You might also like
- Informe Descriptivo Sobre El Marco de Referencia Filosófico.Document3 pagesInforme Descriptivo Sobre El Marco de Referencia Filosófico.Isaac Reyes65% (17)
- Rev. y Reparación Conos SBS PDFDocument284 pagesRev. y Reparación Conos SBS PDFpauldanielmh33% (3)
- HP200-HP400 HidráulicoDocument9 pagesHP200-HP400 HidráulicoHerbert Enrique Pomaccosi Benavente80% (5)
- Cobra Track 1100 OM - AldoReview PDFDocument53 pagesCobra Track 1100 OM - AldoReview PDFJorge Isaias Arenas PerezNo ratings yet
- Manual Symons PDFDocument238 pagesManual Symons PDFrodrigov2286% (7)
- Lt200hp Es Rev-CDocument138 pagesLt200hp Es Rev-Cjulio cesar100% (5)
- TP500 Es PDFDocument192 pagesTP500 Es PDFJuan33% (3)
- Configuración y operación de trituradoras JCIDocument233 pagesConfiguración y operación de trituradoras JCIAnonymous Qvk6ugXq100% (5)
- Terex Canica 2011 - SpanishDocument104 pagesTerex Canica 2011 - SpanishVladimir Illich Pinzon Ballen100% (3)
- Trituradora Cónica TelsmithDocument56 pagesTrituradora Cónica Telsmithpipipopo asd100% (6)
- Transmisón AW 30-40LEDocument275 pagesTransmisón AW 30-40LELuis José Molina García88% (33)
- Circuito Hidráulico Symons PDFDocument67 pagesCircuito Hidráulico Symons PDFrimce7773% (11)
- TC-Series Cone Crushers Operation Instruction Manual - Rev2.en - EsDocument74 pagesTC-Series Cone Crushers Operation Instruction Manual - Rev2.en - Eselder100% (4)
- Chancadora HP 100 Hasta HP 500Document1 pageChancadora HP 100 Hasta HP 500jizuNo ratings yet
- J-1175 Operations Manual Rev 6.4 (Es)Document424 pagesJ-1175 Operations Manual Rev 6.4 (Es)BYRON EFREN ESPINOSA SANCHEZ100% (3)
- CH440-01 - OM - S223.534.es-01 EspañolDocument118 pagesCH440-01 - OM - S223.534.es-01 Españolroyder100% (7)
- Borrador Entrega 2Document38 pagesBorrador Entrega 2Natalia SuarezNo ratings yet
- HP Armado DesarmadoDocument49 pagesHP Armado DesarmadoRoberto Calderon67% (3)
- IB-3003 Global Track Crusher (GT125) Spanish 11-10Document178 pagesIB-3003 Global Track Crusher (GT125) Spanish 11-10Alonzo Medina Flores100% (3)
- Manual Español Chancadora Teslmith PDFDocument64 pagesManual Español Chancadora Teslmith PDFGiorgio Giacomo Crose Guzmán75% (4)
- Mantenimiento de trituradora SymonsDocument103 pagesMantenimiento de trituradora SymonsRobert Rmz100% (10)
- Symons 2Document30 pagesSymons 2cristobal8893100% (4)
- Hidrocono SandvikDocument11 pagesHidrocono SandvikJose Luis Atao Santiago100% (2)
- Mantenimiento chancadoras Symons procedimientosDocument97 pagesMantenimiento chancadoras Symons procedimientosSebastian Oviedo100% (1)
- Fondos Comunes de Inversión Frente A Ingresos BrutosDocument3 pagesFondos Comunes de Inversión Frente A Ingresos BrutosHernan67% (3)
- M4 Resumen MOOC CIDH VFDocument10 pagesM4 Resumen MOOC CIDH VFMolina PerlaNo ratings yet
- Automatización HPDocument60 pagesAutomatización HPfornelasNo ratings yet
- Curso de Chancador BarmacDocument41 pagesCurso de Chancador BarmacNico Riquelme100% (1)
