Professional Documents
Culture Documents
Integration of Cryogenic Air Separation and IGCC With Carbon Capture
Uploaded by
stratocati88Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Integration of Cryogenic Air Separation and IGCC With Carbon Capture
Uploaded by
stratocati88Copyright:
Available Formats
Integration of Cryogenic Air Separation and IGCC with Carbon
Capture
2.60/2.62, Spring 2010
Richard Bates and J. Fernando Rodrguez
Introduction
Society stands at a crossroads where action to reduce carbon emissions must be taken to
avoid irreversible damage to the environment. Unfortunately the energy sources the world depends
the most on also happen to be the most polluting. When asked to think of potential solutions, some
might suggest the increased implementation renewable energy sources like wind and solar. Few
might propose that improved methods of oxygen production will be critical to reducing the carbon
impact of future energy conversion systems. In fact, oxygen production (also known as air
separation) is a major energetic and capital cost associated with proposed carbon-free coal power
technologies. Two routes exist to improving the viability of such power plants. The first is research
and analysis to directly improve either air separation technologies or clean coal plants separately.
The other route involves identifying specific ways how the integration of the two processes can
increase the overall efficiency. By using simplified but robust thermodynamic modeling of the two
technologies we show how integration of cryogenic air separation (CAS) with integrated
gasification combined cycle (IGCC) coal plants can increase overall plant efficiency by 3 percentage
points.
The first section of the paper will survey and review existing and developing air separation
technologies as well as proposed carbon-free coal power technologies which utilize oxygen. For
each technology we provide a basic explanation of operation as well as address its associated
technical challenges. In the second section of the paper we focus in on the benefits of integrating
CAS and IGCC by comparing the modeled efficiency for an un-integrated base case versus an
integrated case.
1. Summary of Current & Developing Air Separation & Clean
Coal Technologies
Air Separation
Mechanical Separation Methods
Absorption
Absorption methods make use of materials with preferential absorption. These materials
are usually preferential nitrogen absorbents. The performance of these materials relies on their
molecular structure, attracting the nitrogen molecules more strongly than oxygen or argon
molecules.
After passing through the absorption material, the oxygen-rich flow is passed through a
carbon-based molecular sieve. These types of sieves contain molecular pores with pore sizes
preferential to the quick diffusion of oxygen molecules, ultimately producing an oxygen output of
acceptable purity.
The materials used to preferentially select nitrogen are called zeolites. These materials are
usually of igneous origin, with highly regular molecular structure. Zeolites are mined in open pit
mines in areas of New Mexico, Arkansas, and Idaho, and are mostly exported to China for concrete
production. Even with a strong national supply, the leaders in zeolite production come from
Europe, Asia, and Australia.
As the absorption method is still in development, the importance of zeolites in North
America is beginning to be realized, and its applications in the air separation industry are being
more thoroughly researched and appraised.
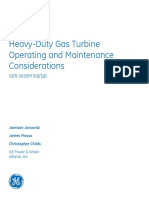
Figure 1: Schematic of a general absorption plant. Filtered air is passed through zeolite beds,
where nitrogen is removed, until the bed is saturated with nitrogen. Then the airflow is diverted to a
new bed. Each saturated bed must then be regenerated, which can be done in two ways: By
increasing the bed temperature or by reducing the pressure in the bed. Both processes reduce the
equilibrium absorption capacity of the zeolite bed, which releases the trapped nitrogen and readies
the bed for reuse. The heat addition method is commonly known as temperature swing absorption
(TSA) and the pressure reduction is known as pressure or vacuum swing absorption (PSA or VSA).
Usually, the PSA method has a faster turnaround time and its operation relatively more simple than
temperature change. Thus, PSA is the industry preferred method for air separation. [Smith, et. al,
2001]
Several variations in the process can be introduced that can affect the operating efficiency.
These include the inclusion of air pretreatment units to remove water and carbon dioxide. Multiple
zeolite beds can optimize the energy recovery during bed switching and vacuum operations.
The process optimization for air separation is based on the output purity and pressure,
energy costs, and expected operating life. Oxygen purity can be expected to be at 93-95 vol%. Due
to the reliance of the absorption method on the zeolite beds, their size is a controlling factor in the
capital cost of each facility. Production is proportional to the zeolite bed volume, so cost increases
more rapidly with increasing production capacity than it would for cryogenic plants.
Polymeric membrane separation
Membrane separation methods take advantage of polymeric materials with different
diffusion rates for oxygen and nitrogen which separates high and low pressure streams. There are
two factors that affect the cost of membrane systems, flux and selectivity. Flux determines the
membrane surface area, and it is related to the pressure difference across the membrane material.
Selectivity is defined as the ratio of the permeabilities of the gases to be separated, which in turn
depends on the molecule size. Since oxygen is a smaller molecule than nitrogen, most membrane
materials have a higher permeability for oxygen. Membrane methods are however limited to the
production of oxygen-rich air, which can range from 25 vol.% to 50 vol.% pure.
The most important component of the membrane separation process are the membranes
themselves. They are usually based on polymeric materials, and might be supplemented with
oxygen-complexing materials that aid in the absorption and separation of oxygen from the air
stream. However, this type of supplemented membrane materials is still in development, and
depend on the chemical compatibility between the complexing material and the membrane
material.
The cost of membrane separation plants is mostly linearly related to the production rate,
which can reach up to 20 tons/day in applications where water and carbon dioxide contaminants
can be tolerated. Improvements in membrane materials are crucial for the improvement of the
process quality. However, this is an attractive option for its simple, continuous operation with a
fast startup time.
Ion transport membrane (ITM) separation
ITM separation makes use of solid inorganic oxide ceramic materials that produce oxygen
by separating oxygen ions from air as it passes through the ceramic microstructure. These systems
operate at high temperatures, usually 1100F. Oxygen molecules are ionized at the membrane
surface and transported across it by an applied electric voltage or oxygen partial pressure
difference. The oxygen ions are reformed after passing through the membrane material.
For large processes, the pressure difference method is preferred over the electric potential
method. The membranes operate through a pressure difference, transporting oxygen ions and
electrons, and thus they are referred as mixed transport conducting membranes. The ITM
processes require mixed conducting membranes that are able to operate at the high temperatures
involved in this process.
Figure 2: Schematic of a general membrane separation plant. A major benefit of membrane
separation processes is in their simplicity, and their operation near atmospheric pressures. The feed
air needs only to be pressurized to overcome the head losses through the filters, piping and
membrane materials. A vacuum pump is used to maintain the pressure difference across the
membrane material. In the separation process, the oxygen rich air is also loaded with carbon dioxide
and water impurities, since they are usually more permeable than the oxygen for most membrane
materials. [Smith, et. al, 2001]
This method is capable of producing very large production rates and separate oxygen as a
nearly pure product. The oxygen gas can then be mixed with a sweep the permeate side of the
membrane to create a lower purity product, or reacted with other gases for use in other processes,
such as a natural gas methane sweep to make synthesis gas for gas-to-liquid applications.
This method is thus well suited for applications that can be integrated with power
generation and energy conversion processes that require pure oxygen as a feedstock for
combustion or even gasification, such as the example given for GTL processes. It is very efficient
and produces a nearly pure oxygen stream.
