Professional Documents
Culture Documents
Heidenhain TNC Programming Notes
Uploaded by
Reymondo BundocOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Heidenhain TNC Programming Notes
Uploaded by
Reymondo BundocCopyright:
Available Formats
Heidenhain
TNC410/426
Conversational
Programming
Arrow
Sabre
Lancer
TNC BASIC 01/01/2001
Index
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
11.0
12.0
13.0
14.0
15.0
Keys.
Introduction & M codes..
Absolute & Incremental Scale..
Cutter Compensation (APPR & DEP).
Program start
Toolchange
Linear programming
Blend Radius & Chamfers.
Circular Programming.
Working Planes & Polar Programming.
Hole canned cycles..
Milling canned cycles..
Co-ordinate Transformations
Sub-Programming....
Helical..
Tool Setting...
Datum Setting
Flex K..
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 1
CHAPTER 1
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 1
(Operation Keys)
Program & Editing select key
Select this key to create new programs or edit existing programs. After
selecting this key, a new program is created by selecting the PGM MGT
key, entering the new name and choosing metric or imperial from the on screen
prompts.
Program Run-Full Sequence select key
Select this key with the appropriate program from the file manager to Run
the program from the selected block (may require the use of the Go To
Block function) without single block.
Program Run-Single Block select key
Select this key with the appropriate program from the file manager to
Run the program from the selected block (may require the use of the Go
To Block function) one block at a time.
Test Run select key
Select this key with the appropriate program from the file manager to Test
run the selected blocks or full program. May require the use of the Go To
Block function. Can be used as a background function but will not test a program
being executed by the machine.
Manual Data Input (MDI)select key
Manual select key
Select this key for all types of manual machine executions i.e. any M or
S program functions, PLC movements, Datum Setting.
Electronic Handwheel select key
Select this key to use the handwheel or jog keys and for all some types of
manual machine executions i.e. any M or S program functions &
Datum Setting. Some Heidenhain controls will require a numerical number to be
entered for handwheel traverse speed (0 =fastest, 10 =slowest).
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 1
(Program Keys)
Linear (L)
Creates straight lines where the X & Y end co-ordinates are known. Can be used with
(I)Incremental and (P)Polar. Selecting this button in Program & Editing will prompt
the user for absolute:
1) End co-ordinates, R?(compensation), F?(feed), M?(miscellaneous functions).
Polar (Must be used in conjunction with Circle Centre)
1) Polar Angle, Polar Radius, R?(compensation), F?(feed), M?(miscellaneous functions).
Selecting (I)Incremental before the selected axis will define the movements in
incremental.
Circle Centre (CC) NOTE: MODAL
Used in conjunction with the (C)Circular or (L)Linear key . Selecting this button in
Program & Editing will prompt the user with circle centre or polar centre co-ordinates in
absolute.
Selecting (I)Incremental before the selected axis will define the circle centre co-
ordinates as incremental.
Circular (C) - (Must be used in conjunction with Circle Centre)
Creates circular movements where the end co-ordinates are known. Can be used with
(I)Incremental and (P)Polar and will create arcs or full circular movements. Selecting
this button in Program & Editing will prompt the user for absolute:
1) End co-ordinates, D?(direction),R?(compensation), F?(feed), M?(miscellaneous functions).
Polar:
1) PA?(polar angle), D?(direction),R?(compensation), F?(feed), M?(miscellaneous functions).
Selecting (I)Incremental before the selected axis will define the movements in
incremental.
Circular with a known radius(CR)
Creates circular movements (without the Circle Centre(CC) being specified) where the end
co-ordinates and radius are known. Can be used with (I)Incremental and will create arcs
only. Selecting this button in Program & Editing will prompt the user for absolute:
End co-ordinates, D?(direction), R?(radius), R?(compensation), F?(feed), M?(miscellaneous
functions).
Selecting (I)Incremental before the selected axis will define the movements in
incremental.
Circular movement Tangent to a line(CT)
Creates circular movements (without the Circle Centre(CC) being specified) tangent to the
last Linear(L) movement where the end co-ordinates are known. Can be used with
(I)Incremental and will create arcs only. Selecting this button in Program & Editing will prompt
the user for absolute:
End co-ordinates, R?(compensation), F?(feed), M?(miscellaneous functions).
Selecting (I)Incremental before the selected axis will define the movements in
incremental.
L
CC
C
CR
CT
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 1
Fillet Chamfer(CHF)
Creates fillet chamfers between two straight lines where the intersection point is known.
Selecting this button in Program & Editing will prompt the user for :
CHF?(chamfer length).
NOTE: Intersection point must be programmed as an X and Y co-ordinate before and
after the CHF prompt.
Blend Radius(RND)
Creates blend radius between two straight lines where the intersection point is known.
Selecting this button in Program & Editing will prompt the user for :
RND?(radius).
NOTE: Intersection point must be programmed as an X and Y co-ordinate before and
after the RND prompt.
Approach & Depart
Allows the user to start and finish, using compensation(RL / RR) if required, at specified
points when contouring.
Selecting this button in Program & Editing will prompt the user to select :
Linear tangential to next movement, Linear perpendicular (90deg) to next movement, Circular
tangential to next movement, or Linear circular tangential to the next movement.
APPR (Compensation(RL / RR) must be specified if required)
a) APPR LT : Define the contour start point as X & Y and the length of approach to create a
tangential approach.
b) APPR LN : Define the contour start point as X & Y and the length of approach to create a
perpendicular approach.
c) APPR CT : Define the contour start point as X & Y, the circular angle movement and the radius of
the circle to create a circular tangent approach.
d) APPR LCT : Define the contour start point as X & Y and the radius of circle to be the tangent arc
to create a linear circular tangent approach.
DEP (Compensation cancel (R0) is not specified and will cancel automatically)
a) DEP LT : Define the length of movement away from the end point to create a tangential departure
move.
b) DEP LN : Define the length of movement away from the end point to create a perpendicular
departure move.
c) DEP CT : Define the circular angle movement and the radius of the circle to create a circular
tangent departure move.
d) DEP LCT : Define the X & Y position to finish away from the contour and the radius of circle to
be the tangent arc to create a linear circular tangent departure move.
CHF
RND
APPR
DEP
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 1
Probe cycles select key (Optional)
Canned & Data cycle select key (Modal)
Cycle Call select key (Non-Modal)
Activates the last Modal Canned Cycle Definition (Not Data Definition)
Label Set select key (LBL ?)
Sets a Label around information which may be repeated. Label number
must be a unique number up to 3 digits long and the information following
this label start must be finished with LBL 0.
Label Call select key (CALL LBL ?)
Calls the required LBL ? and prompts the programmer for the amount of
required repeats.
NOTE: There is a procedure to how this works safely. If no repeats are necessary
the Call LBL ? can be input anywhere in the program. If there are repeats on the
Call LBL ? and do not follow straight after the specified label LBL 0 line then
the Call LBL ? MUST be enveloped around its own Label ?, the repeats taken
away from the repeated Call LBL ? line and then added to the 2nd Call LBL ?
with the same repeats less one. (As Follows)
LBL 1
program information in LBL 1
LBL 0
further program information
LBL 2
CALL LBL 1 (label requires repeating 10 times)
LBL 0
CALL LBL 2 REP 9 (9 times repeat because LBL 2 has been read once)
The easiest alternative is to program the CALL LBL 1 with no repeats 10
individual times one after the other or to ensure that the label is written in the
program after the program end M2.
Stop select key (Non- Modal)
Prompts the programmer for a Non-Modal miscellaneous M code
function.
TOUCH
PROBE
CYCL
DEF
CYCL
CALL
LBL
SET
LBL
CALL
STOP
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 1
Tool Definition select key (MODAL)
If the tool library is not set by parameters the program must contain
information with regard the tool length and the RADIUS. If the radius is
not necessary for the program i.e. a drill then it will be required if the graphics are
used.
Tool Call select key
Selecting this key will prompt the programmer for the required tool change
number, the spindle revolutions and the working spindle axis which would
be Z in X & Y axis programming.
Alternative Program Call select key
Selecting this key will prompt the programmer for the required program
number which exists in the program library.
Switch Table select key
Selecting this key will switch the display back and forth between the last
screen display and the current screen display.
Graphic / Text Display select key
Selecting this key, and selecting one of the prompt switches below the
screen will allow the programmer to view the Programmed Text, The
Graphics,Sections or Status.
TOOL
DEF
TOOL
CALL
PGM
CALL
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 1
(Other Program Keys)
Polar Key (P) NOTE: NON-MODAL
Selecting this key in conjunction with the other programming keys will transform the
selected axis co-ordinates into Polar or angular co-ordinates.
Incremental Key (I) NOTE: NON-MODAL
Selecting this key in conjunction with the programmed axis (X, Y or Z)keys will transform
the selected axis co-ordinates into Incremental co-ordinates.
X axis select Key
Y axis select Key
Z axis select Key
4th axis select Key
5th axis select Key (TNC426 or TNC430 only)
Clear numerical entry key
Delete Block key
Q Def. key (Parametric Expressions or Macro Programming)
Data Transfer key
Transfers the highlighted axis information into the selected program block.
P
I
X
Y
Z
IV
V
CE
DEL
Q
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 1
Data Skip key
End Of Block key
Enter Block Information key
Search Back key
Used in Editing, Test Run, Program Run & MDI.
Search Forward key
Used in Editing, Test Run, Program Run & MDI.
Search Right key
Used in Editing & MDI.
Search Left key
Used in Editing & MDI.
Search For Block Number key
Used in Editing, Test Run, Program Run & MDI. Must be used to
select the addressed block for program run.
Program Library select key
Select this key in program editing mode or program run mode to create
new programs or call existing programs. Only 1 directory exists in existing
Heidenhain controls except the TNC426 & TNC430 which has unlimited
directories. Highlighting the required program and depressing the Enter key will
transfer it to the appropriate menu (Run or Edit). Also data transfer and program
delete will be found here.
Modification select key
Selecting this key will allow the programmer or operator to change the
position display, change the data transfer parameters and also by using
special pass numbers allows the programmer to enter the main parameters table.
NO
ENT
END
ENT
GOTO
PGM
MGT
MOD
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 2
11
CHAPTER 2 CHAPTER 2 CHAPTER 2 CHAPTER 2
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 2
12
Process from Drawing to Product completion
1. Drawing
Examine drawing to determine fixturing,
machining origin, process and tooling.
.
.
.
.
2. Program preparation
Prepare a program while considering cutting
conditions as R.P.M., depth of cuts and feedrates.
T1 M6
G0 G90 G40 G17 G94
X0 Y0 S1000 M3
3. Program creation
Write the program in the control or another
editing source (P.C.) as per the program
preparation.
4. Test run
Test the mathematics of the program using the test
run facilities i.e. Graphics & program run.
(TEST RUN)
5. Machining
Set tools, set offset values and then process a trial
test workpiece.
VMC 500
6. Product completion and Inspection
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 2
13
Cutting Condition Commands
Cutting conditions should be carefully examined when preparing a program, since
these conditions greatly influence cutting efficiency and accuracy. The cutting
conditions that determine the rate of metal removal are the Cutting Speed, the
Feedrate, the Depth of Cut & the Width of Cut. These cutting conditions and
the nature of the material to be cut determine the power required to take the cut. The
cutting conditions must be adjusted to stay within the power available on the machine
tool to be used. These conditions also effect the tool life, which would need
consideration.
The following cutting conditions are required for all tooling used:
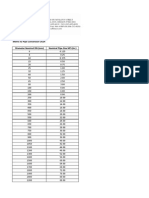
Spindle Speed R.P.M. (Revolutions per Minute)
Designated with an S command.
400 rpm S400
Formula
R.P.M. =Constant Surface Speed (C.S.S.) x 1000
x Diameter
C.S.S. can be found in all manufacturers tooling guides.
Feedrate mm/min. , inch/min. , feed/tooth, feed/rev.
Designated with an F command.
400 mm/min. F400
Formula
Feed =Number of teeth x feed/tooth (pitch) x R.P.M.
Feed/tooth can be found in all manufacturers tooling guides.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 2
Table of Miscellaneous Codes (M Functions)
a) There are two types of programming codes:
Non-Modal - The programmed action code is active only in the block in which it is
specified & is self-canceling.
Modal - The programmed action code remains active when programmed for every
line of program and until it is replaced by another action code of the same group type.
M Code FUNCTION ( * Option) START
OF SPAN
END OF
SPAN
M00 Program Stop
M01 Program Stop by switch
M02 End Of Program
M03 Spindle Clockwise
M04 Spindle Anti-Clockwise
M05 Spindle Stop
M06 Toolchange
M08 External Coolant On
M09 Coolant Off
M10 4
th
Axis Unclamp *
M11 4
th
Axis Clamp *
M13 Spindle Clockwise With External Coolant
M14 Spindle Anti-Clockwise With External Coolant
M19 Spindle Orientates To Toolchange Position
M26 Z Axis Full Retract
M23 Thro Spindle Coolant +Spindle Clockwise *
M24 Thro Spindle Coolant +Spindle Anti-Clockwise *
M28 Thro Spindle Coolant *
M30 End Of Program Return Spindle tool to Drum
M89 Modal Cycle Call
M90 Constant Contour Speed at Corners
M91 Co-ordinates are referenced to machine co-ordinates
M94 Reduce rotary axis display to a value below 360 degrees
M97 Machine small contour steps
M99 Non-modal cycle call
M103 Reduce the feedrate during plunging to factor f
M109 Constant contour feed at cutting tool edge (increase and decrease)
M110 Constant contour feed at cutting tool edge (decrease only)
M111 Reset M109/M110
M00 Program Stop:
After executing the block where the M00 is commanded, automatic operation stops
the machine including the feed, spindle and coolant. Pressing the Cycle Start button
resumes all operations.
M01 Optional Program Stop:
M01 is identical to M00 but is actioned by a switch in the screen. When this switch is
ON then the code acts as M00, but when the switch is OFF the code is ignored
and operation continues as programmed. Applications include: Checks on dimensions,
Checks on tools and to remove chips during machining.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 3
4
CHAPTER 3 CHAPTER 3 CHAPTER 3 CHAPTER 3
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 3
5
Absolute Scale
Tool motion assumes now that the spindle moves and not the table
10 30 50 70 90 -10 -30 -50 -70 -90
30
50
70
90
-10
-30
-50
-70
-90
X+ X-
Y-
Y+
10
30
50
70
90
-10
-30
-50
-70
-90
Z-
Z+
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 3
6
Absolute Programming
Y
X
40
80
120
160
90
30
50
80
X+ X-
Y-
Y+
L X40 Y90
L X80 Y30
L X120 Y80
L X160 Y50
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 3
7
Incremental (I) Scale
Tool motion assumes now that the spindle moves and not the table
10 30 50 70 90 -10 -30 -50 -70 -90
30
50
70
90
-10
-30
-50
-70
-90
X+ X-
Y-
Y+
10
30
50
70
90
-10
-30
-50
-70
-90
Z-
Z+
0
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 3
6
Incremental (I) Programming
Y
X
40 40 40 40
60
50
30
90
X+ X-
Y-
Y+
L X40 Y90
L IX40 IY-60
L IX40 IY50
L IX40 IY-30
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 4
CHAPTER 4
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 4
Cutter Compensation Application
Climb Milling (Radius Left - RL)
Conventional Milling (Radius Right - RR)
90 90
R
a
d
i
u
s
L
e
f
t
(
R
L
)
R
a
d
i
u
s
R
i
g
h
t
(
R
R
)
R
a
d
i
u
s
L
e
f
t
(
R
L
)
R
a
d
i
u
s
R
i
g
h
t
(
R
R
)
Note
All Compensated program data is created from information contained in the Radius
Offset column in the Tool tables (if used) or, the Radius Offset on a Tool Def.
program line.
Using Right Hand cutters (as above)
To leave material on the contour or pocket ADD the offset value to the value in the
Radius Offset data on the Tool Def program line or the radius column of the tool
table.
