You might also like
- Special Metals - Product CatalogDocument65 pagesSpecial Metals - Product Catalogilham_metallurgy6744No ratings yet
- Safety Data Sheet MSDS - Vanadium-Electrolyt-Lösung2014-10-20Document9 pagesSafety Data Sheet MSDS - Vanadium-Electrolyt-Lösung2014-10-20XaviAlonsoNo ratings yet
- HarrisDocument16 pagesHarrisstarkopeteNo ratings yet
- Sailor VHFDocument5 pagesSailor VHFsudipta_kolNo ratings yet
- SENTRON LV36 Complete English 2014Document284 pagesSENTRON LV36 Complete English 2014charlonNo ratings yet
- Airtech - Pc51-Z - OrderingDocument4 pagesAirtech - Pc51-Z - OrderingSnaider SilveraNo ratings yet
- HP 721 REGULATORDocument1 pageHP 721 REGULATORPARIETALNo ratings yet
- Kastas NewProductsCatalogue enDocument86 pagesKastas NewProductsCatalogue enjohnysonycum0% (2)
- Ansi B1 20 3 17Document1 pageAnsi B1 20 3 17Kristian Raphael BVNo ratings yet
- 8061si40 00 PDFDocument6 pages8061si40 00 PDFBobCavNo ratings yet
- Catalog GCEDocument107 pagesCatalog GCEpablobobadilla1990No ratings yet
- BS en 26704-1991 (1999) Iso 6704-1982Document12 pagesBS en 26704-1991 (1999) Iso 6704-1982GT-LUCAS BARCINo ratings yet
- Corewire Weldclad 01 PDFDocument31 pagesCorewire Weldclad 01 PDFRaviTeja BhamidiNo ratings yet
- Hydroscand Catalogue PDFDocument382 pagesHydroscand Catalogue PDFemaus100% (1)
- Schunk Carbon Technology Sealring Bearing SiSiC SSiC EN PDFDocument2 pagesSchunk Carbon Technology Sealring Bearing SiSiC SSiC EN PDFMUHAMMAD ASYRAAF BIN ANUARNo ratings yet
- Shell-Morlina-S2-BL-10 (TDS) PDFDocument2 pagesShell-Morlina-S2-BL-10 (TDS) PDFOtjpag NizarNo ratings yet
- Stainless Steel Alloys Comparsion ChartDocument3 pagesStainless Steel Alloys Comparsion Chartsengcyan100% (1)
- ESAB Consumable PDFDocument165 pagesESAB Consumable PDFbond8031No ratings yet
- SLG-0001-1b Flange Designation Chart PDFDocument2 pagesSLG-0001-1b Flange Designation Chart PDFMohd Shafuaaz KassimNo ratings yet
- Edmonton Valve & Fitting Inc.: Attn: ELSIE GUERRA (403) 298-6743Document2 pagesEdmonton Valve & Fitting Inc.: Attn: ELSIE GUERRA (403) 298-6743Antoine HoangNo ratings yet
- Twin Calmp Catalogue - Hydroscand-SwedenDocument14 pagesTwin Calmp Catalogue - Hydroscand-SwedenJohn MaNo ratings yet
- Steel Specification-Kalyani ForgeDocument8 pagesSteel Specification-Kalyani ForgedramiltNo ratings yet
- Small Book EN en NLDocument1,595 pagesSmall Book EN en NLOxbown91No ratings yet
- Liquid Ring Vacuum Pump: LPH 45008, LPH 45311, LPH 45316Document16 pagesLiquid Ring Vacuum Pump: LPH 45008, LPH 45311, LPH 45316Jose Luis Atalaya Chuman100% (1)
- TESCOMDocument654 pagesTESCOMmechanikyNo ratings yet
- Model 7600: NDIR Infrared Gas AnalyzerDocument126 pagesModel 7600: NDIR Infrared Gas Analyzerzulfiqar aliNo ratings yet
- 2012 3 Head MasterDocument3 pages2012 3 Head MasterRahul ShuklaNo ratings yet
- Motors IEC Techinical Data PDFDocument37 pagesMotors IEC Techinical Data PDFEmmanuel LaiNo ratings yet
- AG Quick Release ENProDocument4 pagesAG Quick Release ENProNatalia WinataNo ratings yet
- Spraying Device LD/U3 Arc Spraying: Parts List PL 96939 EN 09Document16 pagesSpraying Device LD/U3 Arc Spraying: Parts List PL 96939 EN 09a.n.87711990100% (1)
