You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 9600 DocumentDocument174 pages9600 Documentthom38% (13)
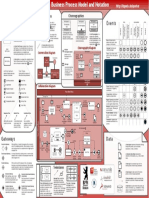
- Bpmn2 0 Poster enDocument1 pageBpmn2 0 Poster enTubora100% (1)
- The Templist Scroll by :dr. Lawiy-Zodok (C) (R) TMDocument144 pagesThe Templist Scroll by :dr. Lawiy-Zodok (C) (R) TM:Lawiy-Zodok:Shamu:-El100% (5)
- HealthifyMe T&C 28092022 CleanDocument8 pagesHealthifyMe T&C 28092022 CleanPankajatSIBMNo ratings yet
- Problem To SolutionDocument7 pagesProblem To SolutionPankajatSIBMNo ratings yet
- Animated Chart Collection VisualsDocument32 pagesAnimated Chart Collection VisualsPankajatSIBMNo ratings yet
- Step-by-step guide to creating, importing and managing VRFs in IPAMDocument21 pagesStep-by-step guide to creating, importing and managing VRFs in IPAMPankajatSIBMNo ratings yet
- Fermilab Capacity Management PolicyDocument36 pagesFermilab Capacity Management PolicyPankajatSIBMNo ratings yet
- FF0189 01 Free 4 Step Horizontal Diagram 16x9Document7 pagesFF0189 01 Free 4 Step Horizontal Diagram 16x9scotchkarmaNo ratings yet
- Cheap Air Tickets Online, International Flights To India, Cheap International Flight Deals - SpiceJet AirlinesDocument1 pageCheap Air Tickets Online, International Flights To India, Cheap International Flight Deals - SpiceJet AirlinesPankajatSIBMNo ratings yet
- FF0246 01 Creative Business Slides Powerpoint TemplateDocument10 pagesFF0246 01 Creative Business Slides Powerpoint TemplateMuhammad Shoaib Asad KhalidNo ratings yet
- Animated Chart Collection VisualsDocument32 pagesAnimated Chart Collection VisualsPankajatSIBMNo ratings yet
- Wealth Managment Trends 2018Document28 pagesWealth Managment Trends 2018Juliana LombanaNo ratings yet
- Emerging Trends in Automated Wealth Management Advice Codex2629 PDFDocument20 pagesEmerging Trends in Automated Wealth Management Advice Codex2629 PDFPankajatSIBMNo ratings yet
- IP Address Management (IPAM) Best Practices PDFDocument20 pagesIP Address Management (IPAM) Best Practices PDFPankajatSIBMNo ratings yet
- Kratika Sharma ResumeDocument2 pagesKratika Sharma ResumePankajatSIBMNo ratings yet
- RP, Avg, TSD, TW Answer KeyDocument2 pagesRP, Avg, TSD, TW Answer KeyPankajatSIBMNo ratings yet
- Case Interview Marathon Workshop: Overhead Slides v1.0Document30 pagesCase Interview Marathon Workshop: Overhead Slides v1.0Anonymous 8ooQmMoNs1No ratings yet
- Paper2 V4 I2 PDFDocument7 pagesPaper2 V4 I2 PDFPankajatSIBMNo ratings yet
- IP Address Management (IPAM) Best Practices PDFDocument20 pagesIP Address Management (IPAM) Best Practices PDFPankajatSIBMNo ratings yet
- Lean in A Lean EconomyDocument40 pagesLean in A Lean EconomyPankajatSIBMNo ratings yet
- 75 Years Manufacturing Excellence Capabilities OverviewDocument24 pages75 Years Manufacturing Excellence Capabilities OverviewPankajatSIBMNo ratings yet
- Kaizen Blitz: An Introduction and Some Words of CautionDocument3 pagesKaizen Blitz: An Introduction and Some Words of Cautionpjanssen2306No ratings yet
- Articlesonline Exclusive Kaizen Blitz Ready Fire AimDocument6 pagesArticlesonline Exclusive Kaizen Blitz Ready Fire AimPankajatSIBMNo ratings yet
- Recruitment & Selection at Tata Teleservices (Tata Docomo)Document11 pagesRecruitment & Selection at Tata Teleservices (Tata Docomo)PankajatSIBMNo ratings yet
- Digital Inspection ToolsDocument13 pagesDigital Inspection ToolsPankajatSIBMNo ratings yet
- CFA AgentDocument3 pagesCFA AgentPankajatSIBMNo ratings yet
- Sample Project CharterDocument1 pageSample Project CharterPankajatSIBMNo ratings yet
- Sustaining The Change Efforts: Inspection DepartmentDocument2 pagesSustaining The Change Efforts: Inspection DepartmentPankajatSIBMNo ratings yet