Figure 3: General schematic of a ITM separation plant. This process takes in air, then filters it
to remove contaminants such as water and carbon dioxide. The purified air is then heated
through heat exchangers and with supplemental heat. The hot air is then passed through the
ITM units to separate it into oxygen and nitrogen streams. The hot product gases are then cooled
off by exchanging heat with the incoming purified air flow. The flows are then processed for use,
oxygen is compressed for commercial use and nitrogen can be expanded in a turbine to generate
power. [Smith, et. al, 2001]
Chemical Separation Methods
Molten salt separation
Chemical separation methods take advantage of materials that are able to absorb oxygen at
one thermodynamic state and release it at a different state. For example, a molten salt process uses
chemical oxidation of the molten salt at one temperature and pressure and releases it by pressure
and temperature reduction.
This process makes use of molten salt mixtures which need to be reactive with oxygen and
also release the oxygen at another thermodynamic state. The MOLTEX process is known to be
used in this type of chemical air separation. However, the use of salts leads to equipment corrosion,
which is one of the main concerns of this process
A major process advantage comes from the low pressurization requirements of the process.
The air only needs to be pressurized to overcome the pressure losses through the air pretreatment
and heat exchanger stages. This requires relatively less compression power when compared to
cryogenic processes. However, a source of thermal energy must be available for releasing the
oxygen from the molten salt via heating. Process efficiency in terms of oxygen production has been
shown to produce 99.9 vol.% pure oxygen. However, the molten salt-oxygen reaction product is
highly corrosive and a major problem in the development of the molten salt absorption process.
Figure 4: Schematic of a general chemical separation plant. The air is compressed and
treated to remove water and carbon dioxide. This is accomplished by flowing the air past
molecular sieves. The sieve beds are regenerated using dry nitrogen, a byproduct of the
separation process. The purified air is then heated to temperatures ranging from 900F and
1200F. This hot air is then passed through to the molten salt absorbers. The oxygen in the
air then reacts chemically with the molten salt. The salt is processed by heating it to higher
temperatures before it is reduced in pressure. This pressure reduction releases gaseous
oxygen, and the salt is regenerated and ready for use. The hot products and byproducts are
cooled off by the incoming purified air flow, and then the oxygen is compressed to
commercial delivery pressures, while part of the nitrogen is used to regenerate the
saturated molecular sieves used to remove water and carbon dioxide. [Smith, et. al, 2001]
Cryogenic Separation Methods
Cryogenic separation methods work through six major operations to separate air into useful
products. First, air is compressed from atmospheric pressure to approximately 6 bar. The air is
then filtered to remove suspended matter in the feed air, such as dirt, with the use of mechanical
filters. The second step in cryogenic separation is air cooling and purification. In this process
carbon dioxide and water, and any other dissolved contaminants in the air are removed. The
filtering processes make use of molecular sieves to separate the carbon dioxide, water and
hydrocarbon contaminants.
The feed air is then cooled against incoming the nitrogen byproduct. The third step in the
cryogenic separation process is a low temperature heat exchange to lower the air temperature to
near-liquefaction states. Waste nitrogen byproduct is again used to cool the incoming purified feed
air stream. The fourth step in the process takes the feed air through further compression cycles,
and then through expansion and liquefaction cycles. The cryogenically cooled air is then passed
through rectification columns to separate the gases because of their differing partial pressures.
Figure 5: General cryogenic air separation procedure. There are various types of
cryogenic separation processes. These are dependent on whether only oxygen is necessary,
or whether pure nitrogen and argon will also be commercially produced. [Smith, et. al, 2001]
Technical Comparison
Below is a summary of the existing and upcoming technologies, along with some of the most
important design considerations. Economic range is given in short tons per day available for each
type of plant. The byproduct capability describes the ability of the process to produce nitrogen and
argon if they are desired. The purity limit refers to the purity of the oxygen output, while the start-
uptime is the time that the plant needs to reach steady state production at the given purity limits.
Comparison of existing and emerging technologies [Smith, et. al, 2001]
Process Status
Economic
range (sTPD)
Byproduct
capability
Purity limit
(vol.%)
Start-up time
Absorption semi-mature <150 poor 95 minutes
Chemical developing undetermined poor 99+ hours
Cryogenic mature >20 excellent
99+ hours
Membrane semi-mature <20 poor ~40 minutes
ITM developing undetermined poor 99+ hours
Table 1: Existing and emerging air separation technologies.
Summary
The current range of available air separation technologies shows that a great amount of
work has been put into optimizing air separation techniques and improving existing ones.
However, the bulk of the installed air separating capacity comes from cryogenic air separation
methods. It is evident from Table (1) above that cryogenic air separation is the most developed
technology, having its start with Linde in the late 1800s. There are other advantages to cryogenic
air separation, such as its high purity and excellent byproduct capabilities.
However, disadvantages exist. First, the cost of these plants must be considered, as the
investment and footprint of cryogenic ASU technologies is still large. Indeed, it is the costliest air
separation technology, requiring a large capital investment to economically build and operate
cryogenic ASU plants.
Even with their high costs, it is rare that the byproducts of air separation technologies are
integrated into plant processes. Many plants simply connect the oxygen output and do nothing else
with the waste gases, mostly composed of nitrogen and a small amount of argon.
Ion transport membrane has only been proposed by NETL at the laboratory scale (~0.1
TPD). The goal of the project is to reduce costs and energy requirements compared to cryogenic
separation by 30%.
After exploring the existing state of air separation technologies, we propose to explore the
full integration of a cryogenic air separation plant with an integrated gasification combined cycle
plant to explore the effects on the overall system efficiency. We believe that the integration of these
two technologies will result in an reduction of the energy costs while simultaneously increasing the
overall system efficiency.
Clean Coal Power Generation
It is clear that a variety of both commercial and emerging technologies exist for oxygen
production in the future but it is important to understand how utilization of this oxygen will
contribute to reducing carbon emissions. The following sections provides a basic technical
introduction to clean coal technologies.
Coal is an affordable and major source of electricity production in both developed and
developing countries. Currently coal is not only the cheapest source of hydrocarbon energy but
many feel that it will continue to maintain this distinction for many years
1
. Moreover, the reserves
of coal are the largest of any hydrocarbon.
Coal maintains some undesirable distinctions as well: the emissions (on a per energy basis)
from coal power (NOX, CO2, and SOX) far exceed those from its "cleaner" hydrocarbon rival, natural
gas. For example new natural gas combined cycle plants (NGCC) only produce 340380 kg
CO2/MWhe and no SOX emissions.
2
Coal carbon emissions are almost 1000 kg CO2/MWhe.
Therefore technologies to make coal utilization a less polluting process are of utmost
importance. Currently there exist several methods of capturing and sequestering CO2 generated
from coal usage. These can be separated into pre-combustion, post-combustion, and oxy-
combustion. Briefly, these technologies are summarized below:
(a) Pre Combustion CO2 capture- Applied in newly designed integrated gasification
combined cycle plants. The CO2 is captured after the coal is gasified using oxygen from
an air separation unit (ASU).
