You might also like
- CMT WeldingDocument8 pagesCMT WeldingFlorin GadeaNo ratings yet
- Cilindros e Servo CilindrosDocument16 pagesCilindros e Servo CilindrosluisbottonNo ratings yet
- Fcaw - Ebg InoxidableDocument14 pagesFcaw - Ebg InoxidablemsalinasaguilarNo ratings yet
- Busbar Trunking SystemDocument21 pagesBusbar Trunking SystemJordan Ansh50% (2)
- Mig Mag InnovationsDocument18 pagesMig Mag InnovationsaliswatchNo ratings yet
- 0110 TS TPS3200 9000 EN 46394 SnapshotDocument16 pages0110 TS TPS3200 9000 EN 46394 SnapshotStefan LuchianNo ratings yet
- Tig Plasma77019Document16 pagesTig Plasma77019Luiz CabelloNo ratings yet
- 293-Prospekte Engl 010713Document24 pages293-Prospekte Engl 010713Jigar ChaudharyNo ratings yet
- Micro Plasma Arc WeldingDocument5 pagesMicro Plasma Arc WeldingJigar ChaudharyNo ratings yet
- Echipamente de Sudare EWMDocument148 pagesEchipamente de Sudare EWMRogo CatalinNo ratings yet
- RSW of Aluminium v4Document12 pagesRSW of Aluminium v4Eduardo PinheiroNo ratings yet
- PB Alumec EnglishDocument12 pagesPB Alumec EnglishByron RodriguezNo ratings yet
- Rotary PipeCLADDocument7 pagesRotary PipeCLADsafari7No ratings yet
- Con CastDocument5 pagesCon CastZubair AhmadNo ratings yet
- Stud WeldingDocument15 pagesStud WeldingSairaj JakalNo ratings yet
- Meraj Engineering - CatalogueDocument29 pagesMeraj Engineering - CatalogueMohammad Iqbal KhanNo ratings yet
- Equipment Specification BRIDGEMASTER 2017 02Document12 pagesEquipment Specification BRIDGEMASTER 2017 02suronocaturatmojoNo ratings yet
- Crossbow Data Sheet EsabDocument2 pagesCrossbow Data Sheet EsabMahmud MaherNo ratings yet
- Purlin & Cladding RailDocument67 pagesPurlin & Cladding RailPrima AdhiyasaNo ratings yet
- W7 304E Plating Lines MontageDocument9 pagesW7 304E Plating Lines MontageAnonymous wtK1AZBi100% (1)
- Brosura Aparate MMADocument10 pagesBrosura Aparate MMARogo CatalinNo ratings yet
- Lever Lock Connection Systems: DescriptionDocument2 pagesLever Lock Connection Systems: Descriptionmirco1No ratings yet
- Seminar Report On Annealing and Pickling Multi Metals LTD, KotaDocument41 pagesSeminar Report On Annealing and Pickling Multi Metals LTD, Kotavishesh_vijayNo ratings yet
- PW BRO TPSi Twin Push ENDocument8 pagesPW BRO TPSi Twin Push ENSaranyoo CHOOTIMASNo ratings yet
- WeldingDocument11 pagesWeldinggopojiNo ratings yet
- Nexans CableDocument8 pagesNexans CableQwerty1992ABCNo ratings yet
- Innovative Technology For The Power Generation IndustryDocument8 pagesInnovative Technology For The Power Generation IndustryImran Imran100% (1)
- RoboticDocument3 pagesRoboticmahotkatNo ratings yet
- Gates MachineryDocument27 pagesGates MachineryAlex PeñaNo ratings yet
- Serimax SaturnaxDocument1 pageSerimax SaturnaxbharathaninNo ratings yet
- Vela - Updated Welding ProceDocument29 pagesVela - Updated Welding Procewindsurferke007No ratings yet
- 3 CatalogDocument50 pages3 CatalogZeu AressNo ratings yet
- Report On Transformer ManufacturingDocument36 pagesReport On Transformer ManufacturingRaj Moyal89% (57)
- Well HandyDocument6 pagesWell HandymtonellyNo ratings yet
- OK Tubrod 15.14Document2 pagesOK Tubrod 15.14Luis DuarteNo ratings yet
- Brochure Multiple-Drawing Systems ScreenDocument16 pagesBrochure Multiple-Drawing Systems Screenjgjg357No ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- SeamerweldersDocument4 pagesSeamerweldersstefan.e.bathoryNo ratings yet
- Lotos CT520D ManualDocument12 pagesLotos CT520D Manualgsmith21100% (1)
- CUT - 200 300 400 MS SP - ENDocument24 pagesCUT - 200 300 400 MS SP - ENMoustaffaNo ratings yet
- Arvedi First Thin Slab Endless CastingDocument10 pagesArvedi First Thin Slab Endless CastingprasenjitsayantanNo ratings yet