- Mantenimiento HP SPN2003Document97 pagesMantenimiento HP SPN2003Juan Francisco König91% (11)
- Curso de Hidraulica (Parte Eléctrica)Document29 pagesCurso de Hidraulica (Parte Eléctrica)Luis Sebastian CastilloNo ratings yet
- Curso Servicio PowerScreen Nivel Bronce - Electricidad Parte 2Document51 pagesCurso Servicio PowerScreen Nivel Bronce - Electricidad Parte 2Ivan PalominoNo ratings yet
- Explicación de Elementos de DesgasteDocument12 pagesExplicación de Elementos de DesgasteJorge GalarceNo ratings yet
- HP LubricaciónDocument43 pagesHP LubricaciónDaimerAlexisBedoyaUribe100% (1)
- CH660-01 Im S233.522.es-01Document132 pagesCH660-01 Im S233.522.es-01OSCAR DAGA CARAVANTES100% (1)
- Informe Cambio Manto ConoDocument12 pagesInforme Cambio Manto ConoDiego Chaves100% (1)
- MANUALDEINSTRUCCIONE IC500 - IC600 Eng - En.esDocument95 pagesMANUALDEINSTRUCCIONE IC500 - IC600 Eng - En.esMartín Lescano Paredes100% (1)
- Todo Sobre CorazasDocument53 pagesTodo Sobre CorazasHerbert Enrique Pomaccosi Benavente100% (5)
- LT96 Es Rev-DDocument114 pagesLT96 Es Rev-DArturo Munoz100% (2)
- 07.CH430-05 Mechanical Drawings S 223.1700-03.esDocument21 pages07.CH430-05 Mechanical Drawings S 223.1700-03.esLuis Carlos MoralesNo ratings yet
- Lubricación Cónicas PDFDocument75 pagesLubricación Cónicas PDFLisandro Del Carmen Vilchez100% (1)
- LT200HP 140610 Es PDFDocument73 pagesLT200HP 140610 Es PDFArturo Munoz100% (1)
- Powerscreen Crushing Brochure 2016 ESDocument25 pagesPowerscreen Crushing Brochure 2016 ESosiris prietoNo ratings yet
- Informe Reparacion Chancadora 4 25 - Serie 41372 - Smeb - 2010Document87 pagesInforme Reparacion Chancadora 4 25 - Serie 41372 - Smeb - 2010Jean Manuel Plasencia Mas100% (3)
- Manual ASRi 1 2Document114 pagesManual ASRi 1 2Ginny PekazNo ratings yet
- Lokotrack ST3.8 S N 76626Document369 pagesLokotrack ST3.8 S N 76626saldanaalvites100% (5)
- CURSO ASRi 2.0Document25 pagesCURSO ASRi 2.0Alan Quispe CoronelNo ratings yet
- Cone Training Student Version 1013 Spanish PDFDocument150 pagesCone Training Student Version 1013 Spanish PDFJean Casatillo SolisNo ratings yet
- TTH6203 - Operacion y MantenimientoDocument82 pagesTTH6203 - Operacion y Mantenimientopedrofalfan100% (3)
- 3.5.2 - Manual de Instrucciones - MB-355 - 00Document47 pages3.5.2 - Manual de Instrucciones - MB-355 - 00Martín Lescano ParedesNo ratings yet
- Mantenimiento de conos HP 100-500: procedimientos y detalles claveDocument97 pagesMantenimiento de conos HP 100-500: procedimientos y detalles claveDaimerAlexisBedoyaUribeNo ratings yet
- Curso MINA GUANACO Chancadores 5, 5 FT Symons (Manual Revisado)Document87 pagesCurso MINA GUANACO Chancadores 5, 5 FT Symons (Manual Revisado)MarioMontenegro100% (2)
- Trio CT4763 Jaw Crusher Manual (SN.210) Spanish PDFDocument62 pagesTrio CT4763 Jaw Crusher Manual (SN.210) Spanish PDFmauricioNo ratings yet
