studies of the thread-annular flow and the thread
draw-off,
in thread
injec
tion flow the thread
velocity
wTh
is not a free
parameter anymore,
but results from a bal
ance of the axial thread forces
(fig. 5.1)
Figure
5.1:
During
thread
injection
the thread-annular
flow
in the
injection pipe
is
connected with the thread
draw-offfrom
the thread
packages
in a combined
system.
Pressure
fo
rec F and shear
force
Fz
in the
pipe
are in balance with
the
draw-off
resistance
force
FR.
In medical
applications
of the
complete
thread
injection systems
the main variable
parameters,
which enable to control thread
injection flow, are considered to be the inner
pipe
diameter, the
pressure
difference over the
pipe length
and the fluid
viscosity.
In the
experiments
on thread
injection
flow of this
chapter
variations of the same three
parame
ters are studied. The influences of these
parameters
on thread-annular flow and thread
draw-off observed in
chapter
3 and 4 can be
expected
in a combination of these two sub
systems
also in thread
injection
flow.
Changing
the inner
pipe radius,
in clinic realized
by
the choice od different
injec
tion
cannulas,
is
equivalent
to a variation of the radius ratio.
Flowever,
for a constant
thread
radius,
draw-off is not affected
by
this value. In thread-annular
flow, on the other
hand, mass flow and the
maximally possible
thread
injection velocity,
which results for
the resistance force
FR
=
0, are both reduced
by
the radius ratio. Therefore, in thread
injection
flow lower thread velocities are assumed to
appear
at smaller
pipe
radius too.
The second
parameter,
the
pressure
difference over the
pipe length,
can
arbitrarily
be
adjusted by
the
surgeon,
even
during
a
running
thread
injection.
Like the inner
pipe
diameter the
pressure
difference does not
directly
influence the draw-off behavior of the
thread
package.
Therefore, effects found in
chapter
3 in thread-annular flow are
supposed
to exist in similar form also in thread
injection flow,
when this
parameter
is varied. In
particular
thread
velocity
and mass flow are
expected
to be raised
by
an
increasing preS-
Cl f
5. Measurements on thread
injection flow
sure difference. Thread
injection efficiency
is
suggested
to be
only marginally
influenced
by
the
pressure
difference in thread-annular flow.
The fluid
viscosity
is the third
adjustable parameter
in clinic.
However,
the use of
fluids with different viscosities
may
be restricted
by
the medical
requirements
at the
implant
site. In contrast to the
pipe
radius and the
pressure
difference the fluid
viscosity
affects both the thread-annular
pipe
flow and thread draw-off. An increase of this
param
eter raises the flow resistance in the
pipe
as well as the draw-off resistance of the thread
package,
so that in
analogy
lower thread velocities and mass flow can be
supposed
in the
thread
injection
flow.
In
addition,
bobbins with axial draw-off from the interior of the
package
can be
expected
to deliver
higher
thread velocities, as their draw-off resistance was found in
chapter
4 to be
generally
lower than for
revolving spool
bodies with
tangential
draw-off.
The aim of this
chapter
is to confirm these
assumptions
and
investigate
the thread
injection
flow more
thoroughly
to find rules to
optimize
devices
by
the mentioned
adjust
able
parameters
for clinical
application.
An
experimental set-up measuring
mass flow
and thread
velocity
is
presented.
In addition two
semi-empirical
models for thread
injec
tion flow are derived,
which consist of the
linkage
of the laminar concentric model of
thread-annular flow
(chapter 2)
with the
empirical
draw-off models for from the accord
ing
two different thread
package types (chapter
4). This models are
compared
with
thread
injection
flow
experiments
and checked on their
applicability
as an
optimizing
tool for the
design
of clinical
systems.
5.2. Theoretical
description
of thread
injection by
the combination of
a draw-off model and a laminar thread-annular flow model
The model of the total thread
injection system
is obtained
by combining
the solution of
laminar concentric thread-annular
pipe
flow found in
chapter 2,
with the
empirical
draw-
off models for thread
packages developed
in
chapter
4. As illustrated in
figure
5.2, the
axial thread forces inside the
pipe
have to
equalize
the draw-off resistance
FR
of the
thread
package.
In thread-annular flow the axial forces are
composed
of the
pressure
force Fn and the shear force F. The force balance can therefore be written as:
p <-
Fp
+
Fx
=
FR (110)
This
expression
is
set-up
under the
assumption,
that entrance and shear effects between
the thread
package
and the
pipe
entrance can be
neglected
and that the flow
velocity
of
the fluid
coming
from the fluid reservoir
(fig. 5.1)
is low
compared
to the thread-annular
flow.
The total force
acting
on the thread in axial direction in concentric thread-annular
flow is
given
in dimensionless form
by equation
20 of
chapter
2:
5. Measurements on thread
injectionflow
Laminar concentric model for
thread-annular flow:
w
=
f(wTh, \x,
rTh,
rp,
Lp,
Ap)
=>
FP, FT
Empirical
models for draw-off
resistance of thread
packages:
Fr.,
=
g(wTh,\i,rn)
i = axial, tangential
draw-off
Equilibrium
of the axial thread forces:
Fp
+
FT
=
FR,,
Equilibrium
thread
velocity
of thread
injection
flow:
Figure
5.2: Derivation
of
the
semi-empirical
model
for
concentric thread
injection flow.
The
thread-annular model and the
draw-off
model are connected
by
the balance
of
the axial thread
forces,
which can be solved
for
the
equilibrium
thread
velocity.
As basic
assumption
for the thread-annular flow model,
stationary
laminar flow was
sup
posed
in a concentric circular
annulus,
where entrance and exit effects were
neglected.
The dimensional form to fit
equation
110 is
given by
the transformation F =
F/(pv").
The thread draw-off resistance, on the
right
side of
equation
if
0,
is a function of
the thread
velocity
too. For a
self-standing
bobbin with axial thread draw-off the
empiri
cal correlation for the draw-off resistance was found in
chapter
4 to be
(tab. 4.3):
Fr. axial
= L35
' ^ '
wTh
'
rTh
"
173
"
M<
'
wTh
'
ln(rTl/rB,,)
"*
+ 0.839 K
l
-
576
wn r<,
+ 5.96
(112)
[mN]
with the variable values in SI units and the
geometric
factor K
given by equation
83.
The second thread
package type
considered in the draw-off
investigations
of
chapter
4 were
spools
with
tangential
thread draw-off, which rotate
during
thread
unwinding.
The
regression procedure applied
on the measurements delivered for the
empirical
draw-off resistance
equation
104:
^.lanaential
= 0.0140
f^
+ 2.71
107
CO
S.o
+ 6.14
LK rS. o
Lira
,5 5 .
+
S, o
(ll3f
+ 4.39
Y.o r\ -'"f.
[mN]
(V-,
5. Measurements on thread
injection flow
where the
angular velocity
ra contains
again
the thread
velocity by
division with the
draw-off radius ra
=
wTh/rs
0.
In the draw-off resistance models forces
acting
on the thread section
moving away
from the thread
package
were not
regarded,
which
corresponds
to the
simplifying
assumptions
made for the thread
injection
model.
For both
types
of thread
package
the draw-off radius
rB ;.
and
rs 0
are
changing
during
the thread
unwinding
and
depending
on time.
Nevertheless,
influences of acceler-
ation force
components
due to those time variations on the force balance are assumed to
be
negligible.
The thread
injection
can be
approximated
in this case as a
stationary pro
cess.
In
addition,
the
assumptions
made to set
up
the thread annular flow model and the
draw-off model in
chapter
2 and
chapter
4 have to be taken into account also for the com
bined model of thread
injection.
As mentioned
above,
the thread
velocity
in thread
injection
flow can not be considered as
a
given parameter
like in the
investigations
on thread-annular flow and draw-off resis
tance,
but is
resulting
from the chosen set of the
remaining parameters.
In
equation
110
this means that a thread
velocity
is established, which balances the axial thread forces.
Thereby,
the
equilibrium
arises between thread
velocity depending
shear forces in the
pipe
flow and the draw-off resistance of the thread
package.
The
pressure
force in the
pipe
on the other hand remains constant at all thread velocities.
Mathematically,
the thread
velocity
at the
equilibrium
state can be found
by
solv
ing equation
110 for
wTh
.
The two solutions found for the thread velocities of the
axially
drawn off bobbin and the
tangentially
drawn off
spool
are shown in detail in the Mathe-
matica
program listing
in
appendix
10.4.
With the solution of the theoretical thread
velocity
also the draw-off resistance is
given
and all values of thread-annular
flow, as
investigated
in
chapter 2, can be calculated
at this value of thread
velocity.
The mass flow
predicted by
this thread
injection
model is
derived
explicitly
in
appendix
10.4.4 and 10.4.5, so that
comparisons
are
possible
with
the measurements described in the section below.
5.3.
Experimental
thread
injection apparatus
The measurements on thread
injection
flow were carried out to determine the
velocity
of
the thread and the mass flow of the fluid. In different series the influences of the radius
ratio,
the
pressure
difference over the
pipe length,
the fluid
viscosity
and the use of dif
ferent thread
packages
vvere
investigated. Figure
5.3 illustrates the
experimental set-up
used to determine mass flow and thread
velocity
of thread
injection
flow. The
pressure
difference
acting
over the
pipe length
is read from a manometer connected to the
pres
sure chamber.
In the
experiments
different multifilament cotton threads and a rubber monofila
ment thread with different diameter vvere
applied (tab.
5.1). The cotton threads were
wound in thread
packages
of both axial and
tangential
draw-off as described in
appendix
10.2.1. The rubber monofilament could be
applied only
on a
spool
with
tangen
tial draw-off.
The different
pipes
used in the measurements are listed in table 5.1. The
coupling
of the
pipes
to the
pressure
chamber occurred
by
medical Luer-Lock
couplings. Thereby
J. Measurements on thread
injection flow
a valve was set between
pressure
chamber and
pipe entrance,
which allowed to
interrapt
the thread
injection flow,
when the thread was introduced
already
into the
pipe.
The con
figuration
of the
pipe coupling
and the valve is shown in detail in
appendix
10.1.3.
pressure regulating
valve
pressure
measurement
\ ^
pressure
chamber
valve
pipe
thread
Figure
5.3:
Experimental set-up for
measurements on a thread
injection system.
The thread
is stored in
package form
inside a
pressure
chamber. The
pressure difference
to
the outside is
adjusted
bv a
pressurized
air
system.
A
fluid
reservoir
guarantees
the
liquid supply during
the measurements. The thread
injection
can be started
bv
opening
a valve at the entrance to the
injection pipe.
Mass
flow
and thread
velocity
are measured at the
pipe
exit.
As in the
investigations
on draw-off resistance of thread
packages
in
chapter
4 the differ
ent fluid viscosities table 5.1 were
adjusted by
different concentrations of
poly-ethylene-
glycol
in distilled water at room
temperature.
Three
experimental
series vvere carried out. where the
parameters
radius
ratio,
pressure
difference and fluid
viscosity
were treated
separately.
The
parameter
sets for the
three series arc listed in table 5.1. In all series both, bobbins with axial draw-off and
spools
with
tangential
draw-off. vvere considered.
The measured mass How and the thread
velocity
were determined in
analogy
to the
experiments
on thread-annular flow in
chapter
3
by collecting
fluid and thread in a mea-
5. Measurements on thread
injection flow
sure
cup.
Before
starting
a
measurement,
the thread was introduced into the
pipe
and cut
off at the exit. The valve at the
pipe
entrance was closed,
before the
pressure
in the
pres
sure chamber was
adjusted.
The measurement was stared
by opening
the
valve, so that
fluid and thread could
pass through
the
pipe,
and
stopped by closing
the valve
again.
The
period
of measure time was the shorter the
higher
the thread
velocity
was. That
way. by
a
sufficient
long ejected
thread
length
an
appropriate average
over time was obtained, so
that effects of measurement
start-up
and termination could be
neglected.
The obtained mass flow and thread
velocity
data were
directly
used for the evalua
tion of
parametric
influences and the
comparison
with the
semi-empirical
model.
Parameter
Series I
Ap
Series II
Radius ratio
Series III
Error
Thread
type
Ne50/3. rubber
monofilament
Ne 30/2 Ne 20/2
-
Thread radius
[mm|
0.12,
0.23
0.145 0.190 5%
Pipe
diameter
[mm |
0.65
0.71
0.80,0.90, 1.0.
1.2, 1.4
0.71 0.02 mm
Radius ratio
0.37,
0.65
0.21-0.36 0.54 5%
Pipe length
linmj
121 121 94 2 mm
Fluid
viscosity
[
10"3 Pa
si
28.8.
1.0
1.0
1.0,3.1,7.7, 15.5,
28.8, 54.4,
106
10%
Table 5.1:
Experimental range of
the varied
parameters during
the measurements
of
mass
flow
and thread
velocity of
thread
injection flow.
In series I the
influence of
the
pressure difference
over the
pipe
was studied, in series II the
influence of
the
radius ratio and in series III the
affection
bv the
fluid
viscosity.
5.4. Results from thread
injection
measurements
5.4.1. Thread
injection
How behavior of different thread
packages
The different behavior of
axially
and
tangentially
drawn off thread
packages
affects also
thread
injection
flow as illustrated
figure
5.4 for thread
velocity
and mass flow in func
tion the draw-off
length
of the thread.
Thereby,
a draw -off
length
of zero
corresponds
to
the
begin
of the thread
injection.
The thread
velocity
of
axially
drawn off bobbins increases
moderately during
thread
injection,
whereas with
tangentially
drawn off
spools significantly
lower thread
velocities and a
pronounced
decrease with draw-off
length
are observed.
Subsequently,
the
high
resistance force of
spools
at the end of
tangential unwinding
has an
important
effect on the thread
injection
flow.
Axially
drawn off thread
packages appear
to be more
oo
5. Measurements on thread
injection flow
convenient for
application
in thread
injection,
as
higher
and more constant thread veloci
ties are obtained.
The theoretical model describes the
progression
of the thread
velocity during
thread
injection accurately.
For axial draw-off
slightly
too low values are
predicted.
The
thread
injection
model for
tangential
draw-off delivers in
particular
towards the end of
the
injection process
to
high
values.
a)
0.4
0.3
0.2
0.1
0
b)
100
Axial draw-off
'>>"
_---->
111
Axial draw-off
[mg/s]75 aa**aa
AA;
o o
.
,/Oo
o~
Tangential
draw-off
oc
5 0z_
25
-
Tangential
draw-off
0 10/20 30
Drawn off thread
length [m]
0,
o 10
/
20
Drawn off thread
length [m]
30
Figure
5.4: Thread
injection
behavior
of
bobbins with axial
draw-off
and
rotating spools
with
tangential draw-offfor. a)
'I he thread
velocity
is
higher
and more constant
during
axial
draw-off. b) According
to the
high
thread
velocity
also the mass
flow
is
higher for
axial
draw-off. (Radius
ratio
y
=
0.37,
pipe length
121
mm,
viscosity Lt
=
0.028 Pas,
Ap
=
{bar. 1 : mean
draw-off length)
In
chapter
3 the direct influence of the thread
velocity
on the annular mass flow was dem
onstrated.
Therefore, analogue
tendencies in function of the draw-off
length
are observed
for the measured mass flow
(fig.
5.4
b).
However, the thread
injection
mass flow of axial
draw-off is
substantially deviating
in
positive
direction from the theoretical
prediction.
This could derive from the too
high predicted
draw-off resistance at this
viscosity.
But
the
discrepancy
between the measured and the calculated mass flow is much more
pro
nounced for the axial
draw-off,
which leads to the
assumption,
that the thread
packages
also influence the flow behavior inside the
pipe.
In
particular,
the motion of the
point
of
thread draw-off on the thread
package
could
play
a central role.
During
axial draw-off
this
point basically
rotates on the inner circular surface of the bobbin. This motion was
observed to be transmitted on the drawn-off thread section
moving
towards the
pipe
entrance and
possibly
even
proceeds
inside the
pipe
flow. A rotation of the thread on an
orbit
path way
inside the
pipe
would
subsequently correspond
to a
permanent
eccentric
ity
of the
thread,
which results
theoretically
in a substantial increase of mass flow
(fig. 2.13).
The axial thread force, in contrast, is
hardly
affected
by
eccentricities below
0.6
(fig.
2.11), which would
explain
the still
good correspondence
of theoretical and
experimental
thread velocities.
During tangential
draw-off on the other hand, the draw-
off
point
oscillates between the two lateral
flanges
of the
spool,
so that
only
a
temporary
thread
eccentricity
could be induced inside the
pipe.
The
only
moderate raise of the mea-
5. Measurements on thread
injection flow
sured mass flow over the model
curve,
if
compared
to the thread
velocity,
could be
explained
that
way.
To
investigate
also effects of other
parameters
the thread
velocity
and mass flow
are
compared
at the time mean draw-off
length
/
(appendix
10.2.2),
which is
displayed
in
figure
5.4 for both thread
packages lay
around 15 m.
5.4.2. Series I: Influence of the
pressure
difference over the
pipe length
on laminar
thread
injection
flow
The
parametric
influence of the
pressure
difference over the
pipe length Ap
on the thread
velocity
is illustrated in
figure
5.5 a). A
nearly
linear increase is observed for both thread
package types,
which is also well described
by
the thread
injection
model. Axial draw-off
delivers
again significantly higher
thread velocities.
w
Th
0A
[m/s]
a) b)
1 0.25
-
0.8
Axial draw-off
$
-
""'
0.2
L
[g/s]
Axial draw-off .
i
0.6
%
.
/
0.15- %
^
0.4
0.2
0
s' Y^
Y J&r" Tangential
draw-off
0.1-
0.05
0^
*
^Y ,
__,^xy^fi Tangential
draw-off
,i^Y"
'
J* \ I I I
0.5 1 1.5 2
Pressure difference
[bar]
2.5 0.5 1 1.5 2
Pressure difference
[bar]
2.5
Figure
5.5:
Influence of
the
pressure difference
over the
pipe length
on thread
injection flow
of
a
multifilament
thread. Thread velocity
(a)
and mass
floe (b)
show a linear
increase.
(Radius
ratio
y
=0.3/,
pipe length
121
nun, viscosity
Ll =0.028 Pa
s)
No axial thread
velocity
was measured below a certain
pressure
difference,
probably
because of
protruding
fibers of the thread
causing
friction inside the
pipe,
which can not
be overcome at low
pressure
differences. Moreover, in this
pressure range tangential
draw-off resistance has to be lower than with axial
draw-off, as thread
injection using
rotating spools
is
possible
down to
very
low
Ap. Protruding
fibers of the thread are
assumed to cause also friction at the inner bobbin surface,
inhibiting
thread
injection
at
low
pressure
differences.
During tangential
draw-off, on the other hand, the fibers are
pealed
off
together
with the thread,
causing
no additional friction on the
spool
surface.
Therefore, in medical
application
where
very
low thread velocities are
required
and
only
low
pressure
differences are admitted,
spools
with
tangential
draw-off are
supposed
to be
more accurate than axial draw-off thread
packages.
High
thread velocities are obtained
by
increased
pressure
difference,
which how
ever is also connected with a
practically
linear increase in mass flow, as illustrated in
figure
5.5
b). Thereby,
as seen
already
in the
foregoing
section, the measurements
lay
especially
for axial draw-off above the
progression predicted by
the
model,
which is
5. Measurements on thread
injectionflow
assumed to arise due to eccentric thread motions induced
by
the draw-off
process
of the
thread
packages.
These mass flow
correspond
to low laminar flow
covering
a
range
of
Reynolds
number between 0.2 and 12.
For clinical use the mass flow is not of direct
interest,
but rather the thread
length
injectable by
a certain amount of fluid. This is
expressed
in the thread
injection efficiency
defined as the ratio between thread
velocity
and mass flow. In
figure
5.6
axially
drawn off
bobbins deliver
again significantly higher injection
efficiencies than
tangentially
drawn
off
spools.
However,
the
advantage
of axial draw-off is less
pronounced
than
predicted
bv the thread
injection
model.
^Th
0
ill 5
- "'
Axial draw-off
m/g]
4
-
r
*
|
*
|
7l A
3
J
-ft*' $ &
2
1/
Tangential
draw-off
1
-
0
1/
i \ .
1
0.5 1 1.5 2.5
Pressure difference
[bar]
Figure
5.6: Thread
injection efficiency of
data
offig.
5.5 shows a moderate increase
up
to
1 bar and remains then
constant, for
both axial and
tangential draw-off.
For
practical
use it can
therefore
be considered as
independent of
the
pressure
difference.
The
pressure
difference over the
pipe length
increases the thread
injection efficiency only
moderately up
to 1
bar,
then
nearly
constant values are observed. For
practical
use there
fore the
injection efficiency
can be considered to be
independent
of the
applied pressure
difference, so that this
parameter
can be used to
adjust
the thread
velocity,
without affect
ing injection efficiency.
The sudden
drop
of the
injection efficiency
to zero at small
pressure
difference was
observed also in the
experiments.
Below 0.5 bar for axial draw-off and below 0.25 bar
for
tangential
draw-off thread
injection
was not
possible anymore.
Flowever,
thread
injection
with
tangentially
drawn off threads delivers
high
values of
injection
efficiencies
also at low
pressure
differences. At these values the model
already predicts
an
efficiency
of
zero,
which
probably
results from the too
large
theoretical draw-off resistance in this
thread
velocity range (fig.
4.10). However, above a certain
Apcut
the
injection efficiency
can be considered as constant for
surgical applications.
Subsequently,
in clinical situations, where the radius ratio and the fluid
viscosity
can not be
varied,
but
high
thread velocities are
required, axially
drawn off thread
pack
ages applied
with
large pressure
differences
promise
best results. For
very
low thread
velocities, on the other hand,
tangential
draw -off is better
adapted.
1/n
5. Measurements on thread
injection flow
Pressure
difference depending
thread
injection
with
monofilaments
Friction due to
protruding
fibres of multifilament threads was assumed to have a
signifi
cant effect on thread
injection behavior,
especially
at low
pressure
differences. A com
parison
with an
injected
monofilament thread drawn off
tangentially
from a
spool
is done
in this section. The radius of the monofilament thread was
larger
than for the multifila
ment thread, so that water with a lower
viscosity
was used for the
experiments.
Com
pared
to the measurements above,
higher Reynolds
numbers
up
to Re = 1500 were
obtained for the laminar
range.
0.5 1 1.5 2 2.5
Pressure difference
[bar]
b)
1.5
in
[g/s]
1
-
0.5:-
#
$
t*
0.5 1 1.5 2 2.5
Pressure difference
[bar]
Figure
5./:
Dependence of
thread
injection flow on
pressure difference using
a mono
filament
thread with
tangential draw-off.
Thread
velocity (a)
and mass
flow (b)
proceed practically through
the
origin. (Radius
ratio
y
=0.65,
pipe length
121
nun, viscosity
u. =0.028 Pa
s).
Figure
5.7
a) shows, that in contrast to a multifilament the continuous raise of the thread
velocity
with
pressure
difference starts
practically
from the
origin
of the
diagram.
The
absence of
protruding
fibres could
consequently
also inhibit contact friction between the
thread and the wall inside the
pipe
and that
way
reduce the total resistance
force,
in
par
ticular in the
range
of low
pressure
differences.
The
pronounced
differences between model and
experiments
at the lowest and at
the
higher
thread velocities
appear probably
as these values exceed the thread
velocity
range
considered for the
empirical
draw-off resistance model. In
addition, an eccentric
position
of the thread inside the
pipe
could
explain
the low
experimental
thread
velocity
too,
as at
high
radius ratio the
propelling
forces in thread-annular flow are
theoretically
decreased more
severely by eccentricity (fig.
2.11),
Mass flow is increased due to the absence of
protruding
fibers inside the annular
cross-section and
goes practically through
the
origin
for
Ap
= Obar. The low theoretical
values
compared
to the measured data
probably
have the same reasons as mentioned at
the differences between the model and the
experiments
for the thread
velocity.
In
partic-
im
5. Measurements on thread
injection flow
ular, according
to thread-annular flow
(fig. 2.14) eccentricity
could have a
significantly
stronger raising
effect on the mass flow at this
high
radius ratio.
Generally,
with monofilament threads resistance
during
thread
injection
can be
expected
to be lower than with multifilament threads, so that
higher
thread velocities are
obtained, especially
when low
pressure
differences are
applied
over the
pipe length.
5.4.3. Series II: Radius ratio as
affecting parameter
of thread
injection
flow in
high
laminar and low turbulent flow
In former
investigations
on thread-annular flow the radius ratio was found to be an
important parameter
for the thread force and the flow rate. In clinical use of thread
injec
tion this
parameter
could be varied
by choosing
cannulas with different inner
diameters,
as it was done in these
experiments
on thread
injection
flow. In contrast to the laminar
flow series with the
pressure
difference as
parameter
in these
investigations
the flow
ranging
from
early
transition to
early
turbulent flow was treated,
which
gets
relevant to
surgical applications
the
higher
the
required
thread velocities are.
Reynolds
numbers
between 1500 and 6000 were obtained.
a)
1
-'
^^
-'"^"
Tangential
draw-off
0.4 0.6 0.8 1 1.2 1.4
Internal
pipe
diameter
[mm]
Figure
5.8: Thread
injection flow
with
multifilaments affected by
variation
of
the inner
pipe
diameter in the transition and low turbulent
range, a)
Thread
velocity
is
increased in wider annular
gaps,
b) The
pronounced
increase in mass
flow
with
the
pipe
diameter is
predicted
by the laminar
theory
with to
high values, as the
flow
is turbulent in this
range.
(Thread
radiusrTf
=0.75
mm, pipe length
121 mm,
pressure difference Ap
=1 bar, viscosity
\i
=0.001 Pa
s)
A marked increase of the thread
velocity
is found at raised
pipe
diameters for both thread
injection
with axial and
tangential
draw-off. At these
Reynolds
numbers the velocities
are
higher
than in the low laminar
range
of the
pressure depending experiments.
Thread
packages
with axial draw-off
again
enable to reach
higher
thread velocities
up
to 5 m/s.
However,
the
experimental
values for axial draw-off increase faster with the
pipe
diameter than
predicted by
the
semi-empirical
model. Better
correspondence
is found for
tangential draw-off, which could
appear
as these thread velocities are
generally
closer to
b)
15
m
[g/s]
1 o
Laminar / Turbulent
/ Axial draw-off
'
-
/
/ #
y
A
-
^^
i
A
Tang
draw-off
0
0.4 0.6 0.8 1 1.2 1.4
Internal
pipe
diameter
[mm]
i r\ i
5. Measurements on thread
injection flow
the thread
velocity range
of the
empirical
draw-off resistance
model,
where velocities
below 1 m/s were considered.
Mass flow is raised with the inner
pipe
diameter too, but
compared
to thread veloc
ity
this increase is much more
pronounced.
However,
the
semi-empirical
model for
thread
injection
is not
applicable anymore
for the calculation of the mass flow in the tur
bulent flow
range,
as much too
high
values are obtained
(fig.
5.8
b).
With an increase of
the
pipe
diameter also the
hydraulic
diameter and
finally
the
Reynolds
number
grows
(eq. 23).
In this turbulent
range
the friction factor decreases less fast with the
Reynolds
number than in laminar flow.
Subsequently,
turbulent mass flow is
raising
slower with the
pipe
radius than in laminar flow
range.
The observations on mass flow affect
directly
the thread
injection efficiency
in
figure 5.9,
where a
significant
decrease results at
higher pipe
diameters.
Highest
efficien
cies result
again
for
axially
drawn off bobbins. The data calculated
by
the
semi-empirical
thread
injection
model
thereby lay
far below the measurements.
Subsequently,
in contrast
to laminar
flow, where the theoretical efficiencies
proceeded
in the
range
of the
experi
ments or above,
turbulent flow results in much
higher
thread
injection
efficiencies than
predicted
in laminar
theory.
0.4 0,6 0.8 1 1.2 1.4
Internal
pipe
diameter
[mm]
Figure
5.9: Thread
injection efficiency
vs inner diameter
of
the
injection pipefor
the data
of
fig.
5.8. The
efficiency
decreases the wider the annular
gap
is. Thread
packages
with axial
draw-off
deliver the
highest
values. Deviation
from
the laminar semi-
empirical
model results due to turbulent
flow
in the
pipe.
For a more
general
discussion these data can be transformed into non-dimensional
data,
so that the radius ratio
y
can be considered as the variable
parameter.
Tt
depends
on the
pipe
and the thread radius
by y
=
rTh/rp.
However,
the
pipe
radius was used in
chapter
2 to normalize flow values in order to find
simple expressions
for the laminar
solution of thread-annular flow. Therefore, the variation of the radius ratio
by
the inner
pipe
radius, as it was done in these thread
injection experiments,
causes also an affection
of the non-dimensional measurement flow values due to normalization. A normalization
by
a variable characteristic value is not desirable. That
way
the intrinsic flow effects
pos
ing
5. Measurements on thread
injection flow
sibly
can not be
recognized
in the non-dimensional values
anymore.
The
pipe
radius
influences the non-dimensional thread
velocity
and the thread
injection efficiency by:
w
vr
rit
rii
Q
WTI>
J
dp
'
r2
w
I h
Q
(114)
Multiplying respectively dividing
these
equation by
r"p,
values normalized
indepen
dently
of the
pipe
radius are obtained, which enable m
figure
5.10 an accurate
investiga
tion of their affection
by
the radius ratio. The new normalized forms of the thread
velocity
and the
efficiency
are valid for all
pressure
differences and fluid viscosities.
The normalized thread
velocity
is reduced
substantially by
the radius
ratio,
whereby
the measurements as well as the theoretical curves
lay
far befow the maximum
thread
velocity,
which is
theoretically possible
for thread
injection
in absence of axial
resistant forces.
Therefore,
the flow can be assumed to resemble the Poiseuille flow,
where influence of the axial thread
velocity
is small. In this flow
type
the
propelling
axial
force exists of both
positive
shear forces and the
positive pressure
force. The
progres
sions
displayed
in
figure
5.10 are valid for all
pressure gradients,
as
linearity
was demon
strated for this
parameter
in section
.
The
reciprocal
affection of the thread
velocity by
viscosity
is discussed in the section below.
fh, max
0 0.2 0.4 0.6 0.
Radius ratio
y
0 0.2 0.4 0.6 0.8 1
Radius ratio
y
Figure
5.10: Normalized thread veloatx and
injection efficiency
n terms
of
the radius ratio.
Theoretical maximum thread veloatx
wbb
is achieved
by injection,
when
FR
= 0. For the
experimentell
data the thread xvas
pulled from a
spool,
meaning FR
> 0 hence
xv]h
<w
Hi.
a) A decrease
of
the thread
velocity
w ilh
y
is to observe, w Inch is
predicted
also In the
senii-empirical
model,
b)
Efficiency of injection, defined
In
injected
thread
length per
volume of
transport fluid, is raised bx radius ratio.
5. Measurements on thread
injection flow
Normalization of the thread
injection efficiency
in the mentioned
way
delivers a dimen
sional
form,
which can be defined as volumetric
efficiency consisting
of the ratio of
thread
velocity
to the volumetric flow rate
Q. According
to
theory
this
efficiency
is inde
pendent
of
pressure gradient
and
viscosity
and
only
influenced
by
the radius
ratio,
were a
significant
increase is observed with
y. Axially
drawn off bobbins
thereby
deliver
again
higher
thread
injection
efficiencies than
spools
with
tangential
draw-off. Due to turbu
lence for both
spool types
the
experimental
values
lay
above the theoretical curves of the
laminar
semi-empirical
model.
Therefore, for clinical
applications
the radius ratio can be considered
generally
to
have a
reducing
effect on thread
velocity,
whereas the thread
injection efficiency
is
increased
by
this
parameter.
The
advantage
of
axially
drawn of thread
packages
over tan
gentially
draw-off is
existing independent
of radius variations.
5.4.4. Series III: Variation in thread
injection
flow with fluid
viscosity
Fluid
viscosity
is not a
parameter
of first choice in
surgical applications
to control the
thread
injection process,
but the influence of this value has to be known
by
the
surgeon,
as in certain clinical situations fluids with increased
viscosity
could be
required.
In table 5.2 three viscosities are listed
against
the
resulting
flow values. The lami
nar flow
range
with
Reynolds
numbers
up
to Re = 1500 at the lowest
viscosity
was
regarded
in this scries.
Viscosity
Li
[Pa s]
0.0010 0.016 0.028
Thread draw-off axial
tangential
axial
tangential
axial
tangential
Thread
velocity
wTh
[m/s]
3.3+0.2 1.370.03 0.580.03 0.35+0.04 0.300.09 0.20+0.03
Mass flow
rh
Lg/s|
1.24+0.01 0.780.03 0.19+0.01 0.15+0.0 L 0.100.02 0.081 0.011
Efficiency wrh/m
fm/gl
2.60.1 1,750.04 3.010.06 2.39+0.11 2.840.2 2.45+0.11
Table 5.2: Thread
injection flow influenced by
the
fluid viscosity:
thread
velocity
and mass
flow
are
significantly
decreased with
raising viscosity,
whereas the
injection efficiency
is
only
moderately increased by this
parameter.
The other constant
parameter
are listed
in table 5.1.
(n=3,
radius ratio
y
=0.54,
pipe length
94
mm,
pressure difference
Ap
=2
bar).
The thread
velocity
is reduced
significantly by
the fluid
viscosity,
which arises also from
the laminar thread-annular flow model, where a linear
dependence
between the thread
velocity
and the
reciprocal
value of the
viscosity
is
predicted.
This
dependence
on vis
cosity appears again
in the normalization of the thread
velocity (eq.
114). A marked
decrease with
viscosity
is found also for the mass flow in the annular
gap.
Due to the simultaneous
drop
of thread
velocity
and mass flow with increased fluid
viscosities,
the affection of the thread
injection efficiency by
this
parameter
is
compara
tively
low. In the laminar
theory efficiency
even is
independent
of this
value, as
viscosity
does not
appear
in the
expression
for normalization
(eq.
114). For both thread
package
1(17
5. Measurements on thread
injection flow
types only
a moderate raise is observed when the
viscosity
is increased from 0.001 Pa s
to 0.016 Pa
s, whereupon
the
efficiency
remains constant in the scatter of the data. That
way,
similar to the
pressure
difference a
viscosity
\xcnt
can be
defined,
above which the
efficiency
is
independent
of this
parameter.
Therefore,
the fluid
viscosity
can
only
be considered as a relevant
parameter
in
clinical
applications,
where
high
thread velocities and mass flows have to be restricted.
The influence on the
injection efficiency
can be
neglected
in a first
approximation,
as this
vatue can be
adjusted
more
significantly by
the radius ratio. For instance the efficiencies
for Li
= 0.001 Pa s at this
large
radius ratio of
y
= 0.54 are
significantly higher
than
for lower
corresponding y
in
figure
5.9.
5.5. Conclusions for
optimal design
of a thread
injection system
Comparison
with
experiments reveals,
that the
developed semi-empirical
model for lam
inar thread
injection
flow is usable for a
satisfying description
of the flow behavior at dif
ferent
parameters.
The thread
velocity
is
generally predicted
more
accurately,
than the
mass flow. This is assumed to arise due to eccentric
positions
of the thread inside the
pipe,
which were calculated to have a more
significant
effect on the mass flow than on
axial thread force. Further, turbulent mass flow
lays considerably
below the laminar solu
tion,
whereas the thread
velocity
still
corresponds quite
well to the
theory. Generally,
the
thread
injection
model for thread
packages
with
tangential
draw-off
approximates
the
measurements with
greater accuracy,
than the model for axial draw-off.
Subsequently,
the
presented
models for thread
injection
can be used for the techni
cal
design
of medical thread
injection systems. They
enable to calculate for
clinically
given
constant
parameters
the
approximate range
of thread
velocity
and the
injection
effi
ciency
in the laminar flow. Fixed
parameters given by
medical
requirements
could be for
instance the thread
radius,
the outer
pipe
radius, the
pipe length
and the fluid
viscosity.
The
optimal
values for the
remaining
free
parameters
can then be found
following
the
principles
in table 5.3.
The
optimal
values for the
remaining
free
parameters
are found with table
5.3,
which
gives
a
qualitative summary
of the results found in these
investigations
on thread
injection
flow and
applying
them on different
possible
clinical
requirements.
Applications
with
high
thread velocities can be
necessary
for short
injection
times
and
large
thread volumes. If the fluid
consumption thereby
is not relevant, as in
existing
body cavities,
where the fluid can run off,
high pressure
differences and
large pipe
radii
can be chosen
together
with a low viscous fluid. In addition the use of thread
packages
with axial draw-off results
always
in elevated thread velocities
compared
to
tangential
draw-off. Multifilament threads could also deliver
higher
velocities of the
thread, as
pro
truding
fibers reach into the
gap regions
with
high
fluid velocities and are
exposed
that
way
to an additional force, which contributes to the axial thread motion.
On the other hand,
surgical
situations can be
imagined,
where the thread has to be
placed very precisely
to the site of
implantation.
Low thread velocities are of
advantage
for this
purpose
and the
parameters
have to be varied in the
opposite
direction than for
high
thread velocities. In addition,
tangentially
drawn off monofilaments from
slowly
mo
5. Measurements on thread
injection flow
rotating spools
enable the lowest thread
velocities, as no
protruding
fibers inhibit the
thread motion at low
pressure
differences.