To remove material on the contour or pocket SUBTRACT the offset value to the
value in the Radius Offset data on the Tool Def program line or the radius column of
the tool table.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 4
Compensation types
Circle Tangent Line Tangent Line Normal
1
1 2 1 RL R0
RL R0 RL R0
Circle Tangent LineTangent
1
RL
R0
LineNormal
1
RL R0
RL R0
1
1
RL
R0
Circle Tangent Line Tangent
Circle Tangent Line Normal
1
RL
R0
1
RL
R0
1
RL
R0
Line Normal
1
RL
R0
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 4
Approach Line Tangent
L X-10 Y+30 R0 FMAX M3
APPR LT X+40 Y+30 LEN+15 RL F200
L X+80 Y+80
APPR LT
40.00
10.00
30.00
15.00
30.00
RL
1
2
80.00
80.00
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 4
Approach Line Normal
L X-10 Y+30 R0 FMAX M3
APPR LN X+40 Y+30 LEN+15 RL F200
L X+80 Y+80
APPR LN
40.00
10.00
30.00 30.00
1
2
80.00
80.00
15
RL
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 4
Approach Circle Tangent
L X-10 Y+30 R0 FMAX M3
APPR CT X+40 Y+30 CCA+90 R15 RL F200
L X+80 Y+80
APPR CT
40.00
10.00
30.00 30.00
1
2
80.00
80.00
15
RL
90 Deg 15R
Rapid
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 4
Approach Line Circle Tangent
L X-10 Y+30 R0 FMAX M3
APPR LCT X+40 Y+30 R15 RL F200
L X+80 Y+80
APPR LCT
40.00
10.00
30.00 30.00
1
2
80.00
80.00
15
RL
90 Deg 15R
Feed
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 4
Depart Line Tangent
L Y+30 RL F100
DEP LT LEN+15
DEP LT
2
3
15.00
80.00
30.00
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 4
Depart Line Tangent
L Y+30 RL F100
DEP LN LEN+15
DEP LN
2
3
80.00
30.00
20.00
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 4
Depart Circle Tangent
L Y+30 RL F100
DEP CT CCA+90 R+15
DEP CT
2
3
80.00
30.00
90 Deg 15R
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 4
Depart Line Circle Tangent
L Y+30 RL F100
DEP LCT X+110 Y+30 CCA+90 R15
DEP LCT
2
3
80.00
30.00
90 Deg 15R
110.00
20.00
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 5
CHAPTER 5
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 5
Program Start:
Selecting this key in the Program and Editing mode will ask the operator for
the File Name which can be a file name up to 8 characters. Use Select
Type for choice of program (.H =Heidenhain, .I =ISO).
The total number of files is 64 or 128KB (410) or 1.5GB (426).
The operator will then be prompted for the choice of either metric or imperial
programming co-ordinates.
At the program start the operator will be prompted with the Blank Form Definition
or it can be searched for using the screen additional menus keys for the Blank form
setting key.
Toolchange: (without tool table)
TOOL DEF? L? R? ; Tool information line
TOOL CALL? Z S? F? DL? DR? DR2? ; Toolcall line
L M6 ; Toolchange line
The Tool File can be activated by setting Parameter 7260.0 to the required number
of tool rows in a file.
The Tool Def program line requires no values in the LENGTH and RADIUS
sections with the use of a tool table.
Tool information (Set by the programmer as required)
TOOL DEF? - Tool offset number
L? - Tool Length information.
R? - Tool Radius (Used for compensation & graphics).
Toolchange information (Set by the programmer as required)
TOOL CALL? - Tool number - 2 Digit number (pocket)
Z? - Axis the tool is aligned with.
S? - Tool Spindle Speed.
F? - Automatic feed selection. (Using material data base)
DL? - Additional tool length offset. (Roughing purposes)
DR? - Additional tool radius offset. (Roughing purposes)
DR2? - Second additional tool radius offset. (426 3D tool compensation)
Text messages (Set by the programmer as required)
; - Program Text - 55 characters limit.
Toolchange
L - Select the L key and continuous NO ENTER until M is reached (Automatic
load).
M6 - Toolchange code.
For manual load use a tool number greater than the number of automatic tool
pockets.
PGM
MGT
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 5
Program Creation
Edit Graphics
Selecting the GRAPHICS key as above will prompt the user with the following 3
keys:
Selecting the PGM +GRAPHICS key as above will prompt the user with the
following keys:
The GRAPHIC keys are as follows:
AUTO DRAW - Allows the pencil graphics to be used.
RESET + START - Will run the graphics in Full Run Mode.
CLEAR GRAPHICS - Clears the graphic screen.
START SINGLE BLOCK - Runs the graphics block by block on pressing this key.
SHOW/OMIT BLOCK NR. - Block number details shown on graphics.
<< >> - Graphic zoom.
WINDOW DETAIL - Redraws zoom area.
START - Restarts graphics after a program stop.
Selecting the PGM +SECTS key as above will allow the programmer to TAG
certain information to a specific area of program using the INSERT SECTION key
as below.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 5
(LINE Exercise PGM 10101)
80mm Square
100mm Square
Plan
20
40
Side
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 5
(LINE Exercise PGM 10101)
0 BEGIN PGM 10101 MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-40
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L X-70 Y-70 R0 FMAX M13
7 L Z-20 FMAX
8 APPR ?
9 L Y+40
10 L X+40
11 L Y-40
12 L X-40
13 DEP ?
14 TOOL CALL 0
15 L M6
16 M30
17 END PGM 10101 MM
80mm Square
100mm Square
Plan 20
40
Side
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 5
(LINE Exercise PGM 10102)
100mm Square
Plan
Side
20
40
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 5
(LINE Exercise PGM 10102)
0 BEGIN PGM 10102 MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-40
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L X-20 Y-20 R0 FMAX M13
7 L Z-20 FMAX
8 APPR ?
9 L X+0 Y+50
10 L X+50 Y+0
11 L X-50 Y+0
12 L X-50 Y+0
13 DEP ?
14 TOOL CALL 0
15 L M6
16 M30
17 END PGM 10102 MM
100mm Square
Plan
Side
20
40
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 5
Chamfers & Blend Radii
Blend chamfers and Blend Radii can be created within a program with the aid of the CHF
& RND keys.
The CHF & RND values are Non-Modal values and are inserted into the program line after
the end point has been programmed (the known intersection programmed point)
1
2
3
80 mm
CHF =chamfer length
(1 to 2) L X0 Y80
CHF ? F?
(2 to 3) L X? Y0
1
2
3
8
0
m
m
RND =Blend radius
RND
(1 to 2) L X0 Y80
RND ? F?
(2 to 3) L X? Y0
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 5
(Chamfer Exercise PGM 10103)
100mm Square
Plan
Side
40
15
15
20
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 5
(Chamfer Exercise PGM 10103)
0 BEGIN PGM 10103 MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-40
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S1000
5 L M6
6 L X-70 Y-20 R0 FMAX M13
7 L Z-20 FMAX
8 APPR ?
9 L X+0 Y+50
10 CHF 15
11 L X+50 Y+0
12 CHF 15
13 L X+0 Y-50
14 CHF 15
15 L X-50 Y+0
16 DEP ?
17 TOOL CALL 0
18 L M6
19 STOP M30
20 END PGM 10103 MM
100mm Square
Plan
Side
40
15
15
20
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 5
(Corner Rounding Exercise PGM 10104)
100mm Square
Plan
Side
40
20
15 R
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 5
(Corner Rounding Exercise PGM 10104)
0 BEGIN PGM 10104 MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-40
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L X-70 Y-20 R0 FMAX M3
7 L Z-20 FMAX
8 APPR ?
9 L X+0 Y+50
10 RND R15
11 L X+50 Y+0
12 RND R15
13 L X+0 Y-50
14 RND R15
15 L X-50 Y+0
16 DEP ?
17 TOOL CALL 0
18 L M6
19 STOP M30
20 END PGM 10104 MM
100mm Square
Plan
Side
40
20
15 R
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
CHAPTER 6
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
(Circle Boss Exercise PGM 10105)
100mm Square
Plan
40
Side
20
35 R
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
(Circle Boss Exercise PGM 10105)
0 BEGIN PGM 10105 MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-40
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L X+70 Y+0 R0 FMAX M3
7 L Z-20 FMAX
8 APPR ?
9 CC X+0 Y+0
10 C X+35 Y+0 DR-
11 DEP ?
12 TOOL CALL 0
13 L M6
14 STOP M30
15 END PGM 10105 MM
100mm Square
Plan
40
Side
20
35 R
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
(Circle Centre Arc (CC) Exercise PGM 10106)
100mmSquare
Plan
20
50
80
50
23.542
23.542
20
40
Side
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
(Circle Centre Arc (CC) Exercise PGM 10106)
0 BEGIN PGM 10106 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L X-20 Y+50 R0 FMAX M3
7 L Z-20 FMAX
8 APPR ? F? M8
9 L X+23.542
10 CC X+50 Y+50
11 C X+23.542 Y+80 DR+
12 L X+0
13 DEP ?
14 TOOL CALL 0
15 L M6
16 STOP M30
17 END PGM 10106 MM
100mmSquare
Plan
20
50
80
50
23.542
23.542
20
40
Side
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
(Circle Arc (RAD) Exercise PGM 10107)
100mmSquare
Plan
20
80
23.542
23.542
20
40
Side
40 R
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
(Circle Arc (RAD) Exercise PGM 10107 text)
0 BEGIN PGM 10107 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L X-20 Y+50 R0 FMAX M3
7 L Z-20 FMAX
8 APPR ?
9 L X+23.542
10 CR X+23.542 Y+80 R-40 DR+
11 L X+0
12 DEP ?
13 TOOL CALL 0
14 L M6
15 STOP M30
16 END PGM 10107 MM
100mmSquare
Plan
20
80
23.542
23.542
20
40
Side
40 R
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
(Tangential Arc Exercise PGM 10108)
100 SQR.
S
I
D
E
S
E
C
T
I
O
N
30
80
60
42.679
80
60
20 40
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
(Tangential Arc Exercise PGM 10108 text)
100 SQR.
S
I
D
E
S
E
C
T
I
O
N
30
80
60
42.679
80
60
20 40
0 BEGIN PGM 10108 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L X+60 Y-20 R0 FMAX M3
7 L Z-20 FMAX
8 APPR ? F? M8
9 L Y+60
10 CT X+60 Y+80
11 L X+40
12 CT X+30 Y+42.679
13 L Y+0
14 DEP ?
15 TOOL CALL 0
16 L M6
17 L M30
18 END PGM 10108 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
(Circular Arc Exercise PGM 10109)
100 SQR.
15
85
50
20
100 R
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
(Circular Arc Exercise PGM 10109)
100 SQR.
15
85
50
20
100 R
0 BEGIN PGM 10109 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L X-20 Y-20 R0 FMAX M3
7 L Z-20 FMAX
8 APPR?
9 L Y+50
10 CR X+85 Y+50 R+100 DR-
11 L Y+0
12 DEP?
13 TOOL CALL 0
14 L M6
15 L M30
16 END PGM 10109 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
(Circular Arc Exercise PGM 10110)
100
1
0
0
60
51.927
16.026
29.373
60.562
3
4
.
4
3
5
2
0
.
9
9
5
2
9
.
9
9
8
6
8
.
3
0
9
7
0
20 R
10 R
80 R
75 R
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 6
(Circular Arc Exercise PGM 10110 text)
0 BEGIN PGM 10110 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L X+60 Y+120 R0 FMAX M3
7 L Z-20 FMAX
8 APPR?
9 CR X+60.562 Y+29.998 R+20 DR-
10 CR X+29.373 Y+20.995 R+75 DR+
11 CR X+16.026 Y+34.435 R+10 DR-
12 CR X+51.927 Y+68.309 R+80 DR-
13 CR X+60 Y+70 R+20 DR-
14 DEP?
15 TOOL CALL 0
16 L M6
17 L M30
18 END PGM 10110 MM
100
1
0
0
60
51.927
16.026
29.373
60.562
3
4
.
4
3
5
2
0
.
9
9
5
2
9
.
9
9
8
6
8
.
3
0
9
7
0
20 R
10 R
80 R
75 R
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 7
CHAPTER 7
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 7
44
Working Planes
XY Plane (Z)
Plan View Front View Side View
XZ Plane (Y) YZ Plane (X)
0
0
0
90
-270
180
-180
270
-90
+
+
+
-
- -
DR-
DR+
90
-270
90
-270
270
-90
270
-90
180
-180
180
-180
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 7
45
Polar Co-ordinate Command
The control has the ability to position itself to an endpoint in any plane using a P
code with an L code giving only the information regarding the radius of the move
from the PCD centre point with the angle of the line as that of a right angled triangle.
All angles are relative to the current plane.
LP PR? PA? R? F? M?
Where:
LP =PCD Polar command Line Polar
PR? =Radius of the PCD action
PA? =Angle of the move
R? =Radius compensation
F? =Feedrate
It is possible to use incremental to control the angle.
If the X & Y positions in the CC line of program to the PCD centre are omitted,
then the current tool position will become the pole PCD centre.
PA
PR
Required XY position
CC X?
CC Y?
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 7
46
(Linear Polar Exercise PGM 10111)
30
40
80
90
30
27
5
6
40
20
100 SQR.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 7
47
(Linear Polar Exercise PGM 10111)
30
40
80
90
30
27
5
6
40
20
100 SQR.
0 BEGIN PGM 10111 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S500
5 L M6
6 L X-20 Y+0 R0 FMAX M3
7 L Z-20 FMAX
8 L APPR ?
9 L Y+40
10 CC
11 LP PR+30 PA+60
12 CC
13 LP PR+40 IPA-27
14 CC
15 LP PR+80 IPA-90
16 L X+5 Y+6
17 DEP ?
18 L Z100 FMAX
19 TOOL CALL 0
20 L M6
21 L M2
22 END PGM 10110 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 7
48
(Hexagon PGM 10111)
100 SQR.
R
4
0
6
0
D
e
g
.
20
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 7
49
(Hexagon PGM 10112)
100 SQR.
R
4
0
6
0
D
e
g
.
20
0 BEGIN PGM 10112 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L X-20 Y-20 R0 FMAX M3
7 L Z-20 FMAX
8 APPR ?
9 CC X+50 Y+50
10 LP PR+40 PA+180
11 LP PA+120
12 LP PA+60
13 LP PA+0
14 LP PA-60
15 LP PA-120
16 LP PA-180
17 L Y+120
18 DEP ?
19 TOOL CALL 0
20 L M6
21 L M30
22 END PGM 10111 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 7
50
Circular Polar Co-ordinate Command
The control has the ability to position itself to an endpoint in any plane using a P
code with a `C code giving only the information regarding the angle that the circle
stops at relative to zero degrees and around a specified Circle Centre position.
All angles are relative to the current plane.
CP PA? D? R? F? M?
Where:
CP =Circular Polar command
PA? =Stopping angle of the move
D? =Direction of circular move
R? =Radius compensation
F? =Feedrate
It is possible to use incremental to control the angle.
Using CP IPA? would control the angle from the starting position.
PA
Required XY position
CC X?
CC Y?
Start Point
PR
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 7
51
(Circle Boss Exercise (polar) PGM 10114)
100 SQR.
SIDE
20
35 R
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 7
52
(Circle Boss Exercise (polar) PGM 10114)
100 SQR.
SIDE
20
35 R
0 BEGIN PGM 10114 MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-40
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L X+70 Y+0 R0 FMAX M3
7 L Z-20 FMAX
8 APPR ?
9 CC X+50 Y+50
10 CP IPA+360 DR- (or CP PA+0 DR-)
11 DEP ?
12 TOOL CALL 0
13 L M6
14 L M30
14 END PGM 10114 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 7
53
(Circle Polar PGM 10115)
60
53.13
126.87
53.13
126.87
30 R
70 R
80
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 7
54
(Circle Boss Exercise (polar) PGM 10115)
60
53.13
126.87
53.13
126.87
30 R
70 R
80
0 BEGIN PGM 10115 MM
1 BLK FORM 0.1 Z X-90 Y-15 Z-40
2 BLK FORM 0.2 X+90 Y+15 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L X+0 Y-20 R0 FMAX M3
7 L Z-20 FMAX
8 APPR ?
9 CC X+0 Y-80
10 CP PA+126.87 DR+
11 CC X-60 Y+0
12 CP PA+53.13 DR-
13 CC X+0 Y+80
14 CP PA-53.13 DR+
15 CC X+60 Y+0
16 CP PA-126.87 DR-
17 CC X+0 Y-80
18 CP PA+90 DR+
19 DEP ?
20 TOOL CALL 0
21 L M6
22 L M30
23 END PGM 10115 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
CHAPTER 8
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
Drilling cycles
The TNC offers machining cycles for all types of hole
operations.
Cycle Softkey
1 - Pecking without automatic pre-positioning.
200 - Drilling with automatic pre-positioning and
2nd setup clearance.
201 - Reaming with automatic pre-positioning and
2nd setup clearance.
202 - Boring with automatic pre-positioning and
2nd setup clearance.
203 - Universal Drilling with automatic pre-positioning,
2nd setup clearance, chip breaking and decrement.
204 - Back Boring with automatic pre-positioning and
2nd setup clearance.
2 - Tapping with a floating tap holder.
17 - Rigid Tapping without a floating holder.
18 - Thread Cutting (426).
209 Tapping with chip breaking.
1
200
201
202
203
204
2
17
18
209
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
Pecking (Cycle 1)
1) The tool drills from the Current Position to the first PECKING DEPTH at the
programmed FEED RATE F.
2) When it reaches the first pecking depth, the tool retracts in rapid traverse FMAX
to the starting position and advances again to the first PECKING DEPTH minus
the advanced stop distance t.
