You might also like
- Industrial & Engineering Chemistry Research Volume 38 Issue 11 1999 (Doi 10.1021/ie990156b) Vegliò, F. Passariello, B. Abbruzzese, C. - Iron Removal Process For High-Purity Silica Sands ProductioDocument6 pagesIndustrial & Engineering Chemistry Research Volume 38 Issue 11 1999 (Doi 10.1021/ie990156b) Vegliò, F. Passariello, B. Abbruzzese, C. - Iron Removal Process For High-Purity Silica Sands ProductioTaufik RaharjoNo ratings yet
- Cement-based stabilisation of metal treatment filtercakesDocument11 pagesCement-based stabilisation of metal treatment filtercakesaymenmoatazNo ratings yet
- Effect of Milling and Acid Washing On The Pozzolanic Activity of Incinerator Sewage Sludge AshDocument8 pagesEffect of Milling and Acid Washing On The Pozzolanic Activity of Incinerator Sewage Sludge AshMaria Renee OlivaNo ratings yet
- Gregory Dhond 1972Document16 pagesGregory Dhond 1972Omar DoskyNo ratings yet
- Waste Management and Cement HydrationDocument8 pagesWaste Management and Cement HydrationJHON WILMAR CARDENAS PULIDONo ratings yet
- Gregory Dhond 1972Document16 pagesGregory Dhond 1972meeraNo ratings yet
- Physical and Chemical Properties of Rice Straw Ash and Its EffectDocument11 pagesPhysical and Chemical Properties of Rice Straw Ash and Its EffectJerry Delgado67% (3)
- Improvement of Iron Removal From Silica Sand UsingDocument5 pagesImprovement of Iron Removal From Silica Sand UsingGary DunnNo ratings yet
- Ultrasound Improves Iron Removal from Silica SandDocument5 pagesUltrasound Improves Iron Removal from Silica SandGary DunnNo ratings yet
- Reuse of heavy metals in cementDocument6 pagesReuse of heavy metals in cementMarita M. OrbegosoNo ratings yet
- FTIR Spectroscopy MontmorilloniteDocument6 pagesFTIR Spectroscopy MontmorilloniteAdrian VolceanovNo ratings yet
- CPN 25 - Fly Ash and Its Use in Concrete PDFDocument8 pagesCPN 25 - Fly Ash and Its Use in Concrete PDFAndy AcousticNo ratings yet
- Cement Slurries of Oil Wells Under High Temperature and Pressure: The Effects of The Use of Ceramic Waste and Silica FlourDocument9 pagesCement Slurries of Oil Wells Under High Temperature and Pressure: The Effects of The Use of Ceramic Waste and Silica Flourb4rfNo ratings yet
- Geo Polymer ConcreteDocument59 pagesGeo Polymer ConcreteJaya Prakash67% (3)
- Fly Ash Geopolymer Pervious Concrete: A Study of Durability Performance Under Cold-Climate ConditionsDocument7 pagesFly Ash Geopolymer Pervious Concrete: A Study of Durability Performance Under Cold-Climate ConditionsRosario CornejoNo ratings yet
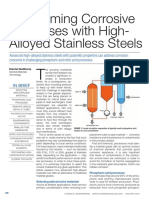
- Overcoming Corrosive Processes With High-Alloyed Stainless SteelsDocument7 pagesOvercoming Corrosive Processes With High-Alloyed Stainless SteelsBramJanssen76100% (2)
- Red Mud ConcreteDocument51 pagesRed Mud ConcreteKalyan Elango KalyanNo ratings yet
- Hydrology 2011 PDFDocument5 pagesHydrology 2011 PDFkapindra prasadNo ratings yet
- The Lime Industry's Problem of Airborne Dust: TI-2 Chemical Committee Informative Report No. 10 C. J. LewisDocument9 pagesThe Lime Industry's Problem of Airborne Dust: TI-2 Chemical Committee Informative Report No. 10 C. J. LewissatheeshkNo ratings yet
- Besi 2Document4 pagesBesi 2Haposan SihombingNo ratings yet
- Behaviour of A Sustainable Concrete in Acidic Environment: SustainabilityDocument13 pagesBehaviour of A Sustainable Concrete in Acidic Environment: Sustainabilitym_shahbaghiNo ratings yet
- Cement Aggregate Concrete Durability LectureDocument33 pagesCement Aggregate Concrete Durability LectureManoj Kumar SinghNo ratings yet
- 10 GAmageDocument8 pages10 GAmageAli SherNo ratings yet
- SELECTION OF STAINLESS STEEL FOR PHOSPHORIC ACID PLANTSDocument10 pagesSELECTION OF STAINLESS STEEL FOR PHOSPHORIC ACID PLANTSacas35No ratings yet