- Electrical Panel Board Project ReportDocument18 pagesElectrical Panel Board Project ReportVivekanandaSharmaLanka100% (6)
- A Brief Summary On Submerged Arc Welding Process and SAW WiresDocument2 pagesA Brief Summary On Submerged Arc Welding Process and SAW Wiresrule85straw100% (1)
- Crimp HandbookDocument24 pagesCrimp Handbookrony_lesbtNo ratings yet
- Bruno Presezzi Casting LinesDocument23 pagesBruno Presezzi Casting LinesTKNo ratings yet
- Pro Rod BrochureDocument9 pagesPro Rod BrochureMIRCEA1305No ratings yet
- SourcesDocument23 pagesSourcesmmkattaNo ratings yet
- Gmaw PDFDocument34 pagesGmaw PDFGnanasekaran MNo ratings yet
- Fused Deposition Modelling SystemsDocument14 pagesFused Deposition Modelling SystemsParth ModiNo ratings yet
- SAF Welding Cutting GuideDocument165 pagesSAF Welding Cutting GuideSelvem0% (1)
- Magnetic Pulse Welding, Crimping and Forming: Cold - Clean - Strong - Cost-EffectiveDocument12 pagesMagnetic Pulse Welding, Crimping and Forming: Cold - Clean - Strong - Cost-EffectiveAli MoghiNo ratings yet
- OrigoMagC171 C201 C251FS enDocument2 pagesOrigoMagC171 C201 C251FS encornelutsNo ratings yet
- TECHNICAL PAPERS Microrolling Process For The Wire Industry 2016 PDFDocument2 pagesTECHNICAL PAPERS Microrolling Process For The Wire Industry 2016 PDFmazaherramazaniNo ratings yet
- ProfilDocument18 pagesProfilAnonymous 6EW2MsFbkNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Duplo A CompletoDocument216 pagesDuplo A CompletoAmit KumarNo ratings yet
- TextDocument1 pageTextAmit KumarNo ratings yet
- SSC GuidelinesDocument61 pagesSSC GuidelinesZfgZ*No ratings yet
- Virtual and Real Virtual and Real Photons - PdfphotonsDocument12 pagesVirtual and Real Virtual and Real Photons - PdfphotonsAmit KumarNo ratings yet
- How To Hack WEP Wifi Passwords PDFDocument6 pagesHow To Hack WEP Wifi Passwords PDFbkchoudhury1993No ratings yet
- Tirupati MedicareDocument40 pagesTirupati MedicareAmit KumarNo ratings yet
- HelloDocument1 pageHelloanon-549244No ratings yet
- City of Durham - Most Frequently Found Code ViolationsDocument1 pageCity of Durham - Most Frequently Found Code ViolationsAmit KumarNo ratings yet
- University Ave Updated GFE 1-8-10Document3 pagesUniversity Ave Updated GFE 1-8-10Amit KumarNo ratings yet
- Review SetDocument3 pagesReview SetAmit KumarNo ratings yet
- Hacktivity LT 2010 en PDFDocument58 pagesHacktivity LT 2010 en PDFAmit KumarNo ratings yet
- Applications of T in Clinical Studies of Post-Operative Tibial Fracture PatientsDocument23 pagesApplications of T in Clinical Studies of Post-Operative Tibial Fracture PatientsAmit KumarNo ratings yet
- Yoooo GGGGGG HKSJDHFL Akgjfalkhgsdlf AgdkfasgdfasdDocument1 pageYoooo GGGGGG HKSJDHFL Akgjfalkhgsdlf AgdkfasgdfasdAmit KumarNo ratings yet
- Howard Richman - Super Sight Reading Secrets PDFDocument48 pagesHoward Richman - Super Sight Reading Secrets PDFGaston Emmanuel Ytier92% (12)
- Gandhi - A BiograpgyDocument1 pageGandhi - A BiograpgyAmit KumarNo ratings yet
- TextDocument1 pageTextAmit KumarNo ratings yet
- MineDocument1 pageMineAmit KumarNo ratings yet
- MineDocument1 pageMineAmit KumarNo ratings yet
- MineDocument1 pageMineAmit KumarNo ratings yet
- Flashcar CaseDocument27 pagesFlashcar CaseAmit KumarNo ratings yet
- Lego Starwars InvitationDocument1 pageLego Starwars InvitationAmit KumarNo ratings yet
- TextDocument1 pageTextAmit KumarNo ratings yet
- Bitcoin Manifesto - Satoshi NakamotoDocument9 pagesBitcoin Manifesto - Satoshi NakamotoJessica Vu100% (1)
- Buprenorphine Hydrochloride AHFS Class: 28:08.12 - Opiate Partial Agonists Tradenames: Buprenex ProductsDocument8 pagesBuprenorphine Hydrochloride AHFS Class: 28:08.12 - Opiate Partial Agonists Tradenames: Buprenex ProductsAmit KumarNo ratings yet