3) The advance stop distance is automatically calculated by the control:
At a total hole depth of up to 30mm :t =0.6mm
At a total hole depth exceeding 30mm :t =hole depth / 50.
Maximum advanced stop distance =7mm.
4) The tool then advances with another infeed at the programmed FEED RATE F.
5) The TNC repeats this process (1 - 4) until the programmed TOTAL HOLE
DEPTH is reached.
6) After a DWELL TIME at the bottom of the hole, the tool is returned to the
starting position in rapid traverse FMAX for chip breaking.
NOTE: Program a positioning block for the starting point (hole center) in the
working plane with RADIUS COMPENSATION RO.
Program a positioning block for the starting point in the tool axis (SET-UP
CLEARANCE above the workpiece surface).
The sign (+or -) for the cycle parameter TOTAL HOLE DEPTH determines the
working direction.
SETUP CLEARANCE - (Incremental) Distance between tool tip (at start
position) and workpiece surface.
TOTAL HOLE DEPTH - (Incremental) Distance between workpiece surface
and bottom of the hole (tool tip).
PECKING DEPTH - (Incremental) Infeed per cut. The tool will drill to the
DEPTH in one movement if :a) the PECKING DEPTH equals the TOTAL
HOLE DEPTH. b) the PECKING DEPTH is greater than the TOTAL HOLE
DEPTH.
DWELL TIME IN SECONDS - Amount of time the tool remains at the total
hole depth for chip breaking.
FEED RATE F - Traversing speed of the tool during drilling.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
Drilling (Cycle 200)
1) The TNC positions the tool in the tool axis at rapid traverse FMAX to the SET-
UP CLEARANCE above the WORKPIECE SURFACE COORDINATE.
2) The tool drills to the first PLUNGING DEPTH at the programmed FEED
RATE F.
3) The tool is retracted to SET-UP CLEARANCE in FMAX, remains there - if
programmed - for the entered dwell time, and advances again in FMAX to 0.2mm
above the first PLUNGING DEPTH.
4) The tool then drills deeper by the PLUNGING DEPTH at the programmed
FEED RATE F.
5) The TNC repeats this process (2 - 4) until the programmed TOTAL HOLE
DEPTH is reached.
6) At the hole bottom, the tool is retracted to SET-UP CLEARANCE or - if
programmed - to the 2ND SET-UP CLEARANCE in rapid traverse FMAX.
NOTE: Program a positioning block for the starting point (hole center) in the
working plane with RADIUS COMPENSATION RO.
The sign (+or -) for the cycle parameter DEPTH determines the working direction.
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and workpiece surface.
DEPTH Q201 - (Incremental) Distance between workpiece surface and bottom
of the hole (tool tip).
FEED RATE FOR PLUNGING Q206 - Traversing speed of the tool during
drilling.
PLUNGING DEPTH Q202 - (Incremental) Infeed per cut. The tool will drill to
the DEPTH in one movement if :a) the PECKING DEPTH equals the TOTAL
HOLE DEPTH. b) the PECKING DEPTH is greater than the TOTAL HOLE
DEPTH.
DWELL TIME AT TOP Q210 - Amount of time the tool remains at the SET-
UP CLEARANCE after having been retracted from the hole for chip release.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Co-ordinate of
workpiece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Co-ordinate in the tool
axis at which no collision between tool and workpiece (clamping devices) can
occur.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
Reaming (Cycle 201)
1) The TNC positions the tool in the tool axis at rapid traverse FMAX to the SET-
UP CLEARANCE above the WORKPIECE SURFACE COORDINATE.
2) The tool reams to the entered DEPTH at the programmed FEED RATE F.
3) If programmed, the tool remains at the hole bottom for the entered dwell time.
4) The tool then retracts to SET-UP CLEARANCE at the FEED RATE F , and
from there - if programmed - to the 2ND SET-UP CLEARANCE in FMAX.
NOTE: Program a positioning block for the starting point (hole center) in the
working plane with RADIUS COMPENSATION RO.
The sign (+or -) for the cycle parameter DEPTH determines the working direction.
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and workpiece surface.
DEPTH Q201 - (Incremental) Distance between workpiece surface and bottom
of the hole (tool tip).
FEED RATE FOR PLUNGING Q206 - Traversing speed of the tool during
drilling.
DWELL TIME AT DEPTH Q211 - Amount of time the tool remains at the
DEPTH.
RETRACTION FEEDRATE Q208 - Traversing feedrate of tool when
retracting from the hole. If zero is entered the tool retracts at the reaming FEED
RATE FOR PLUNGING.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Co-ordinate of
workpiece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Co-ordinate in the tool
axis at which no collision between tool and workpiece (clamping devices) can
occur.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
Boring (Cycle 202)
1) The TNC positions the tool in the tool axis at rapid traverse FMAX to the SET-
UP CLEARANCE above the WORKPIECE SURFACE COORDINATE.
2) The tool bores to the entered DEPTH at the programmed FEED RATE F.
3) If programmed, the tool remains at the hole bottom for the entered dwell time.
4) The TNC then orientates the spindle to the zero degree position with an
orientated stop.
5) If retraction is selected, the tool retracts in the programmed direction by 0.2mm
(fixed value).
6) The tool then retracts to SET-UP CLEARANCE at the RETRACTION FEED
RATE , and from there - if programmed - to the 2ND SET-UP CLEARANCE in
FMAX.
NOTE: Program a positioning block for the starting point (hole center) in the
working plane with RADIUS COMPENSATION RO.
The sign (+or -) for the cycle parameter DEPTH determines the working direction.
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and workpiece surface.
DEPTH Q201 - (Incremental) Distance between workpiece surface and bottom
of the hole (tool tip).
FEED RATE FOR PLUNGING Q206 - Traversing speed of the tool during
drilling.
DWELL TIME AT DEPTH Q211 - Amount of time the tool remains at the
DEPTH.
RETRACTION FEEDRATE Q208 - Traversing feedrate of tool when
retracting from the hole. If zero is entered the tool retracts at the reaming FEED
RATE FOR PLUNGING.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Co-ordinate of
workpiece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Co-ordinate in the tool
axis at which no collision between tool and workpiece (clamping devices) can
occur.
DISENGAGING DIRECTION Q214 - Direction to clear bore.
0 =Do not retract the tool
1 =Retract the tool in the negative main axis direction.
2 =Retract the tool in the negative secondary axis direction.
3 =Retract the tool in the positive main axis direction.
4 =Retract the tool in the positive secondary axis direction.
NOTE: Check the position of the tool tip when you program a spindle orientation to
zero degrees. Align the tool tip so that it is parallel to a coordinate axis. Select a
DISENGAGING DIRECTION in which the tool moves away from the edge of the
hole.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
Universal Drilling (Cycle 203)
1) The TNC positions the tool in the tool axis at rapid traverse FMAX to the SET-UP
CLEARANCE above the WORKPIECE SURFACE COORDINATE.
2) The tool drills to the first PLUNGING DEPTH at the programmed FEED RATE.
3) If you have programmed chip breaking, the tool then retracts by 0.2mm. If you are
working without chip breaking, the tool retracts at the RETRACTION FEED RATE
to SET-UP CLEARANCE, remains there - if programmed - for the entered dwell
time, and advances again in FMAX to 0.2mm above the first PLUNGING DEPTH.
4) The tool then advances with another peck at the programmed FEED RATE F. If
programmed, the PLUNGING DEPTH is decreased after each peck by the
DECREMENT.
5) The TNC repeats this process (2 - 4) until the programmed TOTAL HOLE DEPTH
is reached.
6) The tool remains at the hole bottom - if programmed - for the entered DWELL
TIME to cut free, and then retracts to the SET-UP CLEARANCE at the
RETRACTION FEED RATE. If you have entered a 2ND SET-UP CLEARANCE,
the tool subsequently moves to that position in FMAX.
NOTE: Program a positioning block for the starting point (hole center) in the working
plane with RADIUS COMPENSATION RO.
The sign (+or -) for the cycle parameter DEPTH determines the working direction.
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at start
position) and work piece surface.
DEPTH Q201 - (Incremental) Distance between work piece surface and bottom of
the hole (tool tip).
FEED RATE FOR PLUNGING Q206 - Traversing speed of the tool during
drilling.
PLUNGING DEPTH Q202 - (Incremental) Peck depth. The tool will drill to the
DEPTH in one movement if :a) the PECKING DEPTH equals the TOTAL HOLE
DEPTH. b) the PECKING DEPTH is greater than the TOTAL HOLE DEPTH.
DWELL TIME AT TOP Q210 - Amount of time the tool remains at the SET-UP
CLEARANCE after having been retracted from the hole for chip release.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Coordinate of
work piece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Coordinate in the tool axis at
which no collision between tool and work piece (clamping devices) can occur.
DECREMENT Q212 (Increment) - Value by which the TNC decreases the
PLUNGING DEPTH after each peck.
NR OF BREAKS BEFORE RETRACTING Q213 - Number of chip breaks after
which the TNC is to withdraw the tool from the hole for chip release. For chip
breaking, the TNC retracts the tool each time by 0.2mm.
MINIMUM PLUNGING DEPTH Q208 (Incremental) - If a decrement was
entered, this limits the final plunging depth to this value.
DWELL TIME AT DEPTH Q211 - Amount of time the tool remains at the
DEPTH.
RETRACTION FEEDRATE Q208 - Traversing feed rate of tool when retracting
from the hole. If zero is entered the tool retracts at FMAX.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
Back Boring (Cycle 204)
1) The TNC positions the tool in the tool axis at rapid traverse FMAX to the SET-
UP CLEARANCE above the WORKPIECE SURFACE COORDINATE.
2) The TNC then orientates the spindle to the zero degree position with an
orientated spindle stop, and displaces the tool by the OFF CENTER
DISTANCE.
3) The tool is then plunged into the already bored hole at the FEED RATE FOR
PRE-POSITIONING until the tooth has reached SET-UP CLEARANCE on
the underside of the work piece.
4) The TNC then centers the tool again over the bore hole, switches on the spindle
and the coolant and moves at the FEED RATE FOR BORING to the DEPTH
of bore.
5) If a DWELL TIME is entered, the tool will pause at the top of the bore hole and
will then be retracted from the hole again. The TNC carries out another
orientated spindle stop and the tool is once again displaced by the OFF
CENTER DISTANCE.
6) The TNC moves the tool at the FEED RATE FOR PRE-POSITIONING to the
SET-UP CLEARANCE and then, if entered, to the 2
ND
SET-UP
CLEARANCE with FMAX
NOTE: Program a positioning block for the starting point (hole center) in the
working plane with RADIUS COMPENSATION RO.
The sign (+or -) for the cycle parameter DEPTH determines the working direction.
The entered tool length is the total length to the underside of the boring bar and not
just to the tooth.
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and work piece surface.
DEPTH Q249 - (Incremental) Depth of counter-bore from underside of work
piece.
MATERIAL THICKNESS Q250 - (Incremental)
OFF-CENTER DISTANCE Q251 - (Incremental) Off center shift distance.
TOOL EDGE HEIGHT Q252 - (Incremental) Tool nose thickness.
FEED RATE FOR PRE-POSITIONING Q253 - Feed for moving in and out
of bore (mm/min.).
FEED RATE FOR COUNTERBORING Q254 - Traversing speed of the tool
during counter boring (mm/min.).
DWELL TIME Q255 - Dwell time at counter bore finish depth.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Coordinate of
work piece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Coordinate in the tool axis
at which no collision between tool and work piece (clamping devices) can occur.
DISENGAGING DIRECTION Q214 - Direction to clear bore.
0 =Do not retract the tool
1 =Retract the tool in the negative main axis direction.
2 =Retract the tool in the negative secondary axis direction.
3 =Retract the tool in the positive main axis direction.
4 =Retract the tool in the positive secondary axis direction.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
Tapping (Cycle 2)
1) The thread is cut in one pass.
2) Once the tool has reached the TOTAL DEPTH, the direction of spindle rotation is
reversed and the tool is retracted to the starting position at the end of the DWELL
TIME.
3) At the starting position, the direction of spindle rotation reverses once again.
NOTE: Program a positioning block for the starting point (hole center) in the
working plane with RADIUS COMPENSATION RO.
Program a positioning block for the starting point in the tool axis (SET-UP
CLEARANCE above the work piece surface).
The sign (+or -) for the cycle parameter DEPTH determines the working direction.
A floating tap holder is required for tapping. It must compensate the tolerances
between feed rate and spindle speed during tapping process.
When in cycle, the spindle speed override is disabled.
For tapping right hand threads activate the spindle with M3, for left hand threads use
M4.
SETUP CLEARANCE - (Incremental) Distance between tool tip (at start
position) and work piece surface. Standard value =4 times the thread pitch.
TOTAL HOLE DEPTH - (Incremental) Distance between work piece surface
and bottom of the hole (tool tip).
DWELL TIME IN SECONDS - Enter a value between 0 and 0.5 seconds to
avoid wedging of the tool during retraction.
FEED RATE F - Traversing speed of the tool during tapping.
The feed rate is calculated as follows: F = S x P
Where:
F is the feed rate.
S is the spindle speed in RPM.
P is the thread pitch.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
Rigid Tapping (Cycle 17)
1) The thread is cut in one pass.
2) Once the tool has reached the TOTAL DEPTH, the direction of spindle rotation is
reversed and the tool is retracted to the starting position at the end of the DWELL
TIME.
3) At the starting position, the direction of spindle rotation reverses once again.
NOTE: Program a positioning block for the starting point (hole center) in the
working plane with RADIUS COMPENSATION RO.
Program a positioning block for the starting point in the tool axis (SET-UP
CLEARANCE above the workpiece surface).
The sign (+or -) for the cycle parameter DEPTH determines the working direction.
A floating tap holder is required for tapping. It must compensate the tolerances
between feedrate and spindle speed during tapping process.
When in cycle, the spindle speed override is disabled.
For tapping right hand threads activate the spindle with M3, for left hand threads use
M4.
The TNC calculates the feedrate from the spindle speed and the entered pitch. If the
feed override is adjusted during tapping, the feedrate will be adjusted automatically
to suit.
SETUP CLEARANCE - (Incremental) Distance between tool tip (at start
position) and workpiece surface. Standard value =4 times the thread pitch.
TOTAL HOLE DEPTH - (Incremental) Distance between workpiece surface
and bottom of the hole (tool tip).
PITCH - Thread pitch. Algebraic sign differentiates between right hand and left
hand threads.
+ = Right hand thread,
- = Left hand threads.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
Thread Cutting (Cycle 18)
Cycle 18 THREAD CUTTING is performed by means of spindle control. The tool
moves with the active spindle speed from its current position to the entered DEPTH.
As soon as it reaches the end of thread, spindle rotation is stopped. Tool approach to
the hole surface and departure from the hole bottom must be programmed
separately.
NOTE: The TNC automatically activates and deactivates spindle rotation.
Do not program M3 or M4 before the cycle call.
When in cycle, the feed rate override is disabled.
The TNC calculates the feedrate from the spindle speed and the entered pitch. If the
spindle speed override is adjusted during threading, the feedrate will be adjusted
automatically to suit.
TOTAL HOLE DEPTH - (Incremental) Distance between current tool
position and the end of the thread.
PITCH - Thread pitch. Algebraic sign differentiates between right hand and left
hand threads.
+ = Right hand thread (M3 with negative depth)
- = Left hand threads (M4 with negative depth)
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
Tapping with chip breaking (Cycle 209)
1) The TNC positions the tool in the tool axis at rapid traverse FMAX to the SET-
UP CLEARANCE above the WORKPIECE SURFACE COORDINATE. There
it carries out an orientated spindle stop.
2) The tool moves to the programmed infeed depth, reverses the direction of the
spindle rotation and retracts by a specific distance or completely for chip release,
dependant on the definition.
3) It then reverses the direction of spindle rotation again and advances to the next in
feed depth.
4) The TNC repeats this process (2 3) until the programmed thread depth is
reached.
5) The tool is then retracted to SET-UP CLEARANCE, and if programmed, to the
2ND CLEARANCE with FMAX.
6) The TNC stops the spindle turning at SET-UP CLEARANCE
NOTE: Program a positioning block for the starting point (hole center) in the
working plane with RADIUS COMPENSATION RO.
The sign (+or -) for the cycle parameter THREAD DEPTH determines the working
direction.
At the end of the cycle the spindle comes to a stop. Before the next operation, restart
the spindle with M3 (or M4).
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and work piece surface.
DEPTH Q201 - (Incremental) Distance between work piece surface and bottom
of the hole (tool tip).
THREAD PITCH Q239 Pitch of the thread (+=RH, - =LH)
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Co-ordinate of
work piece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Co-ordinate in the tool
axis at which no collision between tool and work piece (clamping devices) can
occur.