- A Study On Engineering Characteristics of Asphalt Concrete Using Filler With Recycled Waste LimeDocument9 pagesA Study On Engineering Characteristics of Asphalt Concrete Using Filler With Recycled Waste LimeMuhammad SarirNo ratings yet
- Alkaline Process 2019Document9 pagesAlkaline Process 2019Major TomNo ratings yet
- Coke Oven PlantDocument45 pagesCoke Oven PlantSameer Shekhar100% (1)
- 6 Albena Cement Properties 261-266Document6 pages6 Albena Cement Properties 261-266emefakoveNo ratings yet
- Recent Progress of Hot Stage ProcessingDocument10 pagesRecent Progress of Hot Stage ProcessingEstéfano Aparecido VieiraNo ratings yet
- Studies Into The Preparation of Alum From Slime Waste From The Awaso Bauxite Washing PlantDocument6 pagesStudies Into The Preparation of Alum From Slime Waste From The Awaso Bauxite Washing PlantXantos YulianNo ratings yet
- CimentDocument8 pagesCimentwissalNo ratings yet
- View Free ArticleDocument3 pagesView Free Articlegdevi80No ratings yet
- FP247Document24 pagesFP247Rolando CastilloNo ratings yet
- Wood Ash 7Document4 pagesWood Ash 7r;rNo ratings yet
- Removal of Chromium From Tannery Solid WasteDocument7 pagesRemoval of Chromium From Tannery Solid WasteLuis Paz Soldán G100% (1)
- Desulfuracion de PiritasDocument19 pagesDesulfuracion de PiritasEvelin postigoNo ratings yet
- Comparison of Treatment Potential of Electrocoagulation of Distillery Effluent With and Without Activated Areca Catechu Nut CarbonDocument7 pagesComparison of Treatment Potential of Electrocoagulation of Distillery Effluent With and Without Activated Areca Catechu Nut CarbonSteven ClarkNo ratings yet
- Rilem SMSS 2019Document6 pagesRilem SMSS 2019Iva DespotovicNo ratings yet
- The Effect of Alkalis On The Properties of Portland CementDocument15 pagesThe Effect of Alkalis On The Properties of Portland CementfaheemqcNo ratings yet
- Mini Steel Mills: Industry Description and PracticesDocument4 pagesMini Steel Mills: Industry Description and PracticesNitin SawadiaNo ratings yet
- Hydration of Belite-Calcium Sulfoaluminate-Ferrite CementDocument7 pagesHydration of Belite-Calcium Sulfoaluminate-Ferrite CementAhmet SevinçNo ratings yet
- The Use of Aluminum Waste For Concrete ProductionDocument5 pagesThe Use of Aluminum Waste For Concrete ProductionJan Dave TampipiNo ratings yet
- A New Pyrometallurgical Recycling Technique For Lead Battery Paste Without SO Generation - A Thermodynamic and Experimental InvestigationDocument12 pagesA New Pyrometallurgical Recycling Technique For Lead Battery Paste Without SO Generation - A Thermodynamic and Experimental InvestigationwanNo ratings yet
- 68 Ferronickel Slag Usesand Environment 68Document15 pages68 Ferronickel Slag Usesand Environment 68Agus TriyonoNo ratings yet
- Graphene Oxide Modified Pervious Concrete With FlyDocument9 pagesGraphene Oxide Modified Pervious Concrete With FlyDavid BoroviczNo ratings yet
- The Effect of Alkalis On The Properties of Portland Cement: Anbar Journal For Engineering SciencesDocument14 pagesThe Effect of Alkalis On The Properties of Portland Cement: Anbar Journal For Engineering Sciencesmosinghi AmosNo ratings yet
- Is Acid Treatment of Secondary Aluminum Waste Products Prior To Storage andDocument8 pagesIs Acid Treatment of Secondary Aluminum Waste Products Prior To Storage andmichaelNo ratings yet
- 123Document33 pages123kiranNo ratings yet
- Effect of Admixtures On Properties of Alkali-Activated Slag ConcreteDocument8 pagesEffect of Admixtures On Properties of Alkali-Activated Slag ConcreteZhu PengfeiNo ratings yet
- Reduction Salt Freight Tannery EffluentDocument12 pagesReduction Salt Freight Tannery EffluentEstefano Pacheco PalmaNo ratings yet
- CH 054Document8 pagesCH 054MapeixNo ratings yet
- NSL Chemicals RoadstoneDocument6 pagesNSL Chemicals RoadstoneSherlockNo ratings yet