- Joh. Heinr. Bornemann GMBH Postfach 1162, D-31676 Obernkirchen Phone: +49 5724 390-0 Fax +49 5724 390 290Document6 pagesJoh. Heinr. Bornemann GMBH Postfach 1162, D-31676 Obernkirchen Phone: +49 5724 390-0 Fax +49 5724 390 290vuthanhNo ratings yet
- Milwaukee EU Catalogue 2017 EMEADocument111 pagesMilwaukee EU Catalogue 2017 EMEAVentura Ramos LuqueNo ratings yet
- KVC Ball ValvesDocument8 pagesKVC Ball ValvesDenstar Ricardo SilalahiNo ratings yet
- WKM DynaSeal 370D4 PDFDocument40 pagesWKM DynaSeal 370D4 PDFAlfredo MedinaNo ratings yet
- Cat 3800-Pneu Uk 1115Document368 pagesCat 3800-Pneu Uk 1115Jaren Prieto MartinNo ratings yet
- Price List - 2013Document11 pagesPrice List - 2013John MaNo ratings yet
- Alloy Valves PDFDocument4 pagesAlloy Valves PDFYamil Diaz SantosNo ratings yet
- Forged High Pressure Ball Valves GuideDocument4 pagesForged High Pressure Ball Valves GuideFabio GiehlNo ratings yet
- Cembre Lugs Crimps TerminalsDocument168 pagesCembre Lugs Crimps TerminalsJeffrey ArandiaNo ratings yet
- SULZER CastMaterials - E00510Document5 pagesSULZER CastMaterials - E00510nhirpara1No ratings yet
- Iso 15552 2004 en PDFDocument8 pagesIso 15552 2004 en PDFashokkumarNo ratings yet
- Super Duplex Stainless Steel: Excellent Engineering SolutionsDocument4 pagesSuper Duplex Stainless Steel: Excellent Engineering SolutionsTXUSNo ratings yet
- Metric DIN Hydraulic Fittings and Threads Chart & DimensionsDocument3 pagesMetric DIN Hydraulic Fittings and Threads Chart & DimensionsTiago SucupiraNo ratings yet
- LV5 - 1MW spare parts recommendationDocument3 pagesLV5 - 1MW spare parts recommendationEduardoMorcilloNo ratings yet
- Spare Part List For Article F4Document3 pagesSpare Part List For Article F4bazoka fransiskusNo ratings yet
- JC Catalogue Gate Valves BBDocument24 pagesJC Catalogue Gate Valves BBMahdi DalyNo ratings yet
- f0211 300 NP FLG X FLG Data SheetDocument1 pagef0211 300 NP FLG X FLG Data SheetRay LujanNo ratings yet
- SKF Erp 2014Document92 pagesSKF Erp 2014Telimo ChauhanNo ratings yet
- Programm E 0803Document63 pagesProgramm E 0803Eng-Mohammed SalemNo ratings yet
- Steel GradesDocument2 pagesSteel GradesAmit Rajmane100% (1)
- Jack - Catalog Nippon GearDocument32 pagesJack - Catalog Nippon GearAnonymous YggO6T6GzNo ratings yet
- Schrader VentiliDocument8 pagesSchrader VentiliSLANO77No ratings yet
- ISO 2338 B / SN 212771 B: Dowel Pins, SteelDocument8 pagesISO 2338 B / SN 212771 B: Dowel Pins, SteelSirbu Vasile Liviu100% (1)
- Aluminium Dural 7075 & Marine Grade 5083, 6061: StandardDocument3 pagesAluminium Dural 7075 & Marine Grade 5083, 6061: StandardwidyaNo ratings yet
- Check Valve VickersDocument15 pagesCheck Valve Vickersعلي عائشة100% (1)
- ISO Standard End-Suction Centrifugal Pumps NJK Series: PP-H PVDF Etfe PVDF CFRPVDFDocument7 pagesISO Standard End-Suction Centrifugal Pumps NJK Series: PP-H PVDF Etfe PVDF CFRPVDFstar enggNo ratings yet
- Section Q: Splined Hubs, Drive KitsDocument8 pagesSection Q: Splined Hubs, Drive KitshaggNo ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Solar Optical Materials: Applications & Performance of Coatings & Materials in Buildings & Solar Energy SystemsFrom EverandSolar Optical Materials: Applications & Performance of Coatings & Materials in Buildings & Solar Energy SystemsM. G. HutchinsNo ratings yet
- Meeting Every ChallengeDocument1 pageMeeting Every ChallengecfcshakerNo ratings yet