DEPTH FOR CHIP BRKNG Q257 - (Incremental) In feed per cut. The tool
will tap to the DEPTH in one movement if a) the PECKING DEPTH equals the
TOTAL HOLE DEPTH. b) the PECKING DEPTH is greater than the TOTAL
HOLE DEPTH.
DIST FOR CHIP BRKNG Q256 Retraction rate for chip breaking. The TNC
multiplies the pitch by this value to retract the tap by this new amount before the
next peck. If Q256 =0 then the TNC retracts the tool fully for chip breakage.
ANGLE OF SPINDLE Q336 (Absolute) Angle at which the TNC positions
the tool before machining the thread.
** If the program is interrupted during cycle, the TNC will display the soft key
MANUAL OPERATION. By pressing this key, retraction of the tool is
possible. Simply press the positive axis direction button of the active tool
axis.**
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
(Drilling Cycle Exercises PGM 10116)
2
0
3
5
5
0
20
50
80
100
2
0
2
0
5
0
8mm Holes
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
(Drilling Cycle PGM 10116)
2
0
3
5
5
0
20
50
80
100
2
0
2
0
5
0
8mm Holes
0 BEGIN PGM 10116 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+50 Z+20
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 CYCL DEF 1.0 PECKING
7 CYCL DEF 1.1 SET UP 5
8 CYCL DEF 1.2 PLNGNG -20
9 CYCL DEF 1.3 DWELL 0
10 CYCL DEF 1.4 F???
11 L X+20 Y+20 R0 FMAX M3
12 L Z+5 FMAX
13 CYCL CALL M8
14 L Z+25 FMAX
15 L X+80 FMAX
16 L Z+5 FMAX
17 CYCL CALL
18 L Z+25 FMAX
19 CYCL DEF 1.0 PECKING
20 CYCL DEF 1.1 SET UP 5
21 CYCL DEF 1.2 PLNGNG -40
22 CYCL DEF 1.3 DWELL 0
23 CYCL DEF 1.4 F???
24 L X+50 Y+35 FMAX
25 CYCL CALL
26 TOOL CALL 0
27 L M6
28 L M30
29 END PGM 10116 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
(Drilling Cycle Exercises PGM 10116B)
2
0
3
5
5
0
20
50
80
100
2
0
2
0
5
0
8mm Holes
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
(Drilling Cycle PGM 10116B)
2
0
3
5
5
0
20
50
80
100
2
0
2
0
5
0
8mm Holes
0 BEGIN PGM 10116B MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+50 Z+20
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 CYCL DEF 200 DRILLING
Q200 = 5 ;SET-UP CLEARANCE
Q201 = -20 ;DEPTH
Q206 = ??? ;FEED RATE FOR PLNGNG
Q202 = 5 ;PLNGNG DEPTH
Q210 = 0 ;DWELL TIME AT TOP
Q203 = 0 ;SURFACE COORDINATE
Q204 = 25 ;2ND SET-UP CLEARANCE
7 L X+20 Y+20 R0 FMAX M3
8 CYCL CALL M8
9 L X+80 FMAX
10 CYCL CALL
11 CYCL DEF 200 DRILLING
Q200 = 5 ;SET-UP CLEARANCE
Q201 = -40 ;DEPTH
Q206 = ??? ;FEED RATE FOR PLNGNG
Q202 = 5 ;PLNGNG DEPTH
Q210 = 0 ;DWELL TIME AT TOP
Q203 = 20 ;SURFACE COORDINATE
Q204 = 5 ;2ND SET-UP CLEARANCE
12 L X+50 Y+35 FMAX
13 CYCL CALL
14 TOOL CALL 0
15 L M6
16 L M30
17 END PGM 10116B MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
(Tapping Cycle PGM 10116C)
2
0
3
5
5
0
20
50
80
100
2
0
2
0
Centre hole tap 20mm deep
Other holes 10mm deep
M10 x 1.5 Tap
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
(Tapping Cycle PGM 10116C)
2
0
3
5
5
0
20
50
80
100
2
0
2
0
Centre hole tap 20mm deep
Other holes 10mm deep
M10 x 1.5 Tap
0 BEGIN PGM 10116C MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+50 Z+20
3 TOOL DEF 2
4 TOOL CALL 2 Z S100
5 L M6
6 CYCL DEF 2.0 TAPPING
7 CYCL DEF 2.1 SET UP 5
8 CYCL DEF 2.2 DEPTH -10
9 CYCL DEF 2.3 DWELL 0
10 CYCL DEF 2.4 F?
11 L X+20 Y+20 R0 FMAX M3
12 L Z+5 FMAX
13 CYCL CALL M8
14 L Z+25 FMAX
15 L X+80 FMAX
16 L Z+5 FMAX
17 CYCL CALL
18 L Z+25 FMAX
19 CYCL DEF 2.0 TAPPING
20 CYCL DEF 2.1 SET UP 5
21 CYCL DEF 2.2 DEPTH -20
22 CYCL DEF 2.3 DWELL 0
23 CYCL DEF 2.4 F?
24 L X+50 Y+35 FMAX
25 CYCL CALL
26 TOOL CALL 0
27 L M6
28 L M30
29 END PGM 10116C MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
(Rigid Tapping Cycle PGM 10116D)
2
0
3
5
5
0
20
50
80
100
2
0
2
0
Centre hole tap 20mm deep
Other holes 10mm deep
M10 x 1.5 Tap
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 8
(Rigid Tapping Cycle PGM 10116D)
2
0
3
5
5
0
20
50
80
100
2
0
2
0
Centre hole tap 20mm deep
Other holes 10mm deep
M10 x 1.5 Tap
0 BEGIN PGM 10116D MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+50 Z+20
3 TOOL DEF 2
4 TOOL CALL 2 Z S100
5 L M6
6 CYCL DEF 17.0 RIGID TAPPING
7 CYCL DEF 17.1 SET UP 5
8 CYCL DEF 17.2 PLNGNG -10
9 CYCL DEF 17.3 PITCH 1.5
10 L X+20 Y+20 R0 FMAX M3
11 L Z+5 FMAX
12 CYCL CALL M8
13 L Z+25 FMAX
14 L X+80 FMAX
15 L Z+5 FMAX
16 CYCL CALL
17 L Z+25 FMAX
18 CYCL DEF 17.0 RIGID TAPPING
19 CYCL DEF 17.1 SET UP 5
20 CYCL DEF 17.2 PLNGNG -20
21 CYCL DEF 17.3 PITCH 1.5
22 L X+50 Y+35 FMAX
23 CYCL CALL
24 TOOL CALL 0
25 L M6
26 L M30
27 END PGM 10116D MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
CHAPTER 9
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Pocket , Stud & Slot Milling cycles
The TNC offers 9 cycles for all types of Milling operations.
Cycle Softkey
4 - Pocket Milling (rectangular) Roughing without automatic pre-
positioning.
212 - Pocket Finishing (rectangular) Finishing with automatic pre-
positioning and 2nd setup clearance.
213 - Stud Finishing (rectangular) Finishing with automatic pre-
positioning and 2nd setup clearance.
5 - Circle Pocket Milling - Roughing without automatic pre-
positioning.
214 - Circular Pocket Finishing - with automatic pre-positioning &
2nd setup clearance.
215 - Circular Stud Finishing - with automatic pre-positioning &
2nd setup clearance.
3 - Slot Milling - Roughing/finishing cycle with automatic pre-
positioning & vertical downfeed.
210 - Slot with reciprocating plunge cut - Roughing/finishing cycle
with automatic pre-positioning & reciprocating plunge milling.
211 - Circular Slot - Roughing/finishing cycle with automatic pre-
positioning & reciprocating plunge milling.
4
212
213
5
214
215
3
210
211
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Linear Pocket Milling (Cycle 4)
1) The tool penetrates the workpiece at the starting position (pocket center) and
advances to the first PECKING DEPTH.
2) The cutter begins milling in the positive axis direction of the longer side (on
square pockets, always starting in the positive Y axis) and then roughs out the
pocket from the inside out.
3) This process (1 - 3) is repeated until the DEPTH is reached.
4) At the end of the cycle, the TNC retracts the tool to the starting position.
NOTE: Program a positioning block for the starting point (pocket center) in the
working plane with RADIUS COMPENSATION RO.
Program a positioning block for the starting point in the tool axis (SET-UP
CLEARANCE above the workpiece surface).
The sign (+or -) for the cycle parameter MILLING DEPTH determines the working
direction.
This cycle requires a center cutting endmill or a pilot hole drilled prior to the Pocket
milling cycle.
SETUP CLEARANCE - (Incremental) Distance between tool tip (at start
position) and workpiece surface.
MILLING DEPTH - (Incremental) Distance between workpiece surface and
bottom of the pocket.
PECKING DEPTH - (Incremental) Infeed per cut. The tool will advance to
the DEPTH in one movement if :a) the PECKING DEPTH equals the TOTAL
HOLE DEPTH. b) the PECKING DEPTH is greater than the MILLING DEPTH.
FEED RATE FOR PECKING - Pecking feedrateof the tool during penetration.
FIRST SIDE LENGTH - Pocket length parallel to the main axis of the working
plane.
SECOND SIDE LENGTH - Pocket width.
FEED RATE F - Milling feedrate.
DIRECTION OF THE MILLING PATH - DR+=Climb milling with M3,
DR- =Conventional milling with M3.
The stepover factor is parameter (7430) and is preset by the machine manufacturers.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Linear Pocket Finishing (Cycle 212)
1) The TNC automatically moves the tool in the tool axis to SET-UP
CLEARANCE, or - if programmed - to the 2ND SET-UP CLEARANCE, and
subsequently to the center of the pocket.
2) From the pocket center, the tool moves in the working plane to the starting point
for machining. The TNC takes the ALLOWANCE and the tool radius into account
for calculating the starting point. If necessary, the TNC plunge cuts into the pocket
center.
3) If the tool is at the 2ND SET-UP CLEARANCE, it moves in rapid traverse
FMAX to SET-UP CLEARANCE, and from there advances to the first PLUNGING
DEPTH at the FEED RATE FOR PLUNGING.
4) The tool then moves tangential to the contour of the finished part and, using
climb milling, machines one revolution.
5) After this, the tool departs the contour tangential and returns to the starting point
in the working plane.
6) This process (3 - 5) is repeated until the programmed DEPTH is reached.
7) At the end of the cycle, the TNC retracts the tool in rapid traverse to SET-UP
CLEARANCE, or - if programmed - to the 2ND SET-UP CLEARANCE, and
finally to the center of the pocket (end position =starting position).
NOTE: The sign (+or -) for the cycle parameter DEPTH determines the working
direction.
This cycle requires a center cutting endmill if it is being used to rough and finish (a
low plunging feedrate will be required).
Minimum size of pocket: 3 x tool radius.
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and workpiece surface.
DEPTH Q201 - (Incremental) Distance between workpiece surface and bottom
of the pocket.
FEED RATE FOR PLUNGING Q206 - Traversing speed of the tool when
moving to DEPTH.
PLUNGING DEPTH Q202 - (Incremental) Infeed per cut.
FEED RATE FOR MILLING Q207 - Pecking feedrateof the tool during
milling.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Coordinate of
workpiece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Additional retract.
CENTER IN FIRST AXIS Q216 - (Absolute) Center of the pocket in the main
axis of the working plane.
CENTER IN SECOND AXIS Q217 - (Absolute) Center of the pocket in the
secondary axis of the working plane.
FIRST SIDE LENGTH Q218 - Pocket length parallel to the main axis of the
working plane.
SECOND SIDE LENGTH Q219 - Pocket width.
CORNER RADIUS Q220 - Radius of the pocket corners. No value entered here
will use tool radius value.
ALLOWANCE IN 1ST AXIS Q221 - (Incremental) Clearance value to allow
the tool diameter to rapid traverse close to the machined wall.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Linear Stud Finishing (Cycle 213)
1) The TNC automatically moves the tool in the tool axis to SET-UP
CLEARANCE, or - if programmed - to the 2ND SET-UP CLEARANCE, and
subsequently to the center of the stud.
2) From the stud center, the tool moves in the working plane to the starting point for
machining. The starting point lies to the right of the stud by a distance approx. 3.5
times the tool radius.
3) If the tool is at the 2ND SET-UP CLEARANCE, it moves in rapid traverse
FMAX to SET-UP CLEARANCE, and from there advances to the first PLUNGING
DEPTH at the FEED RATE FOR PLUNGING.
4) The tool then moves tangential to the contour of the finished part and, using
climb milling, machines one revolution.
5) After this, the tool departs the contour tangential and returns to the starting point
in the working plane.
6) This process (3 - 5) is repeated until the programmed DEPTH is reached.
7) At the end of the cycle, the TNC retracts the tool in rapid traverse to SET-UP
CLEARANCE, or - if programmed - to the 2ND SET-UP CLEARANCE, and
finally to the center of the pocket (end position =starting position).
NOTE: The sign (+or -) for the cycle parameter DEPTH determines the working
direction.
This cycle requires a center cutting endmill if it is being used to rough and finish (a
low plunging feedrate will be required).
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and workpiece surface.
DEPTH Q201 - (Incremental) Distance between workpiece surface and bottom
of the stud.
FEED RATE FOR PLUNGING Q206 - Traversing speed of the tool when
moving to DEPTH.
PLUNGING DEPTH Q202 - (Incremental) Infeed per cut.
FEED RATE FOR MILLING Q207 - Feedrateof the tool during milling.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Coordinate of
workpiece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Additional retract.
CENTER IN FIRST AXIS Q216 - (Absolute) Center of the stud in the main
axis of the working plane.
CENTER IN SECOND AXIS Q217 - (Absolute) Center of the stud in the
secondary axis of the working plane.
FIRST SIDE LENGTH Q218 - Stud length parallel to the main axis of the
working plane.
SECOND SIDE LENGTH Q219 - Stud width.
CORNER RADIUS Q220 - Radius of the stud corners. No value entered here
will use tool radius value.
ALLOWANCE IN 1ST AXIS Q221 - (Incremental) Clearance value to allow
the tool diameter to rapid traverse close to the machined wall.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Circular Pocket Milling (Cycle 5)
1) The tool penetrates the workpiece at the starting position (pocket center) and
advances to the first PECKING DEPTH.
2) The tool subsequently follows a spiral path at the FEED RATE F .
3) This process is repeated until the DEPTH is reached.
4) At the end of the cycle, the TNC retracts the tool to the starting position.
NOTE: Program a positioning block for the starting point (pocket center) in the
working plane with RADIUS COMPENSATION RO.
Program a positioning block for the starting point in the tool axis (SET-UP
CLEARANCE above the workpiece surface).
The sign (+or -) for the cycle parameter MILLING DEPTH determines the working
direction.
This cycle requires a center cutting endmill or a pilot hole drilled prior to the Pocket
milling cycle.
SETUP CLEARANCE - (Incremental) Distance between tool tip (at start
position) and workpiece surface.
MILLING DEPTH - (Incremental) Distance between workpiece surface and
bottom of the pocket.
PECKING DEPTH - (Incremental) Infeed per cut. The tool will advance to
the DEPTH in one movement if :a) the PECKING DEPTH equals the TOTAL
HOLE DEPTH. b) the PECKING DEPTH is greater than the MILLING DEPTH.
FEED RATE FOR PECKING - Pecking feedrateof the tool during penetration.
CIRCULAR RADIUS - Radius of the required circular pocket.
FEED RATE F - Milling feedrate.
DIRECTION OF THE MILLING PATH - DR+=Climb milling with M3,
DR- =Conventional milling with M3.
The stepover factor is parameter (7430) and is preset by the machine manufacturers.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Circular Pocket Finishing (Cycle 214)
1) The TNC automatically moves the tool in the tool axis to SET-UP
CLEARANCE, or - if programmed - to the 2ND SET-UP CLEARANCE, and
subsequently to the center of the pocket.
2) From the pocket center, the tool moves in the working plane to the starting point
for machining. The TNC takes the WORKPIECE BLANK DIAMETER and the tool
radius into account for calculating the starting point. If a value of 0 is entered then
the TNC plunge cuts into the pocket center.
3) If the tool is at the 2ND SET-UP CLEARANCE, it moves in rapid traverse
FMAX to SET-UP CLEARANCE, and from there advances to the first PLUNGING
DEPTH at the FEED RATE FOR PLUNGING.
4) The tool then moves tangential to the contour of the finished part and, using
climb milling, machines one revolution.
5) After this, the tool departs the contour tangential and returns to the starting point
in the working plane.
6) This process (4 - 5) is repeated until the programmed DEPTH is reached.
7) At the end of the cycle, the TNC retracts the tool in rapid traverse to SET-UP
CLEARANCE, or - if programmed - to the 2ND SET-UP CLEARANCE, and
finally to the center of the pocket (end position =starting position).
