You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Handbook5 PDFDocument257 pagesHandbook5 PDFZAKROUNNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 100 Websites You Should Know and UseDocument10 pages100 Websites You Should Know and UseSatvik ManaktalaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Virtual Work 3rd Year Structural EngineeringDocument129 pagesVirtual Work 3rd Year Structural EngineeringStefano Martin PorciunculaNo ratings yet
- Instrumentation and ControlDocument369 pagesInstrumentation and Controlsolo66No ratings yet
- Physics: Pearson EdexcelDocument16 pagesPhysics: Pearson EdexcelRichard Davidson12100% (1)
- PT-MT Kurs NotuDocument300 pagesPT-MT Kurs NotuBahadir TekinNo ratings yet
- Review Beer AgeingDocument25 pagesReview Beer AgeingTimothy WestNo ratings yet
- Design Guide Handbook For EN 1996 Design of Masonry StructuresDocument46 pagesDesign Guide Handbook For EN 1996 Design of Masonry Structuresbusyspider100% (1)
- UniSim design tutorial for methanol processDocument92 pagesUniSim design tutorial for methanol processsolo660% (1)
- UniSim design tutorial for methanol processDocument92 pagesUniSim design tutorial for methanol processsolo660% (1)
- UniSim Design Tutorial 2Document63 pagesUniSim Design Tutorial 2solo66No ratings yet
- UniSim Design Tutorial 2Document63 pagesUniSim Design Tutorial 2solo66No ratings yet
- Thermal Analysis of Albendazole Investigated by HSM, DSC and FTIRDocument8 pagesThermal Analysis of Albendazole Investigated by HSM, DSC and FTIRElvina iskandarNo ratings yet
- NMA Fact Sheet 40 Minerals and UsesDocument6 pagesNMA Fact Sheet 40 Minerals and UsesKemal FatahNo ratings yet
- Bit CoinDocument78 pagesBit Coinsolo66No ratings yet
- BoC May 2019 PDFDocument1 pageBoC May 2019 PDFsolo66No ratings yet
- CementIndustry PDFDocument92 pagesCementIndustry PDFsolo66No ratings yet
- Map of NigeriaDocument1 pageMap of Nigeriasolo66No ratings yet
- Company RegistrationDocument5 pagesCompany Registrationsolo66No ratings yet
- Pump MaintenanceDocument9 pagesPump Maintenancesolo66No ratings yet
- Pregnancy Important TestsDocument2 pagesPregnancy Important Testssolo66No ratings yet
- Lagos State Government Projects and Contractors 2014-2015Document8 pagesLagos State Government Projects and Contractors 2014-2015solo66No ratings yet
- BBNDocument2 pagesBBNsolo66No ratings yet
- Presidency Nad BuhariDocument38 pagesPresidency Nad Buharisolo66No ratings yet
- Yield CurveDocument12 pagesYield Curvesolo66No ratings yet
- How To Lose The Presidential Election Four TimesDocument5 pagesHow To Lose The Presidential Election Four Timessolo66No ratings yet
- Nollywood Star Nkem OwohDocument8 pagesNollywood Star Nkem Owohsolo66No ratings yet
- Capital Adequacy Ratio-2Document6 pagesCapital Adequacy Ratio-2solo66No ratings yet
- APC May Dump Amaechi For FasholaDocument2 pagesAPC May Dump Amaechi For Fasholasolo66No ratings yet
- Nigerian Petroleum Industry History.Document13 pagesNigerian Petroleum Industry History.solo66No ratings yet
- Femi-Fani Kayode To OsinbajoDocument12 pagesFemi-Fani Kayode To Osinbajosolo66No ratings yet
- How IBB, Dictators and Cronies Deprived Nigerians and Impoverished the North by Sharing Oil BlocksDocument16 pagesHow IBB, Dictators and Cronies Deprived Nigerians and Impoverished the North by Sharing Oil Blockssolo66No ratings yet
- 2015 PermutationsDocument16 pages2015 Permutationssolo66No ratings yet
