You might also like
- Pipeline PiggingDocument14 pagesPipeline PiggingSumit Kaushik100% (1)
- PIP CompressorDocument46 pagesPIP CompressorvaidyakunjalNo ratings yet
- Air Coolers LiteratureDocument11 pagesAir Coolers Literatureyinkaakins200133% (3)
- Aircooled Heat Exchanger Process Data SheetDocument2 pagesAircooled Heat Exchanger Process Data SheetamitkrayNo ratings yet
- Reciprocating CompressorDocument12 pagesReciprocating CompressorKha Mn100% (3)
- Forsthoffer's Rotating Equipment Handbooks Vol 3 CompressorsDocument411 pagesForsthoffer's Rotating Equipment Handbooks Vol 3 CompressorskarthickmectrNo ratings yet
- Cryogenic Pumps EnglishDocument12 pagesCryogenic Pumps EnglishbruherNo ratings yet
- Aspen-HYSYS simulation of natural gas processingDocument4 pagesAspen-HYSYS simulation of natural gas processingcandraNo ratings yet
- Heat Exchangers-Principles and Design Rev1 PDFDocument68 pagesHeat Exchangers-Principles and Design Rev1 PDFroyNo ratings yet
- Engineering Design Guideline Pump Rev3Document14 pagesEngineering Design Guideline Pump Rev3yaser201xNo ratings yet
- Compressor Selection Process IndDocument15 pagesCompressor Selection Process IndadoptvnNo ratings yet
- Electrical Fitting ContractingDocument77 pagesElectrical Fitting ContractingNurkan Ceran100% (1)
- Ethane: Ethane. This Does Not Mean That This Substance Is Not HarmfulDocument6 pagesEthane: Ethane. This Does Not Mean That This Substance Is Not HarmfulGülce ÇakmanNo ratings yet
- 2.0 Pre - Commissioning 2.1 Pre - Commissioning ActivitiesDocument6 pages2.0 Pre - Commissioning 2.1 Pre - Commissioning Activitiessamtom100% (1)
- Planned Refinery Outages in The United States: Fourth-Quarter 2018Document30 pagesPlanned Refinery Outages in The United States: Fourth-Quarter 2018Euclides PrietoNo ratings yet
- Gas Compressor Station Scope of WorksDocument5 pagesGas Compressor Station Scope of Worksomar mohd zaini100% (1)
- Plant Engineering and Design The Ultimate Step-By-Step GuideFrom EverandPlant Engineering and Design The Ultimate Step-By-Step GuideNo ratings yet
- Sabine Pass LNG World's First Import-Export Facility (2017) (BECHTEL)Document24 pagesSabine Pass LNG World's First Import-Export Facility (2017) (BECHTEL)David PierreNo ratings yet
- Pipeline System DesignDocument75 pagesPipeline System Designjoreli50% (2)
- Compressor OptimizationDocument37 pagesCompressor OptimizationjmpandolfiNo ratings yet
- Distillation Ch4 ReboilerDocument27 pagesDistillation Ch4 Reboilerkphk1979No ratings yet
- Compressors: Basic Classification and Design OverviewDocument35 pagesCompressors: Basic Classification and Design Overviewfilmon abebe100% (1)
- TYPES OF COMPRESSORS AND THEIR APPLICATIONSDocument7 pagesTYPES OF COMPRESSORS AND THEIR APPLICATIONSWade Coleman100% (1)
- Proven Methods for Design and Operation of Gas Plant Liquid Slug Catching EquipmentDocument33 pagesProven Methods for Design and Operation of Gas Plant Liquid Slug Catching EquipmentDigitalMastersTXNo ratings yet
- CPG Meter Station Design StandardDocument88 pagesCPG Meter Station Design Standardbhupi8182No ratings yet
- Combustion Gas TurbinesDocument33 pagesCombustion Gas Turbinesgavski100% (3)
- Compressor Selection GuidelineDocument44 pagesCompressor Selection Guidelinevojin nedimovic100% (1)
- A High Capacity Floating LNG Design by Barend - PekDocument15 pagesA High Capacity Floating LNG Design by Barend - PekShaka Shalahuddin Shantika PutraNo ratings yet
- Process Equipment Design-05Document42 pagesProcess Equipment Design-05PARAG DAHARWAL 20CH10020No ratings yet