NOTE: The sign (+or -) for the cycle parameter DEPTH determines the working
direction.
This cycle requires a center cutting endmill if it is being used to rough and finish (a
low plunging feedrate will be required).
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and workpiece surface.
DEPTH Q201 - (Incremental) Distance between workpiece surface and bottom
of the pocket.
FEED RATE FOR PLUNGING Q206 - Traversing speed of the tool when
moving to DEPTH.
PLUNGING DEPTH Q202 - (Incremental) Infeed per cut.
FEED RATE FOR MILLING Q207 - Pecking feedrateof the tool during
milling.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Coordinate of
workpiece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Additional retract.
CENTER IN FIRST AXIS Q216 - (Absolute) Center of the pocket in the main
axis of the working plane.
CENTER IN SECOND AXIS Q217 - (Absolute) Center of the pocket in the
secondary axis of the working plane.
WORKPIECE BLANK DIAMETER Q222 - Diameter of the premachined
pocket. Enter the workpiece blank diameter to be less than the diameter of the
finished part. if a value of 0 is entered then the TNC plunge cuts in the pocket
center.
FINISHED PART DIAMETER Q223 - Diameter of the finished pocket and
must be greater than the workpiece blank diameter.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Circular Stud Finishing (Cycle 215)
1) The TNC automatically moves the tool in the tool axis to SET-UP
CLEARANCE, or - if programmed - to the 2ND SET-UP CLEARANCE, and
subsequently to the center of the stud.
2) From the stud center, the tool moves in the working plane to the starting point for
machining. The starting point lies to the right of the stud by a distance approx. 3.5
times the tool radius.
3) If the tool is at the 2ND SET-UP CLEARANCE, it moves in rapid traverse
FMAX to SET-UP CLEARANCE, and from there advances to the first PLUNGING
DEPTH at the FEED RATE FOR PLUNGING.
4) The tool then moves tangential to the contour of the finished part and, using
climb milling, machines one revolution.
5) After this, the tool departs the contour tangential and returns to the starting point
in the working plane.
6) This process (4 - 5) is repeated until the programmed DEPTH is reached.
7) At the end of the cycle, the TNC retracts the tool in rapid traverse to SET-UP
CLEARANCE, or - if programmed - to the 2ND SET-UP CLEARANCE, and
finally to the center of the pocket (end position =starting position).
NOTE: The sign (+or -) for the cycle parameter DEPTH determines the working
direction.
This cycle requires a center cutting endmill if it is being used to rough and finish (a
low plunging feedrate will be required).
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and workpiece surface.
DEPTH Q201 - (Incremental) Distance between workpiece surface and bottom
of the stud.
FEED RATE FOR PLUNGING Q206 - Traversing speed of the tool when
moving to DEPTH.
PLUNGING DEPTH Q202 - (Incremental) Infeed per cut.
FEED RATE FOR MILLING Q207 - Pecking feedrateof the tool during
milling.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Coordinate of
workpiece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Additional retract.
CENTER IN FIRST AXIS Q216 - (Absolute) Center of the stud in the main
axis of the working plane.
CENTER IN SECOND AXIS Q217 - (Absolute) Center of the stud in the
secondary axis of the working plane.
WORKPIECE BLANK DIAMETER Q222 - Diameter of the premachined
stud. Enter the workpiece blank diameter to be less than the diameter of the
finished part. if a value of 0 is entered then the TNC plunge cuts in the stud
center.
FINISHED PART DIAMETER Q223 - Diameter of the finished stud and must
be greater than the workpiece blank diameter.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Slot Milling (Cycle 3)
Roughing Process
1) The TNC moves the tool inward by the milling allowance (half the difference
between the slot width and the tool diameter). From there it plunge cuts into the
workpiece and mills in the longitudinal direction of the slot.
2) After downfeed at the end of the slot, milling is performed in the opposite
direction. This process is repeated until the programmed MILLING DEPTH is
reached.
Finishing process
3) The TNC advances the tool at the slot bottom on a tangential arc to the outside
contour. The tool climb mills the contour with M3.
4) The tool is retracted in rapid traverse FMAX to SET-UP CLEARANCE.
NOTE: Program a positioning block for the starting point in the working plane - to
the center of the slot (second side length) and, within the slot, offset by the tool
radius - with RADIUS COMPENSATION RO.
Program a positioning block for the starting point in the tool axis (SET-UP
CLEARANCE above the workpiece surface).
The sign (+or -) for the cycle parameter MILLING DEPTH determines the working
direction.
This cycle requires a center cutting endmill or a pilot hole drilled prior to the Pocket
milling cycle.
The cutter diameter must not be larger than the SLOT WIDTH and not smaller than
half the SLOT WIDTH.
SETUP CLEARANCE - (Incremental) Distance between tool tip (at start
position) and workpiece surface.
MILLING DEPTH - (Incremental) Distance between workpiece surface and
bottom of the pocket.
PECKING DEPTH - (Incremental) Infeed per cut. The tool will advance to
the DEPTH in one movement if :a) the PECKING DEPTH equals the TOTAL
HOLE DEPTH. b) the PECKING DEPTH is greater than the MILLING DEPTH.
FEED RATE FOR PECKING - Pecking feedrateof the tool during penetration.
FIRST SIDE LENGTH - Pocket length parallel to the main axis of the working
plane.
SECOND SIDE LENGTH - Pocket width.
FEED RATE F - Milling feedrate.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Slot Milling with reciprocating plunge cut (Cycle 210)
Roughing Process
1) At rapid traverse, the TNC positions the tool in the tool axis to the 2ND SET-UP
CLEARANCE and subsequently to the center of the left circle. From there, the TNC
positions the tool to SET-UP CLEARANCE above the workpiece surface.
2) The tool moves at the FEEDRATE FOR MILLING to the workpiece surface.
From there, the cutter advances in the longitudinal direction of the slot - plunge
cutting obliquely into the material - until it reaches the center of the right circle.
3) The tool then moves back to the center of the left circle, again with oblique
plunge cutting. This process is repeated until the programmed MILLING DEPTH is
reached.
4) At the MILLING DEPTH, the TNC moves the tool for the purpose of facemilling
to the other end of the slot and then back to the center of the slot.
Finishing process
5) The TNC advances the tool from the slot center tangential to the contour of the
finished part. The tool subsequently climb mills the contour (with M3).
6) When the tool reaches the end of the contour, it departs the contour tangential and
returns to the center of the slot.
7) At the end of the cycle, the tool is retracted in rapid traverse to the SET-UP
CLEARANCE and - if programmed - to the 2ND SET-UP CLEARANCE.
NOTE: The sign (+or -) for the cycle parameter MILLING DEPTH determines the
working direction.
The cutter diameter must not be larger than the SLOT WIDTH and not smaller than
a third of the SLOT WIDTH.
The cutter diameter must also be at least half the slot length.
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and workpiece surface.
DEPTH Q201 - (Incremental) Distance between workpiece surface and bottom
of the stud.
FEED RATE FOR MILLING Q207 - Traversing speed of the tool when
milling.
PLUNGING DEPTH Q202 - (Incremental) Infeed per cut (pecking).
MACHINING OPERATION (0/1/2) Q215 - Define the type of operation: 0 =
Roughing and Finishing, 1 =Roughing only, 2 =Finishing only.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Coordinate of
workpiece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Additional retract.
CENTER IN FIRST AXIS Q216 - (Absolute) Center of the stud in the main
axis of the working plane.
CENTER IN SECOND AXIS Q217 - (Absolute) Center of the stud in the
secondary axis of the working plane.
FIRST SIDE LENGTH Q218 - Slot length parallel to the main axis of the
working plane.
SECOND SIDE LENGTH Q219 - Slot width. If a value is entered that equals
the tool diameter, the TNC will perform a roughing out process only.
ANGLE OF ROTATION Q224 - (Absolute ) Angle by which the entire slot is
rotated. The center of rotation lies in the center of the slot.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Circular Slot with reciprocating plunge cut (Cycle 210)
Roughing Process
1) At rapid traverse, the TNC positions the tool in the tool axis to the 2ND SET-UP
CLEARANCE and subsequently to the center of the right circle. From there, the
TNC positions the tool to SET-UP CLEARANCE above the workpiece surface.
2) The tool moves at the FEEDRATE FOR MILLING to the workpiece surface.
From there, the cutter advances in the longitudinal direction of the slot - plunge
cutting obliquely into the material - until it reaches the center of the left circle.
3) The tool then moves at a downward angle back to the starting point. This process
is repeated until the programmed MILLING DEPTH is reached.
4) At the MILLING DEPTH, the TNC moves the tool for the purpose of facemilling
to the other end of the slot.
Finishing process
5) The TNC advances the tool tangential to the contour of the finished part. The tool
subsequently climb mills the contour (with M3). The starting point being the right
hand circle.
6) When the tool reaches the end of the contour, it departs the contour tangential.
7) At the end of the cycle, the tool is retracted in rapid traverse to the SET-UP
CLEARANCE and - if programmed - to the 2ND SET-UP CLEARANCE.
NOTE: The sign (+or -) for the cycle parameter MILLING DEPTH determines the
working direction.
The cutter diameter must not be larger than the SLOT WIDTH and not smaller than
a third of the SLOT WIDTH.
The cutter diameter must also be at least half the slot length.
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and workpiece surface.
DEPTH Q201 - (Incremental) Distance between workpiece surface and bottom
of the stud.
FEED RATE FOR MILLING Q207 - Traversing speed of the tool when
milling.
PLUNGING DEPTH Q202 - (Incremental) Infeed per cut (pecking).
MACHINING OPERATION (0/1/2) Q215 - Define the type of operation: 0 =
Roughing and Finishing, 1 =Roughing only, 2 =Finishing only.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Coordinate of
workpiece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Additional retract.
CENTER IN FIRST AXIS Q216 - (Absolute) Center of the slot in the main
axis of the working plane.
CENTER IN SECOND AXIS Q217 - (Absolute) Center of the slot in the
secondary axis of the working plane.
PITCH CIRCLE DIAMETER Q244 - Diameter of the slot center PCD
SECOND SIDE LENGTH Q219 - Slot width. If a value is entered that equals
the tool diameter, the TNC will perform a roughing out process only.
STARTING ANGLE Q224 - (Absolute ) Polar angle starting point.
ANGULAR LENGTH Q248 - (Incremental) Angular length of the slot.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
(Slotting Cycle Exercise PGM 10117)
20
80
10
80
50
10
10
100 SQR.
20
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
(Slotting Cycle PGM 10117 text)
20
80
10
80
50
10
10
100 SQR.
20
0 BEGIN PGM 10117 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 CYCL DEF 3.0 SLOT MILLING
7 CYCL DEF 3.1 SET UP 2
8 CYCLE DEF 3.2 DEPTH -20
9 CYCLE DEF 3.3 PECKG -10 F80
10 CYCLE DEF 3.4 Y+80
11 CYCLE DEF 3.5 X+10
12 CYCL DEF 3.6 F500
13 L X+20 Y+0 R0 FMAX M3
14 L Z+2 FMAX
15 L Y+10 R+ FMAX
16 CYCL CALL M8
17 CYCL DEF 3.0 SLOT MILLING
18 CYCL DEF 3.1 SET UP 2
19 CYCLE DEF 3.2 DEPTH -20
20 CYCLE DEF 3.3 PECKG -10 F80
21 CYCLE DEF 3.4 X+50
22 CYCLE DEF 3.5 Y+10
23 CYCL DEF 3.6 F500
24 L X+20 Y+15 FMAX
25 L X+30 R+ FMAX M99
26 TOOL CALL 0
27 L M6
28 L M30
29 END PGM 10117 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
(Pocket Exercise PGM 10118)
CORNER RADS 7.5mm
100 SQR.
40
20
50
50
80
50 30 DIA.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
(Milling exercise PGM 10118)
CORNER RADS 7.5mm
100 SQR.
40
20
50
50
80
50 30 DIA.
0 BEGIN PGM 10118 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 CYCL DEF 4.0 POCKET MILLING
7 CYCL DEF 4.1 SET UP 5
8 CYCL DEF 4.2 DEPTH -20
9 CYCL DEF 4.3 PECKG -10 F80
10 CYCL DEF 4.4 X+80
11 CYCL DEF 4.5 Y+50
12 CYCL DEF 4.6 F500 DR+
13 L X+50 Y+50 R0 FMAX M3
14 L Z+2 FMAX
15 CYCL CALL M8
16 CYCL DEF 5.0 CIRCULAR POCKET
17 CYCL DEF 5.1 SET UP -2
18 CYCLE DEF 5.2 DEPTH -20
19 CYCLE DEF 5.3 PECKG -10 F200
20 CYCLE DEF 5.4 RADIUS +15
21 CYCLE DEF 5.5 F500 DR+
22 L Z-18 FMAX M99
23 CYCL CALL
24 TOOL CALL 0
25 L M6
26 L M30
27 END PGM 10118 MM
H
E
I
D
E
N
H
A
I
N
T
N
C
P
R
O
G
R
A
M
M
I
N
G
N
O
T
E
S
C
h
a
p
t
e
r
9
(
P
o
c
k
e
t
E
x
e
r
c
i
s
e
P
G
M
1
0
1
1
9
)
1
0
0
S
Q
R
.
8
0
S
Q
R
.
5
0
4
5
9
0
4 0 D i a .
6 0 D i a .
2
0
5
0
1
0
3
0
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
(External Stud, Circular Pocket and Circular Slot exercise PGM 10119 text)
100 SQR.
80 SQR.
50
45
90
4
0
D
i
a
.
6
0
D
i
a
.
20
50
10
30
0 BEGIN PGM 10119 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1
4 TOOL DEF 2
5 TOOL CALL 1 Z S1000
6 L M6
7 CYCL DEF 213 STUD FINISHING
Q200 = 2 ;SET-UP CLEARANCE
Q201 = 30 ;DEPTH
Q206 = 250 ;FEED RATE FOR PLNGNG
Q202 = 5 ;PLUNGING DEPTH
Q207 = 250 ;FEEDRATE FOR MILLING
Q203 = 0 ;SURFACE COORDINATE
Q204 = 20 ;2ND SET-UP CLEARANCE
Q216 = 50 ;CENTER IN 1ST AXIS
Q217 = 50 ;CENTER IN 2ND AXIS
Q218 = 80 ;FIRST SIDE LENGTH
Q219 = 80 ;SECOND SIDE LENGTH
Q220 = 0 ;CORNER RADIUS
Q221 = 10 ;ALLOWANCE IN 1ST AXIS
8 L X+50 Y+50 R0 FMAX M3
9 L Z+5 FMAX
10 CYCL CALL M8
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
11 CYCL DEF 5.0 CIRCULAR POCKET
12 CYCL DEF 5.1 SET UP 2
13 CYCLE DEF 5.2 DEPTH -30
14 CYCLE DEF 5.3 PECKG -10 F200
15 CYCLE DEF 5.4 RADIUS +20
16 CYCLE DEF 5.5 F500 DR+
17 L X+0 Y+0 Z+2 R0 FMAX M99
18 TOOL CALL 2 Z S1000
19 L M6
20 L X+0 Y+0 R0 FMAX M3
21 CYCL DEF 211 CIRCULAR SLOT
Q200 = 2 ;SET-UP CLEARANCE
Q201 = -20 ;DEPTH
Q207 = 250 ;FEEDRATE FOR MILLNG
Q202 = 5 ;PLUNGING DEPTH
Q215 = 0 ;MACHINING OPERATION
Q203 = 0 ;SURFACE COORDINATE
Q204 = 100 ;2ND SET-UP CLEARANCE
Q216 = 50 ;CENTER IN 1ST AXIS
Q217 = 50 ;CENTER IN 2ND AXIS
Q244 = 60 ;PITCH CIRCLE DIAMETR
Q219 = 10 ;SECOND SIDE LENGTH
Q245 = +45 ;STARTING ANGLE
Q248 = 90 ;ANGULAR LENGTH
22 CYCLE CALL M8
23 CYCL DEF 211 CIRCULAR SLOT
Q200 = 2 ;SET-UP CLEARANCE
Q201 = -20 ;DEPTH
Q207 = 250 ;FEEDRATE FOR MILLNG
Q202 = 5 ;PLUNGING DEPTH
Q215 = 0 ;MACHINING OPERATION
Q203 = 0 ;SURFACE COORDINATE
Q204 = 100 ;2ND SET-UP CLEARANCE
Q216 = 50 ;CENTER IN 1ST AXIS
Q217 = 50 ;CENTER IN 2ND AXIS
Q244 = 70 ;PITCH CIRCLE DIAMETR
Q219 = 8 ;SECOND SIDE LENGTH
Q245 = +225 ;STARTING ANGLE
Q248 = 90 ;ANGULAR LENGTH
24 CYCLE CALL M
25 TOOL CALL 0
26 L M6
27 L M30
28 END PGM 10119 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Area Clearance cycles SL1 & SL2
The TNC offers 2 cycles for Area Clearance operations.