(b) Post combustion CO2 capture- Can be applied to existing plants. The flue gas itself is
scrubbed of pollutants.
1
Ghoniem, 2
2
Tzimas, 3992
(c) Oxy-fuel combustion CO2 capture- Also can be applied to existing plants. The coal is
combusted in a mixture of pure oxygen diluted with an external recycle stream (CO2,
H20). Figure 6 shows a brief schematic of the three methods of carbon capture
Though post-combustion capture seems like a simple solution which could be applied to
both new and existing plants the main disadvantage to post-combustion CO2 captureis that CO2 is
present at dilute concentrations (13-15 percent by volume in coal-fired systems and 3-4 volume
percent in gas-fired turbines) requiring the treatment of large gas volumes and energy intensive
separation processes. Moreover, nitrogen oxides, particulate matter, and sulfur dioxide in the flue
gas can potentially degrade certain sorbents and reduce the effectiveness of certain CO2 capture
processes
3
.
Figure 6- Schematics of Carbon Capture Technologies
4
3
SECA, 16
4
SECA,13
Pre-combustion and oxy-fuel combustion technologies also have their challenges. But since
they both utilize pure oxygen it is more relevant to discuss these two options in depth. In the
following section we'll examine the advantages and disadvantages of each.
Oxy-Combustion CO2 capture
Technology Summary
Coal (or natural gas) is combusted in a mixture of oxygen (typically of greater than 95%
purity) and recycled flue gas. The resulting flue gas, consisting mainly of CO2 and water, does not
require additional separation of the CO2. After the H2O is condensed, the remaining CO2 is ready for
sequestration. The recycled flue gas is used to control flame temperature and make up the volume
of the missing nitrogen.
5
An important factor in designing the oxy-combustion systems is the proportion of oxygen to
recycle gas required. In order to maintain the same heat transfer and temperature characteristics as
air-combustion furnace this mixture must be optimized. Depending on whether the water is
recycled the fraction of oxygen injected into the combustor proportion is between 24-27% oxygen
6
.
Technology Advantages
There are several advantages to oxy-combustion besides the fact that it does not require
additional CO2 separation equipment. One is the ability to retrofit to existing plants. The oxygen-
flue gas mixture proportions can be optimized to produce similar in-furnace gas temperature
profile as the normal air-fired combustion
7
. This allows the same furnace to be used.
Oxy-combustion also helps decrease the emissions of other pollutants. A 60-70 percent
reduction in NOx emissions compared to air-fired combustion can be achieved. This occurs
primarily from flue gas recycling, but also from the reduced thermal NOx levels due to lower
available nitrogen
8
. Furthermore, SOx emissions are decreased somewhat due to the condensation
of sulphates in the ducts and the absorption of sulphur in the ash. Unburnt carbon in fly ash is
reduced, resulting in improvements in boiler efficiency.
9
The increased mercury oxidation
facilitates removal.
10
Cost is also important to consider. Oxy-fuel combustion has been shown to be less
expensive than post-combustion as a retrofit option. For post combustion scrubbing, CO2 capture
costs are 40.4-55 US$/tonne CO2. This results in an increase in the levelized cost of electricity
5
Buhre, 285
6
Buhre, 289
7
Buhre, 289
8
SECA 19
9
Buhre, 291
10
SECA,19
(LCOE) of 2.9-3.3 US cents/kWh. For oxy-fuel combustion costs are 30-35 US$/tonne CO2 resulting
in an LCOE increase of 2.2-2.4 US cents/kWh.
1112
Technology Limitations
Oxy-combustion faces several challenges. The potential for corrosion of the furnace and CO2
transportation systems due to the high SO2 concentrations in the flue gas may require
desulphurization of the recycled flue gas for oxy-fuel combustion
13
Even though no work is
required for CO2 separation, the energy required for oxygen production and CO2
compression/liquefaction reduces the overall thermal efficiency by approximately 9%
14
. This is
hampered by the fact that the oxy-combustion requires significant quantities of oxygen. In fact, oxy
combustion plants consumes roughly three times more oxygen per kilowatt-hour (kWh) than
compared to IGCC plants.
15
The oxygen requirement for an industrial sized 300 MWe is more than
5000 tons/day
16
. Moreover, the ASU incurs a large capital cost. Half of the capital cost in retro-
fitting a coal plant goes to purchasing the air separation unit.
17
This is demonstrated in Figure 7
below.
Figure 7- Investment Breakdown for Oxy-Combustion Retrofit
18
11
Buhre, 299
12
Katzer et. al, 30
13
Buhre, 294
14
Buhre, 301
15
NETL(2006), 13
16
Hong, 21
17
IEA, 58
18
IEA, 59
Pre-Combustion CO2 capture
Technology Summary
In pre-combustion capture, the coal is partially oxidized in a gasifier with either air or pure
oxygen to produce syngas (a mixture of hydrogen and carbon monoxide). The syngas is then
processed in a water-gas-shift (WGS) reactor, which converts the CO to CO2 and increasing the
molar concentrations of CO2 and H2 to 40% and 55%, respectively
19
. Due to the exothermic nature
of the gas-shift reaction two shift reactors are required to fully convert the CO to CO2. It is at this
point (before any combustion has occurred) that the CO2 is separated. Because the CO2 is at a much
higher concentration than in post-combustion flue gas, CO2 capture is less expensive. A variety of
gas cleanup technologies can be utilized. Some proposed systems simultaneously remove CO2 and
hydrogen sulfide
20
before combustion therefore reducing the need for a desulphurization unit.
Others remove the acid gas components in separate steps. After condensation of water vapor, the
nearly pure hydrogen stream can be utilized in a gas turbine with a combined cycle for increased
efficiency. Lastly, the CO2 must be compressed to 2000-2215 psi (136-150 bar) for transport via
pipeline.
Technology Advantages
IGCC has gas cleanup benefits. In fact this is one of the reasons IGCC plants were designed
for in the first place. In addition to being able to achieve NOX, SOX emissions more than an order of
magnitude lower than U.S permit levels
21
, a sulfur recovery process can be integrated producing
valuable by-products. Moreover ,a >95% mercury removal is possible with minimal cost increase.
By cleaning syngas as opposed to flue gas (which has low density), the gas cleanup equipment is
much smaller. Oxygen driven gasifiers are utilized to avoid the unnecessary introduction of
nitrogen. As a result oxy-gasifiers have high compactness and efficiency and the amount of NOX
generated during oxy-gasification is very low. Hydrogen in the syngas reduces fuel NOX to
elemental nitrogen
22
.
The high thermal efficiency of IGCC plants makes them an ideal candidate for carbon
capture technology. This is because increased thermal efficiency results in lower fuel and CO2
scrubbing/compression costs. Excluding the energy penalty from carbon capture, thermal
efficiencies as high as 53% with typical values around 38%.
23
Even including the efficiency penalty
for CO2 capture, IGCC plants are still more or equally efficient than conventional coal fired power
plants while producing few to no carbon emissions.