- Dynamic Simulation LNG ProcessesDocument4 pagesDynamic Simulation LNG ProcessessppramNo ratings yet
- Filament-Wound "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) PipeDocument6 pagesFilament-Wound "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) PipeShaker QaidiNo ratings yet
- Flow AssuranceDocument58 pagesFlow AssuranceAbdomatar100% (2)
- Surge Control Dynamic Simulation Centrifugal CompDocument3 pagesSurge Control Dynamic Simulation Centrifugal CompAnil B YadavNo ratings yet
- NGP-001-PCS-15.03-0001!00!00 - Specification For Gas Engine Driven Reciprocating CompressorDocument39 pagesNGP-001-PCS-15.03-0001!00!00 - Specification For Gas Engine Driven Reciprocating Compressorm.shehreyar.khanNo ratings yet
- Compressor Station Design CriteriaDocument4 pagesCompressor Station Design CriteriaOlalemi AdedoyinNo ratings yet
- Material Data Sheet: Ultrachrome® High CR, Low CDocument3 pagesMaterial Data Sheet: Ultrachrome® High CR, Low CfendixNo ratings yet
- Gas Turbine Compressor System Design Using Dynamic Process Simulation PDFDocument7 pagesGas Turbine Compressor System Design Using Dynamic Process Simulation PDFredhotriderNo ratings yet
- Emergency ReliefDocument116 pagesEmergency ReliefBharat VaajNo ratings yet
- Saes G 006Document4 pagesSaes G 006AdnanAtifNo ratings yet
- Compressor Station MallnowDocument8 pagesCompressor Station MallnowMANIU RADU-GEORGIANNo ratings yet
- Kingsnorth CCS Pigging AnalysisDocument25 pagesKingsnorth CCS Pigging Analysisdeion29100% (2)
- Pump Shaft Sealing Design PracticesDocument23 pagesPump Shaft Sealing Design Practicesnelson moralesNo ratings yet
- Liquid Storage Tanks Chapter 7 PDFDocument104 pagesLiquid Storage Tanks Chapter 7 PDFFabio MiguelNo ratings yet
- Vallorec P91 BOOKDocument69 pagesVallorec P91 BOOKhassan100% (2)
- 43 (Lecture - Instrumentation For P&ID's - Cookbook)Document55 pages43 (Lecture - Instrumentation For P&ID's - Cookbook)Darkmatter DarkmatterrNo ratings yet
- Comp Selection GuideDocument32 pagesComp Selection GuideAnkit Gandhi0% (1)
- Engineering Notes for Offshore Fuel Gas Conditioning Skid DesignDocument38 pagesEngineering Notes for Offshore Fuel Gas Conditioning Skid DesignMariaNo ratings yet
- GE Gas Turbine Fuel SpecificationDocument24 pagesGE Gas Turbine Fuel SpecificationGreg EverettNo ratings yet
- Journal Pipeline Engineering 2013Document76 pagesJournal Pipeline Engineering 2013JAbidMukarrom100% (1)
- Saudi Aramco's Guide to Steam TurbinesDocument45 pagesSaudi Aramco's Guide to Steam TurbinesFadoooll100% (2)
- Capacity Design of Gas Distribution SystemsDocument32 pagesCapacity Design of Gas Distribution SystemsErickNo ratings yet
- Pipeline DryingDocument2 pagesPipeline DryingAriel Anasco100% (2)
- Modeling Pipeline HydraulicsDocument14 pagesModeling Pipeline Hydraulicsac2475100% (1)
- 6.13 Heating System Design Philosophy PDFDocument17 pages6.13 Heating System Design Philosophy PDFDonald.KNo ratings yet
- Lesson Plan in Science 7Document4 pagesLesson Plan in Science 7Maria Ybonne Gandeza100% (1)
- LNG Storage & Loading Systems Chapter 34Document8 pagesLNG Storage & Loading Systems Chapter 34divatf07No ratings yet
- NG. Compressor StationDocument12 pagesNG. Compressor StationBrian MayNo ratings yet
- Flare SystemDocument29 pagesFlare SystemLuis EnriqueNo ratings yet
- Exxonmobil Olefins Process DescriptionDocument5 pagesExxonmobil Olefins Process Descriptionamiramirimehr100% (1)
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988From EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNo ratings yet