Cycle Softkey
14 (SLI & SLII) - Contour Geometry (Essential)
15 (SLI) - Pilot Drilling (Optional)
6 (SLI) - Rough Out (Essential)
16 (SLI) - Contour Milling (Optional)
20 (SLII) - Contour Data (Essential)
21 (SLII) - Pilot Drilling (Optional)
22 (SLII) - Rough-Out (Essential)
23 (SLII) - Floor Finishing (Optional)
24 (SLII) - Side Finishing (Optional)
14
LBL 1 . . . N
15
6
16
20
CONTOUR
DATA
21
22
23
24
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Area Clearance cycles SL
SL Cycles allows the machining of non-uniformed contours and can include islands
and pockets.
A machined pocket can be composed of a maximum of 12 sub-contours.
The subcontours are stored as label numbers entered into Cycle 14 CONTOUR
GEOMETRY. The TNC calculates all the machining areas to be cleared from the
information stored in these labels.
The SL cycle has a memory capacity of 128 blocks of information.
Characteristics of the labels
Coordinate transformations are allowed.
The TNC ignores all feed rates and M functions.
Compensation is applied directly on the first positioning line of the label.
Characteristics of the Fixed Cycles
The actual positioning to the working plane must be done first. The TNC
automatically positions the tool to the starting position of the pocket.
The TNC takes into account any finishing values contained in the Cycle 6 ROUGH
OUT.
Contour Geometry (Cycle 14)
Note: Cycle 14 is DEF active which means that it becomes effective as soon as it
is defined in the part program.
A maximum of 12 label numbers are permissible.
All labels must be assigned after the M2 program block
LABEL NUMBERS FOR THE CONTOUR:
Enter all the label numbers for the individual subprograms that are to be superimposed
to define the contour. Confirm every label number with the ENT key. When all
numbers are entered conclude with the END key.
14
LBL 1 . . . N
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Pilot Drill (Cycle 15)
Process
Same as Cycle 1 Pecking.
Application
Cycle 15 is for PILOT DRILLING of the cutter infeed points. It accounts for the
ALLOWANCE FOR SIDE and the ALLOWANCE FOR FLOOR. The cutter infeed
points also serve as starting points for roughing.
Note: A positioning block to the machining surface is required.
SET-UP CLEARANCE - (Incremental) Distance between the tool tip and the
workpiece surface.
TOTAL HOLE DEPTH - (Incremental) Distance between the workpiece surface
and the hole bottom.
PECKING DEPTH - (Incremental) Infeed per cut. The tool will cut in one depth
if the value of the PECKING DEPTH is equal to the TOTAL HOLE DEPTH.
FEED RATE FOR PECKING - Traversing feed.
FINISHING ALLOWANCE - (Incremental)
15
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Rough-Out (Cycle 6)
Process
1) The TNC positions the tool above the first cutter infeed point in the machining
plane, taking into account any FINISHING ALLOWANCE.
2) The TNC then moves the tool to the first PECKING DEPTH at the FEED RATE
FOR PECKING.
The contour is then fully roughed out by machining the external contours of all the
labels data first, then the remaining material. The machining takes place at the
PECKING DEPTH. When an internal contour (island) is met by the tool, the tool will
rapid traverse to SET-UP CLEARANCE, rapid traverse to the next milled contour
space and infeed to the pecking depth to continue. This process continues until
MILLING DEPTH is reached.
Note: A positioning block to the machining surface is required.
A center cutting endmill is required if the PILOT DRILLING cycle is not used.
SET-UP CLEARANCE - (Incremental) Distance between the tool tip and the
workpiece surface.
MILLING HOLE DEPTH - (Incremental) Distance between the workpiece
surface and the pocket floor.
PECKING DEPTH - (Incremental) Infeed per cut. The tool will cut in one depth
if the value of the PECKING DEPTH is equal to the TOTAL HOLE DEPTH.
FEED RATE FOR PECKING - Traversing feed during penetration.
FINISHING ALLOWANCE - (Incremental)
ROUGH-OUT ANGLE - Direction of the roughing-out movement. Enter the
angle to allow the cutter to cut as long as possible.
FEED RATE - Traversing feed during milling.
6
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Contour Milling (Cycle 16)
Application
Cycle 16 CONTOUR MILLING is used as the finishing cycle for the contour pocket.
Note: A positioning block to the machining surface is required.
A center cutting endmill is required if the MILLING DEPTH is not the same
MILLING DEPTH in the ROUGH-OUT cycle (cycle 6).
SET-UP CLEARANCE - (Incremental) Distance between the tool tip and the
workpiece surface.
MILLING DEPTH - (Incremental) Distance between the workpiece surface and
the pocket floor.
PECKING DEPTH - (Incremental) Infeed per cut. The tool will cut in one depth
if the value of the PECKING DEPTH is equal to the TOTAL HOLE DEPTH.
FEED RATE FOR PECKING - Traversing feed during penetration.
CLOCKWISE ROTATION
DR+Climb milling with M3
DR- Conventional Milling with M3
FEED RATE - Traversing feed during milling.
16
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
SLII CYCLES - Contour Data (Cycle 20)
Machining data for the stored labels.
Note: Cycle 20 is DEF active which means that it becomes effective as soon as it
is defined in the part program.
The machining data entered here is applicable only for cycles 14, & 21 to 24
If Q parameters are to be used Q1 to Q19 cannot be used as program
parameters.
MILLING DEPTH - (Incremental) Distance between workpiece surface and
pocket bottom.
PATH OVERLAP FACTOR - Percentage value of cutter radius stepover whilst
milling.
FINISHING ALLOWANCE FOR SIDE - (Incremental)
FINISHING ALLOWANCE FOR FLOOR - (Incremental)
WORKPIECE SURFACE COORDINATE - (Absolute) Surface coordinates.
SET-UP CLEARANCE - (Incremental) Distance between the tool tip and the
workpiece surface.
CLEARANCE HEIGHT - (Absolute) Height at which the tool cannot collide
with the workpiece. when traversing to another position.
INSIDE CORNER RADIUS - Arcing ON radius.
DIRECTION OF ROTATION
-1 = Conventional Milling
+1 = Climb Milling
Pilot Drill (Cycle 21)
Process
Same as Cycle 1 Pecking.
Application
Cycle 15 is for PILOT DRILLING of the cutter infeed points. It accounts for the
ALLOWANCE FOR SIDE and the ALLOWANCE FOR FLOOR. The cutter infeed
points also serve as starting points for roughing.
PECKING DEPTH - (Incremental) Infeed per cut. The tool will cut in one depth
if the value of the PECKING DEPTH is equal to the TOTAL HOLE DEPTH.
FEED RATE FOR PECKING - Traversing feed.
ROUGH-OUT TOOL NUMBER - Roughing out tool number
20
CONTOUR
DATA
21
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Rough-Out (Cycle 22)
Process
1) The TNC positions the tool above the first cutter infeed point in the machining
plane, taking into account any FINISHING ALLOWANCE.
2) The TNC then moves the tool to the first PECKING DEPTH at the FEED RATE
FOR PECKING.
The contour is then fully roughed out by machining the external contours of all the
labels data first, then the remaining material. The machining takes place at the
PECKING DEPTH. When an internal contour (island) is met by the tool, the tool will
machine around the island contour. This process continues until MILLING DEPTH is
reached.
Note:
A center cutting endmill is required if the PILOT DRILLING cycle is not used.
PECKING DEPTH - (Incremental) Infeed per cut. The tool will cut in one depth
if the value of the PECKING DEPTH is equal to the TOTAL HOLE DEPTH.
FEED RATE FOR PECKING - Traversing feed during penetration.
FEED RATE FOR MILLING - Traversing feed during milling.
COURSE ROUGHING TOOL NUMBER - The number of the tool with which
the TNC has already course roughed the contour. If the contour has not been
coursed roughed, enter zero. If you enter a value other than zero, the TNC will only
rough out the portion that could not be machined with the course roughing tool. If
the portion that is to be fine-roughed cannot be approached from the side, the TNC
will mill in a reciprocating plunge cuts. F or this purpose, you must enter the tooth
length LCUTS and the maximum plunge angle of the tool in the tool table
TOOL.T.. The TNC will otherwise generate a message.
RECIPROCATING FEED RATE - Traversing feed of the tool whilst plunge-
cutting.
22
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Floor Finishing (Cycle 23)
Note: The TNC automatically calculates the starting point for finishing.
FEED RATE FOR PECKING - Traversing feed during penetration.
FEED RATE FOR MILLING - Traversing feed during milling.
Side Finishing (Cycle 24)
The subcontours are approached and departed on a tangential arc. Each subcontoured
is finished separately.
Note: The sum of the ALLOWANCE FOR SIDE and the radius of the finish
milling cutter must be smaller than the sum of ALLOWANCE FOR SIDE and
the radius of the roughing milling cutter.
The TNC automatically calculates the starting points.
DIRECTION OF ROTATION
-1 = Conventional Milling
+1 = Climb Milling
PECKING DEPTH - (Incremental)
FEED RATE FOR PECKING - Traversing feed during penetration.
FEED RATE FOR MILLING - Traversing feed during milling.
FINISHING ALLOWANCE - (Incremental) Enter the allowed material for
several finishing passes or zero for one finish pass to completion.
23
24
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
(Island Clearance Exercise PGM 10120)
100 SQR.
16
1
6
35
16
5
0
16
65
25 R (x2)
Pocket = 20mm Deep
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
(Island Clearance Exercise PGM 10120)
0 BEGIN PGM 10120 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1
4 TOOL DEF 2
5 TOOL DEF 3
6 CYCL DEF 14.0 CONTOUR GEOM.
7 CYCL DEF 14.1 CONTOUR LABEL 1/2/3/4/ / /
8 TOOL CALL 1 Z S500
9 L M6
10 CYCL DEF 15.0 PILOT DRILL
11 CYCL DEF 15.1 SET UP -2 DEPTH -20
12 CYCL DEF 15.2 PECKG -10 F50 ALLOW +1
13 L X+0 Y+0 R0 FMAX M13
14 L Z+2 FMAX M99
15 TOOL CALL 2 Z S1000
16 L M6
17 CYCL DEF 6.0 ROUGH OUT
18 CYCL DEF 6.1 SET UP -2 DEPTH -20
19 CYCL DEF 6.2 PECKG -10 F50 ALLOW +1
20 CYCL DEF 6.3 ANGLE +45 F200
21 L X+0 Y+0 R0 FMAX M13
22 L Z+2 FMAX
23 CYCL CALL M
24 TOOL CALL 3 Z S1000
25 L M6
26 CYCL DEF 16.0 CONTOUR MILLG
27 CYCL DEF 16.1 SET UP -2 DEPTH -20
28 CYCL DEF 16.2 PECKG -20 F50 DR+ F200
29 L X+0 Y+0 R0 FMAX M3
30 L Z+2 FMAX
31 CYCL CALL M
32 TOOL CALL 0
33 L M6
34 L M30
35 LBL 1
36 L X+35 Y+25 RL F M
37 CC X+35 Y+50
38 C X+35 Y+25 DR+
39 LBL 0
40 LBL 2
41 L X+65 Y+25 RL
42 CC X+65 Y+50
43 C X+65 Y+25 DR+
44 LBL 0
45 LBL 3
46 L X+35 Y+42 RL
47 L X+27
48 L Y+58
49 L X+43
50 L Y+42
51 L X+35
52 LBL 0
53 LBL 4
54 L X+65 Y+42 RL
55 L X+57
56 L X+65 Y+58
57 L X+73 Y+42
58 L X+65
59 LBL 0
60 END PGM 10120 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Enhanced SLII cycles
The TNC offers 2 cycles for ease of face milling & milling
contours.
Cycle Softkey
25 - Contour Train
27 - Cylinder Surface (4th axis option)
230 - Multi-pass Milling
25
27
230
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Enhanced Milling cycles
Contour Train (Cycle 25)
In conjunction with Cycle 14 CONTOUR GEOMETRY, this cycle eases the
programming of open contours.
Note:
The TNC only takes into account the first label number programmed in the
CONTOUR GEOMETRY cycle.
MILLING DEPTH - (Incremental) Distance between the workpiece surface and
the contour floor.
FINISHING ALLOWANCE FOR SIDE - (Incremental)
WORKPIECE SURFACE COORDINATE - (Absolute)
CLEARANCE HEIGHT - (Absolute) Additional retraction after machining.
PECKING DEPTH - (Incremental) Infeed per cut. The tool will cut in one depth
if the value of the PECKING DEPTH is equal to the TOTAL HOLE DEPTH.
FEED RATE FOR PECKING - Traversing feed during penetration.
FEED RATE FOR MILLING - Traversing feed during milling.
CLIMB OR UP CUT:
Climb Milling =+1
Conventional milling =-1
bi-directional during several infeeds =0
25
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Cylinder Surface (Cycle 27) - 4th axis
This cycle enables you to program a contour in two dimensions and then roll it onto a
cylindrical surface for 3d machining.
In conjunction with Cycle 14 CONTOUR GEOMETRY, this cycle eases the
programming of cylindrical contours.
The subprogram (label) contains coordinates in a rotary axis and in its parallel axis.
The rotary axis C for example is parallel to the Z axis. The path functions L, CHF, CR
and RND are available for programming.
The dimensions in the rotary axis can be entered as either degrees or in linear
measurements MM / INCH selected in the cycle definition.
Note:
The TNC only takes into account the first label number programmed in the
CONTOUR GEOMETRY cycle.
The initial positioning to the work piece surface must first be established.
MILLING DEPTH - (Incremental) Distance between the workpiece surface and
the contour floor.
FINISHING ALLOWANCE FOR SIDE - (Incremental)
SET-UP CLEARANCE - (Incremental) Distance between the tool tip and the
cylinder surface.
PECKING DEPTH - (Incremental) Infeed per cut. The tool will cut in one depth
if the value of the PECKING DEPTH is equal to the TOTAL HOLE DEPTH.
FEED RATE FOR PECKING - Traversing feed during penetration.
FEED RATE FOR MILLING - Traversing feed during milling.
RADIUS - Radius of the cylinder.
DIMENSION TYPE
Degrees =0
Linear Measurements =1
27
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
Multi-pass Milling (Cycle 230)
1) From the current position, the TNC positions the tool in rapid traverse in the
working plane to the starting position. During this movement, the TNC also offsets
the tool by its radius to the left and upwards.
2) The tool then moves in FMAX in the tool axis to SET-UP CLEARANCE. From
there it approaches the programmed starting position in the tool axis at the FEED
RATE FOR PLUNGING.
3) The tool then advances along the machining surface. The end point is calculated
taking into account the starting point, the programmed length and the tool radius.
4) The TNC offsets the tool to the next starting point for the next pass at the
STEPOVER FEED RATE. The offset is calculated from the programmed width and
the number of cuts.
5) Multipass Milling is repeated until the programmed surface has been completed.
6) At the end of the cycle, the tool is retracted in FMAX to SET-UP CLEARANCE.
STARTING POINT IN THE 1ST AXIS - (Absolute) MINIMUM point
coordinate of the surface to be machined as the main axis.
STARTING POINT IN THE 2ND AXIS - (Absolute) MINIMUM point
coordinate of the surface to be machined as the secondary axis
STARTING POINT IN THE 3RD AXIS - (Absolute) HEIGHT in the spindle
axis to be the finished value when machining has been completed.
FIRST SIDE LENGTH - (Incremental) Length of the surface to be machined in
the main axis, referenced to the STARTING POINT IN THE 1ST AXIS.
SECOND SIDE LENGTH - (Incremental) Length of the surface to be machined
in the secondary axis, referenced to the STARTING POINT IN THE 2ND AXIS.
NUMBER OF CUTS - Number of passes to be made over the width.
PECKING DEPTH - (Incremental) Infeed per cut. The tool will cut in one depth
if the value of the PECKING DEPTH is equal to the TOTAL HOLE DEPTH.
FEED RATE FOR PLUNGING - Traversing feed from SET-UP to the milling
depth.
FEED RATE FOR MILLING - Traversing feed during milling.
STEP OVER FEED RATE - Traversing feed of the tool when moving from one
pass to the next.
SET-UP CLEARANCE - (Incremental) Distance between the tool tip and the
milling depth for positioning at the beginning and end of the cycle.