- 9273 28280 1 PBDocument16 pages9273 28280 1 PBWangui MuchemiNo ratings yet
- Atlas-Complejidad Económica PDFDocument362 pagesAtlas-Complejidad Económica PDFRafael QuiñonesNo ratings yet
- Quick Reference WMI ITPro WS12R2Document2 pagesQuick Reference WMI ITPro WS12R2Amit KumarNo ratings yet
- MGMT 3000Document5 pagesMGMT 3000Amit KumarNo ratings yet
- Dinner Menu HRDocument1 pageDinner Menu HRAmit KumarNo ratings yet
- Alaska Dor - Oil & Gas Annual Cost History Report V 1.20110812Document3 pagesAlaska Dor - Oil & Gas Annual Cost History Report V 1.20110812Amit KumarNo ratings yet
- NCSE 2006 Integrated ScienceDocument19 pagesNCSE 2006 Integrated ScienceChristian PatriceNo ratings yet
- Connector SectionDocument28 pagesConnector SectionRamesh ShindeNo ratings yet
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQDocument1 page193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Transformer Oil&DgaDocument70 pagesTransformer Oil&DgaBasudev PatraNo ratings yet
- Si34-601 Troubleshooting by Remote ControllerDocument1 pageSi34-601 Troubleshooting by Remote ControllerthanhphongtpNo ratings yet
- Unit 10 Thermogravimetric AnalysisDocument24 pagesUnit 10 Thermogravimetric Analysismaidhily83% (6)
- Ul-062 Bulletin 02Document122 pagesUl-062 Bulletin 02jppreciadomNo ratings yet
- Fibers - Honeywell Advanced Fibers and CompositesDocument2 pagesFibers - Honeywell Advanced Fibers and CompositesnitzeebbNo ratings yet
- End Sem Q PaperDocument2 pagesEnd Sem Q PapersantkabirNo ratings yet
- Using Waste Plastic Bottles As AdditiveDocument6 pagesUsing Waste Plastic Bottles As AdditiveGyanna LlenaresasNo ratings yet
- Formujet Photo InksDocument2 pagesFormujet Photo InksAmey MandhareNo ratings yet
- Hydronic Cooling - OikosDocument5 pagesHydronic Cooling - OikosShashank JainNo ratings yet
- Topdek PIR Installation Guide A5 Sept 2020Document12 pagesTopdek PIR Installation Guide A5 Sept 2020fahim007No ratings yet
- Chapter 8: Failure: How Do Materials Break?Document40 pagesChapter 8: Failure: How Do Materials Break?Leann FarleyNo ratings yet
- HSVC1 PP4-QA, QC Equipment Status Report - 20190828Document44 pagesHSVC1 PP4-QA, QC Equipment Status Report - 20190828nkvonNo ratings yet
- Product Range: Typical ValuesDocument32 pagesProduct Range: Typical ValuesRodrigoMachadoNo ratings yet
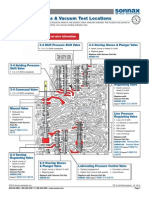
- 722 6 VacTestLocationsDocument4 pages722 6 VacTestLocationsUrszula WalczewskaNo ratings yet
- 303-W1-Rb-0632-1-Rdl-Num Det of Sup STR PDFDocument1 page303-W1-Rb-0632-1-Rdl-Num Det of Sup STR PDFJkkhyhNo ratings yet
- Paint AnalysisDocument51 pagesPaint AnalysisKai ZaiNo ratings yet
- Manual Big Blue 400P PDFDocument90 pagesManual Big Blue 400P PDFamerica1591No ratings yet
- D2784Document7 pagesD2784rimi7alNo ratings yet
- Appleton Sellos VerticalesDocument2 pagesAppleton Sellos VerticalesArq. Giovanni LopezNo ratings yet
- Sample Science LessonDocument3 pagesSample Science LessonMelissa BehrendtNo ratings yet
- Exibitor List - As of 28nov08Document6 pagesExibitor List - As of 28nov08Soldier MayNo ratings yet
- Valtek VL-HC Spring Cylinder Linear Actuators: General Information UnpackingDocument8 pagesValtek VL-HC Spring Cylinder Linear Actuators: General Information UnpackingXimi Mena XiNo ratings yet
- ACS800 GeneralDocument14 pagesACS800 GeneralAnonymous AMQMyB2EbNo ratings yet
- ME136P-2 Experiment 1.2 AporaDocument7 pagesME136P-2 Experiment 1.2 AporaErol Josef AporaNo ratings yet
- Astm D323 - 1999Document10 pagesAstm D323 - 1999Teymur RegenmaisterNo ratings yet
- Consolidated Undrained Triaxial Compression Test For Cohesive SoilsDocument11 pagesConsolidated Undrained Triaxial Compression Test For Cohesive SoilsNikhilNo ratings yet