You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Tutorial 2: Abaqus With Analysis Input FileDocument21 pagesTutorial 2: Abaqus With Analysis Input FileVarun ShastryNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elements in Ls-DynaDocument12 pagesElements in Ls-DynaSurya KiranNo ratings yet
- Foldable Helmet Project ReportDocument43 pagesFoldable Helmet Project ReportArnaz Asa Sholeh100% (2)
- Most Important Question Regarding Welding CBTDocument16 pagesMost Important Question Regarding Welding CBTPooja ManiNo ratings yet
- (ARTICLE) Plaxis Bulletin (2013) Validation of The Embedded Pile Row in PLAXIS 2D - Iss34 Art2 PDFDocument4 pages(ARTICLE) Plaxis Bulletin (2013) Validation of The Embedded Pile Row in PLAXIS 2D - Iss34 Art2 PDFO SNo ratings yet
- Surface Chemistry - Comprehensive Notes PDFDocument32 pagesSurface Chemistry - Comprehensive Notes PDFGurpreet JindalNo ratings yet
- Adaptive MeshDocument38 pagesAdaptive Meshbooks_ukNo ratings yet
- Investmech (Design of Dynamic Loaded Welded Structures) TN R0.0Document47 pagesInvestmech (Design of Dynamic Loaded Welded Structures) TN R0.0romalan govenderNo ratings yet
- Spirax Sarco - Steam Coil PDFDocument128 pagesSpirax Sarco - Steam Coil PDFNila Gama100% (1)
- Sample QuestionsDocument12 pagesSample QuestionsSurya KiranNo ratings yet
- Cor On Va Virus Helpline NumberDocument1 pageCor On Va Virus Helpline NumberAim Softnet IT ProfessionalNo ratings yet
- Introduction To The Finite Element Method (FEM) : Dr. J. DeanDocument12 pagesIntroduction To The Finite Element Method (FEM) : Dr. J. Deanticoncoolz100% (1)
- Noise, Vibration and HarshnessDocument71 pagesNoise, Vibration and HarshnessPrashanth Kumar0% (1)
- 7 FatigueDocument6 pages7 FatigueNagaraj RamachandrappaNo ratings yet
- Ansa Meta For Process Automation BrochureDocument4 pagesAnsa Meta For Process Automation BrochureSurya KiranNo ratings yet
- Pulsar 150 180Document43 pagesPulsar 150 180Surya KiranNo ratings yet
- Intranet Mailing System PDFDocument5 pagesIntranet Mailing System PDFSurya KiranNo ratings yet
- Data MaterialsDocument40 pagesData Materialsjeff_56No ratings yet
- Vdocuments - MX - Abaqus Keywords in Ansa PDFDocument263 pagesVdocuments - MX - Abaqus Keywords in Ansa PDFSurya KiranNo ratings yet
- Pid Ijrest Conferecename 41201701 PDFDocument4 pagesPid Ijrest Conferecename 41201701 PDFSurya KiranNo ratings yet
- Intranet Mailing System PDFDocument5 pagesIntranet Mailing System PDFSurya KiranNo ratings yet
- AutomotiveDocument16 pagesAutomotiveSurya KiranNo ratings yet
- Ls-Dyna Mat 001 TheoryDocument1 pageLs-Dyna Mat 001 TheorySurya KiranNo ratings yet
- Itrform12bb PDFDocument3 pagesItrform12bb PDFSurya KiranNo ratings yet
- Vara Lakshmi Vrat AmDocument38 pagesVara Lakshmi Vrat AmSurya KiranNo ratings yet
- Modal Analysis MGDocument11 pagesModal Analysis MGSurya KiranNo ratings yet
- HourglassDocument7 pagesHourglassSurya KiranNo ratings yet
- Ls-Dyna Examples ManualDocument296 pagesLs-Dyna Examples ManualRory Cristian Cordero RojoNo ratings yet
- RNL-08 Drop Test Simulation ValeoDocument6 pagesRNL-08 Drop Test Simulation ValeoSurya KiranNo ratings yet
- Exp SC Contact InterferenceDocument140 pagesExp SC Contact InterferenceSurya KiranNo ratings yet
- Ls-Dyna Examples ManualDocument296 pagesLs-Dyna Examples ManualRory Cristian Cordero RojoNo ratings yet