230
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
(Contour Train Exercise PGM 10121)
15
20
75
95
7.5 RAD
5
50
100
0 BEGIN PGM 10121 MM
1 BLK FORM 0.1 Z X0 Y0 Z-40
2 BLK FORM 0.2 X100 Y100 Z0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 L Z250 R0 FMAX
7 CYCL DEF 14.0 CONTOUR GEOMETRY
8 CYCL DEF 14.1 CONTOUR LABEL 1
9 CYCL DEF 25.0 CONTOUR TRAIN
Q1 =-20 ; MILLING DEPTH
Q3 =0 ; ALLOWANCE FOR SIDE
Q5 =0 ; SURFACE COORDINATE
Q7 =250; CLEARANCE HEIGHT
Q10 =5 ; PECKING DEPTH
Q11 =100 ; FEED RATE FOR PECKING
Q12 =200 ; FEED RATE FOR MILLING
Q15 =1 ; CLIMB OR UP-CUT
10 CYCL CALL M3
11 L Z250 R0 FMAX M30
12 LBL 1
13 L X0 Y15 RL
14 L X5 Y20
15 CT X5 Y75
16 L Y95
17 RND R7.5
18 L X50
19 L X100 Y80
20 LBL 0
21 END PGM 10121 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
(Cylinder Surface Exercise PGM 10122)
20
60
50
30
7.5 R
157
X
A
0 BEGIN PGM 10122 MM
1 TOOL DEF 1
2 TOOL CALL 1 X S2000
3 L M6
4 L X250 R0 FMAX
5 CYCL DEF 14.0 CONTOUR GEOMETRY
6 CYCL DEF 14.1 CONTOUR LABEL 1
7 CYCL DEF 27.0 CYLINDER SURFACE
Q1 =-7 ;MILLING DEPTH
Q3 =0 ;ALLOWANCE FOR SIDE
Q6 =2 ;SET-UP CLEARANCE
Q10 =4 ;PECKING DEPTH
Q11 =100 ;FEED RATE FOR PECKING
Q12 =250 ;FEED RATE FOR MILLING
Q16 =25 ;RADIUS
Q17 =1 DIMENSION TYPE (ANG/LIN)
8 L A0 R0 FMAX M3
9 CYCL CALL
10 L Z250 R0 FMAX M30
11 LBL 1
12 L A40 X20 RL
13 L A50
14 RND R7.5
15 L X60
16 RND R7.5
17 L IA-20
18 RND R7.5
19 L X20
20 RND R7.5
21 L A40
22 LBL 0
23 END PGM 10122 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 9
(Multipass Milling Exercise PGM 10123)
Y Y
Z X
100
100
35
0 BEGIN PGM 10123 MM
1 BLK FORM 0.1 Z X0 Y0 Z0
2 BLK FORM 0.2 X100 Y100 Z40
3 TOOL DEF 1
4 TOOL CALL 1 Z S2000
5 L M6
6 L Z250 R0 FMAX
7 CYCL DEF 230 MULTIPASS MILLING
Q225 =0 ;STARTING POINT 1ST AXIS
Q226 =0 ;STARTING POINT 2ND AXIS
Q227 =35 ;STARTING POINT 3RD AXIS
Q218 =100 ;FIRST SIDE LENGTH
Q219 =100 ;SECOND SIDE LENGTH
Q240 =25 ;NUMBER OF CUTS
Q206 =250 ;FEED RATE FOR PLNGNG
Q207 =400 ;STEPOVER FEED RATE
Q202 =2 ;SET-UP CLEARANCE
8 L X-25 Y0 R0 FMAX M3
9 CYCL CALL
10 L Z250 R0 FMAX M30
11 END PGM 10123 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
CHAPTER 10
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
Pattern cycles
The TNC offers 2 cycles for machining hole patterns.
Cycle Softkey
220 - Circular Pattern.
221 - Linear Pattern.
You can combine Cycle 220 and Cycle 221 with the following fixed cycles:
Cycle 1 Pecking
Cycle 2 Tapping
Cycle 3 Slot Milling
Cycle 4 Pocket Milling
Cycle 5 Circular Pocket Milling
Cycle 17 Rigid Tapping
Cycle 200 Drilling
Cycle 201 Reaming
Cycle 202 Boring
Cycle 203 Universal Drilling
Cycle 209 Chip breaking tapping
Cycle 212 Pocket Finishing
Cycle 213 Stud Finishing
Cycle 214 Circular Pocket Finishing
Cycle 215 Circular Stud Finishing
220
221
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
Circular Pattern (Cycle 220)
1) At rapid traverse, the TNC positions the tool from its current position to the
starting point for the first machining operation.
The tool is positioned in the following sequence:
a) Move to 2ND SET-UP CLEARANCE
b) Approach starting point in the working plane.
c) Move to SET-UP CLEARANCE above the workpiece surface.
2) From this position the TNC executes the last defined fixed cycle.
3) The tool then approaches the starting point for the next machining operation on a
straight line at SET-UP CLEARANCE (or 2ND SET-UP CLEARANCE).
4) The process (1 - 3) is repeated until all maching operations have been executed.
NOTE: Cycle 220 is DEF active, which means that it automatically calls the last
defined fixed cycle.
If Cycle220 is combined with one of the fixed cycles 200 - 215, the SET-UP
CLEARANCE, workpiece surface and 2ND SET-UP CLEARANCE that you
defined in Cycle 220 will be effective for the selected fixed cycle.
CENTRE IN 1ST AXIS Q216 (Absolute) - Centre of the Pitch Circle in the
main axis of the working plane.
CENTRE IN 2ND AXIS Q217 - (Absolute) Centre of the Pitch Circle in the
secondary axis of the working plane.
PITCH CIRCLE DIAMETER Q244 - Diameter of the PCD.
STARTING ANGLE Q245 - (Absolute Polar) Angle between the main axis of
the working plane and the starting point for the first machining operation on the
PCD.
STOPPING ANGLE Q246 (Absolute Polar) - Angle between the main axis of
the working plane and the starting point for the last machining operation on the
PCD. Do not enter the same value for the STOPPING ANGLE and STARTING
ANGLE. If you enter the STOPPING ANGLE greater than the STARTING
ANGLE machining will be carried out counterclockwise, otherwise machining
will be clockwise.
STEPPING ANGLE Q247 - (Incremental) Angle between two machining
operations on a PCD. If a zero value is entered, the TNC will calculate the
STEPPING ANGLE from the STARTING and STOPPING ANGLES. If a value
other than zero is entered, the TNC will not take into account the STOPPING
ANGLE. The sign for the STEPPING ANGLE determines the working direction
(- =clockwise).
NUMBER OF REPETITIONS Q241 - Number of machining operations on a
PCD.
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and workpiece surface.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Coordinate of
workpiece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Additional retraction.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
Linear Pattern (Cycle 221)
1) At rapid traverse, the TNC positions the tool from its current position to the
starting point for the first machining operation.
The tool is positioned in the following sequence:
a) Move to 2ND SET-UP CLEARANCE
b) Approach starting point in the working plane.
c) Move to SET-UP CLEARANCE above the workpiece surface.
2) From this position the TNC executes the last defined fixed cycle.
3) The tool then approaches the starting point for the next machining operation on a
straight line at SET-UP CLEARANCE (or 2ND SET-UP CLEARANCE).
4) The process (1 - 3) is repeated until all maching operations have been executed.
The tool is located above the last point on the first line.
5) The tool subsequently moves to the last point on the second line where it carries
out the machining operation.
6) From this position the tool approaches the starting point for the next machining
operation in the negative main axis direction.
7) This process (5 - 6) is repeated until all machining operations in the second line
have been completed.
8) The tool then moves to the starting point of the next line.
9) All subsequent lines are processed in a reciprocating movement.
NOTE: Cycle 220 is DEF active, which means that it automatically calls the last
defined fixed cycle.
If Cycle220 is combined with one of the fixed cycles 200 - 215, the SET-UP
CLEARANCE, workpiece surface and 2ND SET-UP CLEARANCE that you
defined in Cycle 220 will be effective for the selected fixed cycle.
STARTING POINT 1ST AXIS Q225 (Absolute) - Starting point coordinate in
the main axis of the working plane.
STARTING POINT 2ND AXIS Q226 - (Absolute) Starting point coordinate in
the secondary axis of the working plane.
SPACING IN 1ST AXIS Q237 - (Incremental) Pitch per column.
SPACING IN 2ND AXIS Q238 - (Incremental) Pitch per row.
NUMBER OF COLUMNS Q242 - Number of columns to be machined.
NUMBER OF LINES Q243 - Number of rows to be machined.
ANGLE OF ROTATION Q224 - (Absolute) Angle by which the entire pattern
is rotated. The centre of rotation lies at the pattern starting point.
SETUP CLEARANCE Q200 - (Incremental) Distance between tool tip (at
start position) and workpiece surface.
WORKPIECE SURFACE COORDINATE Q203 - (Absolute) Coordinate of
workpiece surface.
2ND SET-UP CLEARANCE Q204 - (Incremental) Additional retraction.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
(Circular Pattern PGM 10124)
120
20
4
5
.
0
0
36
30
85
35
M6
70
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
(Circular Pattern PGM 10124)
120
20
4
5
.0
0
36
30
85
35
M6
70
0 BEGIN PGM 10124 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+120 Y+70 Z+0
3 TOOL DEF 1
4 TOOL DEF 2
5 TOOL DEF 3
6 TOOL CALL 1 Z S500
7 L M6
8 L M13
9 CYCL DEF 1.0 PECKING
10 CYCL DEF 1.1 SET UP 2
11 CYCL DEF 1.2 DEPTH -2
12 CYCL DEF 1.3 PECKG -2
13 CYCL DEF 1.4 DWELL 0
14 CYCL DEF 1.5 F200
15 CYCL DEF 220 POLAR PATTERN
Q216 = 30 ;CENTRE IN 1ST AXIS
Q217 = 35 ;CENTER IN 2ND AXIS
Q244 = 36 ;PITCH CIRCLE DIAMETR
Q245 = 0 ;STARTING ANGLE
Q246 = 360 ;STOPPING ANGLE
Q247 = 0 ;STEPPING ANGLE
Q241 = 8 ;NR OF REPETITIONS
Q200 = 2 ;SET-UP CLEARANCE
Q203 = 0 ;SURFACE COORDINATE
Q204 = 100 ;2ND SET-UP CLEARANCE
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
16 CYCL DEF 220 POLAR PATTERN
Q216 = 85 ;CENTRE IN 1ST AXIS
Q217 = 35 ;CENTER IN 2ND AXIS
Q244 = 36 ;PITCH CIRCLE DIAMETR
Q245 = 0 ;STARTING ANGLE
Q246 = 360 ;STOPPING ANGLE
Q247 = 0 ;STEPPING ANGLE
Q241 = 8 ;NR OF REPETITIONS
Q200 = 2 ;SET-UP CLEARANCE
Q203 = 0 ;SURFACE COORDINATE
Q204 = 100 ;2ND SET-UP CLEARANCE
17 TOOL CALL 2 Z S1000
18 L M6
19 L M13
20 CYCL DEF 1.0 PECKING
21 CYCL DEF 1.1 SET UP 2
22 CYCL DEF 1.2 DEPTH -20
23 CYCL DEF 1.3 PECKG 10
24 CYCL DEF 1.4 DWELL 0
25 CYCL DEF 1.5 F200
26 CYCL DEF 220 POLAR PATTERN
Q216 = 30 ;CENTRE IN 1ST AXIS
Q217 = 35 ;CENTER IN 2ND AXIS
Q244 = 36 ;PITCH CIRCLE DIAMETR
Q245 = 0 ;STARTING ANGLE
Q246 = 360 ;STOPPING ANGLE
Q247 = 0 ;STEPPING ANGLE
Q241 = 8 ;NR OF REPETITIONS
Q200 = 2 ;SET-UP CLEARANCE
Q203 = 0 ;SURFACE COORDINATE
Q204 = 100 ;2ND SET-UP CLEARANCE
27 CYCL DEF 220 POLAR PATTERN
Q216 = 85 ;CENTRE IN 1ST AXIS
Q217 = 35 ;CENTER IN 2ND AXIS
Q244 = 36 ;PITCH CIRCLE DIAMETR
Q245 = 0 ;STARTING ANGLE
Q246 = 360 ;STOPPING ANGLE
Q247 = 0 ;STEPPING ANGLE
Q241 = 8 ;NR OF REPETITIONS
Q200 = 2 ;SET-UP CLEARANCE
Q203 = 0 ;SURFACE COORDINATE
Q204 = 100 ;2ND SET-UP CLEARANCE
28 TOOL CALL 3 Z S500
29 L M6
30 L M13
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
33 CYCL DEF 2.0 TAPPING
34 CYCL DEF 2.1 SET UP 2
35 CYCL DEF 2.2 DEPTH -20
36 CYCL DEF 2.3 DWELL 0
37 CYCL DEF 2.4 F475
32 CYCL DEF 220 POLAR PATTERN
Q216 = 30 ;CENTRE IN 1ST AXIS
Q217 = 35 ;CENTER IN 2ND AXIS
Q244 = 36 ;PITCH CIRCLE DIAMETR
Q245 = 0 ;STARTING ANGLE
Q246 = 360 ;STOPPING ANGLE
Q247 = 0 ;STEPPING ANGLE
Q241 = 8 ;NR OF REPETITIONS
Q200 = 2 ;SET-UP CLEARANCE
Q203 = 0 ;SURFACE COORDINATE
Q204 = 100 ;2ND SET-UP CLEARANCE
33 CYCL DEF 220 POLAR PATTERN
Q216 = 85 ;CENTRE IN 1ST AXIS
Q217 = 35 ;CENTER IN 2ND AXIS
Q244 = 36 ;PITCH CIRCLE DIAMETR
Q245 = 0 ;STARTING ANGLE
Q246 = 360 ;STOPPING ANGLE
Q247 = 0 ;STEPPING ANGLE
Q241 = 8 ;NR OF REPETITIONS
Q200 = 2 ;SET-UP CLEARANCE
Q203 = 0 ;SURFACE COORDINATE
Q204 = 100 ;2ND SET-UP CLEARANCE
34 TOOL CALL 0
35 L M6
36 L M30
37 END PGM 10124 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
(Grid Pattern Exercise PGM 10125)
10mm Pitch
1
0
m
m
P
i
t
c
h
100 SQR.
15
10
20
6mm Holes
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
(Linear Pattern Exercise PGM 10125)
10mmPitch
1
0
m
m
P
i
t
c
h
100 SQR.
15
10
20
6mm Holes
0 BEGIN PGM 10125 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S500
5 L M6
6 L X+15 Y+10 R0 FMAX M13
7 CYCL DEF 1.0 PECKING
8 CYCL DEF 1.1 SET UP 2
9 CYCL DEF 1.2 DEPTH -20
10 CYCL DEF 1.3 PECKG -20
11 CYCL DEF 1.4 DWELL 0
12 CYCL DEF 1.5 F200
13 CYCL DEF 221 CARTESIAN PATTERN
Q225 = 15 ;STARTNG PNT 1ST AXIS
Q226 = 10 ;STARTNG PNT 2ND AXIS
Q237 = 10 ;SPACING IN 1ST AXIS
Q238 = 10 ;SPACING IN 2ND AXIS
Q242 = 8 ;NUMBER OF COLUMNS
Q243 = 9 ;NUMBER OF LINES
Q224 = 0 ;ANGLE OF ROTATION
Q200 = 2 ;SET-UP CLEARANCE
Q203 = 0 ;SURFACE COORDINATE
Q204 = 100 ;2ND SET-UP CLEARANCE
14 TOOL CALL 0
15 L M6
16 L M30
17 END PGM 10125 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
Coordinate Transformations cycles
Once a contour has been programmed, you can position it on
the workpiece at various locations and in different sizes
through the use of coordinate transformations. The TNC
provides the following coordinate transformation cycles:
Cycle Softkey
7 - Datum Shift - For shifting contours directly within the program
or from a Datum table.
8 - Mirror Image - For mirroring contours.
10 - Rotation - For rotating contours in the working plane.
11 - Scaling - For increasing or reducing the size of contours.
26 - Axis specific Scaling (TNC426 only) - For increasing or
reducing specific axis on contours.
Effect of Coordinate Transformations:
A coordinate transformation becomes effective as soon as it is defined. It remains in
effect until it is redefined or cancelled.
Coordinate Transformation Cancellation
Coordinate transformations are cancelled by
a) redefining the default state i.e. Scaling =1.0
b) Execute a miscellaneous function M2, M30 or an End Of Program Block.
c) Select a new program.