- 1 s2.0 S0043135412001376 Main PDFDocument12 pages1 s2.0 S0043135412001376 Main PDFCarlos AlvarezNo ratings yet
- Chapter - 1: Experimental Analysis of Concrete Incorporating Waste Foundry Sand and Waste Ceramic TilesDocument44 pagesChapter - 1: Experimental Analysis of Concrete Incorporating Waste Foundry Sand and Waste Ceramic TilesIrfan KhanNo ratings yet
- Effect of Portland Cement On Magnesium Oxysulfate Cement Using Lightburned Dolomite2018IOP Conference Series Earth and Environmental ScienceDocument8 pagesEffect of Portland Cement On Magnesium Oxysulfate Cement Using Lightburned Dolomite2018IOP Conference Series Earth and Environmental ScienceCamilo lopezNo ratings yet
- CanMetallQuart EffectofrelativehumidityoncoppercorrosionbyaceticandformicDocument11 pagesCanMetallQuart EffectofrelativehumidityoncoppercorrosionbyaceticandformicRicardo TatamuesNo ratings yet
- TobermoriteDocument8 pagesTobermoriteEdilberd NapitupuluNo ratings yet
- Soil-Cement Bricks Incorporated With Granite Cutting Sludge: ISO 9001:2008 CertifiedDocument8 pagesSoil-Cement Bricks Incorporated With Granite Cutting Sludge: ISO 9001:2008 CertifiedPedro SilveiraNo ratings yet
- The Polyurea Revolution: Protective Coatings For The 21st CenturyDocument4 pagesThe Polyurea Revolution: Protective Coatings For The 21st CenturyMihaela LetNo ratings yet
- NT TR 538 - Superpave Test Methods For Asphalt - Nordtest Technical ReportDocument42 pagesNT TR 538 - Superpave Test Methods For Asphalt - Nordtest Technical ReportMihaela LetNo ratings yet
- 1 s2.0 0950061895000073 MainDocument10 pages1 s2.0 0950061895000073 MainMihaela LetNo ratings yet
- Transport and Main Roads Specifications MRTS19 Cutter and Flux OilsDocument8 pagesTransport and Main Roads Specifications MRTS19 Cutter and Flux OilsMihaela LetNo ratings yet
- FulltextDocument10 pagesFulltextMihaela LetNo ratings yet
- 1 s2.0 S0008884601006597 MainDocument6 pages1 s2.0 S0008884601006597 MainMihaela LetNo ratings yet
- b12750 54Document4 pagesb12750 54Mihaela LetNo ratings yet
- Art:10.1007/s11771 009 0152 XDocument5 pagesArt:10.1007/s11771 009 0152 XMihaela LetNo ratings yet
- 1 s2.0 S0008884601005890 MainDocument11 pages1 s2.0 S0008884601005890 MainMihaela LetNo ratings yet
- DSZXDFDocument556 pagesDSZXDFMihaela LetNo ratings yet
- Thermal Characterization of Montmorillonite Clays Saturated With Various CationsDocument7 pagesThermal Characterization of Montmorillonite Clays Saturated With Various CationsMihaela LetNo ratings yet
- FDFCDocument110 pagesFDFCMihaela LetNo ratings yet
- ZXZVFTDocument200 pagesZXZVFTMihaela LetNo ratings yet
- 1 s2.0 S0008884601006330 MainDocument4 pages1 s2.0 S0008884601006330 MainMihaela LetNo ratings yet
- Use of Award Fees On Lump-Sum Contracts: John E. Schaufelberger, University of WashingtonDocument7 pagesUse of Award Fees On Lump-Sum Contracts: John E. Schaufelberger, University of WashingtonMihaela LetNo ratings yet
- ZxsdfgsDocument141 pagesZxsdfgsMihaela LetNo ratings yet
- GHFGHFDocument260 pagesGHFGHFMihaela LetNo ratings yet
- Asytyui 87Document405 pagesAsytyui 87Mihaela LetNo ratings yet
- Microwave Sintering of Sulphoaluminate Cement With Utility WastesDocument5 pagesMicrowave Sintering of Sulphoaluminate Cement With Utility WastesMihaela LetNo ratings yet
- Microstructural Changes in Alkali Activated Fly Ash/slag Geopolymers With Sulfate ExposureDocument14 pagesMicrostructural Changes in Alkali Activated Fly Ash/slag Geopolymers With Sulfate ExposureMihaela LetNo ratings yet
- Resistance of Cement Mortars Containing Heavy Metal Oxides Exposed To Long-Term Repeated Action of Chloride SolutionDocument5 pagesResistance of Cement Mortars Containing Heavy Metal Oxides Exposed To Long-Term Repeated Action of Chloride SolutionMihaela LetNo ratings yet
- Delamination in AsphaltDocument10 pagesDelamination in AsphaltMihaela LetNo ratings yet