However,
mostly
the fluid
consumption during
clinical thread
injection
will
proba
bly play
a central role too. For instance the
injected
fluid volume into coherent and com
pact
tissue can be restricted, as the tissue
may
not be
injured by
the distention of the fluid
volume. For such situations the
required
thread
length
has to be
injectable by
a minimal
amount of
fluid,
meaning
that a maximal thread
injection efficiency
of the
system
has to
be aimed. The central
optimizing parameter
for the
efficiency
is the
pipe
radius,
which
has to be chosen as low as
possible.
Pressure difference and fluid
viscosity
have
only
a
moderate
increasing
effect
up
to certain critical values. At
higher Ap
and u. the effi
ciency
is
independent
of these
parameters.
Therefore, for maximal
efficiency
the
pres
sure difference and the fluid
viscosity
have
only
to be chosen
high enough.
The use of
thread
packages
with axial draw-off
brings
also for the
efficiency
an additional increase
compared
to
tangential
draw-off.
Optimized
flow value
Pressure Inner
pipe
'
Fluid
difference radius \
iscosity
Ap
rp |
Li
Thread
package
Thread
type
Maximal thread veloc
ity
wTh
1) 1 il axial
draw-off
multifila
ment
Minimal thread veloc
ity
wn
If / ft
tangential
draw-off
monofila
ment
Maximal
efficiency
wTh/M
ft, but no
influence for
U ""i, but no
influence
above,ut)//
axial
draw-of
not
analyzed
Maximal
wpj
and
efficiency
1 11
M^M(,
axial
draw-of
not
analyzed
Minimal
Wpb
and
maximal
efficiency
Y>YUU
I
-*>
ll
tangential
draw-off
not
analyzed
Table 5.3:
Optimal parameters for different requirements
to thread
velocity
and
injection effi
ciency.
The
possibility
to realize such
parameters during
clinical
application
decreases
from
the
left to the
right
side: the
pressure difference
over the
pipe length
can
easily
be
adjusted
bv the
surgeon
also
during
thread
injection,
whereas the
thread
type
i. e. has to be considered as a
given implant product
in the
surgical
the
atre. Variations
of pressure difference
and
pipe
radius are
primary
relevant to clini
cal
application.
However,
often not
only
an
optimization
in thread
velocity
or
injection efficiency
alone is
required,
but rather a combination of both. For maximal thread
velocity
and
injection
efficiency
the
parameter
set in the forth row of table 5.3 results.
Efficiency
has to be
raised
by reducing
the
pipe
radius. Lower thread velocities
result, as a
consequence,
which can be
compensated by high pressure
differences, because the
efficiency
can be
regarded
as
independent
of the
pressure
difference.
Therefore, a further reduction of the
thread
velocity by viscosity
should be avoided, in
particular,
as the
gain
in
efficiency
is
small
compared
to the
velocity drop (tab. 5.2). In
any
case Li
<
\\.tnt
is
recommended, as
larger
viscosities
require high pressure
differences for
appropriate
thread velocities. This
can be difficult to be realized
especially
in thread
injection systems
with manual han-
ino
5. Measurements on thread
injection flow
dling. However,
for maximal thread
velocity
and
efficiency again axially
drawn off bob
bins are the thread
package type
of choice.
For
applications,
where
very
low thread velocities arc
requested
at still
high
effi
ciency, pressure
difference and the radius ratio have to be set as low as
possible.
That
way
thread
velocity
is reduced while the
injection efficiency
is
remaining approximately
constant. In addition, with increased fluid
viscosity
wTh
is decreased
again. Tangentially
drawn off
spools
are best
adapted
for this low
velocity range.
Raising
the inner
pipe
radius the measured mass flow was found to deviate
increasingly
in
negative
direction from the laminar
semi-empirical
model in these
investigations,
whereas the thread
velocity
correlated
comparatively
well with the
theory.
The devia
tions were
assigned
to turbulent flow and lead to the conclusion that thread
injection
effi
ciency
is
higher
in turbulent flow, than could be
expected
under the same flow conditions
for laminar flow. Turbulent flow can be achieved also
by high enough pressure
differ
ences over the
pipe length.
As a
consequence,
the thread
injection efficiency,
in the lami
nar flow assumed to be
independent
of the
pressure
difference would
experience
an
increase in turbulent flow. Therefore, in medical
applications,
where
very high
thread
velocities are admitted and
large pressure
differences are
realizable,
the
highest
efficien
cies can
probably
be obtained
by establishing
turbulent flow.
By appropriate
technical
design
certain
parameters
can be left
adjustable
in a
thread
injection system,
so that
optimal parameters
can be chosen
arbitrary
for different
medical
applications.
In
chapter
6 a clinical thread
injection
device with such a
high
flex
ibility
was
developed
and its use in endonasal sinus
surgery
is
presented.
6. Clinical
application of
thread
injection
6. Clinical application of the thread
injection
for management of paranasal sinus disease
6.1. Paranasal
cavity
diseases and their
therapy
Anatomy ofparanasal
sinii and
pathology
The nasal
cavity plays
an
important
role in the function of the
respiratory tract, as the
inhaled air is
prepared
in this section to enter the
lung.
The
warming
and
moistening
of
the air, as well as the
cleaning
from dust
particles
and bacteria is fulfilled
by
the mucous
membrane. The various
paranasal
sinus act therebv as
enlargement
of this functional sur
face and
additionally
reduce the scull
weight.
Anatomical
profiles
illustrate
(fig. 6.1),
that
beneath the
generally
well known frontal and
maxillary
sinus there exist a multitude of
additional cavities, which are situated in the rear section between the orbital cavities
(see
for instance
Lang 1988).
The front cells are called ethmoid
cells,
the cells
laying
in the
back and
immediately
below the
hypophysis sphenoid
cells. These two
groups
of cells
show a wide
range
of anatomical variations
concerning
size, number of cells and their
connection to the nasal
cavity.
a) b)
Figure
6.1: Anatomic cuts
through
the nasal cavities and anatomic notations:
a) Horizontal
section at exe level (Bee 1er
1989). The arrow indicates the direction
ofsurgical
proceeding according
to
Messerklmger ( 198/). b) Frontal section xvith detailed
right
middle meatus and ethmoid
infundibulum. (Gustafs on & Kern 1989)
Under
healthy physiological
conditions all
paranasal
sinuses communicate with the main
nasal
cavity. Thereby
the accesses arc found
predominantly
under the
upper
two nasal
turbinates,
also called conchae, which are vaulted from the lateral nasal wall downwards
into the nasal
cavity (fig.
6.1 b). The
connecting
channels from the ethmoidal cells
laying
in the back and from the
sphenoid
sinus meet the nasal
cavity
under the
upper
turbinate.
111
6. Clinical
application of
thread
injection
The accesses to the other
paranasal
sinuses
depart
from a
gap-formed prechamber,
the
ethmoid
infundibulum, laying
below the middle turbinate. In most cases the frontal
recess is
departing
in the front section towards the frontal sinus. In the middle and rear
part
of the ethmoid infundibulum the ostium ethmoidalis and the ostium maxillaris are
found,
which connect to the ethmoidal cells and the
maxillary
sinus.
Obviously,
the eth
moid infundibulum has a
key position regarding
to ventilation and
drainage
of the
para
nasal cavities and inflammations in this section can therefore affect the connected
sinuses.
Figure
6.2: Schema
of
secretion
transport
in
left-side paranasal
sinuses
Stammbergcr
(1986): a) In the maxillary sinus the mucus is
transported from
the bottom
of
the
sinus
along
the xvall towards the natural ostium, from
there
passing through
the
ethmoidal
infundibulum
and
entering
the middle meatus
through
the hiatus
semilunaris
before reaching
the
principal
nasal cavity, b) In the
frontal
sinus the
mucus is
transported along
the
interfrontal septum
into the
cavity. After moving
along
the walls the mucus reaches
again
the ostium at its lateral
aspect.
Due to
whirl
formation of
the
ciliary
motion
patterns,
mucus
may
recirculate in the
frontal recess and
get
into contact with the secretion stream directed inwards,
and
therefore
can enter once more the
frontal
sinus.
The different cell
types
of the mucous membrane,
covering
the nasal
cavity
and
parana
sal sinuses,
play
a central role in the
physiology
of the nasal
drainage. Thereby,
the sur
face consists
mainly
of ciliated
epithelium
and beaker cells, which are
laying
on a
layer
of basal cells. The ciliated
epithelium produces
the nasal secretion. The motion of the
cilia
transports
the secretion
together
with small
foreign particles
on defined
trajectories
to the ostia of the sinuses and further into the
principal
nasal
cavity (fig.
6.2. Stam-
mberger
& Posawetz
1990).
6. Clinical
application of
thread
injection
However, the anatomic situation in the nasal cavities is characterized in
general by
mani
fold variations
(Bressel 1980,
Haas
1989),
which
occasionally
can cause a
physiological
change
in nasal function and lead to
pathological
disturbances. In this
respect
the access
orifices
signify
real bottle necks for ventilation and
drainage
of the
paranasal
sinus.
Allergic
and
infectious,
often viral inflammations, but also vasal and nerval influences
lead
easily
to
swelling
of the mucous membrane, which in
consequence
can obstruct nar
row
connecting
channels. Such a
dysfunction
of ventilation
implicates
a
changing gas
composition
in the
following paranasal cavity (Reins 1994,Messerklinger
1987). Thus
the mucous secret
gets
a
consistency
with elevated
viscosity
or even switches into a solid
gel
state
by
what the
ciliary
cells can not fulfill their
transport
function
anymore
(Stam-
mberger
f
985).
Such
stationary
mucous secret forms a
perfect
nutrient medium for bac-
Figure
6.3: Schematic section
of
the anterior ethmoid.
Left
side: locations
of inflammation
are
frequently found m the
infundibulum
ethmoidalis
(ic)
and between the
processus
uncinatus
(pu),
the bulla ethmoidalis
(be)
and the middle turbinate.
This can cause
blockage of
the mucus
transport from
the
frontal
sinus
through
the recessus
frontalis (if)
and
from
the maxdlarx sinus.
Right
side: the
expanded
accessions after surgical clearing of
the diseased areas
(Slammberger 1986).
teria
(CIoss-Pfoffer
f
993) and often leads to a
secondary
inflammation of the
paranasal
sinuses
laying
behind the obstructed ostia.
Longer enduring pathological
situations of
this
type
are
accompanied by histological changes
in the mucous membrane. Often a
decrease of
ciliary
cells is observed and
polypi develop,
which can cause a further inhibi
tion of the
drainage pathways.
Unfortunatelv. such
changes
in the mucous membrane are
hardly
reversible
by
medicamentous
therapy
(Mallow & Creticos
1989).
Subsequently
the
probability
of occlusions of
connecting
ostia is
increasing
and often this vicious cir
cle ends in a chronic sinusitis.
Nowadays
it is
generally acknowledged,
that the
6. Clinical
application of
thread
injection
infundibulum
plays
a central role in this
pathophysiological
situation,
so that
primary
causes of
ethmoidal, maxillary
and frontal diseases are
thought
to be found there.
Surgical procedures
Surgical
treatment of such
pathological
areas of mucous membranes were described
already early
in medical
history,
for instance
by Hippokrates
of Kos
(4th century p.
Chr.),
where
polypi
were removed
by
a
sponge pulled through
the nose. The
following develop
ment of nasal
surgery progressed slowly
and
only
in the middle of the last
century
the
transfacial treatment was
by
and
by replaced by
the endonasal
technique,
where the sur
geon proceeded blindly through
the nostrils. Later, the introduction of the
endoscope
and
alternatively
the use of binocular
microscopes
allowed to
operate
under
sight. Today
sur
geons
often
operate
in combination of both the
endoscopic
and the
microscopic
tech
nique, using
the
advantages
of both
systems. Thereby presurgical
CT and MR
pictures
are
indispensable
tools for
diagnostics
and
planning
of the
surgical
intervention.
In modern endonasal
surgery
the idea is
broadly established,
that the elimination of
narrow
passages
and
pathological
mucous membrane in the infundibulum and the eth
moidal ceils has to be executed
by
most
possible
maintenance of the natural
ways
of
drainage
and ventilation. This method is
thought
to lead to
healing
and
regeneration
also
of the untreated mucous membrane in the connected
paranasal sinuses,
and is
supported
by long-termed
clinical
experience (Whrle 1989).
If the
widespread
functional ethmoidal
ectomy
of
Messerklinger (1987)
is
applied,
first the uncinate
process
is resected and removed, so that the ostia of the frontal and the
maxillary
sinus as well as of the ethmoidal cells can be
inspected by endoscopy.
Obstructed ethmoidal cells are
opened
and
scooped
out. If
required
this
procedure
is con
tinued
dorsally
to the
sphenoid
sinus. Occluded
passages
to the frontal and
maxillary
sinus are
opened
and
occasionally enlarged.
A second alternative
surgical
method is
described
by Wigand (1989).
who starts with the resection of the
exposed sphenoid
sinus. Therefrom the
surgeon proceeds immediately
below the base of the scull in ventral
direction and
opens pathological
ethmoidal cells. This
procedure
often is more radical, as
obstructed cells and the inflamed infundibulum can be reached
only by opening healthy
ethmoidal cells
laying
in the back.
Wound
healing
in
paranasal
cavities
The maintenance of intact mucous membrane in the
surgical region
should be aimed at
both
methods, as
healing
acceleration is observed in those cases.
Mostly
the
patient
feels
free of
complaints
after 2-3
days.
However, the
complete
wound
healing process
in the
paranasal
sinuses takes 4-6 weeks
(Stammberger
1985) and often tends to
complications
and recurrent occlusions of the sinuses.
In the first
postsurgical period
of wound
healing mainly
wound secretions can lead
to new obstructions.
Additionally,
edemas can
appear, mostly
in the
remaining
mucous
membrane. In the
exposed
bone sections
granulations grow quickly.
This can favor a new
occlusion of the
connecting passages
and start the
pathological
vicious circle
again.
In a second
period,
after 3-4 weeks, the wound
proliferation gets
dominant, which
can last with its
reparative granulation
over months. The
missing
mucous membrane m
this time can be
regenerated by re-epithelisation
with
rcspirative mucosa,
but often the
granulation
tissue is covered with
metaplastic layered
surface
epithelium.
As a result,
granulation polyps
can be formed. This sections without ciliar cells can
interrupt
the
6. Clinical
application of
thread
injection
transport
of mucous secret.
Additionally, swelling
can cause contact of
opposite
areas of
mucous membrane,
leading
to adhesions,
so-called
synechia,
which remain existent also
after decrease of the
swelling (Wigand 1989). Synechia
occur in
particular
between the
middle turbinate and the lateral nasal
wall, as the turbinate often switches in lateral direc
tion because of the
missing support
of the ethmoidal cells. In the worst case the middle
meatus of the nose can be occluded and cause a new affection of the
communicating
paranasal
sinus.
In the final
period
of wound
healing scarring
of the
granulations
cause a contrac
tion
by collagen
libers
(Gallicio
& O'Connor
1995),
which in
passages
with concave
wound sections can cause additional
narrowing
or occlusion.
Postsurgical therapy
Therefore
during
the whole
period
of the wound
healing process granulated swelling sig
nifies a
potential danger
of new inflammations in the connected
paranasal,
frontal and
maxillary
sinus. A sound and careful
postoperative
wound
therapy
of the
surgical
section
is
subsequently
as
important
as the
correctly
executed endonasal intervention.
However,
the mechanisms of wound
healing
is still
incompletely
understood
Wigand (1989),
which
is the reason of the existence of a multitude of different methods for the
therapy
after
sinus
surgery.
The
application
of thread
injection
in the
postsurgical therapy
is
thought
to
allow the combination of several wound
healing
treatments inside one
single
thread
injection system.
Usually,
in the first
postoperative days
the control of
bleeding
is the central treat
ment. The
tamponades,
which are used in such cases, however,
differ in a wide
range,
and
Stammberger (1986)
even recommends not to
apply tamponades.
Beside
simple
gauze bandages (May 1988)
often rubber
finger
stalls are
applied,
which are filled with
gauze
and coated with an antibiotic or corticoid ointment before
being
introduced into
the nose
(Wittmann 1992).
These
tamponades usually
are
pulled
off after 2-4
days,
but
not without a certain
pain
for the
patient.
Hemostatic and
degradable porous
materials on
the other hand remain at the
operative
site and
normally
are dissolved after a week
(Tay
lor,
Crockerr & Keebler
1982). As soon as the
major bleeding
is
stopped
the
operated
ethmoidal sections are
regularly
cleaned
by endoscopic help
from blood clots and crusts
deriving
from secretion and small
after-bleedings (Josephson 1989).
To avoid the forma
tion of crusts sometimes the nasal
cavity
is
tamponaded loosely
with
aeromycin-soaked
gauze bandages
to create a humid chamber. Such a function could be fulfilled as well
by
an
injected
thread
tangle, whereby
the
explantation
is
supposed
to be less
painful
than
with the conventional
tamponading systems.
Fusions of the middle turbinate with the lateral nasal
wall,
which can
appear
after
some weeks, are diminished sometimes
by
in-laid
splints (Schaefer
&
Manning 1989).
This has the drawback of
inhibiting
the
regeneration
of mucous membrane
by
reduced
ventilation and
by
contact sites. An
injected
thread
tangle
could stabilize the turbinate as
well and
prevent
it from
touching
the lateral nasal wall. In contrast to the
polymer splints
the
open porous
structure of the
tangle
allows an
exchange
of
gas
which is essential for
regeneration
of the mucous membrane.
The medication of the
postsurgical therapy usually
consists of two
agents. During
the first 10
days
after
surgery,
different transmucousal antibiotics are administered to the
patient (May 1988).
In case of occurrence of edema and
granulation swellings usually
corticoids are
applied. Mostly
an ointment is
spread
on the
operated
section, but
systemic
administration is
practised
too (Reins 1994.
May 1988).
Flowever, a
systemic
administra-
6. Clinical
application of
thread
injection
tion often is not
acting
concentrated and endurable
enough
at the site of
operation.
Locally applied ointments, on the other
hand, only
allow limited sustained and endurable
release of the medicaments. A
drug delivery system
with sustained release in the nasal
and
paranasal
cavities would therefore reduce the
healing period
as well as the amount of
systemically
lost
agents.
A central draw-back of
endoscopic
sinus
surgery
is that the intensive wound-heal
ing therapy, including
the
daily
consultations
during
the first
post-operative days,
is con
nected with
high expenses
of time and costs for both the
patient
and the
surgeon.
Nevertheless,
even in the case of correct
application
of all
possibilities
of wound
therapy
sometimes a further
surgical
intervention is unavoidable and has to be considered as
costly
a
part
of the
follow-up
treatment.
Therefore,
the aim of this thesis is to
develop
a
system,
which
improves
the wound
healing
treatment in the nasal
cavity
and
prolongs
the intervals of
inspection. Compared
to conventional methods
tamponades
with an
integrated
local
drug delivery system
for
corticoid and antibiotics are
thought
to be an
important step
in the direction of innovative
post-surgical
treatment of the
paranasal
sinus. An
injected
thread
tangle
also can fulfill
tamponing functions, but is
adaptable
more
appropriately
to the
specific cavity
form. The
possibly
less
painful explantation
for the
patient by
draw-off of the
single
thread is a fur
ther
advantage
of the thread
tangle implant.
Therefore, the thread
injection principle
is
considered as
integrated part
of the
development
of the new nasal wound
healing system
system
in this thesis.
6.2.
Requirements
to a clinical thread
injection
device for
application
in
paranasal
sinii
The evaluation of the thread
injection principle
for
application
in the
paranasal
sinuses
was done in collaboration with the
Department
of
Otorhinolaryngology (ORL),
Univer
sity Flospital Tbingen1.
After
applying
the method of endonasal
ethmoidectomy by
Messerklinger (1987),
it was
suggested
to
replace
the
post-operative therapy
of
tampon
ing
with ointment coated rubber
linger
stalls as described
by
Wiltmann
( 1992) by
a novel
thread
injection system.
From a medical
point
of view the introduction of a thread
injection system
for the
treatment after sinus
surgery
seems to have several
improving points
in the fulfillment of
the clinical
requirements.
Still the
system
has to
prevent
the middle turbinate from touch
ing
the nasal
septum,
but a better and more dense
filling
of the
operated
ethmoid
cavity
with
tamponing
material is
probably possible,
as the form of the
injected
thread
tangle
is
not
prescribed
as with the rubber
finger
stalls. Because of the low thread
bending
stiff
ness the
tangle
is
thought
to be
adaptable
also to most
complex sites,
where conventional
tamponades
are
only
of limited success, because small concavities cannot be reached.
The
possibility
to include a
drug delivery system
for
tetracycline
and
hydrocortisone-
acetate into the
design
oi' the thread
injection system promises
to accelerate the wound
healing
and to
prolong
the intervals of
post-operative inspections. Finally
a low traumatic
explantation
of the
tamponade
is
expected by
the
application
of thread
injection,
as the
single
thread can be
pulled
out of the nose in a similar minimal invasive
way
as it was
1.
Acknowledgement:
Dr. Mauz, ORL,
University
of
Tubingen,
who was the clinical
partner
6. Clinical
application of
thread
injection
injected.
Conventional
tamponades
have to be drawn out as a whole and are connected
with recurrence of
bleeding
and with
great pain
for the
patient.
To
profit
from these
principal advantages
of thread
injection
several other
require
ments have to be
accomplished
with
comparable accuracy
as conventional methods of
wound
healing therapy.
For a clinical use in
endoscopic
and
microscopic paranasal
sur
gery
a
simple handling
of the thread
injection
device is of central
importance
for the sur
geon. Operating
in the ethmoidal cells
requires high
skill and concentration from the
surgeon
and should not be
complicated by
the
application
of the new thread
injection
process.
With a
functionally simple
device the
surgeon
can
fully
focus on an exact loca
tion of the
injected
thread
tangle.
Therefore, the
following
standards were
regarded
for
the
design
of a thread
injection
device for endonasal sinus
surgery:
compatibility
of the device to commercial
syringes
and cannulas
operation possible by
one or
maximally
two
persons
device
applicable
for
endoscopic
and
microscopic
sinus
surgery
compatibility
to
arbitrary pressure systems
for the
transport
fluid
sterilization
possible
for all
parts
of device
thread
velocity
around 2 m/s under minimal consume of
transport
fluid
control of thread
velocity by pressure
difference
automatic
threading
of the thread into the
injection
cannula
constant conditions
during
the whole thread
injection
thread
packages
storable under normal conditions
thread
packages ready
to use in
surgery
simple injection
of several thread
packages
in series
external diameter of cannula not
bigger
than 4 mm
length
of cannula around 150 mm
last 30 mm of cannula bent in a radius of env. 30 mm
stiffness of cannula
high enough
to allow an exact
position
cannula with olive
tip
at end
As mentioned above thread
injection
is considered for the treatment of
post-operative
wound
healing
in
paranasal
sinuses. From the literature review in the
foregoing chapter
and from discussions in the
collaborating
clinic several
thread-specific requirements
results, which have to be
regarded additionally during
the
development
of a
drug delivery
thread for the treatment after sinus
surgery.
Beside
mechanical,
pharmaceutical
and bio
logical properties
also economic and
producing
considerations have to be included addi
tionally:
flexural
strength
low for small
tangle loops
and
good cavity filling
mechanical
stability
for reliable
explantation
sustained release of
tetracycline during
the first 2
days
sustained release of
hydrocortisone
acetate
during
four to six weeks
post-operatively
coating
with cell adhesion
inhibiting properties
to enable
explantation
storable or
clinically producible
continuous
process
for thread
production
In this
study mainly
mechanical
aspects
of the thread
design
were
investigated
and used
for the
development
of the thread. Economic and
pharmaceutical problems,
were
only
treated
superficially
and no
biological experiments
were carried out. However, the
6. Clinical
application of
thread
injection
knowledge
about the mechanical
requirements
of the thread
injection system
and its fea
sibility
can serve as scaffold for future
pharmaceutical
and
biological
work on this new
principle
of minimal invasive
implantology.
6.3. The thread
injection
device
developed
for
applications
in the nose
6.3.1.
Conceptual
considerations for the
design
of the thread
injection
device
In the
foregoing
section the demand of
compatibility
of the thread
injection
device with
conventional clinical devices as
syringes
and cannulas was risen. This aim can be
achieved
by setting
a central unit between
syringe
and
cannula,
which contains the thread
in a
package
form and has two
couplings
for conventional
syringes
and cannulas. A fur
ther
requirement
is that an
arbitrary
thread volume can be
injected,
which means that
several thread
packages
should be
implantable
in series. At the same time the thread
Thread
cartridge
3
Pressure
generation
unit
Cartridge
holder
Injection
cannula
Figure
6.4: Basic
conceptfor
the
design of
a thread
injection system.
The central unit
forms
the so-called
cartridge
holder, where a
disposable cartridge containing
the
thread
package
can be inserted. Standard
couplings
should enable to connect
arbitrary injection
cannulas and
pressure generations systems.
package
is asked to be available
ready-made.
Therefore the central unit
preferably
is con
stituted of two
subunits, a
disposable
containment, which allows to store the thread
pack
age
in a
protected way,
and a second, reusable
part,
which has to
guarantee
the
coupling
towards
syringe
and cannula as well as the
sealing
of the
transport
fluid
against leakage.
This
concept
is illustrated
schematically
in
figure
6.4. The
disposable
unit with the thread
package
can be
designed
as a thread
cartridge enabling
with the
cartridge
holder the
application
of several thread
packages
in series.
This modular
configuration
allows the use of the thread
injection principle
in arbi
trary
medical
applications,
as the flow
parameters
are
adjustable
to the
specific require
ments. For instance,
cartridges
with different thread
types
can be
injected by different,
adapted transport
fluids and cannulas of
optimal length
and diameter can be used.
Further the
concept
of the
separate transport
fluid reservoir, as a
syringe
or a corre
sponding pressure
device
independent
from the thread
package,
does avoid the
problem
11 q
6. Clinical
application of
thread
injection
of
running
out of
transport
fluid. An
empty syringe
for
example
can
simply
be
decoupled
from the
device,
refilled with fluid and attached
again
to the
cartridge
holder, so that the
thread
injection
can be continued. Besides the
flexibility
the
reliability
of the device is
increased that
way.
6.3.2. Thread
injection
device for clinical
application
A first
prototype
is shown in
figure 6.5,
where the thread
cartridge
consist of a
disposable
polymer
chamber
containing
the thread
package. Through
a
threading
channel the thread
is lead out of the
cartridge
into the cannula. At the other end the thread
cartridge
is closed
Figure
6.5: Thread
injection
device with connected
injection
cannula and
syringe.
The
thread
cartridge containing
the
implant
thread is inserted
from
the back into the
cartridge
holder. When the breech is closed, a hollow thorn
perforates
the
thread
cartridge
and enables the
fluid
to stream
through
and
drag along
the
thread into the
injection
cannula.
with a
cap.
Before thread
injection
the
cartridge
is inserted into the
cartridge
holder from
the back. When the breech is closed
by
the lever
mechanism,
the thread
cartridge
is
per
forated at the
cap by
a hollow thorn and at the same time is sealed
against leakage
of
fluid. The
transport
fluid enters the
cartridge by
the hollow
thorn, dragging along
the
thread
through
the
injection
cannula. Luer-Lock
couplings
allow to connect a wide
range
of cannulas and catheters as well as
pressure generating systems,
as for instance a
6. Clinical
application of
thread
injection
syringe
in the
picture.
The
single
units of the thread
injection
device are
presented
in
detail in the
following
four sections.
The thread
cartridge
The thread
package type
used for the thread
cartridge
are the so-called bobbins,
which
delivered in
chapter
5
high
and
nearly
constant thread
velocity during injection.
The bob
bins for this
prototype
were winded with a
hydrophilic
cotton thread with the ditter
Ne 30/2 used
already
in
experiments
of
chapter
5.
In the
design
of the thread
cartridge,
which contains the
bobbin,
the resistance
forces
acting
in the thread were tried to be minimized. This was realized
by leading
the
fluid
through
the thread
cartridge, whereby
the fluid leaves the
cartridge
at the same exit
orifice as the thread and
supports
that
way
the thread
transport.
The constructive solution
Figure
6.6: Thread
cartridge
with bobbin
for one-way
usage.
The thread
draw-off
occurs
from
the inside
of
the bobbin in axial
direction, whereupon
the thread
passes
through
the
narrowing
channel to be threaded into the
injection
cannula. The
transport fluid
is thereby
flowing through
the
cartridge entering
at the
punctured
cap
at the backside
of
the
cartridge, passing
around and
through
the bobbin and
leaving
the
cartridge by
the
threading
channel
dragging along thereby
the
thread.
of this
principle
is shown in
figure
6.6. In the narrow exit channel the fluid is
accelerated,
so that shear and
pressure
forces
together provoke
an axial
transport
of the thread. This
axial
transport already
in the thread
cartridge
is needed to enable an automatic
threading
of the
implant
thread into the real
injection
cannula.
As the thread
cartridge
is conceived as a
disposable unit,
polymeric
materials
(polypropylene, polyethylene)
were considered. A Cr-Ni-sleel
pipe
was used for the last
narrow section of the
threading
channel. Its inner and outer diameters were 1.2 mm and
6. Clinical
application of
thread
injection
1.4 mm
respectively,
which resulted in a radius ratio of 0.25 for the cotton thread. The
detailed
procedure
of the thread
cartridge production
is described in
appendix
10.3.2.
With this
concept
the
preparation
of the thread
cartridges
has to occur before sur
gery,
as the
winding
of the bobbin as well as the
filling
of the
cartridge
and the
threading
of the thread into the
threading
channel are time
consuming. Flowever,
storage
of a
ready-made
thread
cartridge
with the bobbin in
dry
or wet state is
possible,
when an
additional
cap
is set also on the
threading
channel to
protect
the thread from outer influ
ences,
as mechanical forces,
drying,
dust or
germs.
If the thread material is stable
enough
the
ready-made
thread
cartridge
can be sterilized in one
step by y-ray
sterilization
(appendix
10.3.1).
Using
a
transparent
material as PP for the thread
cartridge
has the
advantage
that
the
surgeon
can see
during
thread
injection,
when the thread bobbin is drawn off to the
end, so that further
surgical procedures
can
already
be
prepared.
The
cartridge
holder
The
design
for the
cartridge
holder was
adapted
to the constructive solution of the thread
cartridge prototype.
As mentioned above the central function of this unit is to enable the
connection between the thread
cartridge
and
arbitrary syringes
at one side, and
arbitrary
cannulas at the other side. A reliable
scaling
is
required
at the
coupling
sites.
Figure
6.7
Lever mechanism
Figure
6.7: Constructional draw
ing of
the
cartridge
holder shown in
figure
6.5 with in serted
thread
cartridge
and
open
breech. The breech is closed with a lever mechanism
by it hat the thorn is
perforating
the
cap
of
the thread
cartridge.
The o-seal
prevents leakage of transportfluid.
The
threading
channel
of
the
cartridge
is
also sealed In an o-seal
aqamst fluid back-fhm from
the transition between
cartridge
and cannula. Luer-Loc k
couplings
allow the use
of arbitrary cannulas
and
syringes
or
pressure generating
sxstems.
shows the constructional solution found for the reusable
cartridge
holder built of a stain-
1 ~> i
6. Clinical
application of
thread
injection
less Cr-Ni-steel
alloy.
The thread
cartridge
introduced from the back into the device is
perforated by
the hollow thorn of the
breech, so that the
transport
fluid
coming
from the
pressure generating system
can flow
through
the
cartridge.
The
tip
of the thread
cartridge
is
thereby reaching
out of the front
coupling
exit to allow the
threading
into the
injection
cannula described below.
Lateral oval windows in the
cartridge
holder allow the
insight
into the thread car
tridge. By removing
the
empty
thread
cartridge
after
injection
and
inserting
a new full
one the
injection
of several thread
packages
in series is
possible
and an
arbitrary
thread
volume can be
implanted.
Injection
cannulas
The different cannulas and catheters with Luer-Lock
couplings
shown in
figure
6.8 were
used for thread
injection experiments
with the
presented
device. Their
geometrical
data
are
given
table 6.1.
Very
few cannulas could be used without modification for the thread
injection,
as automatic
threading
was often inhibited
by protrusive
shoulders,
edges
or
burs in the
coupling
section of the cannulas a) to
d)
in table 6.1.
Cannula
type
Pos. in
fig.
6.8
Inner diame
ter
1mm]
Outer diame
ter [mml
Length
[mm!
Radius ratio
with Ne 30/2
Transcutane
ous
a 0.5 0.8 54 0.6
ORL b 0.8
~)
85 0.375
ORL c 3 4 140 0.1
ORL d 1.5 2.5 140 0.2
Thread
injec
tion
prototype
e 0.8 1.2 150 0.375
Catheter f 1
-i
800 0.3
Table 6.1: Geometrical
properties of
cannulas: The radius ratio was calculated with
rfr
ence to the cotton thread used in the
experiments,
which had a ditter
of
Ne 30/2
corresponding
to a diameter
of
0.29 mm.
Subsequently,
a smooth transition from the
coupling part
of the cannula to the intrinsic
injection cannula, as it is
designed
in
figure
6.10 for the
optimized
thread
injection
can
nula
(table
6.1
e),
is essential for a reliable
start-up phase
of thread
injection.
That
way,
no obstacles
hamper
the thread
coming
from
threading
channel of the thread
cartridge
in
his axial motion.
However, besides
protruding edges
also cross-sectional
enlargements
in flow direc
tion should be avoided, as in such sections the fluid is slowed down and the thread tends
to form
loops
and small
obstructing tangles.
This was observed to occur in ORL cannulas
(fig.
6.8
d)
in the
coupling
section as well as in the intrinsic
pipe
section, which had a
larger
diameter than the
threading
channel of the thread
cartridge
in that case. In addi
tion, at
very
low radius ratios, as
y
= 0.1 in
figure
6.9. and m situations of elevated
resistance the thread can obstruct the
pipe
m cork-screw-like
tangle
form.
6. Clinical
aprplication of
thread
injection
Figure
6.8: Medical cannulas with Luer-Lock. Beside variations in
length
and diameter the
cannulas
differ from
each other in
particular
in the internal
design of
the
coupling,
a) Transcutaneous cannula, b.c.d) Commercially available ORL
cannulas
for
suction and ointment
injection, e)
Thread
injection
cannula
prototype optimized for
the
presented
device
f)
Polymer catheter.
Figure
6.9: Cork-screw-like
blockage
by the thread in
pipe
sections
of
increased resistance.
Small radius ratios (here
y
= 0.1 ) with a wide
gap
between thread and
pipe
wall allow the thread to
tangle
inside the
pipe.
This indicates that for the
design
of a reliable thread
injection
device it is
indispensable,
that the radius ratio of the annular flow cross-section has to increase in the direction of
the flow. Cannulas with radius ratios smaller than the radius ratio of the
threading
chan
nel,
in this case 0.25, are therefore not recommendable.
According
to these conclusions, no reliable thread
injection
could be achieved with
ORL cannulas
(fig.
6.8
d)
with a radius ratio of 0.2, even
though
a smooth transition
existed in the
coupling
section. In addition to the draw-back of thread
injection
reliabil
ity,
small radius ratios have also a
high
consume of
transport
fluid,
which as a conse-
6. Clinical
application of
thread
injection
quence
reduces the
injection efficiency
as shown in
chapter
5. Therefore radius ratios
smaller than 0.3 should be avoided.
Based on these
experiences
and conclusions an
optimized
cannula was manufac
tured
(fig.
6.8
e).
wherefrom the
coupling
section with the Luer-Lock cone is drawn in
detail in
figure
6.10. The
threading
channel of the thread
cartridge
reaches into a
cylin
drical drill of
slightly bigger
diameter. This
cylindrical
drill
proceeds
into a
narrowing
conical drill with a small
angel,
which extends into the
injection
cannula. The
length
of
the
injection
cannula was 15 cm and its inner diameter 0.8 mm, which
corresponds
to a
radius ratio of 0.375.
Using
such a
cannula, threading
was found to be reliable and thread
blockage
in the flow channel could be
completely
eliminated.
Male Luer-Lock
coupling
of
cartridge
holder
\
Threading
channel
of thread
cartridge
\
Female Luer-Lock
coupling
of
injection
cannula
Figure
6.10: The transition
from
the exit
of
the thread
cartridge
to the connected cannula has
to occur
smoothly
and
any
dead
space
should be avoided to
prevent
back
flow'
and
eddies,
Syringes
or other
pressure systems
When
choosing syringes
or
equivalent pressure systems
for the
application
with the
thread
injection
device the
only requirement
to be
regarded
is that this unit have Luer-
Lock
couplings.
However,
thread
injection
is
strongly
influenced
by
this
unit, as the
pressure
differ
ence over the
injection
cannula is a central
parameter
for the control of the thread veloc
ity (chapter
5)
and is determinant for the
surgical flexibility
of the thread
injection
device.
Experiments showed,
that a wide
pressure range up
to 10 bar can be covered
by
manually operated syringes (appendix 10.3.3).