- 5.0. - Manuel Crusher MVP-X Cone O&M FN 24954 (Es) - Ilovepdf-CompressedDocument220 pages5.0. - Manuel Crusher MVP-X Cone O&M FN 24954 (Es) - Ilovepdf-CompressedAlejandro Destenave80% (5)
- Xa400s Especificación Xa400s - 208Document14 pagesXa400s Especificación Xa400s - 208Fernando SotoNo ratings yet
- Chancadora HidroconicaDocument60 pagesChancadora HidroconicaNataniel Linares100% (3)
- Enclavamiento de SeguridadDocument24 pagesEnclavamiento de SeguridadhugoerasmoNo ratings yet
- Chancadora Secundario Conico HP 200Document10 pagesChancadora Secundario Conico HP 200Franco Stephano Vilca VilcaNo ratings yet
- PLANO Manto Fijo 10-140298.00XX HP300Document1 pagePLANO Manto Fijo 10-140298.00XX HP300Marcos PesoaNo ratings yet
- Análisis Vibracional en Equipos Rotativos yDocument203 pagesAnálisis Vibracional en Equipos Rotativos yolivero23100% (2)
- New Holland LW110 LW130 Loader Service Manual (001 150)Document150 pagesNew Holland LW110 LW130 Loader Service Manual (001 150)Grover Escobal MendezNo ratings yet
- Opd 021.19 - DCT Urano 4Document71 pagesOpd 021.19 - DCT Urano 4jefaturaplantainortsaNo ratings yet
- Instrucciones de Operacion y MantenimientoDocument40 pagesInstrucciones de Operacion y MantenimientoTin KalderonNo ratings yet
- Soltura Mecanica AnalisisDocument16 pagesSoltura Mecanica AnalisisEric Konrad Ewoldt Torres100% (1)
- Gof-Mto-Mrf-Mrp-Ins-007 Mant I 1 Bajo Bastidor Rev 4Document105 pagesGof-Mto-Mrf-Mrp-Ins-007 Mant I 1 Bajo Bastidor Rev 4DANNA FRANCESCA GASLAC SULCANo ratings yet
- Comentario Completo Del Libro de ApocalipsisDocument164 pagesComentario Completo Del Libro de ApocalipsisJorge Aguilar88% (52)
- Aerogeneradores de PotenciaDocument37 pagesAerogeneradores de PotenciaGoesling100% (1)
- Leroy Sommer Avr250 - EsDocument12 pagesLeroy Sommer Avr250 - EsElias Alejandro Rodriguez Barra100% (1)
- Presentacion PLC s7200 DiplomadoDocument56 pagesPresentacion PLC s7200 DiplomadofidelvillaNo ratings yet
- Manual Altivar 71Document258 pagesManual Altivar 71José RamosNo ratings yet
- Principios de ProgramadoresDocument36 pagesPrincipios de ProgramadoresElias Alejandro Rodriguez BarraNo ratings yet
- R438Document16 pagesR438rafael120No ratings yet
- WEG CFW 11 Manual de Programacion 0899.5842 3.1x Manual EspanolDocument296 pagesWEG CFW 11 Manual de Programacion 0899.5842 3.1x Manual EspanolElias Alejandro Rodriguez BarraNo ratings yet
- 1-Tipos y Caracteristicas de Los Rodamientos PDFDocument15 pages1-Tipos y Caracteristicas de Los Rodamientos PDFMiguel Angel Bautista CruzNo ratings yet
- Introduccion Al PLC SiemensDocument30 pagesIntroduccion Al PLC SiemensDaniel VillarroelNo ratings yet
- WEG CFW 09 Convertidor de Frecuencia 10001157057 V 4.40 Manual EspanolDocument8 pagesWEG CFW 09 Convertidor de Frecuencia 10001157057 V 4.40 Manual Espanolfernando12111No ratings yet
- Curso Programacion C++Document39 pagesCurso Programacion C++Elias Alejandro Rodriguez BarraNo ratings yet
- Estereotipos y PrejuiciosDocument4 pagesEstereotipos y PrejuiciosPRISCILA SHARON BARTOLON PEREZNo ratings yet