19
SECA, 18
20
Known as acid gas components
21
Katzer et. al, 37
22
Tzimas, 3996
23
Guillermo Ordorica-Garcia et al, 2255
The economics of IGCC over its lifetime are favorable. The IGCC capture option provides for
the lowest LCOE of any clean coal technology. It is estimated that the capture costs are between
19.3-24 $/tonne resulting in a LCOE increase of 1.75 cents/kWhr.
Technology Disadvantages
The primary limitation of pre-combustion carbon capture is that it can't be retrofitted to
existing plants and therefore only applies to newly built plants. However, the IGCC plants built
without carbon capture capability can be somewhat easily retrofitted in the future when regulation
(i.e carbon taxes) begin to take effect.
Though the oxygen requirement is not as high as for oxy-combustion plants it is still
significant. Roughly 10% of electricity production goes towards air separation
24
. A typical 250MW
IGCC requires 2000 t/day of oxygen. Current cryogenic separation requires 210 kWh/t oxygen. 8%
of electricity production goes towards CO2 pressurization.
Currently IGCC plants have high initial capital costs and availability issues. IGCC plants with
carbon capture have an installed capital cost between 1890-2900 $/kWe compared to 600 $/kWe
for NGCC plants.
25
In the case where high capacity factor is a target, a spare gasifier is needed
which increases investment costs further (150-200$/kWe installed).
26
Lignite fired IGCC plants
cost $400/kW (installed) more than a hard-coal fired IGCC. Because IGCC utilizes emerging
technologies, these investment costs are expected to go down in the future.
24
IEA,53
25
Guillermo Ordorica-Garcia et al, 2256
26
IEA, 54
Figure 8- Cost of electricity for coal power technologies (adapted from MIT's "The Future of
Coal"
27
)
Though it is beyond the scope of this project to predict which (if any) of the carbon capture
technologies will actually be successfully commercialized, we decided to focus on IGCC with carbon
capture option for further analysis. We chose to focus on IGCC because it utilizes a diverse set of
components (gasifier, gas shift, separation, combined cycle, CO2 compression) and therefore from
an academic perspective is an ideal challenge to model and apply tools learned during the class.
Analysis of IGCC and CAS Integration:
Introduction
The underlying goal of this analysis is to understand how cryogenic separation can be run in
conjunction with an IGCC plant in such a way to increase the overall first law efficiency of the
process. Though cost is an important issue for real world applications, it was not a priority for this
study. As with most initial design proposals it makes sense to determine whether a new process
will actually be energetically beneficial before deciding whether to address pricing, scaling, and
other economic issues.
Review of Prior Art:
Several U.S patents written during the early 80's and 90's addressed integration of
cryogenic air separation with IGCC power generation. Almost all utilize elevated pressure cryogenic
air separation. In this case the air separation occurs at elevated pressured between 6-30 bar
28
with
both oxygen and nitrogen being produced at elevated pressure. The benefits of such pressurization
are summarized in Agrawal's
29
patent. He notes that elevated pressure cryogenic air separation
cycles have smaller equipment size and smaller diameter pipelines- reducing capital cost. This also
results in lower pressure drops across pipelines and equipment. Agrawal also states that the
elevated pressure operating conditions inside the distillation column push distillation closer to
equilibrium, increasing efficiency. One feature is that nitrogen produced by this type of plant is
typically at a higher pressure than is required for its use. As a result system efficiency can be
improved by finding efficient ways to make use of the excess pressure energy of the nitrogen
product. Among others, Coveney, Olszewski, and Allam's
30
patents all proposes variations on
making use of this high pressure nitrogen by injecting it into the combustor of an gas turbine.
27
Katzer, et. al, 30
28
Agrawal [1993], Column 2, Line 50
29
Agrawal [1992] Column 1, Lines 15-26
30
Allam, Column 1, Lines 35-40
Proposed Integration
Given that the several patents already show the benefits of nitrogen injected into the
combustor, we've focused on a novel use for the high pressure nitrogen. In researching IGCC with
carbon capture it is apparent that large amounts of energy are required for compression of CO2 up
to 150 bar for insertion into pipeline. Realizing that pumping a liquid to high pressure requires less
energy than pumping a gas to high pressure our design adds a liquefaction component to the IGCC
plant. The integration comes from the fact that the cooling load for liquefaction is provided by
turbo-expanding and throttling a certain fraction of the high pressure, low temperature nitrogen.
The following section will address our modeling/simulation tools and describe the schematics for a
base case and integrated case. For each we'll describe the process schematics while justifying and
explaining simplifying assumptions when they are made. To organize our discussion, the plant will
be divided into three main sections. Those sections are the gasification and power cycle, the air
separation unit, and the CO2 compression unit.
Plant Design and Model
Modeling and Simulation Tools
We decided to make an Excel based model to calculate data and connect input/ouput data
between components . This required input thermo-physical property data which was acquired from
NIST
31
. Because excel was used most calculations required manual lookup of property data,
however the Excel framework allowed different values and scenarios to be tested with some ease.
Chemical equilibrium data was used from in-class lectures.
32
Gasification and Power Cycle
Because our proposed integration only affects the CO2 compression and air separation of
the plant, the gasification and power cycle analysis remains the same for both the base case and
integrated case. Our schematic is shown below:
31
http://webbook.nist.gov/chemistry/fluid/
32
Ghoniem [2], Slide 10
Gasifier
T=1200 C
P=40 bar
HTSR
T=600 C
P=40 bar
Q
HTSR
HRSG
Q
HRSG
LTSR
T=200 C
P=40 bar
Q
LTSR
CO
2
Separation
T=200 C
P=40 bar
Q
CO2 sep.
W
CO2 sep
1 mol H
2
O
1 mol CH
0.8
0.5 mol H
2
O
0.5 mol H
2
O
Condenser
Q
Cond
.931 mol O
2
(From ASU)
Gas Turbine
(Combined Cycle)
eff
= 0.55
W
cc
Q
reject
0.537 mol H
2
1.86 mol H
2
O
Gasification and Power Cycle
Schematic
1 2
4
3
1 mol CO
2
5
6
(To steam cycle) (To steam cycle)
(To steam cycle)
Figure 9 - Gasification and Power Cycle Schematic. Note: Molar quantities shown per mole of coal
input. Note that the temperature, pressures, and molar concentration of states 1-6 are reported in
Figure 21 of Appendix A.
Gasification
Pressurized oxygen (from ASU), coal, and water are fed into the pressurized entrained flow
gasifier with an output temperature of 1200 C and operating pressure of 40 bar. For the
gasification reaction we assumed the products to be at chemical equilibrium at the designated
output temperature. Therefore kinetics are ignored and the reactions approach their steady state
equilibrium value. For entrained flow gasifiers, this assumption is justified because of their high
operating temperatures between 10501400C which result in fast kinetics. From studying of a
commercial Shell coal gasifier, the equilibrium predictions were within 0.7% absolute of the
measured values, and equilibrium temperatures were very close to the gasifier exit temperatures
33
.
We also assumed that the gasifier is completely adiabatic and that the carbon is completely
converted to CO. The composition of the output stream (state 1) and the amount of oxygen required
was determined solved for using the chemical equilibrium equation for water gas shift reaction
(CO+H2O CO2+H2) in addition to mass and energy balance equations.