The
highest pressures
are achieved with
syringes
of small fluid volumes. For the clinical
experiments
in the nasal cavities a
syringe
with a volume of 30 ml was used, which enabled maximum
pressure
differences
up
to 2
bar, so that thread
velocity
and mass flow could be
adjusted
in a wide
range.
Regardless
of the choice of
syringe
the manual
pressure generation
should not
impede
the freedom of action of the
surgeon
at the
operation
site. An axial
configuration
6. Clinical
application of
thread
injection
with the
syringe
set
directly
behind the thread
cartridge,
as illustrated in
figure 6.5, was
found to be difficult for a reliable
handling.
To avoid such draw-back the connection of the
syringe
with the
cartridge
holder
was realized in a second
approach by
a
long
flexible lube. The
cartridge
holder with the
injection
cannula can then be moved
practically independent
of the
syringe.
If addition
ally
the
syringe
is
operated by
an assistant, the
surgeon
has one hand free for a further
instrument, as an
endoscope
for instance, and can concentrate on the exact
position
of the
cannula
tip
at the site of
implantation.
6.3.3. Discussion of the constructive solution of the thread
injection
device
The modular
concept
of the
presented
thread
injection
device enables a flexible
applica
tion in
arbitrary
clinical fields.
Besides the choice of
optimal
cannulas and
transport
fluids the thread
cartridge
can
be loaded for instance with different thread
types.
However, appropriate
winded bobbins
of monofilament threads have not been realized
yet,
as the
stability
of the
package
as
well as thread distortion
during
axial draw-off are difficult to control.
The
presented
constructive solution of the thread
cartridge
with a steel
threading
channel and a
polymer
bobbin chamber could be
produced simpler
and
cheaper by
a
injection
mold
process.
A
great potential
of
optimization
exists also for the
cartridge
holder.
Especially,
a reduction in
weight
could
improve
the clinical
handling.
The use of a cannula
optimized
for the
specific application
is recommended from
the
beginning
of the
development
of a new thread
injection device, as conventional can
nulas are
only
reliable with
costly
modified
coupling
sections
Syringes,
on the other
hand, are
applicable
as
they
are
commercially
available,
if
they
have a Luer-Lock
coupling.
Also
arbitrary
automatic
pressure generating systems,
as
pumps
or
rinsing
devices, could be connected to the device. This could be of advan
tage especially
in
cases,
where
high pressure
differences are demanded,
which can not be
brought up manually.
Such
pressure generator
devices combined with a foot
pedal
would
allow the
surgeon
to control the thread
velocity
without
scarifying
one hand for
pressure
generation.
6.4.
Injection
and
explantation experiments
in a
paranasal cavity
model
6.4.1. The model for the nasal cavities
To evaluate the
feasibility
of the thread
injection prototype designed
for the
application
in the
nose, a model of the anatomic situation was
developed.
In that model visual obser
vations on the formation of the thread
tangle during injection
in a
cavity
was
possible.
The
explantability
of the thread
implant
is a second
important property,
which could be
simulated
by
the model. In addition the model can be used also as
training object
for
clinical
applications.
The
geometrical
and mechanical
properties
in the human nose were
approximated
by moulding
the model of silicone rubber
(Wacker Silicone, Silicone Rubber RTV-ME
1 Is
6. Clinical
application of
thread
injection
622). The
resulting
disk of about 3 cm thickness was then
clamped
between two trans
parent perspex plates (fig. 6.11).
Figure
6.11: Silicone model
of
the nasal and
paranasal
cavities with introduced ORL
cannula,
a)
Frontal view
erf
the nasal
cavity
with the three turbinates,
b)
Back
side
of
a first
model with access to
paranasal cavity through
a narrow
orifice
as
the
frontal or the
maxillary
recess. The
mobility of
the cannula was
very
restricted,
c)
Back side
of
a second model with xvide access
by
the cleared area
of
the ethmoidal cells
allowing
to move the cannula
along
a
gap.
Paranasal
sinuses,
as ethmoidal cells or the
maxillary
or frontal
sinus, were included in a
first version
only by
an oval
cavity (fig.
6.11 b. detail
flg. 6.13).
The narrow access from
the main nasal
cavity
was realized in the model under the middle turbinate, where the
main
part
of the
connecting passages
to
paranasal
sinuses
departs
in the anatomical situ
ation. The
passage
in the model had a diameter of 2 mm and a
length
of 8 mm.
In a second model the situation after sinus
surgery
was considered, where in cra
nial direction a wide
gap
was
opening
below the middle
turbinate, representing
the
cleared ethmoid
space (fig.
6.11 c).
According
to
collaborating surgeons,
the silicone modeled nasal
cavity
has
compa
rable flexural
properties
as found in clinic
operations
and therefore allows to make com
parable
mechanical
experiments
with the thread
injection
device.
6.4.2.
Experimental procedures
for thread
injection
and
explantation
in the
paranasal cavity
model
For the thread
injection
and
cxplantation experiments
the model of the nasal cavities was
kept
in a
standing position
with the nostril orifice
looking upwards
as illustrated in
figure
6.11. This
corresponds
to the
slightly
backwards leaned
position
of the head dur
ing
sinus
surgery.
Thread
injection
was
applied
with a thread
cartridge containing
a bob
bin of a
hydrophil
ic cotton thread. The thread ditter was Ne 30/2 and the thread diameter
i if.
6. Clinical
application of
thread
injection
0.29 mm. A 30 ml
syringe
was
applied
to
inject
the
transport
fluid,
water at room
temper
ature in this case.
In the first
injection series,
which had a more
preliminary
character, the
rigid
ORL
cannula shown in
figure
6.8
d)
was used, resulting
under these conditions in a radius ratio
of 0.2. The end of the cannula was
rigged
with an olive
tip
for low-traumatic
handling
in
the nasal cavities.
The results of the second measurement series, which were focused on the determi
nation of the
explantation
force
acting
on the
thread, were achieved
by
an increased
radius ratio of 0.375 with an
optimized
cannula
(fig.
6.8
e,
tab.
6.1). Thereby,
wet and
dried as well as
loosely injected
and
compressed
thread
tangles
were
investigated.
jllj hi
Upper
traverse
sledge
Lower traverse
sledge
Figure
6.12: Tensile
testing
device
((Zwick Universalpriifmaschine, Typ 1456/0)
used to
measure the resistance
force
to thread
explantation from
the nose model. The
model
of
the nasal cavities was
clamped
on the traverse
sledge,
the manual
thread
draw-off
occurred vertically,
whereby
the thread was led in a 180
angle
over a roll connected to the load cell.
Before
beginning
a thread
injection,
the
cartridge
was filled with the
transport
fluid and
the thread was threaded into the cannula
by
a short
application
of
high pressure.
The
ejected
thread was then cut off at the
tip
of the cannula. Thereafter the cannula was lead
through
the nostril orifice of the model to the
target cavity,
where the thread could be
injected.
The last 50-60 cm of the thread vvere not
injected
to enable a later
explantation
by
the thread end
remaining
outside the model.
The thread draw-off was done
by
hand to
get
conditions as
comparable
as
possible
to the clinical
application,
where
explantation
of the
tamponades
is
previewed
to be
6. Clinical
application of
thread
injection
accomplished by
the
patient
himself. Therefore the thread was
pulled
off from the
tangle
in the model
upwards
in vertical direction, with a draw-off
velocity
around 0.5 m/s.
Thereby, alternatively
the
right
and the left hand was used, changing
hands about
every
second.
To
investigate
the resistance to thread
explantation
the model was combined with a
force
measuring system,
which contained a load cell for forces
up
to 100 N. The
experi
mental
set-up
is illustrated in
figure
6.12.
6.4.3. Results of the thread
injection
and
explantation experiments
in the
paranasal
sinus model
Basic observations
of loosely injected tangles
A
sequence
of thread
injection
and
following explantation
is illustrated in
figure
6.13. In
the first
picture a)
the
tip
of the ORL cannula is seen
reaching
into the
cavity through
the
narrow orifice. At the
beginning
of the thread
injection
the thread
appears
to
arrange
itself in front of the cannula exit in a cork-screw-like
tangle
form. Unless the
tangle
does
not
collapse
or fall aside
by
the fluid stream or
by gravity,
it
grows
until it reaches the
tip
of the cannula and blocks the further
output
of thread. In this
experiment
the
injection
then could
only
be continued, when the
tangle
had shifted downwards to the
cavity
bot
tom
by
the fluid stream and
by gravity.
That
way
the
cavity
could be filled with a loose
tangle
structure
(fig.
6. f 3
b),
where several
tangle
subumts can be
recognized.
As the
transport
fluid could not drain off, the
cavity
was also filled with fluid. The amount of
transport
fluid was
large compared
to the
injected
thread
length corresponding
to a low
efficiency
at this small radius ratio of 0.2.
Explantation
is illustrated in
figure
6.13 c).
where the
upper part
of the
tangle
is
already explanted.
The thread
appears
to be drawn off from the
tangle
in
practically
reversed order of the
injection,
as the
tangle
subunits at the bottom of the
cavity
are
hardly
affected
by
the
explanation.
In
picture
d) the last
sequence
of
explantation
is
seen,
where the last bit of thread is
pulled
out
through
the orifice.
Occasionally, neighboring loops
attached to the drawn-off thread and that
way big
ger parts
of the
tangle
were
pulled
out
through
the narrow orifice. This coincided with a
remarkable increase of the force
necessary
for manual thread
explantation.
Results
of optimized
thread
injection
and
explantation from different tangle types
The thread
injection system
was
optimized
for the further
experiments by choosing
a
cannula with smaller inner diameter and
adjusted coupling
section
(fig.
6.8
e).
The
increased radius ratio of 0.375 delivered a
higher injection efficiency,
so that the fluid
consume was reduced. In addition, the
injection reliability
was increased that
way.
Thread
blockage
occurred
only
when the
pipe
exit was obstructed.
In the first series of thread
explantation
force measurements the thread was
injected
into the nasal model with the narrow access channel
(fig.
6.il
b).
Two different cases
were concerned for
explantation:
thread draw-off from wet and from dried
tangles.
In the
wet case the
transport
fluid was drained off after the thread
injection
and thread
explanta-
tion was
performed immediately
thereafter. In the second case the
transport
fluid was
6. Clinical
application of
thread
injection
Figure
6.13: Thread
injection
and
explantation
in the model
of
a
paranasal cavity.
The thread
is laid down in
front of
the cannula exit
(a). During
the
injection
the
cavity
is
filled
with thread material and
transport fluid (b).
For
non-degradable
tamponades
the need
for explantation may emerge.
This can be realized in a low
traumatic
wayfor
the
patient. Figures c)
and d
)
illustrate how the
thread,
beginning
at one end, is drawn out
of
the
cavity through
the narrow
orifice,
leaving
back
only
the
transport fluid
drained off
too,
but in addition the
tangle
was dried
by putting
the whole model into a
vacuum drier for 15 minutes.
Typical
results of the wet and the
dry explantation experiments
are shown in the
diagrams
of
figure
6.14.
During
thread
explantations
from wet
tangles,
the resistance
force was found to reach
rarely
values above 0.1 N
(fig.
6. f4
a).
If
additionally neighbor
ing
thread
loops
were
pulled
out
together
with the
thread,
resistance
peaks appeared
dur
ing
this
phases
of
explantation (fig.
6.14
b),
which were
up
to ten times
larger
than the
draw-off force of the
single
thread. Dried and rewetted
tangles
showed no
significant
change
in
explantation
behavior. Dried
tangles
on the other hand were found to cause
permanently high peaks
of resistance force
during
thread
explantation (fig.
6.f4
d),
which
lay
two
magnitudes
above the mean draw-off force from wet
tangles.
This consid
erable increase was
probably
effected
by
the
dry
friction due to the absence of the lubri
cating
fluid. That
way laterally protruding
cotton fibers of
neighboring
thread
loops
remained hooked into each other
up
to
higher acting
tensile forces and caused more often
dragging along
of whole
parts
of the
tangle.
The
highest
forces in
figure
6.f4
d)
are
6. Clinical
application of
thread
injection
0.8
*-'
c
no
oB
*-
c
CD CO
x
S<D
.<2"0
coed
CD CD
0C
0.2
0.6 -
0.4
wet
tangle
[ 0.8,
a
J
wet
tangle
0.6 - withdrawn thread
loops
^fc^uiVWK.WMV^^M%^^w<>'
1 0 20 30
t[s]
40
0.4
0.2-
5 0 0 10 2 0 3 0 4 0 5 0
t[s]
2
'8
o-'
*-
c
cdo
21
0.6
*-c
Q CO
it
'4
.2tj
W CO
CD CD
CC 0.2
tangle
dried and rewetted
W.K'
Ju
.
10
tfsl
20 30 40 50
6
4
-
dried
tangle
'1
1 o 20 30
t[s]
j&_
40 50
Figure
6.14: Resistance
force acting
on the thread
during
manual
explantation from tangles
in a
paranasal
sinus model,
a) Wetting
bv water.
b,c)
Nevertheless marked
resistance
peaks appeared
when
neighboring tangle parts
were
dragged along
with the
single
thread, d) Dry
tangle
showed
considerably higher explantation
resistance
resulting
in
frequent
thread break.
found around 5
N,
which is close to the tensile
strength
of the cotton thread found to be
7.91.4 N
(see appendix
10.3.1).
Accordingly,
in other
explantation
measurements on
dried
tangles
thread break was observed.
Mostly
this
occurred,
when the
dragged along
part
of
tangle
was too
big
to
pass
the access channel and was stuck in the exit orifice of
the
cavity.
In these first
experiments
on
explantation
resistance
only very
loose thread
tangles
could be
investigated,
as
by
the narrow access channel in that nasal model the
tangle
structure could
hardly
be influenced with a movement of the cannula
tip.
Therefore in the
further
experimental
series on thread
explantation
force the second nasal
cavity
model
(fig.
6.11
c)
with a
long gap
under the middle turbinate was used to
investigate
differ
ences in
explanation
between
loosely injected tangles
and
compressed tangles.
The loose
tangles
vvere obtained
by
two different
injection
methods. In a first
method
single tangle
subunits vvere
injected
one on the
top
of
another, proceeding
from
the bottom of the
cavity upwards
in the direction of the nostril orifice. This resulted in a
horizontally
bedded structure of the
tangle (fig.
6.15
a).
The second method was to
inject
6 Chine al
application of
thread
injection
Figure
6 15
Different tanqh s in the same cax itx mock I
of
the chared ethmoid
space
Die
tangles correspond
to the thread amount
of
one thread
cartridge a)
The
tangle
was injected
loose l\
proceeding from
the bottom to the
upper part of
the cax its
b) Tangle
wluc h was
compressed
b\ the cannula
tip
to the bottom
of
the cax itv
the thiead m the middle section of the
cavity
and then to fill
up
the fiee
spaces
between
and aiound the fust
tangle,
so that a mote chaotic sttuctuie of the
tangle appeated
In the same
way
the
compiessed tangles
weie
applied,
with the
only
diffeience that
between the thiead
injection sequences
the loose
tangles
weie
pushed
down with the can
nula
lip
to the bottom of the
cavity Again,
eithei
honzontally
bedded oi athei chaotic
stiuctuics weie obtained foi the
compiessed tangles
The
compiessed tangles
had about
half the volume oi the loose
tangles (fig
6 15
b)
Some
lepiesentative
icsults of diaw-off lesistance aie
mapped
in the
diagiams
of
figuie
6 16 The loose,
honzontally
bedded
tangles
weie found to have
veiy
low lesis
tance foices aiound 0 01 N
(fig
6 16 a)
It the
tangle
was built
up
m the andom
way,
slightly
incieased
peaks
weie
legisteied
foi
smgle-thiead explantation (fig
6 16 b) On
the othei
hand,
with both methods of
tangle build-up
sometimes consideiable
paits
of the
tangle
weie
pulled
out
together
with the thtead and caused tiansient elevated diaw-off
foices Howevei the nsk ot thtead bieak is
negligible
at these low lesistance
peaks
Theiefoie,
lot
piactical
use, the diaw-ott lesistance tiom
loosely injected tangles
can be
consideied as not to
depend
on the
build-up
method ot the
tangle dunng
thiead
injection
The
compiession
ot
loosely
honzontallv bedded
tangles by
the
tip
of the cannula
bi
ought only
a small mciease ot diaw-otf lesistance
(fig
6 16 c)
Only
the occuuence
and
intensity
of small and
tegulai peaks
seemed to have incieased On the othei hand,
landomly injected tangles,
which weie
compiessed by
the cannula
tip
afteiwaids.
showed an incieased occuiience ot
diagged along tangle patts
with elevated lesistance
dunng explantation (hg
6 16
d)
Subsequentiv,
in conti ast to
loosely injected tangles,
the
6. Clinical
application of
thread
injection
Z
O1'
*-
c
CDO
OS
oB
*-
a
CD CO
OQ.
x
.JS
CD
Wx3
W CO
CD CD
0.15
0.1
0.05
loose
tangle
horizontally
bedded
fT"1- 10~ 2cT 30 40
t
ts]
0.15r
o.r
0.05^
loose
tangle
randomly injected
^Im
50 60 10 20 30
t[s]
40 50 60
_
o 15
o--'
*-
c
CDO
US
CD CO
.cL
|S
Sra
S2 0.05
CC?=
compressed tangle
-
horizontally
bedded
0.1
0
0 10
I Ml W
\lyJlit
20 30
t
rs]
0.15-
compressed tangle
randomly injected
0.1
0 05-
Mm
m
Sk
40 50 60 0 10 20 30
tfsl
40
111
50 60
Figure
6.16: Resistance
force acting
on the thread
during
manual wet
explantation from
a
paranasal
sinus model w ith w idc access orifice.
No
significant difference
m
explantation
resistance is observed betw een loose and
compressed tangles.
explantation
force of
compressed
thread
implants
seems to
depend
on the
way,
how the
tangle
is built
up during injection.
In contrast to the first
experimental
series where the thread was drawn-off
through
a narrow orifice, here
during explantation through
a
long gap
the maximum
peaks
reached
only
about 30% of the values found in the measurements of
figure
6.14. In cavi
ties with access channels of
bigger
cross-section, as
they
exist often after sinus
surgery,
lower draw-off resistances can be
expected, subsequently.
Summarizing,
the differences of draw-off resistance of loose and
compressed
tan
gles
are
negligible compared
to the
reducing
effect of a
lubricating
fluid.
Additionally,
the observed maximum
explantation
forces of wet, loose and
compressed
thread
tangles
are not relevant to mechanical thread
explantation,
as
they
are far below the thread tensile
strength
of 7.9 N.
6. Clinical
application of
thread
injection
6.4.4. Discussion and conclusions
As
predicted by
the
foregoing
theoretical
investigations
on thread
injection,
best results
for
high injection efficiency
and
high
thread
velocity
in endonasal
applications
are found
at
large
radius ratios.
Thereby,
for multifilaments a radius ratio of 0.375 can be
regarded
already
as a
high
value.
The
developed
model of the nasal and
paranasal
cavities allowed a
satisfying
observation of the thread
injection
into these cavities as well as the
following
thread
explantation.
From this visual
investigations
it has to be concluded that the
injection
of a
thread of a certain
length
into a
body cavity
can not be
regarded
as a continuous
process
but it exists of several
injection periods.
The number of these thread
injection periods
depends
on the
length
of the
injected
thread and on the dimensions and form of the cav
ity.
That
way
the thread
tangle
in the
body cavity
is built
up by
several subunits,
which
have an influence on the later characteristics of
explantability.
From the mechanical
point
of view the force
acting
on the thread is the most
important
value
during explantation.
The
significantly higher
resistance force at
explan
tation from
dry tangles compared
to wet
tangles
shows, how
important
it
is,
that the
thread is lubricated
by
a fluid so that it does not
hang
or adhere to
neighboring
thread
sections.
Additionally,
the
overgrowth
of the
tangle by
cells or the existence of a blood
clot inside the
tangle
can be
imagined
to make a minimal invasive
explantation by single
thread draw-off
impossible.
In the
design
of clinical threads this
requirement
for the
thread surface material has to be
regarded seriously. Further,
the tensile
strength
of the
thread must be
high enough,
to avoid thread break.
In the second
experimental
series loose and
compressed tangles
were
compared
and found not to differ
significantly
in their
explantation
force. This allows the
surgeon
to
apply during surgery
the
required density
of thread
material,
without
changing
thread
type
or thread
injection
device. For
tamponing purposes
after sinus
surgery mostly
dens
tangles
will be
required,
as
they
also have to
prevent
the middle turbinate from
switching
laterally.
In that case the
surgeon
should
proceed by injecting
the thread one
layer
above
the other from the back-most cleared ethmoidal cells towards the widened access under
the middle turbinate. Withdrawn
parts
of the
tangle during explantation
can
mostly
be
avoided that
way,
which will
probably
also result in less
pain
for the
patient.
In these
investigations only
a multifilament cotton thread was
regarded.
Other
thread
types, especially
monofilament threads
probably
show different
explantation
behavior,
which could be studied in future on this model of the nasal cavities too.
However, this model simulates
only
the
geometrical
and mechanical
properties
in
the nasal cavities. Other
biological
factors, which could influence thread
explantation,
as
the friction between the mucus and the thread,
sharp
bone
edges
of
remaining
walls of
ethmoidal cells or blood clots, can not be
regarded
with this model.
Experiments
on ani
mal or human models have to be carried out to regard these biological influences.
6.5. Thread
injection
and
explantation procedures
in human cadavers
During surgery
there exist
many complicating
factors, as for instance
handling
with
gloves
or limited
space
around the
surgical
table, which cannot be
regarded by
an artifi
cial model. Therefore, at the ORL
Department
of the
University Hospital
in
Tbingen,
6. Clinical
apiplication of
thread
injection
complete
sinus
surgery
and
following
thread
injection
with the
presented
device was
planned
and carried out in male human sculls.
For these clinical
investigations
on thread
injection again
the
hydrophilic
cotton
thread with a cutter of Ne 30/2 was winded in bobbin form and inserted into the thread
cartridge.
Different cannulas were chosen for the clinical trials. In the first two
experiments
unmodified, commercially
available ORL cannulas were used
(fig.
6.8
b,d).
With the first
rigid
cannula with a bent
tip
thread
injection
into the cleared ethmoid
space
was
per
formed. In addition, also a shorter and thinner ORL cannula was
applied.
It could be bent
by
hand and that
way
had the
advantage
to be
adaptable
to more
complicate
sites of
thread
injection,
as the
maxillary
sinus. A solution of 10% PEG in water was used as
transport
fluid to reduce the too
high
thread velocities at these low radius ratios, when
water was
applied.
In the third
experimental
series the thread
injection
device was combined with an
optimized
cannula shown in
figure
6.8 e).
Water was used as
transport
fluid for those
clinical trials.
Figure
6.1/:
Endoscopic procedure for
thread
injection m a
formalin
conserved human skull,
a)
Transnasal ethmoidectonn with video
support, b) Subsequent
thread
injection
into the
operated
cavities.
Positioning of
the
injection
cannula inside the sinus
was
performed
bv the
surgeon,
a
surgical
assistant
injected
the
propelling
transport fluid on command.
The formalin conserved scull was
placed
and fixed at the
beginning
of the
surgery
in a
special plastic
bowl. The
surgeon operated
from a caudal
position
in front of the scull. In
a first
step
the ethmoidal cells were cleared
according
to the method of
Messerklinger
(1987)
and the access to the
maxillary
sinus was
expanded.
As seen in
figure
6.17
a),
an
endoscopic
video camera was set on the
endoscope,
so that the
surgeon
could
proceed by
watching
the screen on the
opposite
side of the
surgical
table. In a second
step
thread
injection
was realized under visual control,
whereby
the
endoscope
and the
injection
can
nula were inserted to the
surgical
site at the same time. The
injection
of the
transport
fluid was done
by
a
surgical
assistant with a 30 ml
syringe
connected with a 40 cm tube
to the
cartridge
holder
(fig.
6.17 b). That
way,
the
surgeon
could
position
with one hand
the
endoscope
for
optimal sight
and with the other hand the
injection
cannula. The trans
port
fluid was
only
removed from the
cavity,
if it inhibited the
sight by
the
endoscope.
A
6. Clinical
application of
thread
injection
suction catheter was
applied
for this
purpose.
The last end of the thread was not
injected
into the nasal
cavity
to enable a
subsequent explantation
of the thread. The manual
explantation
occurred in the same
way
as in the
experiments
with the artificial model of
the nasal cavities,
where the thread was drawn off
manually.
6.5.1. Results of thread
injection
and
explantation
in human cadavers
The modular
concept
of the thread
injection
device found
general approval by
the sur
geon.
In
particular,
the
simple handling
of the instrument allowed,
that all
operations
could be carried out
by
the
surgeon
himself
only
after a short introduction to the device
manipulations.
The first series of thread
injection
into the cleared ethmoid
space
were
applicable
in a similar bedded
way
as done
already
in the artificial model of the nasal cavities. As
can be seen in
figure
6.18
a), initially
the
tangle
was
injected
at the rear-most bottom of
the
cavity, directly
beside the thin bone
layer separating
the ethmoid
space
from the
brain. The
tangle
was built
up
to the
tip
of the cannula
during
thread
injection.
The thread
injection
was
interrupted
then and after
withdrawing
the cannula could be continued to
fill the
cavity continuously
with thread.
Figure
6.18 b) shows the
prosecution
of the
injection process,
where the cannula was
dragged along
towards the exit of the ethmoid
space
under the middle turbinate. The
cavity
was filled
during
this
injection phase
with a
loose
tangle.
To
get
a
higher
thread
density
the
tangle
was then
pushed
back with the can
nula to the bottom of the
cavity,
which is illustrated in
figure
6,i8
c).
With this method
the
tangle
could be stuffed also into
parts
of the
cavity,
which could not be reached
by
direct thread
injection.
An exact
position
of the thread
tangle
was often not
possible
as
the
mobility
of the cannula was sometimes restricted due to the
complex
access to the
site of
tamponing. Subsequently,
the
compression
of the
tangle by
the cannula
tip
can be
considered as an
important
factor for the
complete filling
of the
complex
nasal cavities.
However, the first clinical thread
injection
trials with the
long
ORL-cannula
(fig.
6.8 d) often
produced
thread
blockage
inside the
pipe
due to the
big
inner diameter
and a low radius ratio of
only
0.2. In addition, a
great
amount of
transport
fluid was nec
essary
for the
injection,
which came
along
with often
refilling
of the
pressure generating
syringe.
The
explantation
of the thread after the
injection
on the other hand did not
pose any
problems,
even if
protruding sharp edges
of cleared ethmoidal cells existed in the tam-
ponaded cavity.
An
illustrating example
is shown in
figure
6.18
d),
where the
tangle
is
seen at the bottom of the cleared ethmoid
space.
The
single
thread was
manually pulled
off and like in the artificial model the
dragging along
of
bigger parts
of the
tangle
was
observed, but because of the wide access to the
cavity
no
considerably
increased resis
tance forces have
developed. Additionally,
the
explantation
occurred
always
under wet
conditions, which favored
already
in the in vitro
experiments
with the nasal
cavity
model
low
explantation
resistances.
The trials with the second unmodified ORL cannula with smaller diameter and
length
(fig.
6.16
b)
were carried out in the
maxillary
sinus as the cannula was shorter and could
be bent
manually
to reach in an
appropriate way
the
cavity.
A
sequence
of thread
injec
tion and
subsequent explantation
is seen in
figure
6.19. The first
picture (fig.
6.19
a)
shows a view
through
the
expanded maxillary
recess
during
the initial
injection
of the
1 5^
6 Clinical
application of
thread
injection
Figure
6 18 Thread
injection post
mortem into the c harcd ethmoidal
space
a) Running
thiead
injection
in the start
phase
whcie the initial
tangle
is formed
at the
bottom
of
the c a\ it\ b) B\
pulling
back the e annula the cavity is
filled
with a
loose thread
tangle
c )
Hit
tangle is
compressed
bv
pushing
it back to the bottom
of
the ca\ itx b\ the
tip of
the cannula
d)
I cm -traumatic
explantation of
the
thiead
tangle
bx draw
off of
the
single
thread
(arrow)
thiead at the bottom ot the
maxillaiy
sinus In the
Jollowing picture (fig
6 19
b)
the tan
gle
has been built
up
bv a lateial motion of the cannula towaids the lens of the
optic
With the same thiead a second
patt
of
tangle
is built
up
m
figuie
6 19
c), just injected
behind the first
tangle
A
compiession
ot the loose
tangle
was not
peifotmed by
the sui-
geon
m this case
Dunng
the
explantation
the thiead was
pulled
out of the
cavity thiough
the
expanded maxillaiy
lecess As can be seen m
figuie
6 19
d), the hist
injected tangle
part
was not
diagged along by
the
cuneiitly
explained
thiead section
pulled
off from the
tangle pait
in the back
Again
the diaw-off occuned m a moie oi less eversed oidei of
6 Clinical
application of
thread
injection
Figure
6 19 Thiead
injection post-mortem
into the maxillary sinus with
expanded
recessus.
a)
Initial
phase of
thiead
injection
at the bottom
of
the sinus b)
The thread
tangle
is built
up
tow aids the sinus entrance c) Not
thread-filled cavity
sections
can be
tamponaded
late r an additional
tangle par
t is set behind the
tangle
in the
front d) Lox\ -traumatic
explantation of
the thiead
tangle
by
draw-offof
the
single
thiead
(aiiow )
the
tangle
formation
dunng injection
Withdiawn
tangle parts
did not inhibit the
explan
tation under these wet conditions The
bending
of the cannula
thereby
did not seem to
influence the thread
injection
Even m an exti erne case, wdiere the cannula was bent in an
angle
of f
20, the
injection
of the thiead was not inhibited This shows, that the form ot
the
injection
cannula in axial direction can
practically
be chosen
aibitranly
and is
adapt
able to the most different medical
applications
The increase of the radius ratio in these second
experiments
to a value of
0.375,
compared
to 0.2 for the first ORL cannula
(tab.
6
1),
lesulted m a substantial decrease m
6. Clinical
application of
thread
injection
Figure
6.20: Thread
explantation from
the
frontal sums. A dense
tangle
could be
injected
bv
the cannula w ith a radius ratio
of
0.3/5.
mass flow of the
transport
fluid. A
syringe
volume of 30 ml
mostly
was sufficient for the
injection
of a whole thread bobbin. However,
reliability
was not
satisfying
for both ORL
cannulas and thread
blockage appeared
often.
In the third
experimental
series with the
optimized
cannula for thread
injection compara
ble
findings
resulted.
However, the
reliability
was
very high
due to a
large
radius ratio of
0.375
(fig.
6.8
e)
and an ideal transition section in the
coupling
from the
threading
chan
nel of the thread
cartridge
to the
injection
cannula
(fig. 6.10). Injection efficiency
was
high,
so that a 30
ml-syringe
was
always
sufficient to
inject
a whole bobbin. With this
long
cannula also the frontal sinus could be reached and thread
injection
was successful
there too
(fig. 6.20). Explantation
under wet conditions could be realized without com
plications,
even if several thread
packages
were
injected
in series into the same
cavity.
In
that case the
single
threads
simply
had to be
pulled
off in the reversed order of
injection.
For clinical
application
this means that the thread ends of several
injected
thread
pack
ages
have to be marked, so that
they
can be
distinguished
for a reliable
explantation.
The manual
explantation
of the thread
tangle by
draw-off of the
single
thread was
generally
successful, however, the
procedure
took about one minute to be
completed.
Compared
to the
jerky
removal of conventional nasal
tamponades
and rubber
finger
stalls
this is a
long
time
period.
The
question
arises, if a short,
strong pain
is not less
unpleas
ant for the
patient
than a
slight pain enduring
for a whole minute. The
pain
could also be
a function of the thread
explantation velocity.
Future in vivo clinical studies are neces
sary
to
optimize
the
explantation procedure
in this
regard.
Generally, using
cannulas with Luer-Lock
coupling guarantees
a reliable connec
tion between
coupling
and cannula. But sometimes the cannula was
decoupled during
the
injection procedure
from the
cartridge
holder due to torsional forces
acting
in the
open
ing
direction of the
coupling
mechanism. A safer connection between cannula and car
tridge
holder could be achieved
using
on the
cartridge
holder instead of the male Luer-
Lock a
Lindenmayer
connection (Unimed, Geneva) combined with a male Luer
cone,
which cannot loosen nor to axial neither to torsional forces.
6. Clinical
application of
thread
injection
6.6.
Advantages
and draw-backs of clinical thread
injection
applications
The
presented preliminary
clinical studies show that a reliable
application
of the thread
injection system
is
possible.
After sinus
surgery
in
particular, complete tamponing
of the
operated cavity
can be achieved, as the loose
tangle
can be stuffed with the cannula also
into
complex,
small concavities. That
way
a reocclusion of the middle meatus
by
a later
ally canting
concha media can be avoided.
The
explantation
of the
tangle
from a
body cavity
can be realized minimal inva
sively by
draw-off of the
single
thread.
However, wetting
of the
tangle
before the thread
is
pulled
out is be
indispensable,
as otherwise
big parts
of the
tangle
are
dragged along.
Further, blood clots and the
growth
of cells into the
tangle
are
supposed
to inhibit a later
explantation
and should be avoided. Future in vivo
implantations
will show, in which
sense these
biological
factors have to be
regarded
for the thread
injection design.
The
simplicity
of the thread
injection system
allows to
apply
it without
compli
cated
explanations.
The
surgeon only
has to learn how the cannula has to be
positioned
and moved in the
right way
to fill the
cavity entirely.
The
compression
of the
tangle
means no new
procedure
to the
surgeon,
as it is similar to the
application
of a
gauze
tam
ponade.
The initial
requirement
to
design
a thread
injection
device combinable with
any
conventional cannula can not be fulfilled, as the variations in the
coupling design
are too
large.
Therefore, for
every
clinical
application
of thread
injection
a thread
injection
can
nula
specified
to the medical
requirements
has to be delivered to the
surgeon.
The costs for material and instruments are of course
higher
for thread
injection
than when a
gauze tamponade
or a rubber
finger
stall is used. But an
improved
wound
healing therapy
can reduce
postsurgical
controls and the rate of recurrence so that the
over-all costs
may
be much lower than with the
therapy
of
today.
The
experiences
of these clinical trials reveal that the mechanical
requirements
to
the thread
injection system
can be fulfilled with the
developed
device. To
satisfy
also the
biological
and the
pharmaceutical requirements,
the future
development
has to be
focused on the thread
design,
the
integration
of a
drug delivery system
and the cell-
growth-inhibiting coating
in
particular. Only
when the
finally designed
thread can be
tested in
vivo, an evaluation of this
wound-healing system
for the nasal cavities is
possi
ble. The
therapeutic im]3rovement
will have to be
pondered carefully against
the elevated
costs of
material, and this
finally
will decide if the
application
of the thread
injection
after sinus
surgery
is reasonable or not.
7. Conclusions
7. Conclusions
For the
fluid-dynamic investigations
the thread
injection
flow can be divided into two
separated subsystems:
the thread annular (low inside the
injection pipe
and the draw-off
behavior of the thread
package
in front of the
pipe
entrance.
In
pure
thread-annular flow in a vertical
pipe,
the thread
velocity
was considered as
a
given
constant
parameter
in both the
experiments
and the laminar model. The devel
oped
measurement
apparatus
allows to determine core forces and mass flow in an annu
lar flow with an inner
moving core, which in literature were treated
only theoretically.
Optical
observations showed that due to lateral vibrations a time mean eccentric
position
of the thread exists.
Eccentricity
and
secondary tangential
and radial flow
components
are assumed to be the reason for too low thread forces and too
high
mass flow measure
ments
compared
to the concentric
theory.
The draw-off resistance is found to be
substantially
lower for all
parameters
at bob
bins with axial draw-off than at
rotating spools
with
tangential
draw-off. In
addition,
nearly
constant draw-off conditions are found for axial draw-off
during
the draw-off
sequence
while a
great
increase is observed at the end of
tangential
draw-off.
Also in thread
injection
flow, the combination of thread-annular flow and thread
draw-off,
the
advantage
of the
axially
drawn off bobbins could be shown
theoretically
and
experimentally.
The central
parameters
with clinical relevance were found to be the
pressure
difference over the
length
of the
injection
cannula and the radius ratio between
the thread and the inner
pipe
wall.
For the
optimizing
case of
high
thread
velocity
and
large injection efficiency,
as it
is
required
for most medical
applications,
an
axially
drawn off thread
package
is recom
mended. The
pressure
difference has to be
adjusted
as
high
as
possible,
to enable
high
thread velocities at
large
radius ratios.
By choosing
a
large
radius ratio the mass flow is
decreased and the
efficiency
raised.
In the controversial
situation,
when
very
low thread velocities are
required,
an
increased fluid
viscosity
is
appropriate,
as the
efficiency
and axial thread force are theo
retically hardly
affected
by
this
parameter
variation. In addition,
spools
with
tangential
draw-off allow thread
injection
to lower thread velocities than axial draw-off.
The
developed empirical
model for laminar thread
injection
flow delivers correlat
ing
tendencies for the different
parameters,
but its use is limited to a
qualitative
estima
tion of the flow values
expected
at a certain
parameter
set.