- Ssg-Ng01017365-Gen-Mp-7303-00002 - D01 - MR For FlangesDocument8 pagesSsg-Ng01017365-Gen-Mp-7303-00002 - D01 - MR For FlangesDaniel DamboNo ratings yet
- Guideline For Feld Testing of Reciprocating Compressor Performance PDFDocument173 pagesGuideline For Feld Testing of Reciprocating Compressor Performance PDFpackiandavid1982No ratings yet
- CO2 RemovalDocument10 pagesCO2 RemovalRyan Tanuwijaya100% (1)
- Resp73h 97Document31 pagesResp73h 97Jose HerreraNo ratings yet
- LPG Pipeline MeteringDocument7 pagesLPG Pipeline MeteringDinesh Pinto100% (1)
- Vapor RecoveryDocument7 pagesVapor Recoveryboy.r.indrawanNo ratings yet
- Condenser and Hybrid Gas Removal System Design For A High Non-Condensible Load PlantDocument4 pagesCondenser and Hybrid Gas Removal System Design For A High Non-Condensible Load PlantAgustin A.No ratings yet
- Marcellus Shale Players InstructionsDocument5 pagesMarcellus Shale Players InstructionsNoPipeLines100% (1)
- FERC, Pipelines and YOU-What You Can DoDocument2 pagesFERC, Pipelines and YOU-What You Can DoNoPipeLinesNo ratings yet
- Rivertown Newsletter Summer 2015 Vol 4-3-pDocument4 pagesRivertown Newsletter Summer 2015 Vol 4-3-pNoPipeLinesNo ratings yet
- Shale Justice Pipeline Edition 3-2015Document8 pagesShale Justice Pipeline Edition 3-2015NoPipeLines100% (1)
- FERC Pipelines and YOUDocument30 pagesFERC Pipelines and YOUNoPipeLinesNo ratings yet
- Stop The Atlantic Sunrise Pipeline FlyerDocument3 pagesStop The Atlantic Sunrise Pipeline FlyerNoPipeLinesNo ratings yet
- Deerfield, MA Claim Against FERCDocument6 pagesDeerfield, MA Claim Against FERCNoPipeLinesNo ratings yet
- How To Register-Subscribe To FERCDocument2 pagesHow To Register-Subscribe To FERCNoPipeLinesNo ratings yet
- How To Comment and Subscribe To FERCDocument5 pagesHow To Comment and Subscribe To FERCNoPipeLinesNo ratings yet
- Pipeline Impact Fee SB1499Document4 pagesPipeline Impact Fee SB1499NoPipeLinesNo ratings yet
- Pipelines and Hazard Mitigation For Emergency Managers - Draft - 20130208Document125 pagesPipelines and Hazard Mitigation For Emergency Managers - Draft - 20130208NoPipeLinesNo ratings yet
- FERC Diagram Knowing Your Rights - Carol ElefantDocument4 pagesFERC Diagram Knowing Your Rights - Carol ElefantNoPipeLinesNo ratings yet
- Rivertown Newsletter Vol 4-1Document4 pagesRivertown Newsletter Vol 4-1NoPipeLinesNo ratings yet
- How To Comment and Subscribe To FERCDocument5 pagesHow To Comment and Subscribe To FERCNoPipeLinesNo ratings yet
- Atlantic Sunrise CPL South Marietta Extension AlternativeDocument16 pagesAtlantic Sunrise CPL South Marietta Extension AlternativeNoPipeLinesNo ratings yet
- MARCIINon BindingOpenSeasonPostingDocument6 pagesMARCIINon BindingOpenSeasonPostingNoPipeLinesNo ratings yet
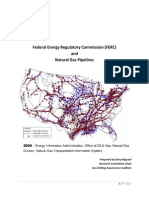
- FERC and Natural Gas PipelinesDocument65 pagesFERC and Natural Gas PipelinesNoPipeLinesNo ratings yet
- NerDocument230 pagesNerLuke Campbell-SmithNo ratings yet
- Summary of Requrements For Processes and Equipment at Natural Gas Well SitesDocument5 pagesSummary of Requrements For Processes and Equipment at Natural Gas Well SitesNoPipeLinesNo ratings yet
- EPA New Source Performance Standards and National Emission Standards For Hazardous Air Pollutants ReviewsDocument588 pagesEPA New Source Performance Standards and National Emission Standards For Hazardous Air Pollutants ReviewsNoPipeLinesNo ratings yet
- Martic Township Landowner - Right-of-Way - Atlantic Sunrise PipelineDocument2 pagesMartic Township Landowner - Right-of-Way - Atlantic Sunrise PipelineNoPipeLinesNo ratings yet
- PennEast PF15-1 FERC Pre-FileDocument92 pagesPennEast PF15-1 FERC Pre-FileNoPipeLinesNo ratings yet