- HyperMesh 12.0 Tutorials-NastranDocument13 pagesHyperMesh 12.0 Tutorials-NastranSurya KiranNo ratings yet
- HyperMesh Fluent StepsDocument11 pagesHyperMesh Fluent StepsShiri ShaNo ratings yet
- 10isca RJRS 2012 042Document5 pages10isca RJRS 2012 042Surya KiranNo ratings yet
- HyperMesh Advanced Training PDFDocument122 pagesHyperMesh Advanced Training PDFSalih ÜnalNo ratings yet
- Lab ManualDocument10 pagesLab ManualKen MakNo ratings yet
- Gas-Vapor Mixtures and Air-Conditioning Study Guide in PowerpointDocument38 pagesGas-Vapor Mixtures and Air-Conditioning Study Guide in PowerpointRenzmore GalvanNo ratings yet
- Electroluminescence of Thin Film P-I-N Diodes Based On A-Sic:H With Integrated Ge NanoparticlesDocument6 pagesElectroluminescence of Thin Film P-I-N Diodes Based On A-Sic:H With Integrated Ge Nanoparticlessper kstorNo ratings yet
- 84 Practical IC Projects WarringDocument139 pages84 Practical IC Projects WarringHacia la LuzNo ratings yet
- 3 - Questions On Electrostatics and CircuitsDocument2 pages3 - Questions On Electrostatics and CircuitsJohn ChiltonNo ratings yet
- Che Thermo 2 - PrelimDocument1 pageChe Thermo 2 - PrelimCharles AugustusNo ratings yet
- Reservoir FluidDocument108 pagesReservoir FluidHasanNo ratings yet
- TVL ST23 04 Ad0Document9 pagesTVL ST23 04 Ad0coulsonpfilNo ratings yet
- Jcss Probabilistic Modelcode Part 3: Resistance ModelsDocument4 pagesJcss Probabilistic Modelcode Part 3: Resistance Modelsdimitrios25No ratings yet
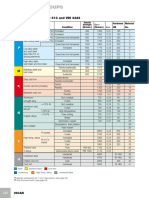
- Material Groups Chart with Properties for Steel, Stainless Steel, Cast Iron and MoreDocument1 pageMaterial Groups Chart with Properties for Steel, Stainless Steel, Cast Iron and Moreedvinas dubinskasNo ratings yet
- Physics of WeldingDocument8 pagesPhysics of WeldingAbu SaadNo ratings yet
- 2014-Book-Laske-New Developments in Polymer Composites Research PDFDocument409 pages2014-Book-Laske-New Developments in Polymer Composites Research PDFroxanaNo ratings yet
- Seminar 2Document20 pagesSeminar 2Kishor PatilNo ratings yet
- VSEPRDocument14 pagesVSEPRagraharirajiv33No ratings yet
- Glulam Beams With HolesDocument97 pagesGlulam Beams With HolesJørgenNo ratings yet
- Emulsion ExperimentDocument5 pagesEmulsion ExperimentMARLIANANo ratings yet
- Lecture Impedance and Admittance On Smith ChartsDocument15 pagesLecture Impedance and Admittance On Smith ChartsBill WhiteNo ratings yet
- PHY110Document44 pagesPHY110Abhinay YadavNo ratings yet
- Computer Modeling and Optimization of Swage Autofrettage Process of A Thick-Walled Cylinder Incorporating Bauschinger EffectDocument33 pagesComputer Modeling and Optimization of Swage Autofrettage Process of A Thick-Walled Cylinder Incorporating Bauschinger EffectBoonsap WitchayangkoonNo ratings yet
- Introduction to Engineering Materials Course OutlineDocument17 pagesIntroduction to Engineering Materials Course Outlinemissing wonderNo ratings yet
- MIME3450 Lab1 RefrigerationDocument8 pagesMIME3450 Lab1 RefrigerationshafahatNo ratings yet
- Ur W28rev2Document25 pagesUr W28rev2Karla JTNo ratings yet
- Assessment of Ground MovementDocument8 pagesAssessment of Ground MovementEnri05No ratings yet
- Star Seismic Europe - Cost AnalysisDocument19 pagesStar Seismic Europe - Cost Analysisj_dominguez_v6990No ratings yet