- Universidad Mayor de San AndrésDocument605 pagesUniversidad Mayor de San AndrésBreN RouNo ratings yet
- Concussion y La Encefalopatia Traumatica CronicaDocument2 pagesConcussion y La Encefalopatia Traumatica CronicaHillary V Guillermo AngelesNo ratings yet
- MII508 s2 Mapa Procesos GRUPO1 FINALDocument23 pagesMII508 s2 Mapa Procesos GRUPO1 FINALJose Montes100% (2)
- StreptococcusDocument32 pagesStreptococcusSamantha Gomez DiazNo ratings yet
- Misión, Visión y Valores TallerDocument10 pagesMisión, Visión y Valores TallerOmar Castillo GuzmanNo ratings yet
- Las Teorías Del Diseño Urbano en La Conceptualización Del Espacio Urbano y Sus Dos CategoríasDocument12 pagesLas Teorías Del Diseño Urbano en La Conceptualización Del Espacio Urbano y Sus Dos CategoríasSteevinson PatrickNo ratings yet
- Bienes NacionalesDocument14 pagesBienes Nacionaleslilianny GolindanoNo ratings yet
- Postulados de La Teoría Atómica de DaltonDocument8 pagesPostulados de La Teoría Atómica de DaltonAlexanderFerrariNo ratings yet
- Los Tesoros Del ReinoDocument21 pagesLos Tesoros Del ReinoFabiola BurgosNo ratings yet
- Concepto y Características de Comunicación XDDDDDocument1 pageConcepto y Características de Comunicación XDDDDHumberto Leopoldo Peña VelezNo ratings yet
- Partículas japonesasDocument13 pagesPartículas japonesasGuillermo Ordaz AguilarNo ratings yet
- Referéndum y elecciones regionales en agenda políticaDocument24 pagesReferéndum y elecciones regionales en agenda políticababichemNo ratings yet
- Articulo de Opinion.Document7 pagesArticulo de Opinion.Katherin AndreaNo ratings yet
- Localización y sintomatología de puntos de acupunturaDocument24 pagesLocalización y sintomatología de puntos de acupunturaAnonimus690% (1)
- Ayuda Alimentaria a Familias NecesitadasDocument18 pagesAyuda Alimentaria a Familias NecesitadasMargarita CuculNo ratings yet
- Garantías de Seguridad JurídicaDocument25 pagesGarantías de Seguridad JurídicaalejandraNo ratings yet
- Cimentación de Estructuras Hormigón ArmadoDocument140 pagesCimentación de Estructuras Hormigón ArmadoDaniela TrianaNo ratings yet
- TFG Marta Copete AndradeDocument65 pagesTFG Marta Copete AndradeAnafaby OcNo ratings yet
- El Vuelo de Los CondoresDocument8 pagesEl Vuelo de Los CondoresManuelNo ratings yet
- Unidad I - Turno NocheDocument11 pagesUnidad I - Turno NocheDouglas Scott Fernandez SiñaniNo ratings yet
- NOTAS - Juan Carlos Henao Final 23-09-19Document25 pagesNOTAS - Juan Carlos Henao Final 23-09-19Javhy MontoyaNo ratings yet
- Actividad de PorcentajesDocument2 pagesActividad de Porcentajesc_enrique33742No ratings yet
- Semana 5 Clase 1Document27 pagesSemana 5 Clase 1dantevictor_g100% (1)
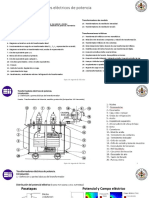
- Transformadores eléctricos: definición y usosDocument12 pagesTransformadores eléctricos: definición y usosDavid Mucientes San JoséNo ratings yet
- Trat Conduct oDocument1 pageTrat Conduct oyennyastNo ratings yet