- How To Eliminate Fibroids NaturallyDocument14 pagesHow To Eliminate Fibroids Naturallysolo66No ratings yet
- Fibroids Miracle™: 14-Day Recipes and Meal PlansDocument68 pagesFibroids Miracle™: 14-Day Recipes and Meal Planssolo66No ratings yet
- Dr. Mezmer's Psychopedia of Bad PsychologyDocument378 pagesDr. Mezmer's Psychopedia of Bad PsychologyArt Marr100% (5)
- 79 PDFDocument4 pages79 PDFHolayilNo ratings yet
- 06.-Medidor Cloro CL4000enDocument18 pages06.-Medidor Cloro CL4000enLeonel RubioNo ratings yet
- Engineering Structures: SciencedirectDocument12 pagesEngineering Structures: Sciencedirectyasemin bürüngüzNo ratings yet
- Ewald SphereDocument57 pagesEwald SphereMohammad Rameez0% (1)
- Catalog Whatman 2018.compressedDocument214 pagesCatalog Whatman 2018.compressedRakha Milan BachtiarNo ratings yet
- Teknik Menjawab KIMIA 2011Document73 pagesTeknik Menjawab KIMIA 2011Nur HakimNo ratings yet
- Electrical Conductivity of Carbon Blacks Under CompressionDocument7 pagesElectrical Conductivity of Carbon Blacks Under CompressionМирослав Кузишин100% (1)
- Reciprocating compressor performance analysis using computer simulationDocument9 pagesReciprocating compressor performance analysis using computer simulationLeandro Garcia VelaNo ratings yet
- Math 115 HW #9 Solutions PDFDocument7 pagesMath 115 HW #9 Solutions PDFHyan Gontijo0% (1)
- M.Prasad Naidu MSC Medical Biochemistry, PH.D Research ScholarDocument31 pagesM.Prasad Naidu MSC Medical Biochemistry, PH.D Research ScholarDr. M. Prasad NaiduNo ratings yet
- Astm A82 1979Document6 pagesAstm A82 1979yoki_triwahyudiNo ratings yet
- Cluster Level Question Bank (Ahmedabad & Gandhinagar Cluster)Document33 pagesCluster Level Question Bank (Ahmedabad & Gandhinagar Cluster)manpreetsingh3458417No ratings yet
- A Fractal Dimension Is A Ratio Providing A Statistical Index of Complexity Comparing How Detail in A PatternDocument1 pageA Fractal Dimension Is A Ratio Providing A Statistical Index of Complexity Comparing How Detail in A PatternBaribari BalNo ratings yet
- Worksheet: ProofsDocument3 pagesWorksheet: ProofsPCHANFANNo ratings yet
- Chapter 2 1 - Linear EquationsDocument23 pagesChapter 2 1 - Linear Equationsapi-263209117No ratings yet
- The Chronology Protection ConjectureDocument4 pagesThe Chronology Protection ConjectureKrisNo ratings yet
- Engineering With Nuclear Explosives (Vol. 1.) Symposium, 1970Document868 pagesEngineering With Nuclear Explosives (Vol. 1.) Symposium, 1970MisterSpacerockNo ratings yet
- 5th Grade 13-14 Math Common Core Standards by QuarterDocument3 pages5th Grade 13-14 Math Common Core Standards by QuartermrkballNo ratings yet
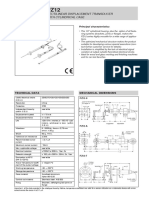
- Rectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical DimensionsDocument2 pagesRectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical Dimensionsl561926No ratings yet
- Amateur's Telescope Was First Published in 1920. However, Unlike Ellison's TimeDocument4 pagesAmateur's Telescope Was First Published in 1920. However, Unlike Ellison's Timemohamadazaresh0% (1)
- Mody Institute of Technology and Science, Lakshmangarh Faculty of Engineering and TechnologyDocument3 pagesMody Institute of Technology and Science, Lakshmangarh Faculty of Engineering and TechnologyAtul GaurNo ratings yet
- Renewableand Sustainable Energy ReviewsDocument9 pagesRenewableand Sustainable Energy Reviewssundeep sNo ratings yet