Water Gas Shift Reactor and Fuel Quenching
33
Prins, 1252
Next, the high temperature shift reactor (HTSR) converts more CO to CO2 with the addition
of water. The output temperature of the reactor was set as 600C to push the reaction forward. As
Figure 20 in the Appendix A demonstrates, this reaction only goes forward significantly for
temperatures below lower temperatures. This is a result of the exothermic nature of the water gas
shift reaction As expected, large quantities of heat must be removed from this HTSR and given the
high quality of this energy, some of it is recovered by inputting it to the steam cycle in the combined
cycle. More heat is recovered when the fuel stream temperature is lowered to 200C via a heat
recovery steam generator (HRSG).
After this quenching (state 3) the fuel syngas is sent into the low temperature shift reactor
where the remaining CO is converted to CO2. Again, since the shift reaction is exothermic, more low
grade heat (200C) is recovered and sent to the steam bottoming cycle. For the shift reactors it was
also assumed that kinetics were not an issue and that products were in chemical equilibrium.
In all cases where heat is recovered, the efficiency of conversion of this heat to energy in
the steam cycle was estimated using an adjusted Carnot efficiency discussed in class:
*car=1- ln(Th/To)/(Th/To -1) [1]
Where Th is the temperature of the source heat and To is the environmental temperature
assumed to be 300K.
CO2 Separation, H2O Condensation
At the output of the LTSR, virtually all of the input carbon is in the form of CO2. Therefore
no CO remains, and at this point the CO2 is separated. We estimated the work required for CO2
separation by calculating the ideal separation work
34
and adjusting this by an expected efficiency.
Wsep,ideal= nmoles *R*Tsep*[ln(XCO2 /(1- XCO2) + ln(XCO2)] [2]
Where nmoles is the number of moles of syngas being purified, R is the ideal gas constant in
J/mol*K, and X CO2 is the concentration of CO2 in the syngas.
Typical efficiencies for separation processes are between 15-30% so we assumed a 25%
second law efficiency. Additionally, it was assumed that the separation process was isothermal and
isobaric so that work put into the stream would also be rejected as heat (first law). After the CO2
has been separated (state 5), the water vapor must be condensed via heat exchange with a cooling
tower. Finally at this point the hydrogen can be sent into the combined cycle.
Combined Cycle
We based the power cycle on an advanced GE 7H combined cycle configuration
35
. According to GE a
net plant efficiency of 60% is possible. Currently no H-class turbine is designed to run on pure
34
Ghoniem [3], Slide 18
hydrogen
36
. Therefore, we are making the assumption that H-class turbines will- in the near future-
be ready for pure hydrogen operation. However, due to the fact that the fuel stream is already at
elevated pressure (40 bar) the efficiency of the combined cycle would actually be higher. Therefore
60% efficiency is a reasonable assumption.
It should be clarified that the significant amount of heat recovered during the water gas shift
components and gas quenching is assumed to be sent to the a separate steam cycle from the
combined cycle.
Cryogenic Air Separation Unit Design
The integration between IGCC plants and cryogenic air separation is not uncommon.
However, as mentioned before, the only integration that occurs is the integration of the oxygen
output from the ASU. This neglects the potential use of the byproduct, whose composition is
dominated by nitrogen. In considering the integration of the nitrogen byproduct, we consider two
cases: full and partial integration of the nitrogen byproduct in the air separation process.
For the base case of full integration, all the nitrogen byproduct is used to intercool a hot,
compressed input air stream. The schematic of the proposed plant is shown below:
35
Existing IGCC plants run on E or F class turbines with net plant efficiencies of 49% and 57% respectively.
From a cost perspective, these small differences in power cycle efficiency are significant especially for IGCC
plants where all the components are sized based on the required flow rate of syngas.
36
GE, 15
Figure 10. Proposed air separation plant with full nitrogen use. The nitrogen
byproduct is expanded and used to in a heat exchanger to reduce the refrigeration work
needed to cool the compressed hot air stream.
The second case examines the possibility of integrating part of the nitrogen byproduct into
the coal gasification in the CO2 liquefaction process and use the rest as before, in a heat exchanger to
cool the incoming hot, compressed air stream. This process is illustrated by Figure (11) below:
Figure 11. Alternative case, with nitrogen flow split after State 11. The nitrogen gas is
split into two streams after it is expanded and integrated with the CO2 compression
process in the IGCC plant.
Description of the Integrated Cryogenic ASU Plant Process
The processes described by Figures (6) and (7) differ only slightly, and thus we will analyze
them them as one. The incoming air stream, composed of oxygen and nitrogen gases, comes in at
atmospheric pressure and temperature (T1=300K and P1=1 bar). The air mixture is then
compressed isothermally until it reaches a pressure of P2=20 bar at State 2. The compressed air
mixture is then cooled in counter-current heat exchanger with a pinch point Tpinch=17K. The then
cooled and pressurized air stream is further cooled by a refrigeration process, until it reaches a
critical temperature for the liquefaction of oxygen (T4=132.74K, P4=20 bar).
The critically-cooled air then enters a pressure column to be separated into its components.
Liquid oxygen forms at the bottom of the pressure column while gaseous nitrogen forms at the top.
The oxygen product and the nitrogen product are then extracted from the pressure column. The
oxygen is sent directly to the counter-current heat exchanger, while the nitrogen is expanded in an
turbine, in which it reaches State 8 (T8=98K, P8=7 bar), and expanded in a Joule-Thomson valve,
reaching State 11 (T11=89.6K P11=1 bar).
At this point, the nitrogen stream can be split to go to the heat exchanger and the CO2
liquefaction process or be fully utilized in the heat exchanger to refrigerate the incoming air. After
passing through the heat exchanger, the nitrogen stream exits at the environmental state
(T10=273K, P10=1 bar).
The oxygen stream is also directed towards the counter-current heat exchanger, where it
enters at the State 4 temperature and pressure. In the heat exchanger, the oxygen exits at State 7
(T7=273K, P7=20 bar). To integrate the oxygen stream into the IGCC plant, it must first be
isothermally compressed to its final state in the cryogenic ASU (T9=273K, P9=40 bar).
Assumptions for the Cryogenic ASU Analysis
In order to properly analyze this system without a chemical process simulation program,
several simplifying assumptions were necessary. Amongst the most important assumptions made
in the analysis of the ASU plant is that the air separation occurs in only one pressure column, while
real processes have several stages to produce an oxygen product with high purity. The pressure
column as designed by Linde is presented below:
Figure 12: Lindes third, and succesful, attempt for an air separation column.
The incoming compressed air is cooled by the liquid oxygen-rich mix at the bottom
of the column. It is then pumped up the pressure column. There, through heat
transfer interactions, the compressed air begins liquefy into an oxygen-rich
mixture. The oxygen rich mixture (~40% O2) is raised further in the separation
column, where oxygen condenses and descends into a catch tray where is extracted
at high purity.
In our analysis, we assumed a compressor efficiency for the ASU plant of 0.75. This is a
conservative estimate, yet it is still within the ranges available for current compressor technology.