Extrapolation beyond
the
measured
parameter ranges
reduces the
reliability additionally,
in
particular
for
predic
tions of the mass flow. This
appears
in a
pronounced way
in the turbulent
flow,
where the
measurements
lay
several times below the model.
Nevertheless, the
optimizing
rules of the
fluid-dynamic investigation
could be used
for
implementation
into the
design
of a clinical thread
injection system.
The
resulting
thread
injection
device,
developed
for the
application
after endonasal sinus
surgery,
is
satisfying
all mechanical
requirements:
the
optimized
cannula with a moderate radius
ratio of 0.375 enables
already high
thread velocities at low fluid consume.
Thereby,
with
the
rechargeable cartridge system
for thread
packages
the volume of
implanted
thread
volume is not restricted. The modular
concept
of the thread
injection systems
with the
four
components
the cannula the thread
cartridge
with the thread, the
cartridge
holder
and the
pressure generation system,
allows to
apply
this device also in other medical
fields. The standard unit remain the
cartridge
holder and the thread
cartridge.
For a new
medical
application only
a thread
fulfilling
the new
requirements
has to be
placed
in bob-
i in
7. Conclusions
bin form inside the
cartridge.
Further,
the cannula has to be
adapted
to the thread diame
ter and to the
requirements
of the access to the
implant
site,
so that an
optimization
for
every
different medical use is
necessary.
The
pressure generating system
and the trans
port
fluid, on the other hand, can
freely
be chosen. A Luer-Lock
coupling
is the
only
requirement
for the connection to the
cartridge
holder. Therefore,
this thread
injection
device is considered as a basic
system
for future medical
applications
of thread
injection
implants.
In some clinical
application
not
only
a reliable thread
injection
is of
importance,
but also a iater thread
explantation.
The
presented experiments
reveal,
that the
presence
of a
lubricating
fluid is
indispensable
for the
explantation
of a multifilament thread.
Draw-off from
dry tangles
results in
high
thread tensions, which can cause thread break
and increased
pain
for the
patient. Explantation
of wet and rewetted
tangles by single
thread draw-off on the other hand results in low thread tensions
comparable
to thread
injection.
However, higher
resistance to
explantation
has to be
expected
at narrow access
channels,
than found in wide
open
cavities as after endonasal sinus
operation.
7.1. Outlook
7.1.1. Further
fluid-dynamic investigations
Bent
pipes
In the theoretical and
experimental investigations
of this thesis
only straight pipes
were
considered. Flowever, the clinical
application
of thread
injection
after sinus
surgery
required injection
cannulas, which vvere bent at the
tip
in a radius of 1-2 cm and an
angle
around 60. A reduced
reliability
of the thread
injection
due to the curved conduit was
not observed for the cannula
optimized
for the
application
after sinus
surgery.
At smaller
radius
ratios, on the other hand, cork-screw like obstructions were observed to occur
mostly
in the bent
pipe
section
(fig. 6.9). Preliminary investigations
in bent
pipes
show
that an additional contact friction force
appears
between the inner surface of the bent
conduit and the thread. The
images
in
figure
7.f illustrate the eccentric
position
of the
thread,
which
probably
is caused
by
the axial forces
acting
on the down-stream section of
the thread. A monofilament thread is
only
lift off
by
occasional disturbances from the
pipe
wall,
whereas with multifilament threads the
protruding
fibres
keep
the intrinsic
thread
body always
at a certain distance from the wall. Beside the
roughness
of the
thread surface and the
pipe
wall, the radius and the
angle
of the bent conduit section and
the other
parameters
of thread-annular flow could influence the contact friction
compo
nent. This additional resistance force could be of relevance in
particular during
thread
injection
with
long
flexible catheters introduced into the blood vessel
system,
where the
direction of the conduit
changes
several times
along
the
length.
A direct determination of
the contact friction
component
is
probably very
difficult, but in future
comparisons
of
thread velocities and mass flow between
straight
and bent
pipes
could deliver
qualitative
results on the effects of this value, which can also be taken into consideration for the
optimization
of the thread
injection system.
7. Conclusions
a)
b)
Figure
/.I: Contact
friction
between the thread and the inner
pipe
wall in a bent conduit
section
(Ll
= 0.001 Pa
s, Ap
- 0.1 bar), a)
Monofilament
threads are
lift off
from pipe
it all onlx bx occasional disturbances
b) Multifilament
threads are
inhibited In
protruding fiber s
from
total w all contact.
Conditions at the
pipe
exit
Exit conditions can affect the thread
injection
far
up
into the annular flow in the
pipe.
This was
already
observed in
glass pipes
with low radius
ratios,
where cork-screw like
blockage
inside the
pipe appeared
due to obstruction of the exit
(fig.
6.9).
In future
experiments
three basic exit
configurations
should be
distinguished:
thread
injection
into
gas
filled cavities, as the nasal
cavities, injection
into fluid filled
cavities, as into a blood
vessel and
injection
into bulk
body tissue,
as into muscle tissue. The resistance to thread
injection
at the
pipe
exit is assumed to increase in this
order,
but also the
development
of
the thread
tangle
under different conditions could be an
important
factor. Future investi
gations
on
pipe
exit conditions could contribute to avoid
blockage
of thread
injection by
adjusting
the
parameters
also to these
requirements.
7.1.2.
Implementation
of a
drug delivery system
in the thread
Thread
design
In this thesis the
requirements
for the thread
design
listed m
chapter
6.2 could be accom
plished only
from the mechanical
point
of view. The central medical
requirements
for
thread
implantation
after endonasal sinus
surgery
were sustained release of
tetracycline
and
hydrocortisone
acetate and the
prevention
of cell adhesion on the thread surface. In
some first studies, the cotton thread used
already
in the clinical
experiments
of this thesis
was used as basic load
bearing
structure, in
particular
to enable thread
explantation.
This
multifilament thread was soaked m a clinical ointment
containing tetracycline
and
hydro
cortisone acetate. In a last
step
the thread was coated
by
an
agarose
film, so that the final
thread was a monofilament
(fig.
7.2). The
agarose
on the thread surface is
chosen, as it
7. Conclusions
inhibits cell adhesion Medin
(1995). However,
in our
experiments
the
coating
had no
sig
nificant effect on the release of the
drug agents.
Both
functions,
sustained
drug
release
and inhibition of cefl adhesion, were found to be difficult to be fulfilled
by
one
single
coating
material. In future
developments
a
principle
of thread
design
should be
chosen,
where the different functions are realized
by separate
materials. For instance a multifila
ment thread could be used
again
as
bearing structure,
but the medical
agents
could be
contained in
microparticulate drug
carriers, which would be
placed
between the fibres of
the multifilament thread. The thread with the
microparticulates
could then be covered
by
a thin cell adhesion
inhibiting polymer layer,
as
agarose
for
example.
The
advantage
of
such a
system
is that for the release of different
drugs any appropriate microparticulate
drug
carrier can be
applied.
In
addition,
the
stability
of the
coating
material and the increase of the thread stiff
ness
by
the
coating
have to be taken into consideration for the future thread
design.
Figure
/.2:
Composite
thread with a core multifilament
thread
of
cotton
providing
mechanical
strength
and a
hydrogel coaling ofagarose inhibiting
cell adhesion.
The
multifilament
thread is soaked with an ointment:
containing tetracycline
and
hydrocortisone
acetate. The
agents
are released
through
the
coating
membrane
to the
surrounding. By
the
coating
the thread has
monofilament properties.
Release
from
thread
tangle implants
The release kinetics of
agents
from
microparticulate drug
carriers included in a coated
multifilament thread can be
expected
to be different than the release behavior of
injected
microparticles
not fixed in a coherent structure.
Generally,
a retardant effect is assumed
to result from the
cylindrical
thread structure. But the focus of future research should not
only
be the release from a
single
thread section but also from the macrostructure of a
complete injected
thread
tangle,
as this will be the
mostly
encountered form of a thread
implant. Drugs
released from the thread have first to be
transported
to the outer surface
of the thread
tangle
to
get
into contact with the
surrounding body
tissue. The
transport
mechanisms
thereby
can be for instance diffusion,
capillary
forces or forced fluid flow
through
the
tangle.
7 Conclusions
a) b)
Figure
7 ? Structures
of
thiead
tangles injected
i eiticalh
from
abox c into a
transparent
pohmci
solution
a) Multifilament
cotton threadxxith low
bending stiffness
and
hoi routed circulai motion
of
the cannula
lip during injection
the
tangle
has a
general
horrontal dimension with scxeial
spiral
like
subtangles
b) Monofilament
rubber thread w ith hu
ge
i
bending stiffness injected
with
x crtical cannula
tip
motion the
tangle
has a more vertical extension the
structure is more homogenous
and thiead
loops
are lar
ger
Obviously,
the
piopeitics
of the medium
sunounding
the
tangle
aie of
great nnpoitance
foi the lelease behavioi, as can be seen foi instance when
compaimg
a thread
tangle
in a
blood vessel with a thiead
tangle
in a an filled ethmoid
cavity
aftei endonasal
suigery
On the othei
hand,
the stiuctuie ot the thiead
tangle
itself is assumed to affect the
diug
lelease too Foi instance, the lelease is
piobably haidly
ieduced
by
a loose
tangle
stiuctuie, wheieas a
veiy
dense stiuctuie, as toi instance found in
compiessed tangles
m
the endonasal sinus
suigeiy,
can be
imagined
to have a
longei
lelease time as the trans
port way
to the
tangle
suiface is mci cased and the
tianspoit velocity
decreased due to
smallei and moie
complexly
connected
poies
To
investigate
the influence of the
tangle
on the
diug
lelease behavioi a method foi
characteiization ot the
tangle
sttuctute has to be
developed
m futuie As seen in
figuie
7 3 the
tangle
stiuctuie is influenced b\ difleient
patameteis,
as the thiead
type,
foi instance a monohlament oi a multifilament, the
bending
stiffness of the thiead oi the
movement ot the
pipe tip dunng
thiead
injection
In a hist
step, pictuies
like in
figuie
7 3
can be tieated
by image
anahsis howevei this
mostly
dehveis
only
mfoimation on the
suiface
tangle
stiuctuie The thiee-dtmensional stiuctuie of the
tangle
could be chaiac-
tenzed m futuie
possibK
bv methods used toi
poious
ceiamics, by computei
lasei scan
ning micioscopy
oi
by
micio x-iav
tomogiaph}
Beside the influence on
diug
iclease the
tangle
stiuctuie is assumed also to affect
the function ot othei
potential
clinical
applications
When the
tangle
should accelerate
cell
ingiowth
into a
cavity
its stiuctuie
suiely
is a cential factot too and if in addition the
7. Conclusions
thread
implant
should
degrade
inside the
body,
the
degradation
behavior is
probably
also
depending
on the
tangle
structure.
Therefore, also from this
point
of view, the characterization of the
tangle
structure
should be a focus of future research to
finally
enable a wide
spread application
of thread
injection
in medicine.
t K
8. Table ofsymbols
8. Table of symbols
a
_
thread acceleration
At
,B ,C ,D
,
^
coefficients of Moebius transformation
E
,F ,G M ,/v'
c coefficient for the transformation of the eccentric Poiseuille flow
d deviation of the thread from concentric
position
dH
hydraulic
diameter
E
Young's
modulus
F force
g
coefficient to calculate the
winding
radius in function of time
j
counter for flow values
expressed
in rows
I
complex
number Jy
k
correcting
factor for the annular friction factor
kj v,qj v
coefficients of
empirical
multivariate
regression
ks sand-roughness
to determine
hydraulically
smooth flow
/ thread
length
L
Length
of annular flow conduit
m number of thread diameters in radial extension of thread
package
/n mass flow
M Momentum
n number of thread diameters in axial extension of thread
package
p, Ap pressure, pressure
difference
P Non-dimensional axial
pressure gradient
in annular flow
pstat
statistical
probability density
PUat
statistical
probability
Q
Vo1 umetri c fl ow rate
r. 0 Polar coordinates in the annular flow with center on thread axis
Re
Reynolds
number
Rz{i)
autocorrelation function of the lateral deviations of the thread
s
gap
width between a
rotating
disk and a
plane
Sr(to) power spectrum
of the lateral deviations of the thread
t time
T function of Moebius transformation
U,
V Cartesian coordinates in Moebius transformed form
iv
velocity
wx
shear stress
velocity
to determine
hydraulically
smooth flow
W
Complex
form of
bipolar
coordinates
W> Ws
Width of bobbin and of
spool, respectively
x, y
Cartesian coordinates
z Axial coordinate in annular flow
Z
complex
form of Cartesian coordinates
Z0,
Z symmetric points
to the
limiting
circles of the annulus
Greek variables
a, Bipolar
coordinate of the inner and the outer
limiting
walls
8. Table
ofsymbols
Y
8
8
K,
X
Li
v
telt
S/W
P
a
CO
radius ratio between thread and
pipe
non-dimensional distance between thread and
pipe
axis
eccentricity
of the annular flow
Bipolar
coordinates after Moebius transformation for the annular
Couette-flow
type
friction factor
Dynamic viscosity
of fluid
Kinematic
viscosity
Bipolar
coordinates for eccentric annular Poiseuille flow
effective radial oversize in a shrink fit
torque
coefficient of
rotating
disk
Fluid
density
stress to
longitudinal acting
force
Fluid-dynamic
shear stress
shear stress at the
pipe
wall
Rotational
frequency
Indices
a
af
b
B
c
corr
d
do
f
/", o
k
max
N
P
P
R
S
Sh
Th
V
wt
ye
acceleration
component
adhesion friction
component
bore hole of the
spool
bobbin with axial draw-off
cylindrical
surface of the thread
package
on the
spool
correcting
term
rotating
disk sections of lateral
spool flanges
draw-off
friction
component
inner and outer radius of thread
package
k-th thread
layer
in radial direction of the thread
package
maximum value
normal
component
Pressure
pipe
resistant
component
to thread motion
tangential
drawn off
spool
shaft of the
spool bearing
thread
confining
Vessel around the
rotating spool
winding
thorn
yarn eve
Symbols
shear stress
Couette,
respectively
Poiseuille flow
component
non-dimensional value
time mean value
9. List
of references
9. List of references
Arncy,
M. S., Bai, R., Guevara, E.,
Joseph,
D. D. & Liu. K. 1993. Friction factor and
holdup
studies for lubricated
pipelining
-
I
experiments
and correlations,
International-
Joiinial-of-Midtiphase-FIow.,
19. 6 Dec, 1061-1076.
Bai, R.,
Chen. K. &
Joseph.
D. D.
1992,
Lubricated
pipelining: Stability
of core-annu
lar flow. Part 5.
Experiments
and
comparision
with
theory,./.
Fluid
Mech., 240, 92-132.
Barrow,
H. &
Pope,
C. W. 1987, A
simple analysis
of flow and heat transfer in
railway
tunnels, The international
journal of
heat and
fluid flow,
8, 119-123.
Becker, S. P. 1989,
Anatomy
for
endoscopic
sinus
surgery, Otolaryngological
clinics
of
north arnerica. 4, 677-682.
Beitz,
W. 1997, Dubbel, Taschenbuch fr den Maschinenbau,
Springer. Berlin,
ed. 19.
Black,
B.
1991, Mastoidectomy
reconstruction: use of aluminium
templates
to
shape
hydroxylapatite
canal wall
implants.
Am. J. Otol, 12, Nov., 426-428.
Black, M. 1995, Cardiovascular
applications
of biomaterials and
implantsan
overview,
Journal
of
medical
engeneering
and
technology,
19, 5, 151-157.
Booth,
K.
1957,
Variations in tension of an
unwinding thread,
Brit. J.
Appl. Phys., 8,
142-144.
Bosch, T. 1989,
Chirurgische Thereapie
des Echinococcus
cyslicus
der
Leber,
Rhein
isch
Friedrich-Wilhelms-Universitt,
Bonn.
Bressel,
S. 1980, Klinisch-anatomische
Befunde zur
Nase und den Nasennebenhhlen
unter besonderer
Bercksichtigung
des Os ethmoidals
Wrzburg.
Brighton,
J. A. & Jones, J. B. 1964.
Fully developed
turbulent flow in annuli. Journal
of
basic
engineering,
86, Dec, 835-844.
Brunnschweiler. D. & Mohammadain, I. S.
1959,
Experimental
studies of variation
in
yarn
tension
during unwinding
from
ring-frame packages,
J. Textile
Institute, 50. Pro
ceedings,
P74-P112.
Caldwell,
J. 1930, The
hydraulic
mean
depth
as a basis for form
comparision
in the flow
of fluids in
pipes,
Journal
of Royal
Technical
College (Glasgow),
2. 203-220.
9. List
of references
Camarata,
P. J..
Suryanarayanan,
R. &
Ebner-Tj,
T.-D. P.-R.
1992,
Sustained release
of nerve
growth
factor from
biodegradable polymer microspheres, Neurosurgery.,
30.
3,
313-9.
Chandrashekar, G. &
Udupa,
N. 1996,
Biodegradable injectable implant systems
for
long
term
drug delivery using poly (lactic-co-glycolic)
acid
copolymers,
J-Pharm-Phar-
macol, 48,
7,669-74.
Chappel.
C. R., Gelistcr,
J. & Miller, R. A. 1989, Minimal invasive
surgery
for the
retrieval of
complex
fractured double J stents, British
journal ofsurgery,
76, Jul,
680.
Chen,
K. &
Joseph
Daniel, D. 1991, Lubricated
pipelining. Stability
of core-annular
flow. Part 4.
Ginzburg-Landau equations.
J-Eluid-Mech., 221, Jun. 587-615.
Chen,
S. 1987, Flow-induced vibration of circular
cylindrical structures, Hemisphere
publishing corporation. Washington.
Chen,
S. &
Wambsganss,
W. 1972, Parallel-flow-induced vibrations of fuel
rods,
Nuclear
engineering
and
design, 18,
253-278.
Christopherson,
D. &
Naylor,
H. 1955,
Experiments
on a wire
moving
in a tube filled
with s viscous fluid, Proc. Inst. Mech.
Eng.,
35. 169.
Closs-Pfeffer,
S. 1993,
Ergebnisse
und
Langzeitbeobachtung
nach endonasaler Sieb
beinchirurgie
an der HNO-Klinik der Dr. Horst-Schmidt-Kliniken von 1987-1992, Johan
nes-Gutenberg-Universitt,
Mainz.
Dachs,
G.
U., Dougherty,
G. J. & Stratford, I. J.
1998, Targeting gene therapy
to can
cer: a review, Oncological research, 9, 6-7. 313-325.
Daily,
J. W. & Nece, R. E. I960. Chamber dimension effects on induced flow and fric
tional resistance of enclosed
rotating
disks, Journal
of
Basic
Engineering,
Trans. ASME,
D/82, 2 i7-232.
Dcissler, R. G. &
Maynard,
F. T. 1955. Analysis od
fully developed
turbulent heat
trasnsfer
and
flow
in an annulus with various eccentricities. National
Advisory
Com
mue for Aeronautics, Technical Note 3451.
Delanian, S., Baillet, F. & Fluart. J. 1994, Successful treatment of radiation-induced
fibrosis
using liposomal
Cu/Zn
superoxide
dismutase: clinical trial,
Radiotherajjy
and
oncology,
32, Jul. 12-20.
i i
9. List
of references
Eifler, W. &
Nijsing,
R.
1971, Berechnung
der turbulenten
Geschwindigkeitsverteilung
und
Wandreibung
in exzentrischen
Ringspalten, Atomkernenergie,
18, 2,
133-142.
Emmett, J. R. 1995,
Plasti-pore implants
in middle ear
surgery, Otolaryngol
Clin.
North Arn., 28, 2, 265-72.
Faludi, S.,
Kadar, E.,
Koszcgi,
G. & Jakab. F. 1997,
Experience acquired gentamicin-
sponge,
Acta Chir.
Hung.,
36,
1-4. 81-82.
Feng,
J.,
Huang,
P. Y. &
Joseph,
D. D. 1995,
Dynamic
simulation of the motion of
capsules
in
pipelines,,/.
Fuid Mech., 286, 201-227.
Foster,
R. 1959, Tension variations
occuring during
the
unwinding
of
cops
and
prins,,/.
Textile Institute, 50, Proceedings.
P7-P35.
Gallicio,
G. G. & O'Connor. N. E. 1995.
Engineering
a skin
replacement,
Tissue
engi
neering, 1, 3,
231-240.
Gauthier,
M. 1995. Desk Edition, Handbook, E.M.. Ed, ASM International,
The Materi
als Information
Society.
Geering,
H. 1990, Mess- und
Regelungstechnik,
Berlin, ed. 2nd.
Glatt,
B.
S., Afifi,
G. & Noone,
R. b. 1999.
Long-term
follow
up
of a
sponge
breast
implant
and review of the literature, Ann. Plast.
Surg..
42. 2. 196-201.
Gupta,
P. K. &
Hung,
C.-T. 1994.
Magnetically
controlled
targeted chemotherapy,
in:
Microspheres
and
regional
cancer
therapy,
CRC Press, Inc., 71-116.
Gustaf
son,
R. O. & Kern, E. B. 1989, Office
endoscopy
-
when,
why,
what and
how,
Otolaryngological
clinics
of
north
ainenca, 4. 683-689.
Guzmann,
L.
A., Labhasetwar, V. &
Song,
C. 1996, Local intraluminal infusion of
biodergadable polymeric nanoparticles.
A novel
approach
for
prolonged drug delivery
after balloon
angioplasty.
Circulation. 94. 6. 1441-1448.
Haas. A, 1989, Erweiterte Daten
zur
tojrogr.
Anatomie von Lamina Cribrosa, Sinus
Frontalis unci Labvrinthus Ethmoidalis,
Wrzburg, Wrzburg.
flaas,
R. 1996.
Implantation
and
imaging
of
coronary
stents.
Radiologigal technolology,
67,3,233-248.
i sn
9. List
of references
Hagiwara,
A., Takahashi,
T. &
Lee,
R.
1987,
Chemotherapy
for carcinomatous
perito
nitis and
pleuritis
with MMC-CH,
mitoycin
C adsorbed on activated carbon
particlaes,
cinical
trials, Cancer, 59,
245-251.
Henrici, P. &
Jeltsch,
R. 1987,
Komplexe Analysis
fr
Ingenieure,
Band
1,
Birkhuser
Skripten,
Basel, ed. 3.
Hu, H. FI. &
Joseph,
D. D. 1989, Lubricated
pipelining. Stability
of core-annular flow.
Part 2, J-Fluid-Mech,, 205,
Aug,
359-396.
Huang,
A., Christodoulou,
C. &
Joseph,
D. D. 1994. Friction factor and
holdup
stud
ies for lubricated
pipelining
-
II. Laminar and k-
epsilon
models of eccentric core flow,
Int. J.
Multiphase
Flow, 20, 3 Jim, 481-491.
Indelkofer,
H.
1981, Z7-
Frage
des Formbeiwertes und der
berlagerung
von
Rauhig
keitseinflssen,
erlutert am
Beispiel
der
Ringspaltstrmung,
in:
Mitteilungen
Institut fr
Wasserbau und Wasserwirtschaft, Aachen, vol. 35. 5-84.
Inderbitzi,
R. &
Pier,
A.
1995,
Minimal-invasive
Chirurgie, Kremer, K.,
et
ak, Eds.,
Video-laparoskopische
und
video-thorakoskopische Chirurgie, Georg
Thieme
Verlag,
Stuttgart,
vol. 7.
Jadot, G., Vaille,
A. & Maldonado, J. f 995. Clinical
pharmacokinetics
and
delivery
of
bovine
superoxide
dismutase. Clinical
pharmacokinetics, 28, 1,
17-25.
Jiang,
X. H., Liao, G. T. &
Huang,
G.
Q.
1995, The
antihepatoma
effect of
lyophi-
lized
aclacinomycin
A
polyisobutylcyanoacrylate nanoparticels
in vitro and in
vivo,
Yao
Hsueh Hsueh
Pao, 30, 3. 179-183'
Jones,
O. C.
1981,
An
improvement
in the calculation of turbulent friction in smooth
concentric annul i. Journal
offluids engineering,
103, Dec, 615-623.
Jonsson, V. K. &
Sparrow,
J. C 1966.
Experiments
on turbulent-flow
phenomena
in
eccentric annular ducts. Journal
of fluid
mechanics. 25. Part f. 65-86.
Josephson,
J. S. 1989. The role of
endoscopic
sinus
surgery
for the treatment of nasal
polyposis,
The
otolaryngoligic
clinics
of
north america, 22, 4, 83 f -840.
Kato, T., Kazunari, S. &
Pyusei,
S. 1996,
Targeted
cancer
chemotherapy
with arterial
microcapsule
chemoembolisation: review of 1013
patients.
Cancer
chemotherapeutical
pharmacology,
37, 289-296.
9. List
of references
Kaftan, J.,
Droz. J. P. &
Couvreur,
P.
1992,
Phase I clinical trial and
pharmacokinetic
evaluation of doxorubicin carried
by polyisohexylcyanoacrylate nanoparticles,
Investi
gated
new
drugs,
10,
Aug,
191-199.
Khalifa, A., Dodds, D. &
Rampling,
R. 1997.
Liposomal
distribution in
malignant gli
oma:
possibilities
for
therapy.
Nuclear medical communications, 18, 1,
17-23.
Kida, A., Kawaimira, S., Furusaka, T. &Yokode, Y. 1986, Slow-release local chemo-
therapeutic regime
for
maxillary
sinus cancer.
Amis. Nasus
Larynx.,
13.
Stippl
1, 115-
118.
Kiwerski,
J. E. 1994, The use of
porous
corundum ceramics in
spinal surgery.
Int.
Orthop.,
18. Feb., 10-13.
Klein,
G. E., S/olar.D.H., Breinl-E,
Raith-J &
Schreyer-Hh
1997. Endovascular
treatment of renal
artery aneurysms
with conventional non-detachable microcoils and
Guglielmi
detachable coils, British
journal of urology,
79, 6,
852-860.
Koch,
R. &
Feind,
K. 1958, Druckverlust und
Wrmebergang
in
Ringspalten,
Chemie-hig.-Teclin.,
30,
577-584.
Kothari, V. K. &
Leaf,
G. A.
1979,
The
unwinding
of
yarns
from
packages,
Part I: The
theory
of
yarn-unwinding,./.
Text. Inst., 3, 89-95.
Krause,
H. W. f 988, Textil-Technik,
Grundzge-Vorlesung.
Inst, fr Textilmaschinen
bau und Textilindustrie. ETF1 Zrich, Zrich.
Lamb,
H.
1906, Hydrodynamics,
ed. 3d. The
Universtity Press, Cambridge
Lang,
J. 1988, Klinische Anatomie der Nase, Nasenhhle und Nebenhhlen.
Becker, W.,
Ed.,
Aktuelle
Oto-Rhino-Laryngologie, Georg
Thieme
Verlag, Stuttgart,
vol. 11.
Lawn,
C. J. &
Elliott,
C. J. 1972.
Fully developed
turbulent flow
through
concentric
annuli, Journal
of
mechanical
engineering
science, 14, 3. 195-204.
Ledley,
F. D. 1994, Non-viral
gene therapy,
Current
opinion
in
biotechnology,
5, 6, 626-
636.
Lee,
Y & Kim, K. Fl. 1987, Inverted annular film
boiling,
International
journal of
'mul
tiphase flow, 13, 3, 345-355.
I ^T
9. List
of references
Liischer,
P. 2000. Thesis be
published,
Chair of
Biocompatible
Material Science and
Engineering.
Swiss Federal Institute of
Technology,
Zrich.
Liischer, P., Wintermantel,
E. &
Annen,
M.: A new
injectable open-porous implant
system,
21st Annual
Meeting
of the
Society
for
Biomaterials,
San
Francisco, California,
USA,
1995.
Lynch,
T. 1993,
Management
of
malignant pleural
effusions.
Chest, 102, 4,
385-389.
Macdonald,
H. M. 1893, On the torsional
strength
of hollow
shafts,
Proceedings of
the
Cambridge philosophical society,
8. 62-68.
Malik,
M. R. &
Pletchcr,
R. H. 1981. A
study
of some turbulence models for flow and
heat transfer in ducts of annular cross-section, Journal
of
heat tarns
fer, 103, Feb,
146-
152.
Mallow,
J. B. &
Creticos, w. C. M. 1989,
Nonsurgical
treatment of
sinusitis,
The
otolaryngoligic
clinics
of
north america. 22. 4. 809-818.
Manglik,
R. M. &
Fang,
P. P.
1995,
Effect of
eccentricity
and thermal
boundary
condi
tions on laminar
fully developed
flow in annular ducts. International
journal of
heat and
fluidflow,
16, 4,
298-306.
May,
A. 1988, Endonasale
Mikrochirurgie
der Nasenebenhhlen unter besonderer
Bercksichtigung
des Ethmoids,
Johann-Wolfgang-Goethe-Universitt,
Frankfurt.
Medin,
A. S. 1995, Studies on structures and
properties
of
agarose. Fyris Tryck, Upp
sala.
Meirovitch,
L. 1986. Elements of vibration
analysis,
McGraw-Hill Book
Company,
ed.
2nd.
Mentes,
A.
1994,
Hydatid
liver disease: a
perspective
in
treatment, Digestive diseases,
12,150-160.
Messerklinger.
W. 1987, Die Rolle der lateralen Nasenwand in der
Pathogenese, Diag
nose und
Therapie
der rezidivierenden und chronischen
Rhinosinusitis, Laryng.
Rhino.
OtoL, 66, 293-299.
Moll,
F. & Pier, A. 1995, Minimal-invasive
Chirurgie,
Pier, A et ak. Eds.,
Grundlagen,
Technik, Ergebnisse. Trends, Georg Thieme Verlag, Stuttgart.
~ Cr CZ
1 s^
9. List
of references
Morimoto, Y &
Fujimoto,
S.
1985,
Afbumin
microspheres
as
drug
carriers,
Critical
review
of therapeutical drug
carrier
systems,
2,
19-63.
Morrison,
S. R. 1997,
Guglielmi
detachable coils: an alternative
therapy
for
surgically
high-risk aneurysms.
Journal
of
Neuroscience Niirs,, 29, 4, 232-237.
Narotam,
P.
K.,
van Dellen,
J. R. &
Bhoola,
F. D. 1995, A
clinicopathological study
of
collagen sponge
as a dural
graft
in
neurosurgery,
J.
Neurosurgery,
82, 3,
406-412.
Nbauer, H. 1973. Bobbine und
Schiffchen, Forschungsprojekt:
Schiffchenstick
maschine, ETH Zrich, Zrich.
Ooms,
G. 1972. The
hydroclynamic stability
of core-annular flow of two ideal
liquids,
Appl
Sei. Res., 26, May!
147.
Padfield,
D. G. 1958. lire motion and tension of an
unwinding
thread.
I,
Proc.
Royal
Soc. London, ser.A,
245. 382-407.
Paidoussis,
M. P. 1973.
Dynamics
of
cylindrical
structures
subjected
to axial
flow,
,/. Sound Vibr:, 29, 3, 365-385.
Paidoussis,
M. P. 1966.
Dynamics
of flexible slender
cylinders
in axial flow, Part l.
Theory,
J. Fluid Mech., 26, 4. 717-736.
Paidoussis,
M. P. 1966.
Dynamics
of flexible slender
cylinders
in axial flow, Part 2.
Experiments../.
Fluid Mech.. 26, 4,
737-751.
Paidoussis,
M. P. &
Pettigrew,
M. J. 1979.
Dynamics
of flexible
cylinders
in
axisym-
metrically
confined axial flow,,/.
Appl
Mech., 46, 37-44.
Pedersen,
K. N. f 980. Poeous ceramic
implants
in the alveolar
ridge
of humans. A
3
1/2-year follow-up study.
////. ,/. OtoL, 9, Feb.. 49-54.
Perez-Craet, M. J., Patwardhan, R. V. & Maward 1997, Treatment of
dissecting pseu-
doaneurysm
of cervical internal carotid
artery usig
a wall stent and detachable coils: case
report. Neurosurgery,
40, 3, 622-625.
Piercy,
N.,
Hooper,
M. &
Wintry,
H. 1933, Viscous flow
through pipes
with cores.
Philosophical Magazine,
1, 15. 647-676.
1 s t
9. List
of references
Piesche,
M. &
Wagner,
K.
1986,
Ein
Nherungsverfahren
zur
Bestimmung
der Rad-
seitenreibung
bei
Frderung
hochviskoser
Fluide,
Strmungsmechanik
und
Strmungs
maschinen, 37,
1-13.
Pump,
B. & Hirn le, P. 1996.
Preoperative lymph-node staining
with
liposomes
contain
ing patent
blue violet. Journal
ofpharmacy
and
pharmacology,
48, 7, 699-701.
Quarmby,
A. 1967. An
experimental study
of turbulent flow
through
concentric
annuli,
Int. J. Mech, Sei., 9, 205-221.
Raso,
D. S. & Greene, W. B. 1995.
Synovial metaplasia
ofa
peri prosthetic capsule
sur
rounding
a
polyurethane
foam breast
prosthesis,
Ann. Plast.
Surg.,
35,
Aug,
201-203.
Rebsamen,
A. 1988,
Neuartige Mglichkeiten
des
Spulenaufbaus
dank
Mikroprozes
soren,
Int. Texil Bulletin, 3, 16-34.
Redberger,
P. &
Charles,
M. 1962, Axial Laminar Flow in a Circular
Pipe containing
a
Fixed
Core,
The Can. J.
of
Client.
Eng.. Aug.
148.
Reins,
D.
1994, Ergebnisse endoskopische Siebbein-Kieferhhlenoperationen
im Ver
gleich
mit
Ergebnissen
nach dem klassischen
Verfahren
nach
Caldwell-Luc, Kln,
Birkesdorf.
Rothfus, R.
R., Monrad, C. C. & Senccal, V. E. 1950.
Velocity
distribution and fluid
friction in smooth concentric annuli. Industrial and
engineering chemistry,
42, 19, 2511-
2520.
Rssel,
G. F. 1985, Starch
microspheres
as
drug delivery systems,
Pharm Int, 4, 260-
262.
Sabit,
A. &
Mansour,
H. M. 1991.
Analysis
of air flow in
air-jet filling insertion,
Textile
research institute.
May,
253-265.
Schaefer, S. D. &
Manning,
S. 1989.
Endoscopic paranasal
sinus
surgery:
indications
and considerations.
Laryngoscope,
99, Jan, 1-5.
Schlichting,
H. & Gersten, K. f 997.
Grenzschicht-Theorie, Springer, Berlin,
ed. 9.
Schultz-Grunow, F. 1935, Der
Reibungswiderstand
rotierender Scheiben in
Gehusen,
Zeitschrift fr angewandte
Mathematik und Mechanik, 15, 4, 191 -204.
9. List
of references
Secomb,
T. W. &
El-Kareh,
A. W.
1994,
A Model for Motion and Sedimentation of
Cylindrical
Red-Cell
Aggregates During
Slow Blood Flow in Narrow Horizontal Tubes,
J.
of'Biomech. Eng.,
116,
Aug,
243-249.
Serova,
G. P., Gulina,
A. A.. Gndova. L. &
Finger,
G. f
986,
Some features of vis
cous
yarn take-up
on the
package
on machines of the PNSh
type,
Fibre
Chemistry,
18,
289-294.
Serruys,
P. W., Strauss, B. H. & Beatt, K. J. 1991.
Angiographic follow-up
after
placement
of
self-expanding
coronarv arterv stent. The new
england journal ofmedicine,
324, I, 13-17.
Shah,
R. K. & London, A. L. 1978, Laminar
flow forced
convection in
ducts,
Advances
in heat transfer,
Suppl. 1,
New York.
Shah,
S. J.
1961,
A
study of
the tension variations while
unwinding weft
bobbins, Swiss
Federal Technical Institute, Zrich.
Shanin,
E. A. 1983, Die
Fadenkraftverhlnisse
beim
Abzug
ab
Spulen
mit hoher Besch
leunigung,
Swiss Federal Technical Institute, Zrich.
Sharma, D.,
Chelvi. T. P. &
Kaur, J. 1996. Novel laxol formulation:
polyvinylpyrro
lidone
nanoparticle-encapsulated
Jaxol for
drug delivery
in cancer
therapy, Oncological
research, 8. 7-8, 281-286.
Shighechi,
T., Kawae, N. & Lee. Y 1990, Turbulent fluid flow and heat transfer in
concentric annul i with
moving
cores. International
journal of
heat and mass
transfer,
33.
9, 2029-2037.
Shighechi,
T. &
Lee,
Y 1991. An
analysis
on
fully devefoped
laminar fluid flow and
heat transfer in concentric annuli with
moving
cores. International
journal of
heat and
mass transfer,
34, 10, 2593-2601.
Shighechi,
T., Momoki. S. & Lee. Y:
Fully developed
laminar
flow
and heat
transfer
in eccentric annuli with
axially moving
cores. Fundamentals of heat transfer in forced
convection, ASME,
Chicago.
1994. 285. 75-84.
Simon. L. 1977,
Fadenabzug
von stehenden
Spulen
bei hohen
Geschwindigkeiten,
Tex-
tiltechnik, 27. 147-152.