- Pineault - Reduction in VOC Emissions-Environment CanadaDocument20 pagesPineault - Reduction in VOC Emissions-Environment CanadaMihaela LetNo ratings yet
- 1 s2.0 S0008884600004178 MainDocument6 pages1 s2.0 S0008884600004178 MainMihaela LetNo ratings yet
- ZxsdfgsDocument141 pagesZxsdfgsMihaela LetNo ratings yet
- TN 75 Registration Warm Mix Asphalt DesignDocument8 pagesTN 75 Registration Warm Mix Asphalt DesignMihaela LetNo ratings yet
- ZxsdfgsDocument141 pagesZxsdfgsMihaela LetNo ratings yet
- Thermoset Powder Coatings: Lawrence R. WaeldeDocument12 pagesThermoset Powder Coatings: Lawrence R. WaeldeMihaela LetNo ratings yet
- Delamination in AsphaltDocument10 pagesDelamination in AsphaltMihaela LetNo ratings yet
- Section I: Logical Reasoning: Free ThrowsDocument7 pagesSection I: Logical Reasoning: Free ThrowsPuja AgarwalNo ratings yet
- WISDM-dataset-description 2Document5 pagesWISDM-dataset-description 2yuliasihkripsianditaNo ratings yet
- Midas FEADocument2 pagesMidas FEACristian Camilo Londoño PiedrahítaNo ratings yet
- Mini Project ReportDocument37 pagesMini Project ReportPRAVIN KUMAR NNo ratings yet
- Energy in Somaliland Novia Thesis - Editing PDFDocument25 pagesEnergy in Somaliland Novia Thesis - Editing PDFAbdirahmanNo ratings yet
- Improve Steel Quality with Electromagnetic StirrersDocument4 pagesImprove Steel Quality with Electromagnetic Stirrerst_pradipNo ratings yet
- Design Considerations of High Voltage AnDocument114 pagesDesign Considerations of High Voltage AnEL BRIGHLINo ratings yet
- 2130606Document24 pages2130606srinivasan venkatramanNo ratings yet
- Physics SL Paper 3 TZ2Document20 pagesPhysics SL Paper 3 TZ2Dongjean SeoNo ratings yet
- Guide To CMSDocument46 pagesGuide To CMSecdtcenterNo ratings yet
- Gujarat Technological University: Page 1 of 3Document3 pagesGujarat Technological University: Page 1 of 3DaxNo ratings yet
- Noise Margin Definition ExplainedDocument10 pagesNoise Margin Definition ExplainedAnil BhardwajNo ratings yet
- Sublimation and Melting Point DeterminationDocument3 pagesSublimation and Melting Point DeterminationRhone RoqueNo ratings yet
- Developing a Solar-Biomass Integrated Drying System for SpicesDocument30 pagesDeveloping a Solar-Biomass Integrated Drying System for SpicesSantosh AngadiNo ratings yet
- Saikat SaraniDocument11 pagesSaikat SaraniPartha GangopadhyayNo ratings yet
- Steel Castings Handbook: Supplement 2Document66 pagesSteel Castings Handbook: Supplement 2Harshit AgarwalNo ratings yet
- Lilin Downhole MotorDocument35 pagesLilin Downhole MotorIAN.SEMUT100% (2)
- AW Meter Aqualab PREDocument2 pagesAW Meter Aqualab PREDebrina ANo ratings yet
- Machine Design: The Hidden Cause ofDocument6 pagesMachine Design: The Hidden Cause ofbbmokshNo ratings yet
- Irjet V5i5256 PDFDocument5 pagesIrjet V5i5256 PDFMuhsinaNo ratings yet
- Factors that Determine Paper StrengthDocument23 pagesFactors that Determine Paper StrengthNur Ariesman Salleh100% (2)
- Sag Slurry PoolingDocument10 pagesSag Slurry PoolingalgroneNo ratings yet
- Text - Anuario Cader 2018 INGLÉS PDFDocument57 pagesText - Anuario Cader 2018 INGLÉS PDFmicaelaNo ratings yet
- FTTH Accessories PDFDocument10 pagesFTTH Accessories PDFdannyalcivarNo ratings yet
- Curriculum-Of Mathematics Government College Women University, SialkotDocument119 pagesCurriculum-Of Mathematics Government College Women University, SialkotHuzaifa GurmaniNo ratings yet
- Fluid MechanicsDocument29 pagesFluid Mechanicsaminur3rahman-1No ratings yet
- Bridge Design Report - Docx 150Document17 pagesBridge Design Report - Docx 150nephembaniNo ratings yet
- Why Do We Study Physics - Socratic PDFDocument1 pageWhy Do We Study Physics - Socratic PDFMon LuffyNo ratings yet
- AP PHYSICS B 1988 MC + AnswersDocument17 pagesAP PHYSICS B 1988 MC + AnswersbastardNo ratings yet