However, current compressor technologies have higher efficiencies, so our proposed design could
be improved further by assuming higher compressor efficiencies.
Additionally, the COP of the refrigeration cycle was assumed to have a value of COP=3,
which is an average value for the available refrigeration technology.
CO2 compression unit
We assumed that CO2 would be transported via pipeline and so research into pipeline
specifications was required. Depending on the source, these specifications vary from 136 bar
37
all
the way to 185
38
bar so we assumed a pressure of 150 bar. Another requirement is that the CO2
must be injected in at temperatures below 49C
39
.
Base Case:
To model the compression in the base case we assumed a single stage isothermal
compression from 40 bar to 150 bar. In reality compression would be staged (four or more stages)
with intercooling in order to approximate isothermal compression. The schematic below shows the
compression unit for the base case.
Isothermal CO
2
Compression
Schematic (Non-integrated)
1 mol CO
2
(From CO
2
Separation)
T
1
=300K
P
1
=40 Bar
Isothermal
Compressor
T
2
=300 K
P
2
=150 Bar
(To Pipeline)
eff
= 0.8
W
CO2 comp
Q
CO2 comp
Figure 13- CO2 Compression Schematic for base case.
The isothermal compressor has an 80% efficiency. Although the CO2 was originally 200C at
the output of the separation component we have assumed it would be cooled to 27C (300K) via
cooling tower.
Integrated Case:
37
Santos, 23
38
In Salah Gas
39
Santos, 23
In order to reduce the compression energy, we designed a system to refrigerate the CO2 to a
saturated liquid prior to pumping up 150 bar. The high pressure, low temperature nitrogen from
the ASU is turboexpanded and throttled
40
to 1 bar resulting in a temperature of 89.6K.
Cryogenic CO
2
Compression
Schematic (Integrated)
1 mol CO
2
(From CO
2
Separation)
T
1
=300K
P
1
=40 Bar
Counter-Current HX Cryogenic Pump
CO
2 (Saturated Liquid)
T
sat
=278.45K
P
2
=40 Bar
1.867 mol N
2
(From ASU)
T
4
=89.6 K
P
4
=1 Bar
T
5
=290K
P
5
=1 Bar
T
3
=294.34 K
P
3
=150 Bar
(To Pipeline)
eff
= 0.8
(Vented to atmosphere)
W
CO2 cryo
Figure 14- Cryogenic CO2 Compression. Note: Molar quantities are per mole of coal input
At the moderate pressure (40 bar) that the CO2 exits the separation, the saturation
temperature is 278.45K. Despite this high saturation temperature, significant cooling is required by
the nitrogen in order to absorb the latent energy of condensation from the CO2. To take full
advantage of nitrogen refrigeration, it we assumed a counter-current heat exchanger which brings
the nitrogen to within 10 degrees
41
of the CO2 inlet temperature. Using a control volume around the
HX, we solved for the number of moles of nitrogen required to completely condense the CO2.
Through this analysis only 1.87 (mole N2)/(mol Coal) were required. This is less than the 3.5 (mole
N2)/(mol Coal)
42
created by the air separation unit. As a result, the remaining 1.637 (moles
N2)/(mol Coal) are sent back to the ASU to pre-cool the inlet stream. In the base case, all N2 is sent
40
Throttling is required because turboexpansion alone cools the N2 so much that it liquefies - a situation not
handled well by the expansion turbine. As a result, turbo expansion occurs from 20 down to 7 bar while the
remaining pressure drop to 1 bar occurs through the throttle. The result is low temperature nitrogen vapor at
89.6 K and 1 bar.
41
Also known as pinch point or approach.
42
As shown in the gasification schematic .931 mol O2 are required for 1 mol of coal. Therefore .931*3.76
moles of nitrogen are produced in the ASU.
back to the ASU. The amount of N2 determines the amount of auxiliary cooling refrigeration
required. The pump is assumed to be adiabatic with an isentropic efficiency of 80%.
Results and Discussion
Gasification and Power Cycle
In order to compare the base case versus the integrated case, we assume that an equal mass
flow rate of coal is input into both plants and compare the work production and requirement for
each component. Since the gasification and power cycles for both the base case and integrated case
are equal, the power producing components will provide equivalent amounts of power. The
difference in the two will come from analyzing the difference in parasitic components (O2
production and CO2 compression.)
One important gasification performance parameter is the cold gas efficiency of the
gasification, shift, and quenching. Since 0.537 (molH2/molCH0.8) are produced, the cold gas
efficiency can be calculated by:
cold gas = (nH2LHVH2)/(nCH0.8LHVCH0.8) [3]
cold gas = 0. 402 [3.1]
It is relatively low because it does not include the heat recovered from the gas stream. If this
recovered work is included in the numerator, the cold gas efficiency increases to 76.7%. The figure
below shows the work contribution for all power producing components.
Figure 13- Power output for each component in megawatts. Note that total work output
is 400MWe
In both cases the coal mass flow rate required to attain a total work output
43
of 400 MWe
was 2289 metric tons of coal per day and 5327 tons of O2 per day. Of note is how significant the
contribution of the heat recovery steam generator (179 MWe) is to total work output. The
combined cycle contributes 153.5 MWe or 38% of total work output.
CO2 Separation
CO2 separation requires a significant portion (~17%) of total plant power
(67MWe/400MWe). This is very sensitive to the assumed second law efficiency of separation.
CO2 Compression
As expected the power required for CO2 compression is much lower (13 times lower). The
integrated case (which refrigerates the CO2) only requires 1.7 MW for compression while the base
case needs 28.3 MW. Both are relatively low because the high initial pressure of the CO2 (40 bar).
Air Separation
The net work requirement for the base and integrated cases were calculated and compared
to the industry average. The results from these calculations are tabulated in Figure 14 below:
Figure 14: Comparison of the energy requirement of the base and integrated
case against the industry average.
The increased net work requirement for our proposed systems stems from the initial high
compression of the air flow into the ASU. The average compression ratio for industry cryogenic
processes is about 6, while our proposed method compresses the incoming air flow to 20 bar.
43
Total work output is defined as the sum power output of all power producing components. Net work will be
discussed later.
Additional work is required for compressing the oxygen to delivery pressure for integration into
the coal gasification process, but it is relatively smaller when compared to the large energy
requirement for compressing the air feed to 20 bar.
Second Law Efficiency Analysis for the Cryogenic ASU plant
The minimum separation work can be determined using the inlet and output conditions for
the cryogenic ASU plant. The minimum work was calculated using an availability analysis,
Assuming the environmental conditions to be Tenv=300K and Penv=1 bar, the minimum separation
work for our cryogenic plant design was Wmin=14.925 kJ/mol air, which translates to an energy
requirement of 129.55 kWh/ton O2. The Second Law efficiency was then calculated using the
minimum separation work and the net work requirement in each case.
Using the value for the minimum separation work, we calculated the following Second Law
Efficiencies for the base and integrated cases:
Figure 15. Comparison of Second Law efficiencies for the base case and the
integrated case.