Snyder,
W. T. & Goldstein, G. A. 1965. An
analysis
of
fully developed
laminar flow in
an eccentric annulus. A.I.Ch.E. Journal. 11.
May,
462-467.
9. List
of references
Stammberger.
H.
1986,
Nasal and
paranasal
sinus
endoscopy,
a
diagnostic
and
surgical
approach
to recurrent
sinusitis, Endoscopy,
18, 213-218.
Stammberger,
H.
1985, Schleimhautvernderungen
im vorderen Siebbein bei chro
nischer Sinusitis und
Mykosen
der Nasenneben hhlen.
Laryng.
Rhinol
Otol, 64, 107-
117.
Stammberger,
H. 1985, Unsere
endoskopische Operationstechnik
der lateralen Nasen
wand
-
ein
endoskopisch-chirurgisches Konzept
zur
behandlung
entzndlicher Nasen-
nebenhhlenerkrankungen, Laryng.
Rhinol. Otol, 64. 559-566.
Stammberger,
H. &
Posawetz,
W.
1990,
Functional
endoscopic
sinus
surgery,
Euro
pean
archives
ofotorhinolaryngology,
247. 63-76.
Steiner, E.,
Knosp,
E., Herold, C. J. & Kramer. J,
1992, Pituary
adenomas:
findings
of
postoperative
MR
imaging, Radiology,
185
(2),
Nov.. 521-527.
Tao,
L. N. & Donovan, W. F. 1955.
Through-flow
in concentric and eccentric annuli of
fine clearance with and without Relative motion of
boundarys,
Transactions
of ASME,
Nov,
1291-1301.
Taylor,
J. S., Crockerr, P. V. & Keebler. M, D. 1982. Intranasal
ethmoidectomy
and
concurrent
jirocedures. Laryngoscope,
92.
July,
739-743.
Tiedt,
W.
1968,
Berechnung
des laminaren und turbulenten
Reibungswiderstandes
konzentrischer und
exzentrischer
Ringspalten,
Nr.4. Technischer Bericht aus dem Institut
fr
Hydrologie
der Technischen Hochschule Darmstadt.
Tiedt,
W.
1967,
Berechnung
des laminaren und turbulenten
Reibungswiderstandes
konzentrischer und exzentrischer
Ringspalten,
II, Chemische
Apparatur, 91, 1,
17-25.
Torii,
S. & W.J., Y.
1994, A numerical
study
on turbulent Couette flow and heat transfer
in concentric annuli, International
journal of numerical methods
for
heat and
fluid flow,
4.
Feb, 367-377.
Vaskopulos,
X,
Polymeropoulos,
C. & Zebib, A. 1995.
Cooling
of
optical
fiber in
aiding
and
opposing
forced
gas
flow. International
journal of
heat and mass
transfer, 38,
11,1933-1944.
Velidandla, S., Putta, S. &
Roy,
R. P.
1996, Turbulent
velocity
field in isothermal and
heated
liquid
flow
through
a vertical annular
channel, International
journal of
heat and
mass
transfer,
39. 16. 3333-3346.
1 ^"7
9. List
of references
Wan,
H.
1997,
A
study
of cell behaviour on the surfaces of multifilament materials,
Journal
of
material science, Materials in Medicine, 8, 1,
45-51.
Wegener,
W. & Schubert, G.
1968,
Die Ermittlung der
Druckverteilung
in Garn
krpern,
Textil
Praxis,
23. 226-230. 297-302, 366-367.
"
Weissberg,
D. &
llan,
B. 1993. Talc
pleurodesis.
Journal
of
thoracial cardiovascular
surgery,
106, 689-695.
Wigand,
M. Fl f 989.
Endoskopische Chirurgie
der Nasennebenhhlen und der vorderen
Schdelbasis,
Georg
Thieme
Verlag, Stuttgart.
Wintermantel, E. &
Ha,
S. W. 1998.
Biokompatible
Werkstoffe und
Bauweisen,
Springer,
Berlin, ed. 2.
Wittmann,
M.
1992,
Der
Plasrnafibrouectinspiegel
nach endonasaler Siebbein- und
Kieferhhlenoperation,
Universittsklinik und
Polyklinik
HNO, Wrzburg.
Whrle,
P. 1989,
Ergebnisse
endonasaler
Siebbeinoperationen,
Mnchen, HNO-Klinik,
Augsburg.
Zee-Cheng,
R. K. &
Cheng,
C. C. 1989.
Delivery
of anticancer
drugs,
Methods-Find-
Exp-Clin-PharmacoL, 11, 7-8, 439-529.
1 ^9
10.
Appendix
10. Appendix
10.1.
Appendix
I: Thread-annular flow
10.1.1. Solution of the
Laplace equation
for an eccentric annulus
by
Moebius
transformation
In
chapter
2 an eccentric annulus is considered as flow cross-section. The axial flow is
only
controlled
by
the
velocity
of the inner
cylinder
and no
pressure gradient
is
acting.
This laminar flow situation is described
by
the
Laplace equation:
Awp
0
(115)
where the index 1 terms the first flow case for an
axially moving
inner core. The
analyti
cal solution of the
Laplace equation
can be achieved
by applying
a Moebius-transforma
tion
T(Z) (Henrici
& Jeltsch, 1987) to the eccentric annular flow
area,
as illustrated in
figure
2.2, In the
physical
situation a
point
inside the eccentric annulus can be written as
a
complex
number Z =
x + I
y,
which contains both Cartesian coordinates x and
y.
The Moebius transformation is defined
generally
for a
complex
number Z as
4
""
. 7 _ ft
T(Z)
= -
(116)
C' -Z-D
where A
,B,C
and D are
complex
coefficients
determining
the form of transforma
tion. For this
application
the eccentric annulus in the
Z-plane, corresponding
to the
phys
ical situation, shall be
projected
into a concentric annulus in the
W-plane
with its center
coinciding
with the
origin.
In non-dimensional form the
pipe
wall is
represented by
the
circle of
unity
which has its center at the
point
1 on the x-axis. The transformation
T(Z)
shall
project
the circle of
unity again
into a circle of
unity
with its center in the
origin
of
the new
plane.
From these
properties
of the transformation three conditions can be
derived to determine the coefficients of
equation
116.
First, regarding
the concentric cir
cles in the
W-plane
the two
points \W\
= 0 and
\W\
= oo
are
symmetric
to both circle.
Therefore their
original images,
here
designed
as
Z0
and
Zv,
are also
symmetric
to the
limiting
circles in the
Z-plane.
The claim of
symmetry
can be
expressed
as:
(Z0-(l+8)).(ZO-(l
+
8))
=
y2
(Z0-1).(ZM-1)
= 1
10.
Appendix
Solving
this
system
of
equations
delivers:
1
z0
=
((i
+
o)"-y"-: )
Zra
=
i((i + )2-Y2 + ^)
(118)
o
K = a/4 + (y2-1)"~22(y24-1)
Three conditions for the transformation function
T(Z)
can now be set
up:
T(Z0)
= 0
T(ZJ
= oo
(119)
r(0)
= -i
As the coefficients have to be determined
only
to a common factor,
the variable A can
be set to 1. The
resulting
coefficients are:
A =
l,B
=
-YQ,Cr
=
YZ()/ZJ.D
=
(Z0/ZJZX
(120)
Subsequently
the
required
function of Moebius transformation can be written as:
T(Z)
=
--T.-=
W
(121)
Zq
Z
-
/,x
This
equation
connects the
W-plane
with the
Z-plane. Therefore,
also the Carthesian and
the
bipolar
coordinates are
depending
on each other, because:
Z =
Y + / V
,
* (122)
W
-
K
e
b
=
K
cos
+1 K
sin
The relation between the coordinates x and
y
in the
Z-plane
and K and
C,
: in the
W-plane
can now be
explicitly expressed
as:
* =
V~
'
v
=
Z0Z^
Zvk~
+
(Z>;
+
Z())
Kcos
+
ZV
Z" K~ +
2ZnZ>n
KcosC + 7Y
(I23i
(Z^-Zf,)-K
sin u
Z~ K~ +
2ZriZ
KcosC + Z/
so ( I CX-
~
oo
1 AH
10.
Appendix
Z0
and
ZTO
are
again
the two
points
on the
x-axis,
which in the
Z-plane
are
symmetrical
both to the inner as well as to the outer
boundary
circle.
A central
property
of such an
unequivocal
transformation is that the solution of the
Laplace-equation
at one
point
in the transformed area is also the solution of the corre
sponding point
in the
physical
area. Therefore,
only
the
polar Laplace-equation
in the
transformed area has to be solved
Y"Y)
=
(124)
where the
boundary
conditions at the inner and outer wall with K
=
a,
and k = I are
w](al.Q
=
wTh,wl(
1,0
= 0
(125)
In the transformed annular area the
Laplace equation
can be solved in
polar
coordinates
K and
C, as described in
chapter
2 for the concentric
case,
which delivers the
velocity
profile
inside the annulus:
*.
=*-i^
(126)
a,,
the value of k at the inner circle,
depends
on the eccentric
position
and the radius
ratio:
a
=
((l+5)2-Y +
^)-((Y
+ S)2-l +
ZO
(127)
(-(
1 + )2 +
y
+ K
)
(-(y
+
T
+ 1 + K*)
In the flow case of thread-annular flow the shear force
acting
on the thread surface is of
central interest. In
polar
coordinates, with the
origin coinciding
with the center of the
inner
cylinder,
the shear stress at the inner
cylinder
wall can be written for Newtonian
fluids as the dimensionless
velocity gradient (Snyder
& Goldstein.
1965):
dir,
r
lk. l g.
c)"'i
f
a
c)K
x o
^
^
cos
+ sin 6
br
eite { c)x d\
The first
multiplicative
term is found
by
direct differentiation of
equation
126:
(128)
Ok k
lnu,
U29)
10.
Appendix
The second
multiplicative
term of
equation
128 is found
by straightforward application
of the chain rule of
partial
differentiation,
which was
presented
in detail
by Snyder
&
Goldstein
(1965).
To
get
an
explicit expression
of
equation
128 K has to be written in
terms of x and
y:
K =
7-
W
+*>-
+
>'
(130)
After differentiation for x and
y
and
subsequent replacing
of x and
y
with
equation
122
these terms can be written in the
polar
coordinates K and
:
9k
__
2Z0Zro
k +
(Zl
K2
+
Zrjcos
d.v
Z0ZYZ^-Z0)
(131)
3k
=
(Z2)-K2
+
Z;)sin;
3v
Z^fZ^Z^-Z,)
As in this case
only
the shear stress on the inner core surface is
investigated,
a
polar
coor
dinate
system
with its
origin
in the center of the inner circle can be introduced. A
point
on the inner circle
(r
=
y )
can
subsequently
be written in terms of the
angle 0, plotted
in
figure
2.2 too:
ZL = 1+ +
yV
(132)
n =
y
' v '
For better allocation of the shear stress on the circumference
C
is substituted
by
the cor
responding
coordinate 0
.
For that
purpose equation
132 is set into
equation
121 and the
real and the
imaginary part
of the transformed
expression
are determined as:
r(Z|.
=
v)
= U + IV
(133)
Geometrical considerations show that U and V are
directly
related to
:
sin;
= V/k,
cos^
= U/K
(134)
10.
Appendix
According
to
equation
133 U and V are
only expressions
in 0
,
so that
;
can be elimi
nated in
equation
131.
Setting
K =
a{
finally
the shear stress on the circumference of
the inner circle results to be:
xTh, 1
fh
K'
lnoci
a Z 17-Z I
ui
ol l
oo o i
cosO
' '
2
i y (135)
(-Y(ocfZ{")-Zeo)sin"()
+
{(Z;
-rx1 Z)|Z-Zoo|"
+
z0
-
zM
H-(Zoo-Zo){zi
+
a1-Z^}(l+o-Zro
+
Ycos0)}l
with
IZ-ZJ2
=
((l+-ZOD
+ ycos0)2 + y2sin2O) (136)
As the shear stress is
given
in terms of 0, the total shear force
acting
on the inner
cylinder
over a
length
L can be calculated
by
direct
integration
around the circumference
71
7>T, l
=
YLJxTlh
fldQ
o
(137)
w
= -2nL
Hi
In
ex,
Equation
136 illustrates how the shear stress
changes
over the circumference. A
bending
moment is
resulting
from these circumferential variations which
may
be
expressed
as
A/[
=
2Y/LjtK77/cos0Yf/O
(138)
o
10.
Appendix
Using equation
136 for the
integration gives
Mi
=
ny"Lw
Th
YczI-zyj
*
t 2
y
i
4y"a
ZYE
4
4 (EA[-y4)(E _y)V(E +y)'
/
+ -
(139)
(E
+
YW(F -y) j
+
4y~F
"4C-2yii^F + 4y2F
2G
~(2yV
-F
)+y4G
->
-,
>
(G (F
"
+
Y")-2y
F
)(F
"
+
7-)
^(F ^y)~
2a
(75 -y) V( +Y)
Z0-2o
2cx,
7-7
E = 1 + S
-
Z
F =
G
at z0-
-7Y
^)^0~
z*,
ex,
Zq(Zq
Zot)
Y~
+ 1 + "
-
1 +
8Z0
+
ZTO
+
Z0Zo
Y(2
+
26-(Z0
+ Z
J)
(140)
The flow rate is
generally
obtained
by integration
of the
velocity profile
over the flow
area:
Q
= H7/Wv (141)
The transformation of this surface
integral
into
bipolar
coordinates occurs
by evaluating
the Jacobian matrix
(Macclonald.
1893):
d(x,y)
3(k, C)
(142)
and
including
it in the
integral expression.
The
integrating
borders can
easily
be set in
polar
coordinates:
Tt 1
Q
=
2||w(K,C)
Ou,
Tt 1
3(\.v)
dY-Q
cIkcL
(143)
0 f
f
kZ0Z^(Z^-Z0)
w
(k, Y dK.dC,
U
(Zl,
+
K-Z()
+
2(Z0Z^cos))
10.
Appendix
Applying again equation
36 for
w{
an
explicit
formulation is
resulting
after
integration
for the flow rate:
Q{
=
-rcw^Zr^Z^-Zo)"
Z~JH -l)
+
Z(a,"-/7
-
l)-2Z0ZM(a,
-H +
(Z^-
cx,"Zq)(Z0
+ Z
)lnrx.
a,Zr
(144)
V
Xzl-ax2Z20)j
with /7
being
a
positive
real number:
H =
Z0
+
Z
a, Z0
+
Z
^o-Z0 -a1Z0
+
Zo
(145)
That
way
the central flow values are determined for the eccentric annular flow with the
axially moving
inner
cylinder
as flow
inducing parameter.
I As
10
Appendix
10.1.2.
Experimental set-up
for the measurements on thread-annular flow
OCrnijjo
I AA
10
Appendix
Figure
10 1 Oxa\icx\ of
the
experimental
Sit
up
foi
the measurements on thiead annula/
//cm 1)
pi
essuie chamber with connected
pipe 2) pressure
adjusting
xalxc,
3)
manometer 4)
thcimometci ^) fluid icscnou 6) digital
to
analog
converter
for piessiiie foicc
measurement and duector
foi
threadxcloatv
7)
electric
sujrplx ofxsatei
U\ el control S) electric
supjflx ofthread xclocity
control
figure
10 2 front Mew (a)
and side xuw (b) of
the
piessmc
chambei with the
connecting
flow
channels and contiol lines \umbei s 1) S) as m
fig
10 1
9)
I bread velocity
contiol 10)
testing pipe
11)
fluid supplx
12)
piessurred
an 13)
water lexel
contiol \ah c
1
0
.
1
.
3
.
E
x
p
e
r
i
m
e
n
t
a
l
s
e
t
-
u
p
f
o
r
m
e
a
s
u
r
e
m
e
n
t
s
o
n
t
h
r
e
a
d
i
n
j
e
c
t
i
o
n
f
l
o
w
5
0
M
a
t
t
s
I
S
a
a
l
l
n
g
l
D
s
i
a
f
l
S
(
v
o
l
v
e
a
n
a
c
o
u
p
l
i
n
g
}
(
3
>
'
1
1
1
1
1
1
1
1
1
1
i
1
1
i
t
f
L
I
I
1
c
T
I
u
r
i
s
/
r
p
,
,
r
r
/
r
-
l
O
T
l
i
d
1
j
1
1
1
n
h
r
i
t
a
1
i
n
i
n
l
i
/
n
g
j
n
1
p
o
j
i
i
r
l
i
/
i
n
g
u
n
i
C
i
l
i
,
F
r
'
a
r
i
n
1
1
S
=
>
i
q
h
C
i
n
o
e
s
E
x
p
.
s
e
t
-
u
p
T
h
r
e
a
d
i
n
j
e
c
t
i
o
n
B
B
E
T
H
Z
u
r
i
c
h
L
0
l
J
4
3
a
d
e
l
i
?
e
n
c
r
<
b
S
u
b
j
t
u
e
c
t
y
b
u
r
s
t
i
i
u
d
r
r
r
l
7
j
S
W
10
Appendix
Figure
10 3 Basic
experimental set-up for measurements on thread
injection flow
1) Piessuie chambei with thiead
package,
in this case a bobbin with axial
thread
draw-off, 2) xalxe to
interrupt
the thiead
injection, 3) injection
cannula,
4) manometer, 5) measure
cup
to collect thiead and
fluid, 6) fluid supply
10.
Ajrpendix
10.2.
Appendix
II: Thread
storage
units as
spools
and bobbins
10.2.1.
Winding
of thread
packages
for axial and
tangential
draw-off
experiments
Two
types
of thread
packages
are considered in the
investigations
on draw-off resistance
in
chapter
4 and for thread
injection experiments
in
chapter
5. Bobbins with axial draw-
off and
spools
with
tangential
draw-off are
thereby
wound
by
different
procedures,
which are described in this section.
In a
great part
of the
experiments
the
investigated
thread
packages
were wound
with the same cotton thread, which has a
yarn
ditter of Ne 30/2. This thread is used usu
ally
for the fabrication of medical
gauzes
(Fa.
IVF, Schaffhausen. Switzerland)
and
therefore has
highly hydrophil properties,
which
guarantee
a
complete moistening during
draw-off and
injection
and avoid air bubbles in the
injection pipe.
Beside this thread
type
also other threads vvere used for
winding
thread
packages,
which are listed in table 10.1.
Mainly
the different threads were
applied
to
study
influences of the thread diameter.
Before
winding
the threads were stored on cross-wound cones or
cylinders,
from
where
they
were
axially
drawn off for the further
processing.
to the
winding-
device
Figure
10.4:
Set-up for constant
yarn
tension
during winding: a)
Cross-wound cone,
b) Yarn stress controller, c)
Magnetic
brakes.
Thread
type
Ditter Diameter
[mm] Specific properties
Cotton multifila
ment
Ne 30/2. Xe 20/2,
Nm 30/3
0.28. 0.38. 0.46
High
amount of
protruding
libers with
rough
surface
Poly-esthei
mul
tifilament
Nm 100/3 0.27 Low amount of
protruding
fibers with smooth surface
Natural rubber
monofilament
-
0.46. 0.58
;
Circular
cross-section, high
i
elasticity
i
Table 10.1: Thread
types
considered
for
the
winding of
the thread
packages.
For
self-
standing
bobbins only cotton threads xvere suitable.
Spools
with axial
draw-off
could be wound x\ ith all threads.
10.
Appendix
The
pulling
force on the thread
during winding
of the thread
packages
was
kept
constant
by
a
yarn
tension
regulator (Speicherfournisseur, Memminger-IRO
EFS
21, Serie3).
Thus,
the
winding density
of the thread
package adjusted constantly
and the
occasionally
great
variations of the thread force
during
the
winding process
were eliminated
by
this
instrument. In addition, the
pulling
thread force could be increased
by leading
the
yarn
over several rolls
equipped
with
adjustable magnetic
brakes to
investigate
the influence
of the
winding
thread tension. Thread
packages
were wound at five different
yarn
ten
sions of
4, 15, 21.5,
26 and 32.5 cN. For the
experiments presented
in
chapter
4
only
thread
packages
wound at 21.5 cN were used.
The
self-standing
bobbins for axial draw-off were made
by
a self-made
winding
device illustrated in
figure
10.5. The thread
guided through
the
yarn
tension
regulator
was lead
by
the
up-
and downwards
moving yarn eye
(I)
and laid down on the
winding
thorn
(II).
For a
satisfactory stability
of the bobbins a
high crossing angel
of successive
yarn loops
around 40 was
necessary,
which is
comparable
to the bobbins
investigated by
Nbauer
(Nbauer. 1973).
Therefore, the ratio between the stroke
frequency
of the
yarn
eye coic
and the
frequency
of the
rotating winding
thorn
coH,r
was chosen
high:
fflw
= 0.34
(0/
(146)
The number of revolutions of the
winding
thorn was 16
s_1,
which
corresponded
to a
mean
winding
thread
speed
of 0.2 m/s. After the final,
spool
diameter was reached, the
b)
Figure
10.5:
Winding of
the
different
thread
package types: a) Self-standing
bobbin with
high
crossing angle for
axial
draw-off
tjYa>\y[)=0.34.
b) Spool
with
supporting
core
body for tangential draw-off
with minimal
crossing angle of
the thread.
bobbin was
pulled
off
axially
from the
winding
thorn.
Typical
dimensions and further
values of the final bobbins are listed in table 4.1 of
chapter
4.
The
winding
of the
spools
with
supporting
core
body
and lateral
flanges
occurred
automatically
too. The thread was reeled on the core
body,
which was fixed on the end of
a
rotating
shaft.
By choosing
the
long
distance of I meter between the fixed
yarn eye
(I)
and the
spool
the successive
yarn loops
vvere laid down
parallely justified
next to each
other,
corresponding
to the theoretical model for the
winding process
treated in the next
10.
Appendix
section. Characteristic
properties
of the
spools
with
tangential
draw-off of the thread are
found in table 4.1 in
chapter
4.
Spools
for
tangential
draw-off could be wound with
practically every type
of
thread, as the lateral
flanges guaranteed
a
high stability
of the thread
packages.
That
way,
even elastic rubber monofilaments with circular cross-section could be
applied.
Self-
standing bobbins,
on the other hand,
required
certain thread
properties
to achieve stable
thread
packages. First,
a certain amount of
protruding
fibers must exist to be
clamped by
neighboring
thread
layers
and avoid that
way
thread motions after the
winding process.
Further, the
roughness
of the fiber surface could be of
importance too,
as with a multifil
ament thread of smooth
poly-esther
fibres the
winding
of stable bobbins was not
possi
ble. In addition, that thread
type possessed
few
protruding
fibers. Also monofilaments are
not suitable for bobbins, as torsional stresses can not be
compensated by
internal shift of
thread
fibers, as it occurs in multifilaments. Monofilaments
loop
soon after the
begin
of
the bobbin
winding process
and inhibit that
way
a further reliable
winding
structure.
Therefore,
in
chapter
4
only
bobbins wound with three different cotton threads were
regarded
to investigate thread radius influences on the draw-off resistance.
10.2.2. Theoretical
description
of the draw -off radius behavior
during
draw-off
Draw-off
radius
ofspools
with
tangential draw-off
Figure
10.6: Model
of
thread x\
hiding
on
spools
with
supporting
core
body.
Successive thread
loops
are
parallel
and
flush to each other.
r$ 1
: radius
of
the
winding
thorn,
77
: radius
of
the k-th thread liner,
77.
: outer
winding
radius
(draw-off
radius).
The
winding
model of
spools
with
supporting
core
body
and lateral
flanges,
where the
thread is drawn off in
tangential
direction, starts with the
assumption
that the thread is
laid down
perpendicular
to the
rotating
axis. This
corresponds
to a
crossing angle
of suc
cessive thread
loops
of 0.
During
w
hiding
a thread
layer
is filled
up
in axial direction,
thereby
the thread is
always
laid down
parallely
and
flushly
to the
proceeding loop.
The
I TI
10.
Appendix
number of thread diameters
existing
in one
layer
over the whole
spool
width is subse
quently:
Wo
n
=
1
(147)
2'V/,
Every
new thread
layer
is laid down on a
winding radius,
which is one thread diameter
bigger
than the
proceeding
one. Therefore it results for the number of thread
layers
in
radial direction:
m
=
^f-^i (148)
-'
I h
where
rs 0
is the outer
winding
radius and
rs ;
the inner radius of the core
body.
The
wound
length
of thread is
depending
on the number of thread
layers
and can be
expressed
as a sum:
/,
=
Jj2nrrn,k=l,2
77/
(149)
k = i
E
=
Y.YEi,
(15)
''*+!
=
E
+
Eh
051)
I,
=
X
2nn
O'i
+
(''i
+
2rTh)
+ +
Ci
+
('- 1)
2rn)}
L= 1
= 27177
{777"
rTh
+ m
?y-
^
(152)
If
equation
153 is solved for
777, the
winding
radius is
resulting:
rs, o
=
rs. ,
+ >"
2rTh
=
-]=4nnrs. E
+
21/n
(153)
Jnn
During
thread
injection
rSo
is also the draw n-off radius, where shear forces are
acting
on the
spool
surface and where the resistance force on the thread is
acting.
For this case
of
unwinding
the
spool equation
153
represents
also the
dependence
of the draw-off
radius on the drawn-off thread
length.
The wound
length lm
in
equation
153, which
orig
inally
is a discrete value, can be
replaced by
the continuous thread
length /,
if for the
number of thread
layers
77; also rational values are admitted. This relation between draw-
10.
Appendix
off radius
rs o
and the drawn-off thread
length
influences the
equilibrium
of the resis
tance momentum of the
spool
and the
pulling
thread force:
MR
=
rs_<rFR
(154)
Equation
153
gives
the draw-off radius or outer
winding
radius in
dependence
of the
wound thread
length
/. If a constant axial thread
velocity
is assumed for
winding
as after
wards for the
draw-off,
the thread
length
can be
replaced by
/ =
wTh
t. That
way
rs 0
is known in function of time and can be used to evaluate the draw-off measurements in
chapter
4. For
comparisons
of those
experiments
in function of other
parametersjt
time
independent
draw-off force was desired. Therefore, a mean draw-off radius
rs
was
defined, were
FR
can be studied
by varying
the
remaining parameters.
The draw-off
radius
rs 0
is
weighted by
time:
i
1
Y
=
'max
0
j"
rs,()(t)dt
(155)
This mean radius is for both draw-off and
winding
the
same,
so that t is considered here
as the
winding
time.
tmcn
is the time at the maximum
winding
radius
rs max
correspond
ing
to the half diameter of the lateral flanse.
t,,,
can be derived
by solving
the time
depending
form of
equation
153 for t and
setting
the maximal
winding
radius for
rs 0.
That
way tmcn
results to be:
nWs(r,-~>i,m,x)
,,,.,
fnax
=
^ (156)
4rTirwih
or
by introducing
the
experimental geometries
of the
spool
Ws
= 10.95
mm,
rs,,ai
=7.75
mm,
rSl
=1.90 mm:
/ =
M^
max
2
v-1--7'/'
rth
'
WTh
Introducing equation
157 into the
integration
of
equation
155 results in a constant value
for the mean
spool
radius:
7S
= 5.42 mm
(158)
The
experiments
in
chapter
4 were done in function of the draw-off time, therefore the
time at which the mean
spool
radius is reached
77.
is calculated
again by solving
the time
W.
Appendix
depending
form of
equation
153 for t and
setting
rs
for
rs ().
The mean draw-off time is
depending
on the thread diameter and the thread
velocity:
?
">
1
10
7
ts
=
YY
1U
.
(159)
rTI,
'
WTh
Draw-off
radius
ofspools
with axial
draw-off
For the
winding
of bobbins a defined model as for the
spools
is difficult to set
up
as the
threads are not laid down
parallel during winding
but in a
large angle
around 45. How
ever in a first
approximation
the
winding
of the bobbin can be
regarded
to occur
equiva
lent to the
winding
of
spools. Assuming
that the thread is laid down from the
beginning
over the hole bobbin
length,
the
winding
radius has to
grow
in an
analogue
function as
for the
spools
in
equation
153:
En,- JY.T
+
8-l (160)
The constant
g
can be
expected
to be
larger
than for the
spools,
as the
package density
is
lower for the bobbin with crossed thread
layers,
so that the
winding
radius is
growing
faster with the wound thread
length.
To determine the constant
g equation
160 was
solved for this value and for
rn 0
the final outer bobbin radius was se into the
resulting
equation:
B. max B. i ,,
r \ \
g
=
; (161)
max
The total wound thread
length
lnun
was found
by fitting
with the thread
lengths
obtained
in the
experiments.
The
fitting
function was a modified form of the
expression
of the
winding
thread
length
in
equation
152. where a constant factor was assumed to be added
for the
winding
of bobbins:
&
/w~(2t/;.{7/r-?7/;
+
77/-7-/iw})
Tt 1
i
Lnax
~
JWB
((''/?...
"
rB. X
+
('. a
~
r
B,
,)rB,
,)
4
rU)
(162)
1
rTh
Finally,
a
proportionality
was found to
rph.
With the last
expression
a
fitting
to the thread
lengths
of the
experiments
was lead
through by
a least
square algorithm.
For the bobbins
I7S
10.
Appendix
considered in these
investigations
the
following dependence
of the total thread
length
on
the thread radius was found:
lma^
A.1Q YY1
r/}h (163)
Introducing
this
expression
into
equation
162 delivers for the constant
g
:
g
=
(^J-^.,2)-
r':"
.7
(164)
4.70- 10
That
way equation
160 is
given explicitly.
To have time instead of the thread
length
as
free
parameter
/ can be
replaced by
t
wTh
. Thereby,
the time to wind
up
a certain thread
length
is
equivalent
to the time to draw-off the same thread
length,
when the thread
velocity
is constant in both cases. The
experimental
draw-off resistance was measured in
function of the time
too.Jbut
for an
investigation
of the other
parameters
the definition of
a mean draw-off radius
rB
is more
appropriate.The
draw-off radius
rB ;,
as in
tangential
draw-off,
is
weighted by
time:
rB -LjrB^t)dt
(165)
nun
The total draw-off time
tnun
is
depending
also for bobbins on the draw-off
velocity,
the
diameter of the thread and on
winding properties. Solving equation
160 for the time t
and
setting
for the draw-off radius the outer radius of the bobbin /-
,
the total draw-
~
/>, }fl(l \
off lime can be written as:
4.70- 10
'
,,,,,
/ =
(166)
max
rTh
'
wTh
Thereby,
the outer radius of the bobbins in the
experiments
was
rB max
=6.1 mm and
the inner radius were the thread draw-off
begins
was
rB }(t
=
0)
= f .75 mm.
Evaluating
that
way equation
165 the mean draw-off radius results to be
independent
of draw-off
velocity
and thread diameter:
7B
= 4.30 mm
(167)
However, as the
experimental
data vvere not recorded in function of the draw-off radius
but
depending
on the draw-off time, the time at which
rB
is reached, was evaluated
10
Appendix
equivalent
to
tmax,
solving again
the time
depending
form of
equation
160 for t and set
ting
rB
foi
rs 0
h
=
216 10
(168)
Eh Mih
At this mean diaw-off time
paiametci
valuations m diaw-off
velocity,
thiead diametei
and fluid
viscosity
weie
legaided
in the
investigations
on diaw-off lesistance
10.2.3.
Set-up
to measure the draw-off resistance of thread
packages
Figure
10 7
Apparatus
to draw
off
the thread
from a thiead
package
and
measuring
the
ic sistance 1) I hud xesscl
containing
the
fixed
thread
package II)
Force
transmuta III) Draw
off x\ heel
IV)
Suction
pipe
10.2.4. Influence of the
winding
tension on the draw-off resistance
The influence of the thiead tension
dunng winding
ot the thiead
packages
on the chaw-
oft lesistance is shown in
figuie
10 8 The standard cotton thiead with the dittei Ne 30/2
was
pulled
off fiom the
packages
at a
velocity
of 0 5 m/s The fluid
suiioundmg
the
thiead
package
was
theieby
distilled watei
Axially
chawn olf bobbins show a
signifi
cantly
lowei diaw-off resistance than
tangentially
dtawn off
spools
The
slight
mciease
in diaw-off lesistance with
aismg winding
tension ot the thiead is, howevei,
negligible,
when these lesults aie
compaied
to the effects obseivcd
b>
vanattons of the
paiameteis
investigated
m
chaptei
4 Theietoie. the thread
winding
tension is not consideied as arel-
10.
Appendix
evant
parameter,
which has to be taken into account in the
design
of a thread
injection
system.
Therefore,
in all the
experiments
of this thesis the
winding
tension was
kept
con
stant at 21.5 cN, as the bobbins had an
appropriate density
and
subsequcntiy
also stabil
ity
at this
value,
which allowed a better
handling during
the measurements.
E
CD
O
c
s 6
_
Vi
'en .
CD
V_
3=
4
-
O
. --
-
-
~
S
-
-
"
CO
1
2
-
c axial draw-off
CO
-
CD
S
0
t J i 1 . i. ,
6~
01
0 10 20 30 40
0
Thread
winding
tension
[cN]
tangential
draw-off
10 20 30 40
Thread
winding
tension
[cN]
Figure
10.8: The
influence of
the
xvinding
tension
of
the thread on the
draw-off
resistance is
negligible for
both
axially
drawn
off
bobbins and
rotating spools
with
tangential
draw-off.
10.
Appendix
10.3.
Appendix
IV: Clinical thread
injection system
10.3.1. Sterilization and tensile
strength
of the
implant
thread
Method
of
sterilization
Two methods of sterilization are considered for the thread
injection
device for the endo
nasal
application:
The
cartridge
holder and the
injection
cannula arc reusable units and therefore have
to be sterilizable in the clinic. This can be realized
by
hot steam sterilization at 1
bar,
134C for 50 minutes. This
procedure
is not critical for the
applied
materials as the stain
less steel and the
high temperature o-rings
for
sealing
are not
damaged by
this condi
tions.
The
cartridge
with the thread
package
on the other hand cannot be sterilized
by
hot
steam, as the
cartridge
chamber is closed. In addition,
cartridges
with thread
packages
stored in a fluid can be
imagined
too. where sterilization has to
occur,
after the
cartridge
is
charged
with the thread bobbin and
eventually
the
storage
fluid.
Therefore, x-ray
ster
ilization is the
appropriate
method for the thread
cartridge. X-ray
sterilization was car
ried out with the
PP/PE-cartridge containing
a bobbin of cotton thread with ditter Ne
30/2. The dose of
x-ray
radiation the thread
cartridges
were
exposed
was 25.2
kGray.
Syringes,
which were used for the
pressure generating system,
did not need
any
further treatment as
they
are
already
available in sterilized form.
Effects of
sterilization on the used materials
As mentioned above hot steam sterilization was not observed to influence the material of
the
cartridge
holder and the
injection
cannula.
The thread
cartridge
on the other hand was affected
by x-ray
sterilization: All
poly
mer
parts
had a white color before sterilization. After the treatment the
PP-parts
of the
cartridge
had a clear
yellow
color. The
PE-cartridge cap
and the cotton thread
appeared
slightly yellowish.
An affection of the material
by x-ray
radiation can have a
reducing
effect on the mechanical
properties.
This would
mean,
that the thread
cartridge
would
break at lower chamber
pressures
and that the thread would break earlier at
high explan
tation resistances. The later case can be crucial for the medical
application
of thread
injection,
as when thread break occurs a
minimally
invasive
explantation
of the thread is
practically impossible.
Therefore,
the tensile
strength
of the cotton thread was tested before and after ster
ilization. The thread
samples
vvere taken
always
from bobbins stored in thread
cartridges,
so that
winding
and
storage
effects on the thread
strength
were considered in all
samples
in the same
way.
The tests vvere carried out on a tensile
testing
device at the Federal Insti
tute of Measurement and
Testing,
St.Gallen, Switzerland.
The tensile
strength
of the cotton thread
(Ne 30/2) was found to be reduced
signifi
cantly
for 40%, if the thread was
exposed
to
x-ray
radiation
(fig. 10.9). Subsequently,
the
use of cotton thread for thread
injection applications
with later thread
explantations
has
to be evaluated
critically.
However, resistance forces under wet
explantation
conditions
were never found to raise over 1 N. so that the tensile
strength
of sterilized cotton thread
would still
lay
two times above this critical value. If this
range
of
security
is not suffi
cient,
another material has to be found to manufacture a multifilament thread. Materials
i -iii
10.
Appendix
O
0
1
1
1
Untreated Sterilized
Figure
10.9:
Breaking strength of cotton thread
(Ne30/2) before
and
after gamma
sterilization. A decrease in
strength (f nearly
40% was observed
insensitive to
x-ray
radiation are to
day already
available in
many
forms, so that the real
ization of a thread with sufficient mechanical
strength
should not be a
inhibiting
factor
for the
application
of thread
injection
in medicine.
10.3.2.
Manufacturing
of the thread
cartridge
As the thread
cartridge
is conceived as a
disposable unit, a
polymeric
material was con
sidered for the
design.
It was manufactured
by
four
subunits,
which are illustrated in
figure
10.10: the
cartridge
chamber, the
polymer threading channel,
the metal
threading
channel and the
cartridge cap.
The main
cartridge
chamber and the
beginning
of the
threading
channel were made
of
polypropylene (PP) products
from
laboratory technique.