- Hazard Zone - Atlantic Sunrise PipelineDocument3 pagesHazard Zone - Atlantic Sunrise PipelineNoPipeLinesNo ratings yet
- PennEast Rescind PermissionDocument1 pagePennEast Rescind PermissionNoPipeLinesNo ratings yet
- Williams Rescinding Permission LetterDocument1 pageWilliams Rescinding Permission LetterNoPipeLinesNo ratings yet
- PennEast Deny PermissionDocument1 pagePennEast Deny PermissionNoPipeLinesNo ratings yet
- Williams Denying Permission LetterDocument1 pageWilliams Denying Permission LetterNoPipeLinesNo ratings yet
- American Natural Gas Not For AmericansDocument6 pagesAmerican Natural Gas Not For AmericansNoPipeLinesNo ratings yet
- America For S (H) AleDocument14 pagesAmerica For S (H) AleNoPipeLinesNo ratings yet
- Williams Partners Reports First-Quarter 2014 Financial ResultsDocument11 pagesWilliams Partners Reports First-Quarter 2014 Financial ResultsNoPipeLinesNo ratings yet
- 15.1 PPTDocument28 pages15.1 PPTKingProNo ratings yet
- Scheme of Examination: B. TECH. (3 Semester) Industrial Engineering and ManagementDocument124 pagesScheme of Examination: B. TECH. (3 Semester) Industrial Engineering and Managementpulkitg_190% (1)
- RollingDocument14 pagesRollingVantu-Voiculescu CristiNo ratings yet
- Physics STPM 2005 AnswerDocument23 pagesPhysics STPM 2005 AnswersuhailieliasNo ratings yet
- Chapter 10 Shell energy balances and temperature distributions in solid and laminar flowDocument43 pagesChapter 10 Shell energy balances and temperature distributions in solid and laminar flowCecilia CelineNo ratings yet
- Physics Paper 2 03 - 08Document78 pagesPhysics Paper 2 03 - 08Ho Fung ChernNo ratings yet
- Latent Heat of VaporizationDocument11 pagesLatent Heat of VaporizationEsther Faith GabrielNo ratings yet
- Engineering Data Book III REFERENCESDocument33 pagesEngineering Data Book III REFERENCESFrancisco SuárezNo ratings yet
- Workshop Penulisan Tesis Magister Teknik IndustriDocument24 pagesWorkshop Penulisan Tesis Magister Teknik IndustriboynadauNo ratings yet
- Conditioned Monitoring SyllabusDocument3 pagesConditioned Monitoring SyllabusRavikumar NagulaNo ratings yet
- Guia TP Completa 2018 Version2Document113 pagesGuia TP Completa 2018 Version2epuchuluNo ratings yet
- Eccentric Beam-Column JointDocument7 pagesEccentric Beam-Column JointsokamantyNo ratings yet
- Transducer AssignmentDocument5 pagesTransducer AssignmentdagemNo ratings yet
- BayblendDocument10 pagesBayblendGarry TaylorNo ratings yet
- API 571 DemoDocument14 pagesAPI 571 DemoRueda Joan100% (1)
- Angular Measurements: MEGR 6181 Engineering MetrologyDocument14 pagesAngular Measurements: MEGR 6181 Engineering MetrologyNarasimha ReddyNo ratings yet
- COSMOS-L Scientific ReportDocument186 pagesCOSMOS-L Scientific ReportNikesh ChowrasiaNo ratings yet
- Chapter 4: Calculation: 4.1 Stress and Strain CalculationDocument5 pagesChapter 4: Calculation: 4.1 Stress and Strain CalculationLai Swee YongNo ratings yet
- Macam-Macam Dan Sifat Bahan Resin Kedokteran Gigi - Bimo RintokoDocument18 pagesMacam-Macam Dan Sifat Bahan Resin Kedokteran Gigi - Bimo Rintokodayanara_245104654No ratings yet
- Heat Exchange Modeling of A Grate Clinker Cooler and Entropy Production AnalysisDocument9 pagesHeat Exchange Modeling of A Grate Clinker Cooler and Entropy Production AnalysisNhacaNo ratings yet
- Manual - DriveIT M3000 LV Motors For Hazardous AreasDocument104 pagesManual - DriveIT M3000 LV Motors For Hazardous AreassihamuNo ratings yet
- Manual Bombas Berkeley PDFDocument24 pagesManual Bombas Berkeley PDFxavifoxNo ratings yet