- Welding, Cutting, and BrazingDocument42 pagesWelding, Cutting, and BrazingcfcshakerNo ratings yet
- Welding PresentationDocument26 pagesWelding PresentationcfcshakerNo ratings yet
- Welding Defects: Engr Muhammad Hussain Inspection Engineer Global NDE Services Pvt. LTD KarachiDocument12 pagesWelding Defects: Engr Muhammad Hussain Inspection Engineer Global NDE Services Pvt. LTD KarachicfcshakerNo ratings yet
- Weld DefectsDocument78 pagesWeld DefectsjobsjamesNo ratings yet
- Tech Connect Welding: Calculations 2Document34 pagesTech Connect Welding: Calculations 2cfcshakerNo ratings yet
- ME 328.3 E5 - Welding MetallurgyDocument41 pagesME 328.3 E5 - Welding Metallurgytbmari100% (1)
- Welding Safety PPT 2Document65 pagesWelding Safety PPT 2cfcshakerNo ratings yet
- Advances in Welding For Sanitary DesignsDocument34 pagesAdvances in Welding For Sanitary Designskart_rlNo ratings yet
- Advances in Welding For Sanitary DesignsDocument34 pagesAdvances in Welding For Sanitary Designskart_rlNo ratings yet
- Introduction To WeldingDocument16 pagesIntroduction To WeldingcfcshakerNo ratings yet
- Welding Symbols 3Document8 pagesWelding Symbols 3cfcshakerNo ratings yet
- Welding Process and TechnologyDocument63 pagesWelding Process and TechnologyShahid HussainNo ratings yet
- Welding DefectsDocument12 pagesWelding DefectsMOhammad AzHarNo ratings yet
- Welding DefectsDocument12 pagesWelding DefectsMOhammad AzHarNo ratings yet
- Welding Outline &applicationsDocument17 pagesWelding Outline &applicationscfcshakerNo ratings yet
- Weld DefectsDocument78 pagesWeld DefectsjobsjamesNo ratings yet
- Oxy-Acetylene Welding and Distortion Control TechniquesDocument23 pagesOxy-Acetylene Welding and Distortion Control Techniquescfcshaker100% (1)
- Domestic Heating/MMA Welding Unit 3 - Manual Arc WeldingDocument68 pagesDomestic Heating/MMA Welding Unit 3 - Manual Arc WeldingcfcshakerNo ratings yet
- Welding DetailDocument20 pagesWelding DetailcfcshakerNo ratings yet
- Introduction To Arc WeldingDocument36 pagesIntroduction To Arc WeldingcfcshakerNo ratings yet
- 000631Document42 pages000631Satya GajapathiNo ratings yet
- Solid-State Welding ProcessesDocument17 pagesSolid-State Welding ProcessescfcshakerNo ratings yet
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel WeldingcfcshakerNo ratings yet
- Welding Technology EducationDocument33 pagesWelding Technology EducationcfcshakerNo ratings yet
- Weld Joint Geometry and Welding Symbols: Basic Weld Joints Welding Technology Lee Co. AtcDocument15 pagesWeld Joint Geometry and Welding Symbols: Basic Weld Joints Welding Technology Lee Co. AtccfcshakerNo ratings yet
- Baldev 5Document62 pagesBaldev 5Adnan RanaNo ratings yet
- Teknologi Dan Rekayasa: Principles of WeldingDocument23 pagesTeknologi Dan Rekayasa: Principles of WeldingcfcshakerNo ratings yet
- Welding Outline &applicationsDocument17 pagesWelding Outline &applicationscfcshakerNo ratings yet
- Weld Joint Geometry and Welding Symbols: Basic Weld Joints Welding Technology Lee Co. AtcDocument15 pagesWeld Joint Geometry and Welding Symbols: Basic Weld Joints Welding Technology Lee Co. AtccfcshakerNo ratings yet
- Solar Agriculture Water Sprayer: ProjectreportDocument65 pagesSolar Agriculture Water Sprayer: ProjectreportVenkatram PrabhuNo ratings yet