The
cartridge
chamber con
sisted of a
centrifuge
cone tube
(Se
madeni
AG, Ostermundigen),
which was cut from the
tip
after 2 and 46 mm to obtain the final
length
of 43 mm. The PP
threading
channel was
a
pipette tip (Multiflex
ER-401, Milian SA, Geneva), where the first 49 mm of
tip
were
cut off to have a final
length
of 34 mm. The two PP
parts
were welded to one
piece by
pressing together
the
superficially
melted
connecting
cross-sections. The
melting
of the
connecting
cross-sections occurred
by pressing
them
simultaneously
on a hot steel
plate.
The
temperature
of the steel
plate thereby
was above the
melting point
of PP.
By joining
immediately
the still melted cross-sections a reliable connection of the two
parts
was
achieved.
A 58 mm
long
Cr-Ni-steel
pipe (Nickel-Contor, Haynes Int., Zrich) was used for
the last narrow section of the
threading
channel, as no commercial PP
pipes
of such small
diameters were available. Its inner and outer diameter was 1.2 mm and 1.4 mm
respec
tively,
which resulted in a radius ratio of 0.25 for the cotton thread. The Cr-Ni-steel
pipe
was welded
together
with the rest of the
cartridge by introducing
it into the
PP-threading
channel. After accurate axial
positioning
of the steel
pipe
to the rest of the
cartridge
the
PP
threading
channel was heated in the
overlapping
section of the two
threading
channel
parts.
For this
purpose
the
overlapping
section was turned
axially
in the air flow of a hot
air
fan, until the
glass
transition
temperature
of PP was reached for short time. That
way,
the PP could flow around the Cr-Ni-steel
pipe
without
loosing
the basic structure of the
en
c
CO
m
10
S
6
10.
Appendix
PP
treading
channel
part.
A reliable connection of the steel
pipe
with the PP
part
of the
cartridge
was obtained that
way.
The
cartridge cap
was a
commercially
available lamella
peg
(Semadeni AG,
Oster-
mundigen)
of
polyethylene
(PE)
with a functional diameter of 12
mm,
which could be
set on the
cartridge
chamber without further modifications.
Manufacturing
the thread
cartridge by
this
procedure
was time
consuming.
For a
commercial
design
of the thread
cartridge surely
a
single injection molding process
would be more efficient. That
way
the basic
cartridge
unit
containing
the
cartridge
cham
ber and the
threading
channel could be
produced
in one
process step, saving
time and
costs that
way.
PE-cartridge cap
PP-cartridge
chamber
melt-connected
cross-sections
Y PP-threading
channel
weld-connected
surfaces
Cr-Ni-steel
-threading
channel
Figure
10.10: Constructive subunits
of
the thread
cartridge.
The
polypropylene (PP) parts
were
joined by melting
the
connecting
cross-sections. The steel
pipe
was
connected to the
cartridge
bv
welding
the
PP-threading
channel section over a
certain axial extension around the steel
pipe.
The
polyethylene cap
was
available ready made.
10.3.3. Pressure
range
of
manually operated syringes
Syringes
are the most common and
spread pressure system
in medicine and
mostly
used
for
injections by
hand. Therefore, the
pressure range,
which can be covered
by
this
devices, was
investigated experimentally by measuring
the
pressure
inside
syringes
of
different size. The
syringes
were
operated by
the author
by
one hand. The maximum
achievable
pressures
were measured,
whereby
a manual force of about 90 N was
applied.
Further, the
pressure,
which
appeared during injection
without
big
strenuous effort, was
10.
Appendix
determined. It is
designated
here as
working pressure
and
corresponded
to a mean force
of 22 N
acting
on the
syringe piston.
-Q
13
CO
CD
CD
C
>^
CO
Syringe
volume
[ml]
Diameter of
syringe pis
ton
[mm]
2 8 75
5 12,35
10 15 65
20 20.1
30 21.8
60 27.0
\
\
\
\
\
\
\
\
\
Maximum
pressure
!
Working pressure
i i i i
10 20
Diameter of
syringe piston [mm]
30
Figure
10.11: Pressures inside
different syringes emerging by
one-hand
operation.
The
working pressure
is a mean (n
=
5)
corresponding
to an
injection
without
strenuous
effort of
the
operator.
The maximum
pressure corresponds
to the
highest
achieved
pressure.
The
applied pressure
decreases
significantly
xvith
rising
diameter
ofsyringe piston, subsequently
small
syringes
have a wider
applicable pressure range.
The mean values of five
pressure
measurements are
pfotted
in
figure
10.11 for different
diameters of
syringe piston.
A clear decrease of
syringe pressure
with
increasing piston
diameter could be observed. The maximum
pressure
of the 2 ml
syringe
could not be
determined, as it exceeded the
range
of
pressure measurement,
but it can be estimated to
lay
around 10 bar. This illustrates that with small
syringes high pressures
can be
achieved,
manually.
But because of the small available fluid volume such
syringes
can
only
be
applied
for thread
injections,
where
very
short thread
lengths
have to be
injected
or where
very
little fluid is needed.
Syringes
with a
bigger
volume of 30 ml for instance, enable
only
maximum
pres
sure differences of about 2 bar, but as could be seen in the
experiments
of
chapter
5 the
central values as thread
velocity
and mass flow can be
adjusted
also
up
to this
pressures
in a wide
range,
if the
appropriate
cannula and
transport
fluid is used.
10.
Appendix
10.4. Mathematica
program listings
1. Model of the laminar eccentric thread-annular flow
2.
Regression procedure
for the resistance force due to axial draw-off from bobbins
3.
Regression procedure
for the resistance force due to
tangential
draw-off from
rotating spools
4.
Semi-empirical
thread
injection
model for
axially
drawn off thread
packages
5.
Semi-empirical
thread
injection
model for
tangentially
drawn off thread
packages
1 01
10.
Appendix
10.4.1. Model of the laminar eccentric thread-annular flow
isa
L
e
i
t
h
t
e
a
d
a
i
m
i
h
i
f
l
o
n
b
(
*
T
h
r
e
a
d
-
a
n
n
u
_
a
r
f
l
o
v
?
m
o
d
e
l
r
e
g
a
r
d
i
n
g
e
c
c
e
n
t
r
i
c
t
h
r
e
a
d
p
o
s
i
t
i
o
n
s
*
a
S
y
m
b
o
l
s
g
r
a
d
i
u
s
r
a
t
i
o
e
p
s
e
c
c
e
n
t
r
i
c
i
t
y
e
e
c
c
e
n
t
i
c
p
o
s
i
t
i
o
n
o
f
t
h
e
c
o
r
e
w
T
h
t
h
r
e
a
d
-
v
e
l
o
c
i
t
y
P
d
i
m
e
n
s
i
o
n
l
e
s
s
p
r
e
s
s
u
r
e
g
r
a
d
i
e
n
t
1
p
i
p
e
l
e
n
g
t
h
a
f
l
o
w
v
e
l
o
c
i
t
y
*
t
a
u
s
h
e
<
r
s
t
r
e
s
s
F
t
h
r
e
a
d
f
o
r
c
e
s
M
m
o
m
e
n
t
u
m
Q
v
o
l
u
m
e
t
r
i
c
f
l
o
r
f
r
a
n
g
e
E
f
r
i
n
j
e
c
t
i
o
n
e
f
f
i
c
i
e
n
c
y
f
f
r
i
c
t
i
o
n
f
a
c
t
o
r
x
,
y
c
a
r
t
h
e
s
i
a
i
c
o
o
r
d
i
n
a
t
e
s
E
t
a
,
X
i
b
i
p
o
l
a
r
c
o
o
r
d
m
a
t
r
e
s
r
,
t
h
e
t
a
c
y
l
i
n
d
r
i
c
a
l
c
o
o
r
d
i
n
a
t
e
s
T
t
r
a
n
s
f
o
r
m
a
t
i
o
n
f
u
n
c
t
i
o
n
a
l
f
a
,
b
e
t
a
,
z
o
l
z
o
o
l
t
r
a
n
s
f
o
r
m
a
t
i
o
n
v
a
r
i
a
b
l
e
s
1
i
n
d
e
i
-
f
o
r
C
o
u
e
t
t
e
f
l
o
w
t
y
p
e
*
T
h
>
0
P
-
;
2
i
n
d
e
x
f
o
r
P
o
i
s
e
u
i
l
l
e
f
l
o
r
f
t
y
p
e
f
w
T
h
-
0
,
P
>
0
;
{
*
S
o
l
u
t
i
o
n
o
f
t
h
e
e
c
c
e
n
t
r
i
c
a
n
n
u
l
a
r
f
l
o
w
*
;
w
e
c
c
l
=
L
o
g
[
E
t
a
j
/
L
o
g
[
a
l
f
a
l
]
*
w
T
h
,
2
f.
1
+
2
e
+
e
2
-
g
2
*
V
1
-
2
e
2
+
e
~
-
2
g
"
1
-
2
e
2
g
2
+
g
*
z
o
o
l
3
2
e
T
=
-
z
o
o
l
/
z
o
l
*
(
z
-
z
o
l
;
/
(
z
-
z
o
o
l
)
,
e
p
s
=
,
z
-
,
e
=
,
g
=
,
u
=
R
e
[
_
"
]
,
v
=
l
a
?
[
T
]
,
a
l
f
a
l
=
T
/
z
-
>
1
+
e
+
g
,
b
e
t
a
l
-
T
/
z
-
>
2
,
E
t
c
h
i
t
a
d
a
n
n
i
'
k
i
?
f
l
o
n
b
l
S
f
z
o
o
l
/
E
t
a
7
+
-
2
2
i
+
E
t
a
(
1
+
?
)
C
o
s
[
X
i
]
)
X
e
t
d
x
i
=
_
_
_
_
_
E
t
a
z
o
o
l
(
1
-
-
^
-
)
S
i
n
[
X
i
]
Y
e
t
a
x
i
=
y
y
2
+
(
x
-
z
o
l
)
2
z
o
o
l
/
(
x
-
E
t
a
x
y
=
-
T
r
r
r
r
S
t
a
x
O
=
~
~
~
-
~
-
z
o
l
s
j
y
2
+
(
x
-
z
o
o
l
)
2
z
o
l
/
w
e
c
c
2
~
P
*
c
A
2
*
(
S
u
m
!
(
<
E
A
(
~
n
*
b
e
t
a
2
,
*
C
o
t
h
r
b
e
t
a
2
]
*
S
m
h
[
n
*
(
a
l
f
a
2
-
E
t
a
2
)
]
-
E
A
(
-
n
*
a
l
f
a
2
)
*
C
o
t
i
[
a
l
f
a
2
*
S
i
n
h
[
n
*
'
b
e
t
a
2
-
E
t
a
2
)
]
)
/
S
i
n
h
I
n
*
f
a
l
f
a
2
-
b
e
t
a
2
)
]
-
C
o
t
h
[
E
t
a
2
]
*
E
A
(
-
n
*
E
t
a
2
)
}
*
C
o
s
[
n
*
X
x
2
]
,
{
n
,
1
,
l
i
m
}
j
+
N
a
l
f
a
2
-
E
t
<
*
2
)
*
C
o
t
h
[
b
e
t
a
2
]
-
/
b
e
t
a
2
-
E
t
a
2
;
*
C
o
t
h
[
a
l
f
a
2
]
,
/
2
/
(
a
l
f
a
2
-
b
e
t
a
2
)
C
o
t
h
[
E
t
a
2
1
2
)
,
a
l
f
a
2
=
A
r
c
C
o
s
h
[
(
*
{
*
-
+
-
q
>
*
,
A
2
)
4
-
(
i
-
t
p
s
"
2
)
>
/
2
,
g
/
c
p
s
j
b
e
t
a
2
=
A
r
c
C
o
s
h
[
(
g
*
(
i
-
t
p
s
A
2
;
*
(
+
e
p
s
'
2
)
,
I
2
/
t
p
_
J
c
=
g
*
S
i
n
h
[
a
l
f
a
2
]
,
!
*
X
e
t
a
x
i
2
=
j,
[
j
"
_
]
C
0
3
_
I
2
'
-
a
2
i
E
t
a
2
=
-
L
o
g
[
S
q
r
t
[
(
x
2
A
2
+
y
A
2
-
c
*
x
2
,
'
2
+
'
c
*
y
)
A
2
]
/
(
x
2
A
2
+
y
A
2
)
j
+
l
o
g
[
S
q
r
t
[
(
x
2
A
2
-
*
-
y
A
2
+
c
*
x
2
)
A
2
+
(
c
*
y
)
A
2
]
/
i
x
2
A
2
+
y
A
2
)
]
,
{
-
B
e
h
a
n
d
l
u
n
g
d
e
r
b
e
i
d
e
n
T
e
i
l
g
e
b
i
e
t
e
a
u
f
d
e
r
x
-
A
c
h
s
e
*
)
w
T
h
-
,
e
p
s
-
.
,
e
=
;
g
=
,
X
i
=
,
X
i
2
=
,
x
2
=
,
E
t
a
=
,
l
i
m
=
,
P
=
,
y
=
.
,
X
i
=
0
,
X
i
2
=
P
i
,
x
2
=
1
+
c
*
C
o
t
h
[
b
e
t
a
2
]
-
x
,
E
t
a
=
E
t
a
x
D
,
w
T
h
=
1
0
0
0
0
,
e
~
e
p
s
*
(
X
-
g
)
,
e
p
s
-
0
5
g
=
0
0
0
1
,
P
=
.
.
0
0
0
0
0
,
l
i
m
=
1
0
y
=
0
,
L
c
c
t
h
i
e
a
d
a
n
n
u
l
a
i
f
o
n
b
P
l
o
t
[
w
e
c
c
l
+
w
e
c
c
2
,
x
,
1
+
e
p
s
(
1
-
g
,
+
g
,
2
;
,
I
m
a
g
e
S
i
z
e
~
>
{
3
0
0
,
1
5
0
}
]
/
1
J
f
r
i
l
X
i
-
P
i
,
7
x
2
-
0
,
E
l
l
t
i
n
t
o
/
i
n
n
L
u
o
i
/
/
V
Y
P
l
o
t
[
w
e
c
c
l
+
w
e
c
c
2
,
{
x
,
0
,
1
+
e
p
s
'
1
-
g
)
-
g
}
,
J
m
a
g
e
S
i
z
e
-
>
{
3
0
0
,
1
5
0
}
1
2
0
0
0
j
-
y
Y
\
-
.
5
0
3
/
\
1
0
0
C
T
'
/
*
S
O
O
G
/
0
j
(
J
C
_
2
1
-
i
-
G
y
n
c
-
(
*
S
h
e
a
r
t
o
r
c
e
s
*
;
v
j
T
i
-
,
e
p
b
~
e
-
g
-
,
X
i
-
,
X
x
2
=
,
x
2
-
E
t
a
~
l
i
~
P
=
y
-
D
E
t
a
D
x
-
-
1
2
a
l
f
a
l
z
o
l
z
o
o
l
+
(
a
l
f
a
l
z
o
l
2
+
z
o
o
l
;
c
o
s
X
i
;
/
(
z
o
l
z
o
o
l
(
z
o
l
-
z
o
o
l
)
)
,
(
a
l
f
a
l
z
o
l
J
-
z
o
o
l
'
'
)
S
i
n
X
i
D
E
t
a
D
y
=
z
o
l
(
z
o
l
-
z
o
o
l
)
z
o
o
l
u
=
-
z
o
o
l
/
z
o
l
/
C
(
l
+
e
4
-
g
*
C
o
s
[
T
h
e
t
a
l
]
-
z
o
o
l
;
A
2
+
g
A
2
*
S
m
|
T
h
e
t
a
l
]
A
2
)
*
(
1
+
2
e
+
e
2
-
z
o
l
-
e
z
o
l
-
z
o
o
l
-
e
z
o
o
l
+
z
o
l
z
o
o
l
+
2
g
C
o
s
[
T
h
e
t
a
l
]
+
2
e
g
C
o
s
{
T
h
e
t
a
l
]
-
g
z
o
l
C
o
s
r
T
h
e
t
a
l
]
-
g
z
o
o
l
C
o
s
[
T
h
e
t
a
l
]
+
g
2
)
,
z
o
o
l
V
=
:
:
=
*
z
o
l
(
a
+
e
-
z
o
o
l
+
g
C
o
s
[
T
h
e
t
a
l
]
)
+
g
-
S
m
L
T
h
e
t
a
l
]
2
)
(
g
z
o
l
S
i
n
[
T
h
e
t
a
l
]
-
g
z
o
o
l
S
_
,
n
[
T
h
e
t
a
l
]
)
,
C
o
s
X
i
=
u
/
a
l
f
a
l
,
S
i
n
X
i
=
v
/
a
l
f
a
l
,
F
a
c
t
o
r
d
^
l
d
r
=
C
o
s
[
T
n
e
t
a
l
]
*
D
E
t
a
D
x
+
3
m
F
T
h
e
t
a
l
}
*
D
E
t
a
D
y
d
w
l
d
E
t
a
=
w
T
n
/
L
o
g
[
a
l
f
a
l
]
/
a
l
f
a
l
,
Etc thie id an iiiku o\ nb 189
drfldr _ d^ldEta * Factordwldr
drf2dr - 'Cos[^Ci2] - Cosh [alf a2] f / g / Sinh [alf a2] *
P *cA 2 -
{^Coth[alfa2] -
Coth[beta2]) / 2 / ^alfa2 - beta2 ; + 1 /2 / Sxnh[alfa2] A2 +
Sum[Cos [n*X_2] * 'EA '
n*beta2; * 'Coth[alfa2j
- Coth [beta2] ) /
Sinhf^lfa2 -
beta2] + E A
f-n*ala2/ / Sxnb[alfa2] A2j , (n, 1,
lxm}]>,
Xi2 = ArcCs[ 'Cos{Theta2] * Cosh [Thetd.2] 4- 1) / I Cosh [T^eta^. ] + Cos [Theta2] ) ] ,
'*Xetaxi2-
"
" Yetaxx2--
,A11]
*)
wThmax ~ Pc pps (1 - g) * Log [alfal] / 2 / 'alfd.2 - beta2) ,
e = eps * il -
gj eps -0 5 g ~ 0 1, P = 87412 list; = 10 0 00,
wTh ~ wThmar
Plot [d^ldr / P, {Thetal, 0, Pi), XmageSize -> {300, 150}j
0 95,
/
-1 "Y _^^
-
at iv,
Fee tl read annulai flow nb
Plot[dw2dr /p, {Theta2, -Pi, Pi), ImageSize -> (300, 150}]
\
\
- 3 r icc -
e = eps* (1 -
g} , eps = , g ~ 0 6, P - 87412 Ixm - 100 wTh - 1,
dwldreO - dwldr / ^Th / eps _> 0 001
dwdr2e0 = d2dr /P / eps ~> 0 001,
dwldre2 = dwldr / wTh / eps -> 0 25
dwdr2e2 = dv/2dr / P / eps -> 0 25,
drfldreS = d^ldr / wTh / eps > 0 5
dwdr2e5 - dw2dr/P / eps ~> 0 5
drfldre7 _ dv/ldr / rfTh / eps > 0 7
d^dr2e7 - d^/2dr / P / eps -> 0 7,
d^ldre9 = d^ldr / rfTh / eps -> 0 8,
dwdr2e9 = drf2dr / P / eps -> 0 3,
Plot [{dwldreO, dldre2, a.ldre5, d*ldre7 drfldre) ,
{Thetal, 0, Pi}, PlotRar.ge-> All, ImageS.ze -> {300, 150}]
En. ihieod-anmilcu flo\, nb
Plot[{dwdr2e0, dwdr2e2, dwdr2e5, dwdr2e7, dwdr2e9),
{Theta2, 0, Pi}, ImageSize-> {300, 150}]
eps = . ,- g = . -, P = . ,- lim = . , wTh = . ; e = eps * (1 -
g) ;
(*Thread forces*)
Fecctdul = -2 Px *1 *wTh/Log [alfal] ;
1 = 260;
Elc tlaead-annulai jlo\> nb
Plot [{-Fecctaul / wTh / 1 / . eps ~> 0.0001,
-Fecctaul / wTh/ 1 / . eps -> 0.4, -Fecctaul / wTh / 1 / . eps -> 0.6,
-Fecctaul / wTh / 1 / . eps -> 0.8, -Fecctaul / wTh / 1 / . eps -> 0.9 9} ,
{g, 0.001, 0.99), PlotRange -> {0, -100}, ImageSize -> {300, 150}]
g = . ; e = . ; P = - ; 1 = ; eps = . ;
Fecctau2 = Pi* 1 * P* /c * eps * (1 -
g) / (alfa2 - beta2)
- gA2) ;
Fecc2 = Pi*l*P*(c* eps * (1
-
g; / (alf a2 - beta2) ) ;
Pconctau2 = P*Pi/2*l* ((gA2-l) / Log [gl - 2 gA2) ;
P = 84 000;e=.;g = .;e- eps* (1 - g) ; 1 - 2 60;
Plot [{Fconctau2 /P/ 1, Fecctau2 / P / 1 / . eps -> 0.4,
Fecctau2 / P / 1 /. eps -> 0.6, Fecctau2 / P / 1 / . eps -> 0.S},
{g, 0.0 001, 0.999}, PlotRange -> {0, 1}, ImageSize -> {300, 150}]
Etc, tinead-annulai flow nb 193
wTh _ . ; eps = 0. 0000001 ;
TabelFtotg - Plot [{ {-Fecctaul + Fecc2) / p / 1 /. wTh ~> 0.0000001 * P,
(-Fecctaul + Fecc2; / p / 1 / . wTh -> 0-01* P, {-Fecctaul + Fecc2; / P / 1 / . wTh -> 0.05 * p,
(-Fecctaul +Fecc2) /p/ 1 /. wTh~> 0.1 *P, (-Fecctaul + Fecc2) /P/l /. wTh -> 0.15*P,
(-Fecctaul + Fecc2; / P / 1 / . wTh ~> 0.25 * P} ,
{g, 0.0001, 0.999}, ImageSize ->{300, 150}, PlotRange -> {-2, 4}] ;
Ell thietid-atOLuk i Ik/ nb
wTh = .; g = 0.6; Plot [{ (-Fecctaul *Fecc2; / P / 1 /, wTh-> 0.0000001 *P,
(-Fecctaul + Fecc2) /P/ 1 /. wTh-> 0.02 * P,
(-Fecctaul + Fecc2) /p/ 1 /. wTh-> 0-04 *P, (-Fecctaul + Fecc2) /P/l /. wTh -> 0.06 *P,
(-Fecctaul + Fecc2) /P/l /. wTh ~> 0.08 * P, {-Fecctaul + Fecc2) /P/l /. wTh -> 0.1 * P},
{eps, 0.001, 0.999}, PlotRange -> {-0, 2} , ImageSize -> {300, 150}]
; ~ . ; P = . ; wTh =
*Momentum*
Ml = 2*g*g*l*
wTh
7X AA JT
2 8 DD3 g:
1 Log[alfal]
CC DD4 -2BB DD- g + 4 CC DD2 g2 - 2 BB DD g3 + CC g4 -
(DD2+g2) -2 BBDDg + CC (DDS + g2) ) / Sqrt [ (DD * g)
A
2] |i
: +
(DD- g) A2/ Sqrt [(BD- g) A2] J j
, , (DD4 -g*) ((DD-g) / Sqrt E (DD-g) A2])
(DD + g) /Sqrt E (DD + g) A2]
E
t
c
t
h
i
e
a
d
a
n
n
u
l
a
i
j
l
e
n
t
h
A
A
=
2
a
l
f
a
l
/
(
z
o
l
-
z
o
o
l
)
,
B
B
=
(
a
l
f
a
l
2
z
o
l
2
+
z
o
o
l
)
/
f
z
o
l
I
z
o
l
~
z
o
o
l
)
}
*
(
l
+
2
e
t
e
/
i
g
1
-
z
o
l
-
e
z
o
l
-
z
o
o
l
-
e
z
o
o
l
+
z
o
l
z
o
o
l
)
,
C
C
=
g
*
/
a
l
f
a
l
2
z
o
l
2
+
z
o
o
l
"
)
/
I
z
o
l
f
z
o
l
-
z
o
o
l
;
;
*
(
2
+
2
e
-
z
o
l
-
z
o
o
l
)
,
D
D
=
1
+
e
-
z
o
o
l
,
E
E
_
g
(
(
a
l
f
a
l
z
o
l
"
-
z
o
o
l
)
/
a
l
f
a
l
z
o
l
;
,
3
-
-
e
p
s
=
=
e
p
s
(
1
-
g
)
,
w
T
h
=
1
,
M
l
e
0
2
~
M
l
/
W
T
h
/
i
/
e
p
s
-
>
0
2
,
M
l
e
0
4
*
M
l
/
/
/
T
h
/
1
/
e
p
s
-
>
0
4
,
H
l
e
O
S
rr.
M
l
/
w
T
h
/
1
/
e
p
s
-
>
0
6
,
M
l
e
o
e
M
l
/
w
T
h
/
1
/
e
p
s
-
>
0
8
,
M
l
e
0
9
=
M
l
/
w
T
h
/
1
/
e
p
s
-
>
0
9
,
P
l
o
t
[
{
M
l
e
0
2
,
M
l
e
0
4
,
M
l
e
O
S
,
M
l
e
O
S
,
M
l
e
0
9
}
,
(
g
,
0
,
0
9
9
}
,
P
l
o
t
R
a
n
g
e
-
>
{
-
1
0
0
,
0
}
,
I
m
a
g
e
S
i
z
e
-
>
{
3
0
0
,
1
5
0
}
J
M
2
=
;
P
i
*
P
*
1
i
e
p
s
*
(
1
-
g
)
E
A
'
-
a
l
a
2
)
)
/
c
/
C
a
l
f
a
2
~
b
e
t
a
2
)
-
S
u
m
[
n
/
f
E
A
(
2
*
n
*
a
l
f
a
2
)
-
E
A
(
2
*
n
*
b
e
t
a
2
j
)
,
{
n
,
*
}
]
>
,
g
s
P
=
8
7
4
1
2
,
1
=
2
8
6
,
l
i
m
_
1
0
0
,
M
2
e
0
2
_
M
2
/
e
p
s
-
>
0
2
,
M
2
e
0
4
=
M
2
/
e
p
s
-
>
0
4
,
M
2
e
0
6
=
M
2
/
e
p
s
-
>
0
6
,
M
2
e
0
3
a
M
2
/
e
p
s
-
>
0
.
8
;
M
2
e
0
9
=
M
2
/
e
p
s
-
>
0
9
;
E
t
c
i
h
i
e
a
d
-
a
n
n
u
l
a
t
f
l
o
\
t
h
E
X
i
P
l
o
t
[
{
M
2
e
0
2
,
M
2
e
0
4
,
M
2
e
0
6
,
M
2
e
0
3
,
M
2
e
0
9
}
,
{
g
,
0
,
1
}
,
I
m
a
g
e
S
i
z
e
-
>
{
3
0
0
,
1
5
0
}
j
G
-
Q
p
r
i
c
-
w
T
h
=
,
1
=
,
P
=
,
g
-
,
a
-
,
e
p
s
-
,
M
t
o
t
=
M
l
+
M
2
,
P
=
8
7
4
1
2
,
1
=
2
-
6
,
l
i
m
=
1
0
0
,
*
/
T
h
=
,
e
p
s
=
0
4
,
e
=
e
p
s
*
'
1
-
g
)
M
t
o
t
w
T
h
O
O
=
M
t
o
t
/
P
/
1
/
r
f
T
h
-
>
0
,
M
t
o
t
w
T
h
O
O
l
=
M
t
o
t
/
P
/
1
/
w
T
h
-
>
0
0
0
1
*
P
,
M
t
o
t
/
/
T
h
0
0
5
=
M
t
o
t
/
P
/
1
/
/
/
T
h
.
-
>
0
0
0
5
*
P
,
M
t
O
t
w
T
h
O
l
=
M
t
o
t
/
P
/
1
/
W
T
h
-
>
0
0
1
*
P
,
M
t
O
t
w
T
h
0
5
=
M
t
o
t
/
P
/
l
/
.
w
T
h
-
>
0
0
5
*
P
,
M
t
o
t
w
T
h
l
=
M
t
o
t
/
P
/
1
/
.
w
T
h
.
~
>
0
1
*
P
,
Eit thiead cam diu flo nb 197
Flot[{MtotrfThOO, Mtot^TnOQl, MtotwTh005, MtotrfThOl, MtatwTn05, MtotwThl},
{g, 0, 1}, PlotRange -> {0, -0 5}, ImageSize ->{300 150}]
P = , 1 - , lim a , wTh= , cpa = , c = eps * (1 - g) ,
(*Volumetrie flow rate*)
Ql =
\n rfTh fzol - zool
'alfal zol - zool ;
(alfal zol + zool;
\l (zol - zool; j (-alfal zol + zool)
-1+alfal2 .
fzol + zool) t (alfal zol + zool)
(zol-zool;2 \] (-alfal zol + zoolj2
2 zol zool + alfal zool _
(zol + zool;"
^ (zol- zool)4 \i (-alfal zol + zool)
2 alfal" zol (zol + zool) Log[alfax] 2 (alfal zol -
_ool)J
,alfal zol + zool)"
(zol + zool) (alfal zol + zool; Y Log [alfal]
(-alfalzol + zool)2
En d read annula/ flo\ i b
jl / '-Coth[alfa2] +Cotn[beta2])"
Q2 = P n \
[2 | ala2 - LeLa2
Coth[alfa2] Csch[alfa2j" + Coth [beta2] Csch[beta2]2 Smh[beta234 -
1 ( ,
1
. 4 "1
TT -Coth [alfa2]': + Cotn [beta2]
'
+ {-Csch [alfa2] + Csch [beta2] )
4 1 2 1
,
Y, 1
Sli_h[beta2j + >
7rCsch[n (alfa2 -fc^t^?)]
(E
a1'"2 -i* *2
(-2 n- Coth [alf a2]
- Coth rb=-ta2] ) (Coth[alfa2] - Coth[beta2] )2
(E
ralai" *2
Coth[alfa2] -t-F."11"32
* a2
Coth [r>eta2] )
( E
" *1'*2
Csch[alfa2j2 + E-2cbe
*2
Csch[beta2]2) ) Sinh[eta2]i ;
Qcono s ~Pi/2*l /4*P* (gA2
-
1} /Log[g] * (1 - g
A
2 + Log [g] * (l + g*2j)
- Px / 2 /Log[g] * {l-gA2 + 2*gA2* Log[g]> * -rfTh
J* 0 -
\ El M a M j + { - I /
r f[ i >
eps = , e = eps (1 - g) , g= , ^Th = 1, P = 0, lin> = 100,
Q102 = Ql/wTh/ eps -> 0 2,
Q104 = Ql / rfTh / eps -> 0 4,
Ql0 6 = Ql / wTh / ep s - > 0 6,
Q10 8 = Ql / wTh / eps -> 0.8;
Q109 = Ql / wTh / eps -> 0.99 9,
E
c
c
t
h
i
e
a
d
-
a
n
i
v
'
l
c
t
f
l
o
,
t
b
P
l
o
t
[
{
Q
c
o
n
c
/
w
T
h
,
Q
1
0
2
,
Q
1
0
4
,
Q
1
0
6
,
Q
1
0
8
,
Q
1
0
3
}
,
{
g
,
0
-
0
0
1
,
0
-
9
9
9
9
9
}
,
P
l
o
t
R
a
n
g
e
-
>
{
1
,
0
)
,
I
m
a
g
e
S
i
z
e
-
>
{
3
0
0
,
1
5
0
}
]
e
=
.
;
e
p
s
a
;
e
=
e
p
s
(
1
-
g
;
;
g
=
.
;
w
T
h
=
0
;
l
i
n
t
=
5
0
;
P
=
8
7
4
1
2
;
Q
2
0
2
=
Q
2
/
P
/
e
p
s
-
>
0
2
;
Q
2
0
4
=
Q
2
/
P
/
e
p
s
-
>
0
4
;
Q
2
0
6
=
Q
2
/
P
/
e
p
s
-
>
0
6
;
Q
2
0
8
=
Q
2
/
P
/
e
p
s
-
>
0
8
;
Q
2
0
9
=
0
2
/
P
/
e
p
s
-
>
0
9
;
_
c
.
i
h
i
e
o
d
-
u
n
i
i
f
l
o
\
.
n
b
P
l
o
t
[
{
Q
c
o
n
c
/
P
,
Q
2
0
2
,
Q
2
0
4
,
Q
2
0
6
,
Q
2
0
8
,
Q
2
Q
9
}
,
{
g
,
0
.
0
0
1
,
0
.
9
9
9
9
9
}
,
P
l
o
t
R
a
n
g
e
-
>
{
0
,
0
.
5
}
,
I
m
a
g
e
S
i
z
e
-
>
{
3
0
0
,
1
5
0
}
}
P
-
.
;
g
=
.
;
w
T
h
r
a
a
x
c
o
n
c
=
-
P
/
4
*
(
g
A
2
-
1
;
;
e
=
.
;
e
p
s
=
0
-
0
0
0
0
0
0
0
0
1
;
e
=
e
p
s
f
l
-
g
)
;
3
=
.
,
w
T
h
-
.
;
l
i
m
_
5
0
;
P
=
8
7
4
1
2
,
Q
c
o
n
c
0
-
Q
c
o
n
c
/
P
/
.
w
T
h
-
>
0
;
Q
c
o
n
c
2
5
=
Q
c
o
n
c
/
P
/
.
w
T
h
-
>
0
.
2
5
*
w
T
h
m
a
x
c
o
n
e
;
Q
c
o
n
c
S
-
Q
c
o
n
c
/
P
/
.
w
T
h
~
>
0
,
5
*
w
T
h
m
a
x
c
o
n
e
;
Q
c
o
n
c
7
5
=
Q
c
o
n
c
/
P
/
.
w
T
h
-
>
0
.
7
5
*
w
T
h
m
a
j
c
c
o
n
c
;
Q
c
o
n
c
l
_
Q
c
o
n
c
/
P
/
.
w
T
h
~
>
w
T
h
i
a
a
x
c
o
n
c
;
Q
c
o
n
c
2
-
Q
c
o
n
c
/
P
/
.
w
T
h
.
-
>
2
*
w
T
h
m
a
x
c
o
n
c
;
E
i
l
t
h
i
e
a
c
h
a
n
n
u
l
a
i
f
l
o
u
n
b
E
n
t
h
i
e
a
d
-
a
n
n
u
k
u
/
/
c
m
n
b
2
0
2
P
l
o
t
[
{
Q
c
o
n
c
O
,
Q
c
o
n
c
2
5
,
Q
c
o
n
c
5
,
Q
c
o
n
c
7
5
,
Q
c
o
n
c
l
,
Q
c
o
n
c
2
}
,
{
g
,
0
.
0
0
1
,
0
.
9
9
9
9
}
,
P
l
o
t
R
a
n
g
e
-
>
{
0
,
0
.
6
}
,
I
m
a
g
e
S
i
z
e
-
>
{
3
0
0
,
1
5
0
}
]
e
=
,
;
e
p
s
=
.
;
e
=
e
p
s
(
1
-
g
;
;
g
=
.
;
w
T
h
=
-
;
e
p
s
-
0
.
8
;
l
i
m
-
5
0
;
P
=
8
7
4
1
2
;
Q
e
p
s
0
9
0
_
(
Q
l
+
Q
2
)
/
P
/
.
w
T
h
-
>
0
;
Q
e
p
s
0
9
2
5
=
(
Q
l
+
Q
2
)
/
P
/
.
w
T
h
-
>
0
.
2
5
*
w
T
h
m
a
x
;
Q
e
p
s
0
9
5
a
(
Q
l
+
Q
2
;
/
P
/
.
w
T
h
-
>
0
.
5
*
w
T
h
m
a
x
;
Q
e
p
s
0
9
7
5
=
(
Q
l
+
Q
2
)
I
S
I
.
w
T
h
-
>
0
.
7
5
*
w
T
h
m
a
x
;
Q
e
p
s
0
9
1
=
(
Q
l
+
Q
2
)
/
P
/
.
w
T
h
-
>
w
T
h
r
a
a
x
;
Q
e
p
s
0
9
2
s
(
Q
l
+
Q
2
)
/
P
/
.
W
T
h
.
-
>
2
*
w
T
h
m
a
x
;
P
l
o
t
[
{
Q
e
p
s
O
S
O
,
Q
e
p
s
0
9
2
5
,
Q
e
p
s
0
9
5
,
Q
e
p
s
0
9
7
5
,
Q
e
p
s
0
9
1
,
Q
e
p
s
0
9
2
}
,
{
g
,
0
.
0
0
1
,
0
.
9
9
9
9
}
,
P
l
o
t
R
a
n
g
e
~
>
{
0
,
0
-
6
}
,
I
m
a
g
e
S
i
z
e
-
>
{
3
0
0
,
1
5
0
}
]
(
I
n
j
e
c
t
i
o
n
e
f
f
x
c
x
e
n
c
y
*
)
e
=
.
;
e
p
s
=
.
;
e
=
e
p
s
(
1
-
g
)
;
g
-
.
;
w
T
h
=
.
;
l
i
m
=
2
0
;
e
p
s
=
0
.