We were expecting that the integrated case has a lower efficiency since a fraction of the
nitrogen is sent to refrigerate the CO2 before compression. Thus, additional refrigeration is required
to compensate the loss of cooling due to the absence of the full quantity of nitrogen in the base case.
Overall Plant Performance
The following chart summarizes power requirements of each component for both
integrated and base case.
Figure 16- Power requirement (MWe) for each component. (Base Case vs. Integrated Case)
Since the integrated case loses a certain amount of refrigeration to the CO2 compression
component, we would expect that the auxiliary refrigeration requirement be higher. The base case
requires almost no auxiliary refrigeration (0.8 MWe) whereas the integrated case needs (7.6 MW).
Overall, the major power requirement for the air separation components is the initial air
compression from 1-20 bar and requires 92.8 MWe out of a total plant output of 400 MWe. The
additional oxygen pressurization from 20-40 bar requires 4.8MWe. In both the integrated and base
case the same quantity of oxygen is required so this energy requirement is the same in both cases.
Overall Plant Performance
Overall the integrated case produces higher net work at 226 MWe compared to the base
case of 206.2 MWe. The first law efficiencies
44
for each are 34.1% and 31.11% for integrated and
base case, respectively. This is summarized in the figure below:
44
Input thermal energy is taken as the coal molar flow rate multiplied by its LHV of 320,000 J/mol.
Figure 17 - Net Power for Integrated versus Base Case
Validation and Comparison
Compared to existing models of IGCC plants, the plant efficiencies calculated fall within a
range previously modeled values. The NETL has performed various energy analyses of IGCC plants
with and without CCS. They estimate IGGC with capture as having plant efficiencies between 31.7%
and 32.5%
45
. This is also confirmed by the MIT Future of Coal report which estimates IGCC
efficiency at 31.2%.
46
However, our model differs in the relative energy requirements for CO2 separation and
compression. The NETL models estimate that a 630MWe (total output) plant will use 110MWe
MWe for CO2 separation and compression. This is roughly 17.5%. Our base case however uses 95
MWe out of a 400 MWe power output (almost 25%). It appears that either our estimate for power
required for either CO2 compression or separation is too high. This could be a result that we
modeled a 100% CO2 separation whereas in the NETL models only ~90% CO2 is removed from the
syngas. Additionally a 25% second law separation efficiency may be a low assumption contributing
to a high work estimate.
Sensitivity Analysis
One parameter which strongly affects the efficiency of the integrated case is the assumed COP for
auxiliary refrigeration. While the integrated case uses a large amount of auxiliary refrigeration the
integrated case not. Therefore the integrated plant efficiency will be more sensitive to changes in
the COP of auxiliary refrigeration. This is demonstrated below:
45
NETL, 3
46
Katzer et. al, 30
Figure 18- Plant efficiency vs. Auxillary Refrigeration COP- (Dotted Line Indicated Assumed
Value)
As the COP of refrigeration goes down, the refrigeration requirement increases rapidly for
the integrated case. Realistically, the COP will not be below 1 so this sensitivity analysis
demonstrates that regardless of what COP we assume, the integrated case will always be more
efficient.
One parameter which was found to strongly affect the performance of the base case was the
assumption of isothermal compression. For compression of an ideal gas, isothermal compression
requires less work than adiabatic compression. Interestingly, it was found that for compression of
CO2 in the pressure range we are dealing with (40-150 bar) the opposite is true. Adiabatic
compression requires far less work than isothermal compression. Instead of requiring 28.3 MWe in
the base case, only 7.7 MWe are required.
Figure 19- Plant efficiency vs. CO2 compression assumption. Note: 80% compression efficiency
was assumed in all cases
As a result, plant efficiency for the adiabatic case is 34.24% which is slightly higher than
integrated case. More research should go into determining whether commercial adiabatic CO2
compressors with a compression ratio of (150bar/40bar) = 3.75 are available, as this analysis
shows significant energy savings. For adiabatic compression, the CO2 output stream was calculated
to exit at 423K (150C); therefore the CO2 would have to be cooled prior to pipeline injection.
Since neither perfect adiabatic compression nor perfect isothermal compression is achievable in
practice, we can safely assume that the efficiency of the base case will be at some point between
31.13% and 34.24%.
Conclusion:
Base case and integrated models of an IGCC plant with carbon capture and cryogenic air
separation were developed in Excel based on thermodynamic and chemical equilibrium
calculations. It was found that integration increases net work and efficiency by drastically reducing
the CO2 compression work required. Adiabatic CO2 compression also resulted in an equally
significant energy reduction compared to isothermal CO2 compression. Initial air compression into
the air separation unit from 1- 20 bar was the single largest energy requirement (93 MWe) with
CO2 separation work being the next largest (67 MWe). Second law efficiency for air separation unit
ranged from 30.56% in the base case to 286. in the integrated case.
Sources Cited:
Agrawal, Rakesh. " Multiple reboiler, double column, air boosted, elevated pressure air separation
cycle and its integration with gas turbines" U.S Patent 5251451. 12 October, 1993.
Agrawal, Rakesh. "Elevated pressure air separation cycles with liquid production" U.S Patent
5165245. 24, November, 1992
Allam, Rodney. "Integrated air separation plant- integrated gasification combined cycle power
generator" U.S Patent 5081845. 2 July, 1990.
Buhre B.J.P et al., Oxy-fuel combustion technology for coal-fired power generation, Progress in
Energy and Combustion Science 31, no. 4 (2005): 283-307.
Coveney, Joseph. "Process of and apparatus for air separation with nitrogen quenched power
turbine". U.S Patent 3731495. May, 1973
General Electric. Heavy Duty gas Turbine Products Accessed 6 May, 2010.
http://www.gepower.com/prod_serv/products/gas_turbines_cc/en/downloads/GEA1298
5H.pdf
1. Ghoniem, Ahmed. "Energy Conversion Fundamentals. Chapter IX: Coal Power Cycles and
Gasification". 2010.
2. Ghoniem, Ahmed. "Lecture # 5 Chemical Thermodynamics 2" February 17, 2010.
3. Ghoniem, Ahmed. Lecture # 3 Thermodynamics of Ideal Gas Mixtures Separation, and
Liquefaction February 10, 2010.
Hong, Jongsup. "Techno-Economic Analysis of Pressurized Oxy Fuel Combustion Power Cycle for
CO2 Capture. Master of Science in Mechanical Engineering (Thesis). Massachusetts Institute
of Technology . 2009
International Energy Agency, "Energy Technology Analysis: Prospects for CO2 Capture and
Storage". 2004
In Salah Gas. Gas Production and CO2 Separation Accessed 6 May, 2010.
http://www.insalahco2.com/index.php?option=com_content&view=article&id=83&Itemid
=93&lang=en
Linde Engineering, "Cryogenic Air Separation: History and Technological Progress".
http://www.lindeengineering.com/process_plants/air_separation_plants/documents/L_His
tory_e_100dpi_08.pdf
1. National Energy Technology Laboratory, "Carbon Sequestration Technology Roadmap and
Program Plan: Developing the Technology Base and Infrastructure to Enable Carbon
Sequestration as a Greenhouse Gas Mitigation Option". 2006
2. National Energy Technology Laboratory, "Overview- Bituminous & Natural Gas to Electricity"
May 1 2007. http://www.netl.doe.gov/energy-
analyses/pubs/deskreference/B_Overview_051607.pdf
Olszewski et al. "Cryogenic system for producing low purity oxygen" U.S Patent 4224045. 23
September, 1980.