- Rims Business School PlacementsDocument4 pagesRims Business School PlacementsPankajatSIBMNo ratings yet
- Corporate Profile Schneider ElectricDocument6 pagesCorporate Profile Schneider ElectricPankajatSIBMNo ratings yet
- Laser Surface Treatment ProcessesDocument63 pagesLaser Surface Treatment ProcessesDIPAK VINAYAK SHIRBHATENo ratings yet
- Traffic Violation Monitoring with RFIDDocument59 pagesTraffic Violation Monitoring with RFIDShrëyãs NàtrájNo ratings yet
- Proposal Anguria Pasta NewDocument24 pagesProposal Anguria Pasta NewNOOR IRDINA HAFIZAH BT TAUPISNo ratings yet
- Swatchh Bharat AbhiyanDocument13 pagesSwatchh Bharat AbhiyanHRISHI SHARMANo ratings yet
- Naukri LalitaSharma (3y 4m)Document2 pagesNaukri LalitaSharma (3y 4m)rashika asraniNo ratings yet
- Hyperbaric WeldingDocument17 pagesHyperbaric WeldingRam KasturiNo ratings yet
- Tetracyclines: Dr. Md. Rageeb Md. Usman Associate Professor Department of PharmacognosyDocument21 pagesTetracyclines: Dr. Md. Rageeb Md. Usman Associate Professor Department of PharmacognosyAnonymous TCbZigVqNo ratings yet
- IEEE T&D Insulators 101 Design CriteriaDocument84 pagesIEEE T&D Insulators 101 Design Criteriasachin HUNo ratings yet
- Lincoln Pulse On PulseDocument4 pagesLincoln Pulse On PulseEdison MalacaraNo ratings yet
- Progibb LV Plus PGR - Low Voc FormulationDocument2 pagesProgibb LV Plus PGR - Low Voc FormulationDodik Novie PurwantoNo ratings yet
- Monodisperse Droplet Generators As Potential Atomizers For Spray Drying Technology PDFDocument11 pagesMonodisperse Droplet Generators As Potential Atomizers For Spray Drying Technology PDFfishvalNo ratings yet
- The Simple PendulumDocument5 pagesThe Simple PendulumDexter TorringtonNo ratings yet
- Internship ReportDocument18 pagesInternship ReportRathan Kumar SMNo ratings yet
- Peptic Ulcer Disease: Causes, Symptoms and TreatmentDocument24 pagesPeptic Ulcer Disease: Causes, Symptoms and TreatmentOktaviana Sari Dewi100% (1)
- 11 Baby Crochet Cocoon Patterns PDFDocument39 pages11 Baby Crochet Cocoon Patterns PDFIoanaNo ratings yet
- 2 - Soil-Only Landfill CoversDocument13 pages2 - Soil-Only Landfill Covers齐左No ratings yet
- Rectifiers and FiltersDocument68 pagesRectifiers and FiltersMeheli HalderNo ratings yet
- Cost Analysis and Financial Projections for Gerbera Cultivation ProjectDocument26 pagesCost Analysis and Financial Projections for Gerbera Cultivation ProjectshroffhardikNo ratings yet
- Arm BathDocument18 pagesArm Bathddivyasharma12No ratings yet
- Handouts For TLG 3 1Document5 pagesHandouts For TLG 3 1Daniela CapisnonNo ratings yet
- 5125 w04 Er PDFDocument14 pages5125 w04 Er PDFHany ElGezawyNo ratings yet
- 1"a Study On Employee Retention in Amara Raja Power Systems LTDDocument81 pages1"a Study On Employee Retention in Amara Raja Power Systems LTDJerome Samuel100% (1)
- Acuity Assessment in Obstetrical TriageDocument9 pagesAcuity Assessment in Obstetrical TriageFikriNo ratings yet
- Organizing Small Items with Glass Bottle OrganizersDocument70 pagesOrganizing Small Items with Glass Bottle OrganizersDy SaiNo ratings yet
- Lesson Plan: Lesson: Projectiles Without Air ResistanceDocument4 pagesLesson Plan: Lesson: Projectiles Without Air ResistanceeltytanNo ratings yet
- Concept Page - Using Vagrant On Your Personal Computer - Holberton Intranet PDFDocument7 pagesConcept Page - Using Vagrant On Your Personal Computer - Holberton Intranet PDFJeffery James DoeNo ratings yet
- Chemistry of FormazanDocument36 pagesChemistry of FormazanEsteban ArayaNo ratings yet
- Ancient MesopotamiaDocument69 pagesAncient MesopotamiaAlma CayapNo ratings yet