0
0
0
0
0
1
,
E
f
f
c
o
n
c
3
w
T
h
/
(
Q
c
o
n
c
)
/
,
w
T
h
-
>
w
T
h
j
a
a
x
c
o
n
c
;
E
f
f
c
o
n
c
O
l
=
w
T
h
/
(
Q
c
o
n
c
;
/
.
w
T
h
-
>
0
.
0
1
*
w
T
h
i
a
a
x
c
o
n
e
;
E
f
f
c
o
n
c
l
=
w
h
/
(
Q
c
o
n
c
)
/
.
w
T
h
-
>
0
.
1
*
w
T
h
m
a
x
c
o
n
c
;
E
f
f
c
o
n
c
2
5
=
w
T
h
/
(
Q
c
o
n
c
)
/
.
w
T
h
-
>
0
2
5
*
w
T
h
m
a
x
c
o
n
c
;
E
f
f
c
o
n
c
5
=
w
T
h
/
(
Q
c
o
n
c
)
/
.
w
T
h
~
>
0
5
*
w
T
h
m
a
x
c
o
n
c
;
E
f
f
c
o
n
c
7
5
=
w
T
h
/
(
Q
c
o
n
c
)
/
.
w
T
h
-
>
0
.
7
5
*
w
T
h
m
a
x
c
o
n
c
;
E
c
c
I
h
r
e
a
i
l
-
a
n
n
i
i
l
o
i
j
k
>
,
\
n
b
2
0
3
P
l
o
t
[
{
E
f
f
c
o
n
c
O
l
,
E
f
f
c
o
r
.
c
l
,
E
f
f
c
o
n
c
2
5
,
E
f
f
c
o
n
c
S
,
E
f
f
c
o
n
c
7
5
,
E
f
f
c
o
n
c
)
,
{
g
,
O
.
0
0
1
,
0
-
9
9
9
9
}
,
P
l
o
t
R
a
n
g
e
-
>
{
0
,
1
0
}
,
I
m
a
g
e
S
i
z
e
-
>
{
3
0
0
,
1
5
0
}
]
e
p
s
=
.
,
w
T
h
^
w
T
h
m
a
x
;
E
f
f
e
c
c
O
=
1
;
E
f
f
e
c
c
2
=
'
w
T
h
/
(
(
Q
l
*
Q
2
)
)
/
(
E
f
f
c
o
n
c
)
/
.
e
p
s
E
f
f
e
c
c
4
=
w
T
h
/
(
(
Q
l
*
Q
2
)
)
/
(
E
f
f
c
o
n
c
)
/
.
e
p
s
E
f
f
e
c
e
s
=
w
T
h
/
(
(
Q
l
+
Q
2
;
)
/
(
E
f
f
c
o
n
c
)
/
.
e
p
s
E
f
f
e
c
c
S
=
w
T
h
/
(
(
Q
l
+
Q
2
)
j
/
(
E
f
f
c
o
n
c
)
/
.
e
p
s
E
f
f
e
c
c
g
=
w
T
h
/
{
(
Q
l
+
Q
2
)
)
/
(
E
f
f
c
o
n
c
)
/
.
e
p
s
>
0
>
0
2
;
4
;
>
0
6
;
>
0
8
,
"
>
0
9
;
E
t
c
.
t
h
i
e
u
d
-
a
n
i
d
i
k
'
i
f
o
)
.
n
b
2
4
P
l
o
t
[
{
E
f
e
c
c
0
,
E
f
f
e
c
c
2
,
E
f
f
e
c
c
4
,
E
f
e
c
c
6
,
E
f
f
e
c
c
B
,
S
f
f
e
c
c
9
]
,
{
g
,
0
.
0
0
1
,
0
.
9
9
9
9
}
,
P
l
o
t
R
a
n
g
e
-
>
{
0
,
1
}
,
I
m
a
g
e
S
i
z
e
-
>
{
3
0
0
,
1
5
0
}
]
i
)
.
"
O
O
0
.
3
(
*
P
r
x
c
t
x
o
x
i
f
c
t
c
t
o
r
*
g
-
.
;
e
=
.
;
e
p
s
=
.
;
P
=
.
;
w
T
h
=
.
;
f
c
o
n
c
=
(
g
-
1
}
A
2
*
L
o
g
[
g
]
/
f
(
g
"
2
+
l
)
*
L
o
g
[
g
]
-
(
g
A
2
-
1
)
)
*
6
4
/
R
e
y
n
o
l
d
s
;
e
=
e
p
s
(
1
-
g
)
;
g
=
0
5
;
P
=
l
;
l
i
m
=
3
0
;
<
<
G
r
a
p
h
i
c
s
"
G
r
a
p
h
i
c
s
"
e
p
s
=
0
.
0
0
1
;
Etc tin ecu! annulai {hn nb
LogLogPlot[{fconc,
(8*P (1
- g) "3 / ((Ql + Q2) / Pi I (1 * g) ; /Peynolds) / wTh-> 0 2 * Thmax,
(8*P* (1 - g) A3 / ((Ql + Q2) / Pi / (1 + g)) /Reynolds) /
wTh - > 0 4 * Thmax,
(S*P. (1-g; -3/ { (Ql + Q2 ; /Pi/ (1 + g); /Peynolds) /
^Th -> 0 6 * wThmax,
(8*P '1- a; '3 1 ((Q1 + Q2) /Pi/ (1 + g)) /Reynolds) /
,/Th -> C 8 * rfThiaax,
(8*P*(l-gjA3/((Ql+Q2j'Pi/(l + g)) /Peynolds) / wTh-,. ,/Thmax
}, {Reynolds, 100, 100100},
ImageSize-> {300, 150}, PlotRange-> {{100, 100000}, {10A-4, 1}}]
(*fecc/fconc (g *;
e = eps(l-g;,g- ,P=l,lim = 30, eps = , wTh = 0,
hit tin cad amulai flu
206
Plot[{ (g- 1) '2 *Log[g] / {(gA2 + 1) Log[g]
-
(gA2
- 1) ) ,
(1/8.P* (1-g) A3/ <(Q2) /Pi/ (1 + g))) / eps -> 0 2,
(l/8*P.(l-g)A3/((Q2)/Pi/(l + g;j)/ eps->0 3,
(l/8*P(l-g)A3/((Q2,/Pi/(l+g)))/ eps -> 0 55,
(l/8.P*(l-g)A3/((Q2)/Pi/(l + g)))/.eps->0 7,
(l/8*P(l-g)A3/((Q2)/Pi/(l + g)j)/ eps->0 95
{g, 0 01, 0 59}, PlotRange-> (0 5, 1 5}, ImageSize -> {300, 150}]
wTh = , g = , P = , eps = ,
f cor.crTh = 8 * P * (1 -
g)
'
3 * (1 + g) Pi / Qconc / Reynolds,
Etc thiead aim ik / fl in nb
Plot[{I,
fconc
wTh
fconc
wTh.
fconc
_.o
fconcrfTh / fconc / wTh -> 0 01 * wThmaxconc
wTh/fconc/ wTh-> 0 1 * wThmaxconc, fconcwTh/fconc /
* wThmaxconc, fconcwTh/ fconc / wTh -> 0 3 * wThmaxconc,
wTh / fconc / wTh -> 0 4 * wThmaxconc, fconcwTh / fconc /
* wTnmaxconc, f concwTh / fconc / wTh->0 6 * wThmaxconc,
f concwTh / fconc / wTh -> 0 7 * wThmaxconc,
wTh / fconc / wTh ~> 0 8 * wThtraxconc,
fconcwTh/ fconc / wTh -> 0 9 * wThmayconc,
Th/fvOiic/ wTh-> wThmaxconc}, {g, 0 lj ImageSize -> (300, 150}J
wTh - ps g - 0 5 , P = Feynoids = ,
fg02wThQ
- /8*P* (1 ~g) A3 / MQ1 + Q2) /Pi/ '1 + g), /Reynolds) / wTh-> 0,
Fit 11 id i nn dut flo i nb
Plot[{l,
'8 *P* (1 -
g) A3/ /
(Ql + Q2) / Pi / (1 + g) ; /Reynolds) / fgC2wThO /
wTh -> 0 2 * wThmax,
(8 *P * (1 - g) A3 / fQl + Q2; /Pi/ (1 + g) ) /Reynolds) / fg02wTh0 /
wTh -> 0 4 * wlhmax,
(8 *P * '1 -g) A3 / (fQl +Q2; / Pi / (1 + g; ) /Reynolds; / fg02wThO /
wTh - > 0 6 * wTlxoiax
(8*P* (1-g) "3/ ( 'Ql + Q2) /Pi/ (1 + g)) /Reynolds; / fg02wThO /
wTh > 0 8 * wThmax,
(8*P* /1-g) "21 (Q1+Q2) /Pi/ (1 + g)) /Reynolds) / fg02wTh0 /
wTh -> wThmax
}, {eps, 0 0001, 1 000}, ImageSize > O00, 150}, PlotRange -> {0, 1 1}]
10.
Appendix
10.4.2.
Regression procedure
for the resistance force due to axial draw-off from
bobbins
oQii
Thiead di ay off axial t b
(*Draw-off resistance model for axial draw-off*)
(*Symbols
rTh thread radius
rBI innere radius of bobbin
rBlalfa initial inner radius of bobbin
rBA outer radius of bobbin
wTh thread velocity
mu viscosity of the fluid
t time
a coefficients of regression
F force components
*>
(*Fluid resistance of the pipe entrance section between bobbin and pipe*
Fa a al *_iu * wTh* (Log [rTh/ rVessel]) A-l,
r/essel 0 015,
(*Shear forces inside the bobbin*)
Fil = -<2*_iu* wTh* (Log [rTh / rBI] ) A-l
-iL~
l
-jO | 1
(*Fa <<Fil a> drop Fa*)
(^Acceleration of the thread*)
Fi2 =: a3*wTh*rTh.A2,
(Friction on inner surface of bobbin*)
Fx3 = a4 * ! (1 + (rBI
-
rTh) / rBI) / (1 - frBI - rTh) / rBI) +
(1 + rBI /rBA) / (1 - rBI /rBA)) rt-l
rBI = Sqrt [rBlalfa
A
2 + c * wTh * t]
210 Tin cad dun off mil nb
c=(rBAA2~rBIalfa*2, rThA2/'4 6934*10^-7)
1^9-5/ __ (-a - 31-1 ^ j
Ftot = Fil + Fi2 + Fx3 + a5 + a6 * t,
wTh= , rTh= , ma= , rBlalfa - (3 5/ 2) *lQ*-3 rBA =6 05*10A-3,
a=ReadList[ System+Programs Desktop Folder DataDOaxial ,
{Real, Real, Real, Real, Real, String}],
Length[a]
l
data- Table [{a [[i, 1]], a[[i, 2}}, a[[i, 3]], a[[i, 4]], a[[i, 5]]}, {i, 1, 1678}],
<< statistics HonlmearFxt
NonlmearFit [data, Ftot, {t, wTn, rTh, mu} , {a2, a3, a4, a5, a6>]
o3j3o~Q ^/J9aUti ^7-9 1. i_ i
2 . 2n7
_
23 12 tu "n
o^
.
]
regress = tSonlmearRegress [data, Ftot, (t, wTh, rTh, mu} , {a2, a3, a4, a5, a6)
RegressionReport -> {ParameterCITable, Estimatedvarrance,
AsymptoticCorrelatronMatrix, FitResiduals, SrnglePredictionCITable}}
ParameterCITable / regress
..1
'lr~ j 1-7' 72}
{j i j/lr 7 ots-Ilx-O ;
(J ISl'i 1 0o6j}
{L.
"M 5 St cj~
{-0 5-4/ j 0 0--oo3o
m a /irototiC
2 12 -o jl,77
i7 ).<F 5 l^jxit
11227 0 29 ioo
2853' 0 0933-iS
i 0 5col 0 001711799
Tin ead di cm -off axial nb
Asyp.ptoticCorrelationMatrix / . regress
( 0
~ 3 1
3 -' '
a2 =1623,
a3 = 6 475 J. 10" 7
a4 = 2 11,
a5 = 4 885,
a6 0 047998
(*Residual errors*)
errors - FitResiduals / regress.
1
JOCK
{observed, predicted, se, ci} =
Transpose [ fSmglePredictionCITable / egress; [[1J]J,
ListPlot[Transpose[{predicted, errors}1,PlotRange->AlII
Thiead dt a officiel nb
ListPlot[Transpose{{observed, errors}], PlotRange ~s All]
ListPlot [Transpose [ {predicted, errors / predicted} ] , PlotRange -> {{0, 15}, {-1, 2}}]
- Gl -j)^-CS -
wTh= 1; rTh= 0.000145; mu - 3 001; rBlalfa = (3.5/2) *10A-3; rBA - 6.05* 10 "-3,
T
i
n
e
a
d
d
i
m
-
o
f
f
a
^
n
i
l
n
b
2
1
4
P
l
o
t
[
F
t
o
t
,
{
t
,
0
,
1
2
0
}
]
0
U
)
(
,
j
1
0
0
[
D
r
a
w
O
f
f
A
x
x
a
i
=
N
[
T
a
b
l
e
[
F
t
o
t
,
{
t
,
0
,
5
0
,
0
1
}
]
1
,
o
u
t
f
x
l
e
=
O
t
r
i
n
g
j
o
x
n
[
b
y
s
t
e
m
+
P
r
o
g
r
a
m
s
D
e
s
k
t
o
p
F
o
l
d
e
r
M
o
d
e
l
A
x
x
a
l
]
,
f
f
x
l
e
-
O
p
e
n
W
r
i
t
e
[
o
u
t
f
l
i
e
,
F
o
r
m
a
t
T
y
p
e
-
.
T
e
x
t
F
o
r
m
j
)
1
1
+
D
)
C
O
-
1
1
J
D
o
[
W
r
i
t
e
[
f
i
l
l
,
1
*
0
1
,
'
'
,
D
r
a
*
0
i
f
i
n
a
l
[
[
j
]
]
J
,
{
i
,
1
,
5
0
0
}
]
C
l
o
s
e
[
o
u
t
f
l
i
e
]
o
1
j
I
-
1
F
j
'
c
l
-
o
c
'
e
l
1
1
10.
Appendix
10.4.3.
Regression procedure
for the resistance force due to
tangential
draw-off
from
rotating spools
~l 1 s
Thread drcivs-off tangential.nb 216 1 hi end ih aw-off tangential.nb
(*Draw-of resistance model for tangental draw-off*}
(*Symbols;
rTh: thread radius
ra; outer radius of lateral flange
ri: inner radius of spool body
rw; draw-off radius on spool surface
rBA: outer radius of bobbin
s : gap between rotating spool flange and wall
B: winded width of spool
Lw; thread length unwinded
wTh: thread velocity
omega : velocity of rotation
mu: viscosity of the fluid
ro: density of fluid
t: time
a : coefficients of regression
F; force components
(* Momentum of the lateral disk friction in the gap*;
Reynolds
-
ro *- s * s * omega / mu;
grlambda = ra / s;
Pi / 2 / Reynolds
cl =
grlambda
c2 = (Pi * (1 + (3/700; * Reynolds* 2) ) / 2 / Reynolds / grlambda,-
MSIl = cl*ro* omega" 2 * ra
A
S
OTsga /rir":'
(* Total force model:*}
Fmod =
al omega mu / rw + a2 4 B omega tx rw
y a4 0.96745345 * omega ras ro -,
3.96745345*
rw-1 /Sqrt [Pi B/ 2 /rTh} * Sqrt [Pi B/ 2 / rTh * ri
*
2 + 2 * Lw * rTh] ;
omega = wTh / rw;
Lw =. wTh * t ;
ra = 3.034 *1QA~3;
B = 10.35*10A-3;
ri =s 1.898 *10A-3;
s = 0.3 *10A-3;
ro - 1000;
a = ReadList["System+Programs: Desktop Folder:DataDOtang"
{Real, Real, Real, Real, Real, String}];
Length[a]
1720
Table[{a[[i, 1]], a[[i, 2]], a[[i, 3]], a[[i, 4]]r a[[i, 5]j}, {i, 1, Length[a] -1}]
Tin ad diau-ojj taiu^iun I nb
21S
data[[1719J I
Ic' < ii - = J ' 5 }
<< Statistics NonixnearFxt
regress - N-jnlmearRegress [data, Fmod, {t, wTh, rTh, mu) ,
[<il, a2, a4, a5}, PegressionPeport ~> [ParameterCITable, EstimatedVanance,
AsymptoticCorrelationMatrix, FitResiduals, SmglePredictionCITable}] ,
ParameterCITable / regress
) I Uli ) I ) /94 I / I H ,3
^
}
al = 0 0115995,
a2 = 6240 67030,
a4 = 743744 366128,
a5 = 4 3153664377,
EstxiatedVaridnce / regress
AsyDptoticCorrelationMdtrxx / regress
/ 1 - I / I 11 - I ,'111?3 0 b/->;
,
- J r 1 -,-,2723 -0 'el
- , l I j? I 1 -OSC
I 0 j/'" -u 50 0.1 -0 ol 55 i
(*Fesxdixal errors*)
errors = FxtResxduals / regress;
{observed, predxeted, se, ci) =
Transpose[fSxnglePredxctxonCITable /. regress) [ [1]]],
Thud I dnv, ojf tangential nb
ListPlot[Transpose[{predicted, errors}], PlotPange-> All]
io'-r_
-1G
-2C
-30
-'(
%Y;h :
^ %>
ListPlot[Transpose{{predicted, errors}],PlotRange->{{-2,10), {-20,20}}]
-15f
-20-
CrcDiics -
Thi ead d> a}f-off tangential nb Tin eud ill aw off la/igen'ial nb
stPlot[Transpose[{observed, errors}], PlotRange -> All] ListPlot [Transpose [ [predicted, errors / predicted} ] , PlotPange-> {{0, 100}, {-3, 3}}]
#^,'*7'^i)
LxstPlot[Transpose[{observed, errors}], PlotPange-> {{0, 12}, {-20, 20}}]
-20
^Wf^^^jS^
mu = 0 001, wTh = 0 5, rTh = 0 2510A-3,
Plot [F.i.od, {t, 0, 40}]
3j 0
T
i
n
e
a
d
d
i
a
\
-
o
f
f
t
a
n
j
t
i
i
<
d
n
b
t
=
1
0
,
W
T
h
=
0
5
,
r
T
h
=
0
2
5
*
1
0
A
-
3
,
i
P
l
o
t
[
F
m
o
d
,
{
m
u
,
0
0
0
1
,
0
1
}
]
t
=
1
0
,
w
T
h
=
0
5
,
r
T
h
=
m
u
=
0
0
0
1
,
P
l
o
t
J
F
m
o
d
,
{
r
T
h
,
0
1
.
1
0
A
-
3
,
0
5
*
1
0
A
-
3
}
]
U
)
J
_
U
j
.
j
j
i
0
0
0
u
J
0
Q
2
t
=
1
0
,
w
T
h
=
,
r
T
h
=
,
i
r
u
=
0
0
0
1
,
r
T
h
=
0
2
5
*
1
0
"
-
3
,
P
l
o
t
[
F
m
o
d
,
[
r
f
T
h
,
0
l
*
1
0
A
-
3
,
1
}
]
10.
Appendix
10.4.4.
Semi-empirical
thread
injection
model for
axially
drawn off thread
packages
11 5
thiead
inj
mod cuia i b 224 Emp tliiadinj modauanb
(Thread injection model tor axial drawn oft bobbins*)
f*Symbols
rTh thread radius
rBI innere radius of bobbin
rBlalfa initial inner radius of bobbin
rBA oufer radius of bobbin
dpdz pressure gradient
P dimensionlet. s pressure gradient
1 pipe xength
R inner pipe radius
wTh thread velocity
mu viscosity of the fluid
t time
dpdz r
dpdzir _pd_ r
>-/Th
tauTh = mu
2mu r (Log[R]
- Log [rTh] )
dpdz rTh
apaz
^Th
2 mu rTh (Log [R]
- Log [rTh]}
Ftau = tauTh* 2 * Pi* rTh* L,
Fp _t - P x * i Th
"
2 * aydz * L,
Fp + Ftaa
a coefficients of regression
F force component <?
rf flow velocity
tau shear stress
M mass flow
Q volumetric flow range
Eff injection efficiency
f friction factor
*>
\
(Velocity profile *)
dpdz r (
-
d-
+
"Th) Log [r]
w = ^ - - -
4 mu Log[P] -Log [rTh]
( dpdz rTh2 Log[R] dpdz R2 Log[rTh]
- - tfTh Log [R] - -
\
4 mu 4 ma
M=2*Px*ro*Integrate[w*r,{r,rTh,R}] ,
(Log[R]
-
Log[rTh]),
(*Shear forces*}
tin ead
inj
mod axia nb
R=0 32b*10"-3 rTh = 0 14b*10"-3 mu =
Plot[Ftau {dpdz 0 -250000/0 12}J
001 _ = 0 08 wTh = 5
rTh - mu .
(*Drarf-off nodelx bobr,-n*;
(* Fluid resistance Doobm -pipe*;
Fa = al*mu* jt> 'Logi.rTh/rVesseli ) "-1
rVessel= 0 01s
(*Shear forces*)
Fil = -az*mu* rflh* (nog [rTh /rBI] )
A
-1
(*Fa<<til ~> Fa dropped*)
'Thread acceleration *)
Fl2 - a3 * /7Th * rTh
A
2
(*Friction inrer bobbxn surface*)
Fi3 = a4 * ( (1 + (rBI
-
rTh) / rBI) / (1
-
(rBI
-
rTh; / rBI)
(1 + rBI /rBA; / (I -r=3I/rBA)) A-l,
(*rBI=Sqrt[rBlalfa"2+c**Th*t]*)
Emp tin tad l\j in 1 axia lib
221
< = (rBI 2 - rBlalfa' 2, / c /wlh
"-(rBA*2 rBIalfaA2) rrhA2/(4 6994*10*-7)
7Q3x 0 B
FBob = Fxl + Fx2 + Fx3 + a5 + a6 * t
wTh = rTh = mu= rBIalfa='3 5 / 2) * 10
A
-3, rB = 6 05*10*-3
a2 = 1623
a3 = 6 47b * 10" /
a4 = 2 11
a5 = 4 885
a6 = -0 047998
FBob
L_ i L+ J -
Tog[
]
(*Solvi"g equatxo" oF force balancefor resulting thread velocity during infection*)
rTh = rru = rfTh -
Solve [Ftau + Fp == -Bob/ 1000 wTh]
rfTH = wTh / %,
rfTHl = TH[[1] ] rtTH2 = VTH[ L2]] ,
mu = l*10*-3, ro = 1000 rTn = 0 145*10A-3 dp = , dpdz=
R- (0 65/2i*10A-3 L = 0 12, dpdz =
till ead
inj mod axia nb
dpdz = dp / L
8.33333 uj
rBI=0.0041;
Plot[WTHl, [dp, 0, -2.5*100000},
PlotStyle -> {{RGBColor[l, 0, 0]}, [RGBColorfO, 1, 0]}, {RGBColorJO, 0, 1]},
{RGBColor[l, 0, 1]}}, IrageSize -> {300, 200}]
10
250000-3O0')(]i (K ' 0 i ilOl.Od - ,0000
-
Grapnxcs
-
(*WTH2 negative -> dropped, WTH1 for further calculation*)
R = . ; rBI = . ; xr>u = . ; ro = . ; rTh = . ; dp = . ; dpdz = . ; L = . ;
WTH = WTH1;
nu s mu /ro;
WTHdimless = R * ro / mu * WTH;
P = -dpdz * RA3 / nu
A
2 / ro;
R = rTh / g ;
wThllP = WTHdimless / ?,-
Emp tin cad inj mod axia nb
229
dp =. ; rBI = 0.0041;
Plot[{wThIIP /. dp -> -50000, wThllP /. dp -> -100000, wThllP /. dp -> -250000},
{g, 0, 1}, PlotRange-> {-0.1, 0.3}]
wThllPT = Table [{wThllP /.dp->-50000, wThllP /. dp-> -100000, viThllP /. dp-> -250000},
U lIUtMOUItlUdli II I Util}];
outfile=StrmgJoin ["System+Progrums Desktop Folder :ModTotrfTh/P" ] ;
fxle= OpenWrite[outflie, FormatType-^TextForm]
ni r jb!:rcar, [S^ stem-rPrograrrc 3 , , I > ^,Tr/?, 4]
Do [Write [f file, (j-l)*0.01," ",wThIIPT[ [],!]],"
'
.wThllPT [ [ j , 2] ] ,
"
"
, wThllPT [ [ j , 3} J ] ,{j,l,100}]
Close[outfile]
^ ste x-t-Prograns -Desktop Folder iIIodToL ;T> /?
t
h
i
e
a
d
i
n
j
m
o
d
e
r
n
i
b
2
i
O
P
l
o
t
[
{
W
T
H
d
x
n
l
e
s
s
/
d
p
-
>
-
2
5
0
0
0
0
}
,
{
g
,
0
,
1
}
,
P
l
o
t
R
a
n
g
e
-
>
{
0
,
2
0
0
0
0
}
]
2
0
C
0
0
1
7
5
0
0
1
o
O
O
C
1
2
5
0
r
l
C
j
a
7
5
j
"
5
0
r
^
2
5
u
0
-
C
Q
=
M
/
r
o
/
r
f
T
h
-
>
W
T
H
Q
d
x
m
l
e
s
s
A
=
Q
*
r
o
/
m
u
/
R
,
Q
d
i
m
l
e
s
s
=
{
P
x
/
2
*
0
2
5
*
P
*
(
g
A
4
-
l
-
(
!
l
-
g
A
2
,
A
2
,
/
L
o
g
[
g
]
)
-
p
x
/
2
*
T
h
/
L
o
g
[
g
]
*
<
l
-
g
A
2
+
2
*
g
A
2
*
L
o
g
[
g
]
)
;
/
r
f
^
h
-
>
W
T
H
d
i
m
l
e
s
s
P
l
o
t
[
{
Q
d
x
m
l
e
o
S
A
/
d
p
-
>
-
2
o
0
0
0
0
Q
d
x
n
l
e
s
s
/
d
p
-
>
-
2
5
0
0
0
0
,
{
g
,
0
,
1
}
,
P
l
o
t
R
a
n
g
e
-
>
{
0
,
1
0
0
0
0
}
}
0
0
0
0
3
0
C
o
O
O
O
"
0
C
0
7
o
o
l
0
C
6
C
3
1
-
G
r
c
D
u
-
^
s
Q
d
i
m
l
e
s
s
A
/
{
d
p
-
>
-
2
5
0
0
0
0
,
g
-
>
0
2
0
7
1
4
}
1
d
l
.
-
9
3
/
/
/
?
t
h
i
e
a
d
i
n
]
m
o
d
a
x
i
a
n
b
P
l
o
t
[
{
P
/
d
p
-
>
-
2
5
0
0
0
0
}
l
g
,
0
1
}
,
P
l
o
t
R
a
n
g
e
-
>
{
0
,
1
0
0
0
0
0
0
}
]
/
0
a
j
o
o
o
O
O
o
C
o
o
o
o
o
^
O
O
O
D
t
o
o
P
/
{
d
p
-
>
-
2
5
0
0
0
0
g
-
>
0
2
0
7
1
4
}
R
/
{
d
p
-
>
-
2
5
0
0
0
0
,
g
-
>
0
2
0
7
1
}
J
)
E
f
f
=
W
T
H
d
i
m
l
e
s
s
/
Q
d
i
m
l
e
s
s
,
'lueadiiij mod caia nb 232
dp = . ; rBI = (rBlalfa + rBA) / 2 ,
Plot [{Eff / dp -> -50000, Eff/. dp ->-100000, Eff/. dp-> -250000},
{g, 0, 1}, PlotPange -> {0, 3}]
0 5 0 1
- Cra" h
EfT = Table[
{Ef f /. dp ~> -50000, Eff / dp-> -100000, Eff / dp ->- 250000 }. '., 0 It HIIl'HlOUhl!11 I Util},
outf ile=StrxngJoxn ["Systeir^Programs Desktop Folder ModTotEffAxxal");
ffxle= Openrfrxte [outfxle, FormatType->TextForm}
OutpjtS~x ,
tir or^-is D- ^oop Tolas j i o - ,:!
Do[Write[ffile, (] 1,*0 01," ",wThllPT[[3,1]]," ,wThllPT[[g , 2]] ,
"
",wThIIPT[ [3,3))],'1,1,10(1])
Close[outflie]
3vsc-m+~ro~^ " i ^ oo o n.^-" oc ot^,ff--^-cl
10.
Appenelix
10.4.5.
Semi-empirical
thread
injection
model for
tangentially
drawn off thread
packages
d
u
c
a
d
i
n
j
m
o
d
t
e
n
5
/
b
2
3
4
(
T
h
r
e
a
d
i
r
j
e
c
t
i
o
n
m
o
d
e
l
f
o
r
t
a
n
g
e
r
t
i
a
l
l
y
d
r
a
v
.
n
o
f
f
s
p
o
o
l
s
*
}
(
S
y
m
b
o
l
sr
T
h
t
h
r
e
a
d
r
a
d
i
u
s
r
a
o
u
t
e
r
r
a
d
i
u
s
o
f
l
a
t
e
r
a
l
f
l
a
n
g
e
r
*
i
n
n
e
r
'
"
a
d
i
u
s
o
f
s
p
o
o
l
b
o
d
y
r
r
f
d
r
a
^
o
f
f
r
a
d
i
u
s
o
n
s
p
o
o
l
s
j
r
f
a
c
e
r
B
A
o
u
t
e
r
r
a
d
i
u
s
o
f
b
o
b
b
i
n
s
g
a
p
b
e
t
w
e
e
n
r
o
t
a
t
m
g
s
p
o
o
l
f
x
a
n
g
^
a
n
d
w
a
l
l
B
w
i
n
d
e
d
w
i
d
t
h
o
f
s
p
o
o
l
L
r
f
t
h
r
e
a
d
l
e
n
g
t
h
u
n
w
i
n
d
e
d
d
p
d
z
p
r
e
s
s
u
r
e
g
r
a
d
i
e
n
t
P
d
i
m
e
n
s
i
o
n
l
e
s
s
p
r
e
s
s
u
r
e
g
r
a
d
i
e
n
t
1
p
j
.
p
e
l
e
n
g
t
h
F
m
n
r
r
p
i
p
e
r
a
d
i
a
s
w
T
h
t
h
r
e
a
d
v
e
l
o
c
i
t
y
o
m
e
g
a
v
e
l
o
c
i
t
y
o
f
r
o
t
a
t
i
o
n
m
u
/
i
s
c
o
s
i
t
y
o
f
t
h
e
f
l
u
i
d
r
o
d
e
n
s
i
t
y
o
f
f
l
u
i
d
t
i
-
i
m
e
a
c
o
e
f
f
i
c
i
e
n
t
s
o
f
r
e
g
r
e
s
s
i
o
n
F
f
o
r
c
e
c
o
m
p
o
n
e
n
t
s
w
f
l
o
w
v
e
l
o
c
i
t
y
t
a
u
s
h
e
a
r
s
t
r
e
s
s
M
F
i
a
s
s
f
l
o
w
Q
/
o
l
u
i
r
t
e
^
r
i
c
f
l
o
w
r
a
i
g
e
E
f
f
i
n
j
e
c
t
i
o
n
e
f
f
i
c
i
e
n
c
y
f
f
r
a
c
t
i
o
n
f
a
c
t
o
r
*
;
{
*
.
M
o
d
e
l
e
d
d
r
a
w
-
o
f
f
f
o
r
c
e
*
)
F
n
p
i
h
u
a
l
u
j
m
i
d
t
a
n
g
l
b
F
m
o
d
=
a
l
o
i
r
e
g
a
m
u
/
r
w
+
a
2
4
B
o
m
e
g
a
T
r
r
w
m
u
/
r
w
i
o
n
e
g
a
m
u
+
a
4
0
9
6
7
4
5
3
4
5
*
o
m
e
g
a
r
a
r
o
-
J
[
V
r
o
/
o
m
e
g
a
m
u
/
0
9
6
7
4
5
3
4
5
*
o
m
e
g
a
r
^
3
r
o
Y
/
r
w
+
a
5
,
y
r
o
j
/
a
l
=
0
0
1
1
6
9
9
5
a
2
6
2
4
0
6
7
0
3
0
a
4
7
4
3
"
4
4
3
6
6
i
2
S
a
5
_
4
3
1
5
3
6
6
4
3
7
7
(
*
r
w
l
/
q
r
t
[
P
x
B
/
^
/
r
T
h
l
*
S
q
r
t
[
P
x
B
/
2
/
r
h
*
r
i
,
A
2
+
2
*
L
w
*
r
T
h
]
,
*
)
r
w
M
e
a
n
-
1
/
L
w
*
I
n
t
e
g
r
a
t
e
[
1
/
S
q
r
t
[
P
*
B
/
2
/
r
T
r
]
*
S
q
r
t
[
P
^
B
/
2
/
r
T
h
*
r
~
"
2
+
2
*
L
w
*
r
T
h
]
,
{
L
w
0
3
0
}
]
o
m
e
g
a
=
T
h
/
r
w
L
r
f
-
w
T
h
*
t
r
a
-
8
0
3
4
*
1
0
A
-
3
,
B
s
l
O
9
5
*
1
0
A
-
3
,
n
s
l
8
9
8
*
1
0
A
-
3
,
s
=
0
3
*
1
0
A
-
3
,
r
o
=
1
0
0
0
,
(
*
D
e
p
e
n
d
e
n
c
e
o
f
t
h
e
d
r
a
w
-
o
f
f
l
e
n
g
t
h
o
n
d
r
a
w
-
o
f
f
r
a
d
i
u
s
*
}
(
*
L
r
f
=
-
B
f
f
4
\
2
*
)
m
u
=
0
0
0
1
r
o
=
1
0
0
0
r
w
=
5
*
1
0
A
-
3
,
flu ead
inj
mod
tang
nb 236
Plot[Fmod, {wTh, 0, 2}j
mu = 0.OO1, ro = 100 0; wTh =0.5,
Emp fluiad >iif
mod
fang
nb
2^7
Plot^mod, {rw, 2*10A-3, r>]
0 Q'j7 0 0
r<r> = , w^h ~ , rw =: ,
Velocity profile *)
dpdz r2
( dpd^ 'R opds r"
+ wTh) Ljg [r^
4 mu Log[R] -Log [rTh]
dpdz rTh2 Log[R]
wTh Log [R]
dpdz F-* Log [rTh]
4 ipu
M=2*pi*ro*Integrate [v/*r, {r, rTh, R} ] ,
/
(Log[R]
- Log[rTh]);
f*Shear forces*}
dpdz r
tau = mu
wTh
tauTh = mu
2mu r (Log[R] -Log [rTh])
dpdz rTh
dpaz c.i dpdz rT iJ
2 mu rTh (Log [R]
- Log [rTh] )
t
h
t
e
a
d
i
n
j
m
o
d
t
a
n
^
n
b
2
3
8
l
a
p
d
u
i
1
1
n
j
m
o
I
t
a
w
*
n
b
F
t
a
u
=
t
a
u
T
h
.
*
2
*
P
i
*
r
T
h
*
F
p
=
-
P
i
*
r
T
h
*
2
*
d
p
d
z
*
L
F
p
+
F
t
a
u
F
m
o
a
3
1
5
3
'
I
I
+
H
I
4
3
4
'
(
I
J
)
0
/
=
=
)
P
l
o
t
[
{
A
b
s
[
w
T
h
l
]
A
b
s
[
-
J
T
h
?
]
/
(
T
h
}
{
d
p
0
-
2
5
.
1
0
0
0
0
0
)
,
P
l
o
t
S
t
y
l
e
-
>
{
{
R
G
B
C
o
l
o
r
[
l
0
0
]
)
<
k
3
B
C
o
l
o
r
[
0
1
,
0
]
}
,
{
R
G
B
C
o
l
o
r
f
O
,
0
,
1
]
}
}
I
m
a
g
e
S
i
z
e
-
>
{
3
0
0
,
2
0
0
}
]
r
j
n
o
o
T
1
)
o
o
o
-
o
i
c
o
o
o
e
n
>
{
*
S
o
l
/
x
n
g
t
h
e
f
o
r
c
e
e
q
u
x
l
-
b
r
x
u
m
f
o
r
t
h
e
t
h
r
e
a
d
/
e
l
o
c
j
S
o
l
v
e
[
F
p
+
F
t
a
u
=
=
F
m
o
d
/
1
0
0
0
*
T
h
]
w
T
H
=
w
T
h
/
"
W
T
h
l
=
W
T
H
[
[
1
J
]
w
T
h
2
r
f
T
'
[
[
2
J
]
r
f
T
h
3
-
W
T
x
[
r
3
j
]
R
=
(
0
6
5
/
2
;
1
0
A
-
3
L
=
0
1
2
,
d
p
d
z
=
,
r
o
=
1
0
0
0
,
r
T
h
=
0
1
4
5
*
-
0
-
3
L
=
0
1
2
,
m
u
=
1
*
1
0
-
3
r
w
=
0
0
0
6
0
7
L
w
=
3
0
r
w
M
e
a
n
r
0
0
C
u
5
d
p
d
z
=
d
p
/
L
,
[
w
T
h
l
,
w
T
h
2
,
w
T
h
3
}
/
d
p
-
>
-
2
0
0
0
0
0
0
{
-
6
4
R
8
C
-
1
2
6
o
7
I
-
o
-
5
8
^
+
1
2
r
o
T
0
3
1
1
t
y
.