Ordorica Garcia, Guillermo et al., Technoeconomic evaluation of IGCC power plants for CO2
avoidance, Energy Conversion and Management 47, no. 15-16 (September 2006): 2250-
2259.
Prins, Mark et. al, From coal to biomass gasification: Comparison of thermodynamic efficiency,
Energy 32, no. 7 (July 2007): 1248-1259.
Smith, A. R. and J. Klosek, A review of air separation technologies and their integration with energy
conversion processes, Fuel Processing Technology 70, no. 2 (May 2001): 115-134.
Solid State Energy Conversion Alliance (SECA), 2007 Office of Fossil Energy Fuel Cell Program
Annual Report. August 2007.
http://www.netl.doe.gov/technologies/coalpower/fuelcells/seca/pubs/reports/FY07%20
Fuel%20Cell%20Program%20Annual%20Report.pdf
Tzimas, Evangelos et al., Trade-off in emissions of acid gas pollutants and of carbon dioxide in
fossil fuel power plants with carbon capture, Energy Policy 35, no. 8 (August 2007): 3991-
3998.
Santos, Stanley. Summary notes on: What is the Implication of CO2 Quality in its Design and
engineering of Pipeline Transport. IEA Greenhouse gas R&D Programme. October 2008.
http://www.co2captureandstorage.info/docs/oxyfuel/Discussion%20Purity/08%20-
%20%20S.%20Santos%20%28IEA%20GHG%29%20Notes%20on%20Pipeline%20Transp
ort%20in%20the%20Perspective%20on%20CO2%20Quality.pdf
Appendix A
Figure 20 - Equilibrium Values versus Temperature for water gas shift reaction (CO + H2O
CO2 +H2)
Gasification States
State T P X_Co2 X_CO X_H2O X_H2
1 1200 40 0.685 0.315 1.178 0.222
2 600 40 0.933 0.067 1.430 0.470
3 200 40 0.933 0.067 1.430 0.470
4 200 40 0.999 0.001 1.864 0.536
5 200 40 0.000 0.000 1.864 0.536
6 200 40 0.000 0.000 0.000 0.536
Figure 21- Gasification and Power Cycle Concentrations, Temperatures, and Pressures
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- DC Power-System-Design-for-Telecommunications PDFDocument512 pagesDC Power-System-Design-for-Telecommunications PDFgirm2002100% (3)
- Growth Opportunities For HydrogenDocument20 pagesGrowth Opportunities For HydrogenPhani100% (3)
- State Aid Commission Approves Italian Scheme Under Recovery and Resilience Facility To Support Biomethane ProductionDocument2 pagesState Aid Commission Approves Italian Scheme Under Recovery and Resilience Facility To Support Biomethane ProductionBalasubramani RanganathanNo ratings yet
- Nigerias Oil and Gas Industry Brief PDFDocument22 pagesNigerias Oil and Gas Industry Brief PDFUmar OmarNo ratings yet
- Tender Enquiry No - Proc-Fd/Cbjv&Bdd-1462/2010 Terms of Reference (Tor)Document8 pagesTender Enquiry No - Proc-Fd/Cbjv&Bdd-1462/2010 Terms of Reference (Tor)haris_salem007No ratings yet
- FULLTEXT01Document102 pagesFULLTEXT01Nitin KanojiyaNo ratings yet
- Faheem Riyaz Shaikh (AEN) MicroprojectDocument17 pagesFaheem Riyaz Shaikh (AEN) MicroprojectFaheem ShaikhNo ratings yet
- Ceylon Petroleum Corporation Delivery Plan For The Period From 21St - 25Th July 2022Document10 pagesCeylon Petroleum Corporation Delivery Plan For The Period From 21St - 25Th July 2022Yasas LakshithaNo ratings yet
- CH 2 PDFDocument31 pagesCH 2 PDFAbdulbari UshNo ratings yet
- Oil and Gas Salary CanadaDocument10 pagesOil and Gas Salary Canadasunildubey02No ratings yet
- DMUT ISC Per 22 August 2019Document4 pagesDMUT ISC Per 22 August 2019bimo developerNo ratings yet
- Full ThesisDocument110 pagesFull ThesisfazlulfaisalNo ratings yet
- Climate Change, by Amanda Cuthbert and Jon Clift (Book Preview)Document18 pagesClimate Change, by Amanda Cuthbert and Jon Clift (Book Preview)Chelsea Green Publishing100% (3)
- SAIL JO Manual 2022 - Industry & Company AwarnessDocument102 pagesSAIL JO Manual 2022 - Industry & Company AwarnessT V KANNANNo ratings yet
- PDFDocument124 pagesPDFEmanuel Conde100% (1)
- Pipephase 1 PDFDocument2 pagesPipephase 1 PDFManu PranavamNo ratings yet
- A 32Document1 pageA 32AnuranjanNo ratings yet
- Ger3620 - GE MaintenanceDocument55 pagesGer3620 - GE MaintenancezoveisiNo ratings yet
- Environmental Impact Assessment (EIA) of PetroleumDocument18 pagesEnvironmental Impact Assessment (EIA) of Petroleumanon_800166261100% (2)
- Earth Science: Quarter I - Module 7Document32 pagesEarth Science: Quarter I - Module 7Vienie Ramirez BadangNo ratings yet
- BS 5908-2 - 2012Document54 pagesBS 5908-2 - 2012Luís SilvaNo ratings yet
- UntitledDocument7 pagesUntitledGirish MamtaniNo ratings yet
- Carbon Conversion Landscape Analysis 2014 PDFDocument23 pagesCarbon Conversion Landscape Analysis 2014 PDFAnonymous IVMaKL6No ratings yet
- Introduction of Bio GasDocument15 pagesIntroduction of Bio GasShashankBoazNo ratings yet
- Air Pollution: Evs Project-Class XiiDocument12 pagesAir Pollution: Evs Project-Class XiirijuNo ratings yet
- A Physical Absorption Process For The Capture of Co From Co - Rich Natural Gas StreamsDocument6 pagesA Physical Absorption Process For The Capture of Co From Co - Rich Natural Gas StreamssinhleprovietNo ratings yet
- FM Global Property Loss Prevention Data Sheets: Oil-And Gas-Fired Multiple Burner BoilersDocument24 pagesFM Global Property Loss Prevention Data Sheets: Oil-And Gas-Fired Multiple Burner BoilersAnonymous knICaxNo ratings yet
- Economic Analysis of LNG FINAL PDFDocument76 pagesEconomic Analysis of LNG FINAL PDFamirlngNo ratings yet
- Investing in Nigeria OandG IndustryDocument21 pagesInvesting in Nigeria OandG IndustryAsemota OghoghoNo ratings yet
- I02 Iron&steel Gs AD GCTDocument6 pagesI02 Iron&steel Gs AD GCTChiemela AmaechiNo ratings yet