- Centinela Flot Column Quality Plan WVendor AuditDocument15 pagesCentinela Flot Column Quality Plan WVendor AuditAndrés RodríguezNo ratings yet
- A4 Catalogo TX - 12111Document29 pagesA4 Catalogo TX - 12111msajanjNo ratings yet
- Data Rates Gate Works 6Document21 pagesData Rates Gate Works 6vpmohammedNo ratings yet
- ELX 321 MODULE 1 Introduction To RoboticsDocument13 pagesELX 321 MODULE 1 Introduction To RoboticsButs ButitoyNo ratings yet
- NURAPLY 3PG Protected Membrane Green Roof SystemDocument11 pagesNURAPLY 3PG Protected Membrane Green Roof SystemSimona DavidNo ratings yet
- EFC Publication 16 3rd Edition PDFDocument53 pagesEFC Publication 16 3rd Edition PDFНаталья100% (2)
- UG Third - Fourth SemesterDocument60 pagesUG Third - Fourth Semestersiddhartha2862No ratings yet
- Cheat SheetDocument1 pageCheat SheetAnonymous dApWCj6quNo ratings yet
- API 570 Exam B31.3 QuizDocument4 pagesAPI 570 Exam B31.3 Quizessnelson100% (1)
- Shield Bright 309L-1Document1 pageShield Bright 309L-1adanmeneses1No ratings yet
- Stud Welding of Shear Conector PDFDocument13 pagesStud Welding of Shear Conector PDFramdacNo ratings yet
- AlcoTec Aluminum Technical GuideDocument40 pagesAlcoTec Aluminum Technical Guidelth770310No ratings yet
- A5 5-A5 5M-2006PVDocument5 pagesA5 5-A5 5M-2006PVanonimous2516No ratings yet
- ASNT NDT Certification GuideDocument93 pagesASNT NDT Certification GuideVincent Vijayakumar33% (3)
- TDS M30 REV2 Apr14 A4Document2 pagesTDS M30 REV2 Apr14 A4dakidofdaboomNo ratings yet
- Life Cycle Assessment of Arc Welding and Gas Welding ProcessesDocument6 pagesLife Cycle Assessment of Arc Welding and Gas Welding ProcessesXavierEstrellaNo ratings yet
- Structural Steel SpecificationsDocument30 pagesStructural Steel Specificationsmassive85No ratings yet
- Nwpipe Water Pipe Design ManualDocument152 pagesNwpipe Water Pipe Design Manualudayagirimuralimohan100% (1)
- Done - SSAB - 64 TechSupport Static Strength in Joints of Strenx Grades en PDFDocument5 pagesDone - SSAB - 64 TechSupport Static Strength in Joints of Strenx Grades en PDFMONo ratings yet
- Complete Piping Solutions Provider Canadoil GroupDocument2 pagesComplete Piping Solutions Provider Canadoil GroupsuparnaNo ratings yet
- Job Hazard Analysis for Deep Well Drilling with HotworksDocument2 pagesJob Hazard Analysis for Deep Well Drilling with Hotworksjay RNo ratings yet
- En 10025Document16 pagesEn 10025Sorin Radu100% (1)
- BPW Original-Spare Parts. Mechanical SuspensionsDocument70 pagesBPW Original-Spare Parts. Mechanical SuspensionsMunzir HammamNo ratings yet
- 6GR WPS PQRDocument15 pages6GR WPS PQRMohammed NazeerNo ratings yet
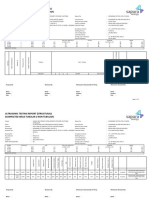
- Ultrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Document2 pagesUltrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Anna PariniNo ratings yet
- About Welding Process 51Document1 pageAbout Welding Process 51XerexNo ratings yet
- Water Supply System Construction Supervision Manual PDFDocument114 pagesWater Supply System Construction Supervision Manual PDFyomif100% (1)
- Welder Qp3Document12 pagesWelder Qp3Lekshmanan PadmanabhanNo ratings yet
- Abstract - A New Innovative Whole Body 11.7 T MRI MagnetDocument4 pagesAbstract - A New Innovative Whole Body 11.7 T MRI MagnetIsrael CetinaNo ratings yet