)
d
p
d
z
=
1
0
0
0
0
0
/
U
1
2
r
T
h
P
l
o
t
[
{
A
b
s
[
w
T
h
l
]
A
b
s
[
r
f
T
h
2
]
r
f
T
h
3
)
{
r
~
h
0
1
4
5
*
1
0
*
-
3
,
0
3
2
.
1
0
-
-
3
}
,
P
l
o
t
E
a
i
g
e
-
>
{
0
4
}
P
x
o
t
S
t
y
l
e
-
>
f
(
P
G
B
^
o
l
o
r
[
1
,
0
,
0
]
j
{
R
G
B
C
o
l
o
r
[
0
,
1
,
0
]
]
,
t
R
G
B
C
o
l
o
r
[
0
0
1
]
}
{
R
G
E
C
o
l
o
r
[
l
0
'
]
)
}
I
m
a
g
e
S
i
z
e
-
>
[
3
0
0
2
0
0
}
]
2
^2
{
f
O
d
D
L
J
J
1
J
J
x
.
^
1
U
-
o
l
x
-
thiead
inj
mod
tang
nb 240
rw
0.00607
dpdz = -100000/0.12; rTh = 0.145* 10 -3; R = . ;
Plot [{Abs [wThl] , Abs[wTL2], wTh3}, {R, 0.2*10*-3, 0.7.10*-3},
PlotRange -> {0, 10}, PlotStyle ->{ {RGBColor [1, 0, 0]}, {RGBColor[0, 1, 0]},
{RGBColor[0, 0, 1]}, {RGBColor[l, 0, 1]}}, ImageSize -> {300, 200}]
10
3
5
o cno r~t~(n <), P, 7ooTToo7
dpdz = -10 0 00 0/0.143; rTh = 0.145*10A-3; R = (0.65/2) *10-3; mu = . ;
Emp tin ead wj
mod
tang
nb
24J
Plot Abs[wThl], Abs wTh2, wTh3 , {mu, 0.001, 0.1},
PlotRange-> (0, 5}, PlotStyle-> {{RGBColor [1, 0, 0]}, {RGBColor[0, 1, 0]},
{RGBCoIor[0, 0, 1]}, {RGBColor[1, 0, 1]}}, ImageSize-> {300, 200}
(* Mass flow
mu = . ; ro = . ; rla = . ; rw =:
ml = M / . wTh -> wThl;
m2 = M / . WTh -> wTh2 ;
m3 = M / . wTh -> wTh3 ;
, =. ; dpdz ^ .
R= (0.65/2) *10*-3;
L = 0.12;
dp = . ; dpdz = dp / L;
mu = 1*10 A-3;
L = 0.12;
rw = 0.00607;
ro = 1000;
rTh = 0.145* 10*-3;
thiead
inj modtan^iib 242
Plot [{Ads [ml] , Abs[m2j, ml}, {dp, -0 5*100000, -2 5*100000},
PlotStyle-> {{RGBColor[l, 0, 0]}, {RGBColor[0, 1, 01}, {RGBColor[0, 0, 1]}},
ImageSize -> {300, 200j'
-25000G -On i f )OouC-iO( o Ji
- Graphic -
dpdz=-100000/0 12, rTh = ,
Plot [{Abs [ml] , Abs[m2], m3} , {rF, 0 032*10-3, 0 3*10'-3},
PlotRange -> {0, 0 005}, PlotStyle -> {{RGBColor[1, 0, 0]1, {RGBColor[0, 1, 0]},
{RGBColorJO, 0, 1]}, {RGBColor[l, 0, 1]}}, ImageSize-> l300, 200}]
0 002
0 001
0 001
0 00
b 001
J O-.cCr JX!0&inO^)0C2o0003
dpdz = -100000 / 0 12, rTh, = 0 145 * 10
"
-3, R = .
Emp thiead
mj mollan^ih
Plot [{Abs [ml] , Aos[m2J, ml}, {R, 0 lB*10*-3, 0 7*10A-3},
PlotRange-> {0, 0 01}, PlotStyle-> {{RGBColor [1, 0, 0]}, {RGBColor[0, 1, 0]},
{RGBColor[0, 0, 1]}, {RGBColor [1, 0, 1]}} ImageSize-> {300, 200}]
00i
0 006
0 00"
0 00?
)00>" 0007
dpdz = -100000 / 0 143,rTh=0 145 * 10 *-3 , R = (0 65 / 2) * 10 --3 , mu = ,
tin ead
inj
mod tan
.,
i b 244
Plot [{Abs [ml] , Abs [m2] , < j , {visk 0 001 0 01;,
PlotRange-> {0, 0 001}, PlotStyle ->{ {GBColor [1, 0, 0] } , {PGBColor [0, 1, 0] } ,
{RGBColor[0, 0, 1]}, {RGBColorfl, 0, 1J,, ImageSize > {300, 200}]
0 0(
u GO
C 00(
0 00
0 0"
dpdz = , rTH = R = , mu =
na ~ tu / ro
WTHdimless = > * ro / mu * Th3 ,
P = - dpdz * R
*
3 / uu
A
2 / ro,
R = x Th / g
wThllP = nTIidimless / P
dpdz - dp / L
rTh = 0 145 * 10'
rw = 0 00607,
3, mu = 0 001,
Emp thiead inj 111 id te /I-, I b
dp= ,
Plot [ {Abs [wThllP] / dp -> -50000, Abs [wThllP] / dp->-100000,
Abs[wThIIP] / dp-> -250000}, {g, 0, 1} PlotRange->{0, 0 1},
PlotStyle -> {(RGBColorfl, 0, 0]1, {PGBColor [0, 1, 0]}, {RGBColorJO, 0, l]j}]
( Oo
)
1
U o 0 J
Fmoaoomh = Fn>rd / ^Th -> wTh3 ,
Fmodcomopipe=1000* (Ftau+Fp; / ^Th > wTh3
dp= ,
plot[{Fmodcombpxpe
- Fmodcomb / Jp->-5J0CO, Fmodcombpxpe - Fmodcomb / dp -> -100000,
Fmodcombpxpe
- Fmodoomb / dp->-250000}, {g, 0, 1}
, PlotRange -> {0, 1}
, PlotStyle -> ({RGBColor[l, 0, 0]., {RGBColor[0, 1, 0]}, {RGBColor[0, 0, 1]} ]
; Lj J
wTHIPT = Table [{Abs [^ThllP] / dp-> -50000,
Abs[wThIIP] / dp -> -100000, Aos[*ThIIP] / dp -> -250000}, R 0 0 It I Oil I'ltl IUI I III)]
oxtfxle=8trxngJoxn[
'
System+Programs Desktop Folder ModTotwTh/Ptang ],
fiie= Opeiw,rxte [outf lie, FormatType-^TertForm]
Out du S ifi -,L i-' oj on- r 1 or
^
] 1 1 l "t/Pi-ano /'
Do[rxte[ftile, 'j-l)*0 01, ,^ThlIPT[1j,1,
'
,
'
,ThIIPT i u,2]1,
'
, WThllPT [ r-j, 3] ] ],(j,l,100}]
thiead
inj
mod tan'^ nb 246
Close[outfxle]
Syste.iT in - i r j i 1 , i /
dpdz = . ; rTh = . ; R = . ; mu = . ;
Q = M / ro / . rfTh - > wTh3 ;
QdimlessA = Q * ro / mu / R;
Qdimless = /-Pi/2*0.25*P* IgM-l- (fl-g"2) *2j / Log [g] )
- Pi / 2 *wTh/ Log[g] *{l-g"2 + 2* gA2*Log[g]) ) / . wTh -> WTHdimless;
Eff = WTHdimless / Qdimless / - wTh -> wTh3 ;
rTh = 0.145 * 10 "-3; mu = 0.001; mu = 0.001;
rw = 0.00607; R = rTh/g;
dp = . ; dpdz = dp / L ;
Plot [{Abs [Eff ] /. dp->-50000, Abs [Eff] /.dp->-100000, Abs [Eff] /. dp-> -250000},
{g, 0, 1}, PlotRange-> {0, 3}
, PlotStyle-> {{RGBColor[l, 0, 0]}, {RGBColor[0, 1, 0]}, {RGBColor[0, 0, 1]}}]
Emp tbiLodinj mod tan*! nb
Plot [{Abs [Qdxmless /P) /. dp -> -50000,
Abs[Qdxmless /P] /. dp-> -10 0000, Abs [Qdxmless/P] /.dp->-250000}, {g, 0, 1}
, PlotStyle-> {{RGBColor[l, 0, 0]}, {RGBColor[0, 1, 0]}, {RGBColor[0, 0, 1]}},
PlotRange-> {0, 0.4}]
0 t.
I 1} u.j Jo
EffT = Table [{Abs [Eff] /. dp-> -50000, Abs [Eff j /.dp->-100000, Abs [Eff] /. dp -> -250000},
(, 0 OOOOO0OO0O07, I 0 0/)];
outfile=StringJoin["System+Programs.Desktop
Folder :ModTotEffTang"];
ile= OpenWrite[outflie, FormatType->TextForm]
GdtoutStrean[=/ n+Programs :3e} co j "^1 . r -.JTocEff Tang , 1,
Do[Write[ffile, <]-l)*0.01,"
,EffT [ [d , 1] ] ,
" "
, EfT[ [ j , 2] } ,
,EfT[ [1,31 lUj.1.100)
Close[outfile]
j^nsn+Proo-c r ~.e^l top Folder iIlodTotSlf-ang
t
h
i
e
a
d
i
n
j
m
o
d
t
a
n
g
n
b
2
4
8
d
p
=
,
P
l
o
t
[
{
A
b
s
[
V
F
d
x
m
l
e
s
s
]
/
d
p
-
>
-
5
0
0
0
0
,
A
b
s
[
V
F
d
x
m
l
e
s
s
]
/
d
p
-
>
-
1
0
0
0
0
0
,
A
b
s
[
-
/
F
d
x
m
l
e
s
s
]
/
d
p
-
>
-
2
5
0
0
0
0
}
,
{
g
0
,
1
}
,
P
l
o
t
R
a
i
g
e
-
>
{
0
,
1
0
0
0
0
}
,
P
l
o
t
S
t
y
l
e
-
>
{
{
R
G
B
C
o
l
o
r
f
l
,
0
,
0
]
,
,
f
R
G
B
C
o
l
o
r
f
O
,
1
0
]
}
{
R
G
B
C
o
l
o
r
[
0
0
,
1
]
}
}
]
1
0
0
"
8
0
J
J
6
0
f
1
0
0
1
2
0
0
x
1
I
d
p
=
,
P
l
o
t
[
(
A
b
s
[
Q
d
x
m
l
f
s
s
j
/
d
p
-
>
-
5
0
0
0
0
,
A
b
s
[
Q
d
x
m
l
e
s
s
]
/
d
p
-
>
-
1
0
0
0
0
0
,
A
b
s
[
Q
d
x
m
l
e
s
s
]
/
d
p
-
>
-
2
5
0
0
0
0
}
,
(
g
,
0
,
1
}
,
P
l
o
t
R
a
n
g
e
-
>
{
0
1
0
0
0
0
}
,
P
l
o
t
S
i
y
.
p
-
>
{
{
R
G
B
C
o
l
o
r
[
l
,
0
,
0
]
}
,
{
R
G
B
C
o
l
o
r
f
O
,
1
0
]
}
,
{
R
G
B
C
o
l
o
r
[
0
,
0
1
]
}
}
]
1
0
0
0
8
0
0
C
6
0
0
"
l
O
O
u
2
0
0
0
G
r
^
p
r
Acknowledgement
This thesis was realized at the Chair of
Biocompatible
Materials and
Engineering
at the
Swiss Federal Institute of
Technology
in Zrich (ETHZ).
I wish to thank all
persons,
who contributed to the
accomplishment
of this work:
Prof. Dr. E. Wintermantel,
leader of the Chair of
Biocompatible
Materials and
Engineering,
who
gave
me the
possibility
for these
investigations.
Prof. Dr. P. Niederer to act as the co-corrector of this thesis.
Dr. J.
Mayer
for his
precious
scientific discussions, advices and the critical accom
paniment during
the evolution of this
manuscript.
All coworkers at the Chair of
Biocompatible
Materials and
Engineering
for their
support
and interest. In
particular, my
thank
goes
to Thorleif and Fredric Brands-
berg
for their
help during
the
design
and construction of the device and the mea
surement
apparatus,
and to Dr. Petitmermet for his readiness to solve
any computer
and data
processing
tasks.
The students, who worked on this
project.
A.
Zenoni,
A. Frei,
M.
Cuny,
C.
Siegfried
and F. Weibel delivered
by
their scientific and
experimental
efforts
important
results for this thesis.
Dr. P. S. Mauz and Dr. F Burkhart from the
Department
of
Otorhinolaryngology
at
the
University Hospital Tbingen
for their clinical collaboration and the
surgical
trials.
The institutes of the ETHZ for their
cooperativeness. Special
thanks to Prof.
J.
Waldvogel (Seminar
of
Applied
Mathematics)
for the mathematical discussions,
to Dr. L. Prilscher
(Seminar
for
Statistics)
for the statistical consultation and to
K. Ruloff (Institute of Process
Engineering)
and D.
Attinger (Institute
of
Energy
Technology)
to enable the
optical investigations.
P. L. Barbadoro from the Swiss Federal Institute of Measurement and
Testing
for
the realization of the draw-off measurements with the thread
packages.
The industrial
companies,
which
generously
offered essential elements and materi
als to enable these
experiments. Special
thank to L.
Egloff
(Lukas Egloff
AG,
Antriebstechnik & Elektronische
Steuerungen,
Schaffhausen), and J. Schneebeli
(Internationale
Verbandsstoff-Fabrik Schaffhausen, Neuhausen).
Curriculum Vitae
Name:
Date of birth:
Nationality:
Citizen of:
Pemanent address:
Christian Paul Frei
22.4.1969
Swiss
Buchs LU
Chesa Mathis, 7505 Cclerina,
Switzerland
1996
-
present
1990 -1995
1983 -1989
Education
ETH Zrich
Scientific research and PhD Thesis at the Chair of
Biocompati
ble Materials Science and
Engineering
ETH Zrich
Diploma
in Mechanical
Engineering
Lyceum Alpinum
Zuoz
High
school
graduation, Typus
C
1993
1994
1995
Professional experience
Israel Electric
Corporation, Haifa,
Israel
Maintenace of
cooling system
of a thermal
power plant
Symbios Orthopdie S.A., Yverdon, Switzerland
Design
and
quality
assurance of
endoprosthetic hip implants
Chair
ofBiocompatible
Materials Science and
Engineering,
ETH Zrich
Processing
and
testimg
of
hotpressed composites
Zrich, January
2000 Christian Frei
You might also like
- Extracorporeal Ventilatory TherapiesDocument18 pagesExtracorporeal Ventilatory TherapiesLe Hoang TuanNo ratings yet
- Anae 13003Document8 pagesAnae 13003Hassan FahsNo ratings yet
- 4.cao Et Al. - 2016 - Duty Cycle Effect On Jet Control Based On A Single Unsteady Minijet (2) - AnnotatedDocument5 pages4.cao Et Al. - 2016 - Duty Cycle Effect On Jet Control Based On A Single Unsteady Minijet (2) - Annotatedjinuchandran09No ratings yet
- 2176 ArticleText 8686 1 10 20201009 PDFDocument5 pages2176 ArticleText 8686 1 10 20201009 PDFDiptoNo ratings yet
- Theoretical and Experimental Study of QuasisteadyDocument17 pagesTheoretical and Experimental Study of QuasisteadyNatalia CaldasNo ratings yet
- Functional and Structural Effects of Percutaneous Edge-To-edge Double-Orifice Repair Under Cardiac Cycle in Comparison With Suture RepairDocument13 pagesFunctional and Structural Effects of Percutaneous Edge-To-edge Double-Orifice Repair Under Cardiac Cycle in Comparison With Suture RepairhanNo ratings yet
- PCNL in The Twenty-First Century Role of Microperc, Miniperc, and Ultraminiperc.-Ganpule2014Document6 pagesPCNL in The Twenty-First Century Role of Microperc, Miniperc, and Ultraminiperc.-Ganpule2014Dan DănilăNo ratings yet
- 1 s2.0 S0010482518302725 MainDocument11 pages1 s2.0 S0010482518302725 MainWaridho IskandarNo ratings yet
- 2 Faz Yu - 2015 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 72 - 042047Document8 pages2 Faz Yu - 2015 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 72 - 042047KaanNo ratings yet
- Flow DiversionDocument13 pagesFlow Diversiondhaval thakkarNo ratings yet
- Braun Neurology Endoscope SystemDocument132 pagesBraun Neurology Endoscope SystemMārcis RancānsNo ratings yet
- A Short Bevel Needle With A Very Thin TipDocument8 pagesA Short Bevel Needle With A Very Thin Tipmohammadreza hajialiNo ratings yet
- Sinus Lift ChenDocument10 pagesSinus Lift ChenCarlos Frederico Nunes PavãoNo ratings yet
- Development of An Air Pneumatic Suspension System For Transtibial ProsthesesDocument13 pagesDevelopment of An Air Pneumatic Suspension System For Transtibial ProsthesesLEONARDO ADRIAN ZEGALES TABORGANo ratings yet
- Comparative CFD Analysis of Laminar Flow through Nozzle Attached PipeDocument6 pagesComparative CFD Analysis of Laminar Flow through Nozzle Attached PipeAny BodyNo ratings yet
- Ito 2015Document8 pagesIto 2015laurabarbosamedNo ratings yet
- International Journal of Medical Science and Innovative Research (IJMSIR)Document18 pagesInternational Journal of Medical Science and Innovative Research (IJMSIR)Muhammad UzairNo ratings yet
- Modern Clinical Practice of Fibreoptic IntubationDocument6 pagesModern Clinical Practice of Fibreoptic IntubationenriquegarciagalianaNo ratings yet
- Polyvinyl Alcohol Yarn Prepared Into A BiodegradabDocument8 pagesPolyvinyl Alcohol Yarn Prepared Into A Biodegradabtamer HamoudaNo ratings yet
- Paper 1Document21 pagesPaper 1janNo ratings yet
- Centrifugal Pumps PDFDocument114 pagesCentrifugal Pumps PDFNovancy100% (2)
- Modified Y Type Strainer Using CFD Analysis: Guided byDocument38 pagesModified Y Type Strainer Using CFD Analysis: Guided byRAJESH SHARMANo ratings yet
- Investigation of The Wind Turbine Vortex StructureDocument11 pagesInvestigation of The Wind Turbine Vortex StructureMohammed ArdyantNo ratings yet
- Comparison of Polyetheretherketone Cables and Stainless Steel Wires For Sternal Fixation After Median SternotomyDocument8 pagesComparison of Polyetheretherketone Cables and Stainless Steel Wires For Sternal Fixation After Median SternotomyRafailiaNo ratings yet
- Focus: Real-Time Ultrasound-Guided External Ventricular Drain Placement: Technical NoteDocument5 pagesFocus: Real-Time Ultrasound-Guided External Ventricular Drain Placement: Technical NoteOdiet RevenderNo ratings yet
- Deville2018 Pressure DropDocument13 pagesDeville2018 Pressure DropMohamed ElgendyNo ratings yet
- Letters To The EditorDocument2 pagesLetters To The EditorRajan KarmakarNo ratings yet
- ms9 85 5011Document11 pagesms9 85 5011tsaafanNo ratings yet
- Techniques: Suturing and Knot Tying in Laparoscopy: TechniqueDocument6 pagesTechniques: Suturing and Knot Tying in Laparoscopy: TechniqueAlldin AhmeetovicNo ratings yet
- Design and Fabrication of A Magnetic PropulsionDocument13 pagesDesign and Fabrication of A Magnetic Propulsionwang123218888No ratings yet
- Vessel Harvesting PDFDocument6 pagesVessel Harvesting PDFV RNo ratings yet
- 1 s2.0 S1078588406004801 Main PDFDocument8 pages1 s2.0 S1078588406004801 Main PDFkadek sanggingNo ratings yet
- Design and Control of A Peristaltic Pump To Simulate Left AtrialDocument31 pagesDesign and Control of A Peristaltic Pump To Simulate Left Atrialhadeel fahimNo ratings yet
- Stress Distribution On The Prosthetic Screws in The All-On-4 Concept: A Three-Dimensional Finite Element AnalysisDocument10 pagesStress Distribution On The Prosthetic Screws in The All-On-4 Concept: A Three-Dimensional Finite Element AnalysisMario Troncoso AndersennNo ratings yet
- Mock SurgeryDocument7 pagesMock SurgeryElegant Dental clinicNo ratings yet
- Design and Material Optimization VentilatorDocument8 pagesDesign and Material Optimization VentilatorHadhi Hassan KhanNo ratings yet
- Computational Modeling of A Typical Supersonic ConDocument8 pagesComputational Modeling of A Typical Supersonic ConSid SharmaNo ratings yet
- Journal Homepage: - : IntroductionDocument7 pagesJournal Homepage: - : IntroductionIJAR JOURNALNo ratings yet
- 1 s2.0 S0020722506000942 MainDocument13 pages1 s2.0 S0020722506000942 MainAyushmanSrivastavaNo ratings yet
- Design and Fabrication of A Classical Fibre Glass Laboratory Venturimeter ApparatusDocument11 pagesDesign and Fabrication of A Classical Fibre Glass Laboratory Venturimeter ApparatusInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Frączek 2016 J. Phys. Conf. Ser. 760 012004Document11 pagesFrączek 2016 J. Phys. Conf. Ser. 760 012004Ayouba FOFANANo ratings yet
- A High-Order Model of Rotating Stall in Axial Compressors With Inlet DistortionDocument9 pagesA High-Order Model of Rotating Stall in Axial Compressors With Inlet DistortionGeorge Guimarães Dias SiqueiraNo ratings yet
- A Randomized Clinical Trial To Compare Three Methods of Orthodontic Space ClosureDocument6 pagesA Randomized Clinical Trial To Compare Three Methods of Orthodontic Space ClosureJulian OchoaNo ratings yet
- Changing Trends in The Decompression of Tension PneumothoraxDocument6 pagesChanging Trends in The Decompression of Tension Pneumothoraxnanang hidayatullohNo ratings yet
- Fluid Structure Interaction Simulation in Three-Layered Aortic Aneurysm Model Under Pulsatile Ow Comparison of Wrapping and StentingDocument8 pagesFluid Structure Interaction Simulation in Three-Layered Aortic Aneurysm Model Under Pulsatile Ow Comparison of Wrapping and StentingMartha H.TNo ratings yet
- Chapter 11 - Root Form ImplantsDocument49 pagesChapter 11 - Root Form ImplantsKomal TalrejaNo ratings yet
- Update 1 FDocument17 pagesUpdate 1 Fapi-247721887No ratings yet
- A New Approach To Low-Cost Open-Typed Subsonic Compressible Flow Wind Tunnel For Academic PurposeDocument12 pagesA New Approach To Low-Cost Open-Typed Subsonic Compressible Flow Wind Tunnel For Academic PurposeTJPRC PublicationsNo ratings yet
- 67 Ijmperdjun201967Document6 pages67 Ijmperdjun201967TJPRC PublicationsNo ratings yet
- Short Term Outcomes of Stapled Hemorrhoidectomy Our Experience at GMC SrinagarDocument4 pagesShort Term Outcomes of Stapled Hemorrhoidectomy Our Experience at GMC SrinagarInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Test Sieving: Principles and Procedures: Advantech Manufacturing, IncDocument26 pagesTest Sieving: Principles and Procedures: Advantech Manufacturing, IncJanet TudorNo ratings yet
- 11-1 TAFMEC PropagationDocument7 pages11-1 TAFMEC PropagationMohammadreza NaeimiradNo ratings yet
- Commandeur BA IEMDocument61 pagesCommandeur BA IEMBruce VshstNo ratings yet
- 1 s2.0 S1078588406005387 MainDocument6 pages1 s2.0 S1078588406005387 MainRonald VillaNo ratings yet
- Effectofrootcanaltaperontheirrigantflow IEJ2010Document9 pagesEffectofrootcanaltaperontheirrigantflow IEJ2010dr rolly agarwalNo ratings yet
- Design of A Mechanical Clutch-Based Needle-Insertion Device: CitationDocument7 pagesDesign of A Mechanical Clutch-Based Needle-Insertion Device: CitationRazvan CristeaNo ratings yet
- Newer Endodontic Irrigation Devices An UpdateDocument6 pagesNewer Endodontic Irrigation Devices An UpdateFoysal SirazeeNo ratings yet
- Usefulness of A Ventilation Tube As A Partial Ossicular Replacement Prosthesis (PORP) in Ossiculoplasty in Patients With Chronic Otitis MediaDocument6 pagesUsefulness of A Ventilation Tube As A Partial Ossicular Replacement Prosthesis (PORP) in Ossiculoplasty in Patients With Chronic Otitis MediaariafialiyaNo ratings yet
- DPF Final PaperDocument16 pagesDPF Final PaperAnonymous G1iPoNOKNo ratings yet
- Cardiac Tamponade: Key Points: Elevated Neck VeinsDocument2 pagesCardiac Tamponade: Key Points: Elevated Neck VeinsPuannita SariNo ratings yet
- Ovarian Cysts Before The MenopauseDocument5 pagesOvarian Cysts Before The MenopausePuannita SariNo ratings yet
- Bahasa Inggris Kelas 9Document56 pagesBahasa Inggris Kelas 9Barlin KesumaNo ratings yet
- Ovarian Cysts: The American College of Obstetricians and GynecologistsDocument2 pagesOvarian Cysts: The American College of Obstetricians and GynecologistsRidwan BaihaqiNo ratings yet
- Schizophrenia Booket 2009Document22 pagesSchizophrenia Booket 2009Tracy100% (1)
- 12 103 Ovarian CystsDocument16 pages12 103 Ovarian CystsPuannita SariNo ratings yet
- 12 103 Ovarian CystsDocument16 pages12 103 Ovarian CystsPuannita SariNo ratings yet
- Cardiac Tamponade: Key Points: Elevated Neck VeinsDocument2 pagesCardiac Tamponade: Key Points: Elevated Neck VeinsPuannita SariNo ratings yet
- Hiperpyrexia PDFDocument5 pagesHiperpyrexia PDFPuannita SariNo ratings yet
- Jurnal Pemberian AsiDocument9 pagesJurnal Pemberian AsiPuannita SariNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Cervical CancerDocument60 pagesCervical CancerNova Yuli PrasetyoNo ratings yet
- Management of Autoimmune Hemolytic AnemiaDocument8 pagesManagement of Autoimmune Hemolytic AnemiaaandakuNo ratings yet
- Article1424251765 - Lawani Et AlDocument5 pagesArticle1424251765 - Lawani Et AlPuannita SariNo ratings yet
- PEDOMAN PENGENDALIAN DEMAM TIFOIDDocument41 pagesPEDOMAN PENGENDALIAN DEMAM TIFOIDkfredyanto80% (5)
- Personal Hygiene CheclistDocument1 pagePersonal Hygiene CheclistPuannita SariNo ratings yet
- Uterine Prolapse: Clinical ReviewDocument5 pagesUterine Prolapse: Clinical ReviewPuannita SariNo ratings yet
- 204 425 1 PB PDFDocument7 pages204 425 1 PB PDFFrindiNo ratings yet
- Script Filosofi KopiDocument147 pagesScript Filosofi KopiRabecca TobingNo ratings yet
- HistologiDocument10 pagesHistologiPuannita SariNo ratings yet
- Guideline Basal Cell Carcinoma-Update2012Document53 pagesGuideline Basal Cell Carcinoma-Update2012Puannita SariNo ratings yet
- Script Filosofi KopiDocument147 pagesScript Filosofi KopiRabecca TobingNo ratings yet
- Fever: The Long and Short of It: Denise Goh Li MengDocument5 pagesFever: The Long and Short of It: Denise Goh Li MengPuannita SariNo ratings yet
- Cardiac Tamponade: Key Points: Elevated Neck VeinsDocument2 pagesCardiac Tamponade: Key Points: Elevated Neck VeinsPuannita SariNo ratings yet
- Fuller Et Al-2014-British Journal of DermatologyDocument10 pagesFuller Et Al-2014-British Journal of DermatologyPamelaNo ratings yet
- Neurology: Moch. Fahmi Puannita Sari SantosoDocument1 pageNeurology: Moch. Fahmi Puannita Sari SantosoPuannita SariNo ratings yet
- Management of Autoimmune Hemolytic AnemiaDocument8 pagesManagement of Autoimmune Hemolytic AnemiaaandakuNo ratings yet
- P ('t':'3', 'I':'668217071') D '' Var B Location Settimeout (Function ( If (Typeof Window - Iframe 'Undefined') ( B.href B.href ) ), 15000)Document10 pagesP ('t':'3', 'I':'668217071') D '' Var B Location Settimeout (Function ( If (Typeof Window - Iframe 'Undefined') ( B.href B.href ) ), 15000)Puannita SariNo ratings yet
- Article 06Document6 pagesArticle 06Mega MuzdalifahNo ratings yet
- PHYS 3203 - Lab PDFDocument55 pagesPHYS 3203 - Lab PDFTaukeer KhanNo ratings yet
- Cswip 3.1 Difficul - Multichoice QuesDocument11 pagesCswip 3.1 Difficul - Multichoice QuesLuan Nguyen0% (1)
- Structural Analysis of DomesDocument10 pagesStructural Analysis of DomesThotho Kennedy100% (2)
- Rate of Change and Approximate ChangeDocument9 pagesRate of Change and Approximate ChangeThomas AlfieNo ratings yet
- Practice Exam QuestionsDocument5 pagesPractice Exam QuestionsEamon BarkhordarianNo ratings yet
- Books Doubtnut Question BankDocument472 pagesBooks Doubtnut Question Bankkeerthana vNo ratings yet
- Rolling Contact BearingDocument29 pagesRolling Contact BearingBimlendra RayNo ratings yet
- Som & DmeDocument2 pagesSom & DmeSurulivelrajantNo ratings yet
- LIFE 110B: Lecture 9 - (A) Introduction To Transport in Biological Systems (B) Mass Transport and Heat TransportDocument44 pagesLIFE 110B: Lecture 9 - (A) Introduction To Transport in Biological Systems (B) Mass Transport and Heat TransportNella Ramsarran100% (2)
- Installation Manual: Model APS 400Document24 pagesInstallation Manual: Model APS 400Willy DacoNo ratings yet
- Ramiro Augusto Salazar La Rotta, Ing. Químico, PH.D., CC: 91227727 Colombia (UIS, SENA) Juan Manuel Salazar Villamizar (Hijo) - E-Mail:, AbstracDocument7 pagesRamiro Augusto Salazar La Rotta, Ing. Químico, PH.D., CC: 91227727 Colombia (UIS, SENA) Juan Manuel Salazar Villamizar (Hijo) - E-Mail:, AbstracRamiro Augusto salazar La RottaNo ratings yet
- Preparation and Characterization of Doxorubicin-Containing Liposomes: I. Influence of Liposome Charge and PH of Hydration Medium On Loading Capacity and Particle SizeDocument14 pagesPreparation and Characterization of Doxorubicin-Containing Liposomes: I. Influence of Liposome Charge and PH of Hydration Medium On Loading Capacity and Particle SizeSanelaNo ratings yet
- Vertical Force Considerations in Differential Space Closure - JCO-OnLINEDocument5 pagesVertical Force Considerations in Differential Space Closure - JCO-OnLINE김재훈No ratings yet
- IrDocument13 pagesIrumesh123patilNo ratings yet
- Searching / FoundDocument252 pagesSearching / FoundCBTNo ratings yet
- Material DielektrikDocument12 pagesMaterial DielektrikShifa Anindya HartonoNo ratings yet
- M.Tech Seminar Report GuidelinesDocument7 pagesM.Tech Seminar Report GuidelinesAnoop MathewNo ratings yet
- At-Rest Earth Pressure Comparison BasicsDocument9 pagesAt-Rest Earth Pressure Comparison BasicsDev MitraNo ratings yet
- Persamaan DiferensialDocument9 pagesPersamaan DiferensialUla RidhaNo ratings yet
- Expansion ValveDocument23 pagesExpansion Valvemahmoud EissaNo ratings yet
- Terminal Report OJT MTTDocument4 pagesTerminal Report OJT MTTJun MichaelNo ratings yet
- Problems in Soil Mechanics and Foundation EngineeringDocument172 pagesProblems in Soil Mechanics and Foundation EngineeringCharilyn Echeverre100% (16)
- 1415 Phy S5 Term1 Formtest1Document11 pages1415 Phy S5 Term1 Formtest1黃賡浩No ratings yet
- CCIP Footfall Induced VibrationDocument84 pagesCCIP Footfall Induced VibrationjorgenkrabNo ratings yet
- Split Up Syllabus Class Xii Physics 22-23Document1 pageSplit Up Syllabus Class Xii Physics 22-23ROHIT SIHRANo ratings yet
- Republic of The Philippines Department of Education Region XiDocument3 pagesRepublic of The Philippines Department of Education Region XiArgie Joy Marie AmpolNo ratings yet
- Chemistry Code No. 1/2 Set: 3 Time Allowed: 3 Hours Maximum Marks: 100 General InstructionsDocument5 pagesChemistry Code No. 1/2 Set: 3 Time Allowed: 3 Hours Maximum Marks: 100 General InstructionsShalini KumariNo ratings yet
- Lab Report 3Document4 pagesLab Report 3api-340581896No ratings yet
- Transmission LinesDocument23 pagesTransmission Linesravi010582No ratings yet
- CLUTCH TORQUE CALCULATIONDocument3 pagesCLUTCH TORQUE CALCULATIONChristian ArloNo ratings yet
- Sully: The Untold Story Behind the Miracle on the HudsonFrom EverandSully: The Untold Story Behind the Miracle on the HudsonRating: 4 out of 5 stars4/5 (103)
- The Fabric of Civilization: How Textiles Made the WorldFrom EverandThe Fabric of Civilization: How Textiles Made the WorldRating: 4.5 out of 5 stars4.5/5 (57)
- Packing for Mars: The Curious Science of Life in the VoidFrom EverandPacking for Mars: The Curious Science of Life in the VoidRating: 4 out of 5 stars4/5 (1395)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaFrom EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNo ratings yet
- The Weather Machine: A Journey Inside the ForecastFrom EverandThe Weather Machine: A Journey Inside the ForecastRating: 3.5 out of 5 stars3.5/5 (31)
- Hero Found: The Greatest POW Escape of the Vietnam WarFrom EverandHero Found: The Greatest POW Escape of the Vietnam WarRating: 4 out of 5 stars4/5 (19)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestFrom EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestRating: 4 out of 5 stars4/5 (28)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The End of Craving: Recovering the Lost Wisdom of Eating WellFrom EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellRating: 4.5 out of 5 stars4.5/5 (80)
- 35 Miles From Shore: The Ditching and Rescue of ALM Flight 980From Everand35 Miles From Shore: The Ditching and Rescue of ALM Flight 980Rating: 4 out of 5 stars4/5 (21)
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (241)
- The Future of Geography: How the Competition in Space Will Change Our WorldFrom EverandThe Future of Geography: How the Competition in Space Will Change Our WorldRating: 4.5 out of 5 stars4.5/5 (4)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureFrom EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureRating: 5 out of 5 stars5/5 (125)
- Pale Blue Dot: A Vision of the Human Future in SpaceFrom EverandPale Blue Dot: A Vision of the Human Future in SpaceRating: 4.5 out of 5 stars4.5/5 (586)
- Across the Airless Wilds: The Lunar Rover and the Triumph of the Final Moon LandingsFrom EverandAcross the Airless Wilds: The Lunar Rover and the Triumph of the Final Moon LandingsNo ratings yet
- Data-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseFrom EverandData-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseRating: 3.5 out of 5 stars3.5/5 (12)
- Recording Unhinged: Creative and Unconventional Music Recording TechniquesFrom EverandRecording Unhinged: Creative and Unconventional Music Recording TechniquesNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- Reality+: Virtual Worlds and the Problems of PhilosophyFrom EverandReality+: Virtual Worlds and the Problems of PhilosophyRating: 4 out of 5 stars4/5 (24)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationFrom EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationRating: 4.5 out of 5 stars4.5/5 (46)
- Broken Money: Why Our Financial System is Failing Us and How We Can Make it BetterFrom EverandBroken Money: Why Our Financial System is Failing Us and How We Can Make it BetterRating: 5 out of 5 stars5/5 (3)
- Fallout: The Hiroshima Cover-up and the Reporter Who Revealed It to the WorldFrom EverandFallout: The Hiroshima Cover-up and the Reporter Who Revealed It to the WorldRating: 4.5 out of 5 stars4.5/5 (82)
- The Path Between the Seas: The Creation of the Panama Canal, 1870-1914From EverandThe Path Between the Seas: The Creation of the Panama Canal, 1870-1914Rating: 4.5 out of 5 stars4.5/5 (124)