7
8
10
11
26
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
(Mirror Image Exercise PGM 10126)
60
50
40
30
20
20
40
60
Holes 10mm x 20mm deep
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
(Mirror Image Exercise PGM 10126)
60
50
40
30
20
20
40
60
Holes 10mm x 20mm deep
0 BEGIN PGM 10126 MM
1 BLK FORM 0.1 Z X-65 Y-65 Z-20
2 BLK FORM 0.2 X+65 Y+65 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 CYCL DEF 200 DRILLING
Q200 = 5 ;SET-UP CLEARANCE
Q201 = -20 ;DEPTH
Q206 = ??? ;FEED RATE FOR PLNGNG
Q202 = 5 ;PLNGNG DEPTH
Q210 = 0 ;DWELL TIME AT TOP
Q203 = 0 ;SURFACE COORDINATE
Q204 = 5 ;2ND SET-UP CLEARANCE
7 L X-20 Y+20 R0 FMAX M13
8 L Z+5 FMAX M89
9 L X-30 Y+40 FMAX
10 L X-40 Y+60 FMAX
11 L X-50 Y+40 FMAX
12 L X-60 Y+20 FMAX
13 CYCL DEF 8.0 MIRROR IMAGE
14 CYCL DEF 8.1 X
15 L X-20 Y+20 FMAX
16 L X-30 Y+40 FMAX
17 L X-40 Y+60 FMAX
18 L X-50 Y+40 FMAX
19 L X-60 Y+20 FMAX M99
20 CYCL DEF 8.0 MIRROR IMAGE
21 CYCL DEF 8.1
22 TOOL CALL 0
23 L M6
24 L M30
25 END PGM 10126 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
(Rotation Exercise PGM 10127)
100
100
Y
X
1
2
0
20
10
15
All holes 20mm Deep
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 10
(Rotation Exercise PGM 10127 text)
100
100
Y
X
1
2
0
20
10
15
All holes 20mm Deep
0 BEGIN PGM 10127 MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-40
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 CYCL DEF 200 DRILLING
Q200 = 5 ;SET-UP CLEARANCE
Q201 = -20 ;DEPTH
Q206 = ??? ;FEED RATE FOR PLNGNG
Q202 = 5 ;PLNGNG DEPTH
Q210 = 0 ;DWELL TIME AT TOP
Q203 = 0 ;SURFACE COORDINATE
Q204 = 5 ;2ND SET-UP CLEARANCE
7 L X+20 Y+0 R0 FMAX M13
8 L Z+5 FMAX M89
9 L IX+10 FMAX
10 L IX+15 FMAX
11 CYCL DEF 10.0 ROTATION
12 CYCL DEF 10.1 ROT+120
13 L X+20 Y+0 FMAX
14 L IX+10 FMAX
15 L IX+15 FMAX
16 CYCL DEF 10.0 ROTATION
17 CYCL DEF 10.1 ROT+240
18 L X+20 Y+0 FMAX
19 L IX+10 FMAX
20 L IX+15 FMAX M99
21 CYCL DEF 10.0 ROTATION
22 CYCL DEF 10.1 ROT+0
23 TOOL CALL 0
24 L M6
25 L M30
26 END PGM 10127 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
CHAPTER 11
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Sub-Programming)
Total number of labels = 254
Total number of repeats = 9999
Total number of nest levels = 8
BEGIN PGM
LBL 11
CALL LBL11 REP 2/2
END PGM
1
2 3
LBL
SET
LBL
CALL
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Sub-Programming)
LBL 0 = Sub-program end
Answer REP prompt with NO ENTER
BEGIN PGM
STOP M2
CALL LBL 27 REP
CALL LBL 27 REP
LBL 27
END PGM
1
3
5
2,4
LBL 0
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Sub-Programming)
BEGIN PGM
STOP M2
CALL LBL 19 REP
CALL LBL 20 REP
LBL 19
END PGM
1
3
5
2
LBL 0
LBL 20
LBL 0
4
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Sub-Programming)
BEGIN PGM
CALL LBL 27 REP
LBL 27
LBL 0
1
2
4
END PGM
3
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Sub-Programming - REPEATS)
*THE WRONG METHOD*
BEGIN PGM
CALL LBL 27 REP 2/2
LBL 27
LBL 0
1
END PGM
3
2
This reads text between
the LBL0 & LBL REP
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Sub-Programming - REPEATS)
*THE RIGHT METHOD*
#1
BEGIN PGM
LBL 81 REP
LBL 27
LBL 0
1
CALL LBL 81 REP
3
2
CALL LBL 27 REP
LBL 0
END PGM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Sub-Programming - REPEATS)
*THE RIGHT METHOD*
#2
BEGIN PGM
LBL 81 REP
LBL 27
LBL 0
1
CALL LBL 81 REP 5/5
2
CALL LBL 27 REP
LBL 0
END PGM
3 4 5 6 7
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Sub-Programming - NESTING)
BEGIN PGM
CALL LBL 15 REP
LBL 15
LBL 17
END PGM
CALL LBL 17 REP 2/2
3 4
6
2
5
1
7 8
9
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Repeat Exercise PGM 10128)
8 Holes (6mm Dia.)
10mm Pitch
3
0
5
0
15
100
10
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Repeat exercise PGM 10128)
8 Holes (6mm Dia.)
10mm Pitch
3
0
5
0
15
100
10
0 BEGIN PGM 10128 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+50 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 CYCL DEF 1.0 PECKING
7 CYCL DEF 1.1 SET UP -2
8 CYCL DEF 1.2 DEPTH -20
9 CYCL DEF 1.3 PECKG -10
10 CYCL DEF 1.4 DWELL 0
11 CYCL DEF 1.5 F500
12 L X+15 Y+30 R0 FMAX M13
13 L Z+2 FMAX M99
14 LBL 1
15 L IX+10 FMAX M99
16 CALL LBL 1 REP 6/6
17 TOOL CALL 0
18 L M6
19 L M30
20 END PGM 10128 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Sub-Program Exercise PGM 10129)
100
15
20
63
1
2
70
10
15
42
42
Holes 2mm x 20mm Deep
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Sub-Program Exercise PGM 10129)
100
15
20
63
1
2
70
10
15
42
42
Holes 2mm x 20mm Deep
0 BEGIN PGM 10129 MM
1 BLK FORM 0.1 Z X+0 Y-70 Z-20
2 BLK FORM 0.2 X+100 Y+0 Z+0
3 TOOL DEF 1
4 TOOL CALL 1 Z S1000
5 L M6
6 CYCL DEF 1.0 PECKING
7 CYCL DEF 1.1 SET UP 2
8 CYCL DEF 1.2 DEPTH -21
9 CYCL DEF 1.3 PECKG -5
10 CYCL DEF 1.4 DWELL 0
11 CYCL DEF 1.5 F100
12 L X+20 Y-10 R0 FMAX M13
13 L Z+2 FMAX M89
14 CALL LBL 1
15 L X+42 Y-42 FMAX M89
16 CALL LBL 1
17 L X+63 Y-10 FMAX M89
18 CALL LBL 1
19 TOOL CALL 0
20 L M6
21 L M30
22 LBL 1
23 L IX+15 FMAX
24 L IY-15 FMAX
25 L IX-15 FMAX M99
26 LBL 0
27 END PGM 10129 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Nesting Labels Exercise PGM 10130)
120
20
4
5
.
0
0
36
30
85
35
M6
70
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
(Nesting Labels Exercise PGM 10130)
120
20
4
5
.0
0
36
30
85
35
M6
70
0 BEGIN PGM 10130 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+120 Y+70 Z+0
3 TOOL DEF 1
4 TOOL DEF 2
5 TOOL DEF 3
6 TOOL CALL 1 Z S500
7 L M6
8 L M13
9 CYCL DEF 1.0 PECKING
10 CYCL DEF 1.1 SET UP 2
11 CYCL DEF 1.2 DEPTH -2
12 CYCL DEF 1.3 PECKG -2
13 CYCL DEF 1.4 DWELL 0
14 CYCL DEF 1.5 F200
15 CALL LBL 2
16 TOOL CALL 2 Z S1000
17 L M6
18 L M13
19 CYCL DEF 1.0 PECKING
20 CYCL DEF 1.1 SET UP 2
21 CYCL DEF 1.2 DEPTH -20
22 CYCL DEF 1.3 PECKG -10
23 CYCL DEF 1.4 DWELL 0
24 CYCL DEF 1.5 F200
25 CALL LBL 2
26 TOOL CALL 3 Z S500
27 L M6
28 L M13
29 CYCL DEF 2.0 TAPPING
30 CYCL DEF 2.1 SET UP 2
31 CYCL DEF 2.2 DEPTH -20
32 CYCL DEF 2.3 DWELL 0
33 CYCL DEF 2.4 F50
34 CALL LBL 2
35 L M30
36 LBL 2
37 CYCL DEF 220 POLAR PATTERN
Q216 = 30 ;CENTRE IN 1ST AXIS
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 11
Q217 = 35 ;CENTER IN 2ND AXIS
Q244 = 36 ;PITCH CIRCLE DIAMETR
Q245 = 0 ;STARTING ANGLE
Q246 = 360 ;STOPPING ANGLE
Q247 = 0 ;STEPPING ANGLE
Q241 = 8 ;NR OF REPETITIONS
Q200 = 2 ;SET-UP CLEARANCE
Q203 = 0 ;SURFACE COORDINATE
Q204 = 100 ;2ND SET-UP CLEARANCE
38 CYCL DEF 220 POLAR PATTERN
Q216 = 85 ;CENTRE IN 1ST AXIS
Q217 = 35 ;CENTER IN 2ND AXIS
Q244 = 36 ;PITCH CIRCLE DIAMETR
Q245 = 0 ;STARTING ANGLE
Q246 = 360 ;STOPPING ANGLE
Q247 = 0 ;STEPPING ANGLE
Q241 = 8 ;NR OF REPETITIONS
Q200 = 2 ;SET-UP CLEARANCE
Q203 = 0 ;SURFACE COORDINATE
Q204 = 100 ;2ND SET-UP CLEARANCE
39 LBL 0
40 END PGM 10130 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 12
CHAPTER 12
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 12
Helical Interpolation
A helix is a combination of a circular movement in a main plane and a linear
movement perpendicular to this plane.
Applications
1) Large-diameter internal and external threads.
2) Lubrication grooves.
Programming a Helix
Always enter the same algebraic sign for the direction of rotation DR and the
incremental total angle IPA. The tool may otherwise move in a wrong path and
damage the contour.
For the total angle IPA, you can enter a value from -5400 degrees to +5400
degrees. If the thread has more than 15 revolutions, program the helix in a
program section repeat.
POLAR COORDINATES-ANGLE - (Incremental) Enter the total angle of
tool traversing along the helix. After entering the angle, identify the tool axis
with an axis selection key.
Enter the COORDINATE for the height of the helix in incremental dimensions.
Direction of rotation DR- Counterclockwise, DR+ Clockwise
RADIUS COMPENSATION R0/RL/RR according to the following table.
Internal Thread
Right-Handed
Left-Handed
Right-Handed
Left-Handed
External Thread
Right-Handed
Left-Handed
Right-Handed
Left-Handed
Work Direction
Z+
Z+
Z-
Z-
Work Direction
Z+
Z+
Z-
Z-
Direction
DR+
DR-
DR-
DR+
Direction
DR+
DR-
DR-
DR+
Radius Comp.
RL
RR
RR
RL
Radius Comp.
RR
RL
RL
RR
CC
C
P
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 12
(Helical Milling Exercise PGM 10125)
100
100
M68 x 3mm Pitch (42mm Deep)
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 12
(Helical Milling Exercise PGM 10125 text)
100
100
M68 x 3mm Pitch (42mm Deep)
0 BEGIN PGM 10131 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1
4 TOOL DEF 2
5 TOOL CALL 1 Z S500
6 L M6
7 CYCL DEF 1.0 PECKING
8 CYCL DEF 1.1 SET UP 3
9 CYCL DEF 1.2 DEPTH -40
10 CYCL DEF 1.3 PECKG -40
11 CYCL DEF 1.4 DWELL 0
12 CYCL DEF 1.5 F100
13 L X+0 Y+0 R0 FMAX M3
14 L Z+3 FMAX M27
15 CYCL CALL
16 TOOL CALL 2 Z S1000
17 L M6
18 X+0 Y+6.8 R0 FMAX M3
19 L Z-41.5 FMAX
20 L IX+27.2 RL FMAX
21 CC X+0 Y+0
22 CP IPA+90 IZ+1.5 DR+ F100 M8
23 CP IPA+5040 IZ+42 DR+
24 CP IPA+90 IZ+1.5 DR+
25 L IX+27.2 R0 FMAX
26 L Z+100 FMAX M2
27 END PGM 10131 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 13
CHAPTER 13
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 13
Tool Length Measurement methods
Methods of measuring the length of the tool from the gauge line (spindle nose) to the
tool tip, for entry into the Tool Def. program line or into the length column of the tool
table.
1) Using the machine to measure the tool (with a setting block).
a) traverse the spindle nose with no tool inserted and using a feeler block set the
spindle nose to the top of the feeler block. Enter a datum set for the Z axis as Zero.
Setting
Block
TABLE
Spindle
Feeler Block
Z Datum set zero
b) Using MDI toolchange the appropriate tool requiring setting and traverse the tool
tip to the feeler block. Using the Program Editing menu, highlight, using the left &
right arrow keys, the L? part of the Tool Def. Line. Pressing the Data Transfer key
while Z is highlighted in the position display will transfer the tool length
automatically.
Setting
Block
TABLE
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 13
Tool Length Measurement methods
Methods of measuring the length of the tool from the gauge line (spindle nose) to the
tool tip, for entry into the Tool Def. program line or into the length column of the tool
table.
2) Using the machine to measure the tool (using the component workpiece).
*NOTE: When using this method it is advisable that the longest tool is used to set
the Z axis zero (datum) position.
a) Using MDI toolchange the appropriate tool requiring setting and traverse the tool
tip to the feeler block. Using the Program Editing menu, highlight, using the left &
right arrow keys, the L? part of the Tool Def. Line. Pressing the Data Transfer key
while Z is highlighted in the position display will transfer the tool length
automatically.
When setting the datum using the longest tool, the L? value regarding this tool will be
zero. All tools set after this to the workpiece will have a value which is relative to the
setting tool. If the setting tool has to be changed for any reason then all tools will have
to be reset.
Component
TABLE
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 13
Tool Length Measurement methods
Methods of measuring the length of the tool from the gauge line (spindle nose) to the
tool tip, for entry into the Tool Def. program line or into the length column of the tool
table.
3) Using a tool height measuring system.
0.000
Gauge Height Length
The tool length and radius (if required) is now input into the Tool Def L? value of the
appropriate program line.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 13
Tool Table Setting
Machine parameter 7260 needs to be set to the required amount of tools needed
in the tool library. Maximum number = 254.
NOTE:
A tool table must be used in conjunction with CYCLE 22 ROUGH MILL.
Tool Table: Available input data.
Abbr.
T
NAME
L
R
R2
DL
DR
DR2
LCUTS
ANGLE
TL
RT
TIME1
TIME2
CUR.TIME
DOC
PLC
Input
Tool Number used in program.
Tool name used in program.
Tool Length.
Tool Radius.
Tool Radius for 3D Compensation.
Delta value for tool length.
Delta value for tool radius.
Delta value for tool radius R2.
Tooth length of the tool for Cycle 22
Maximum Plunge angle for Cycle 22
Tool Lock.
Number of replacement tool.
Maximum tool life in minutes.
Max. tool life during tool call.
Current tool life time
Comments (16 characters)
Information on current tool sent to PLC.
Dialog.
-
TOOL NAME?
TOOL LENGTH?
TOOL RADIUS?
TOOL RADIUS 2?
TOOL LENGTH OVERSIZE?
TOOL RADIUS OVERSIZE?
TOOL RADIUS OVERSIZE 2?
TOOTH LENGTH IN TOOL AXIS?
MAXIMUM PLUNGE ANGLE?
TOOL LOCKED? YES=ENT/NO=NO.ENT
REPLACEMENT TOOL?
MAXIMUM TOOL AGE?
MAX. TOOL AGE FOR TOOL CALL?
CURRENT TOOL AGE?
TOOL DESCRIPTION?
PLC STATUS?
Automatic Toolchange if tool life expires M101.
The TNC automatically replaces the worn tool with the replacement tool at the next
TOOL CALL? M6 program line, if the tool life TIME1 or TIME2 expires during
program run. To use this Miscellaneous function, activate M101 at the beginning of
the program.
M101 is reset with M102.
Pre-requisites
The radius of the replacement tool must be the same as that of the original tool.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 17
CHAPTER 14
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 17
Datum Setting with Datum shifts
To be set in Manual or Handwheel mode.
Maximum "X" Traverse
M
a
x
i
m
u
m
"
Y
"
T
r
a
v
e
r
s
e
DATUM SET
Machine Reference (G28)
DATUM SHIFT
To select Datum Shift via program:
On selecting Datum Shift in the Co-ordinate Transfer cycle definitions Enter the
numeric value with the appropriate Axis.
Datum Shift ? =Absolute distance from the Current Datum to the part datum.
*Note:
There is no limit to the amount of Datum Shifts which can be used in a program but
only one Datum Set can be used per program.
Cancelling a Datum Shift:
On selecting Datum Shift in the Co-ordinate Transfer cycle definitions Enter the
numeric value of Zero in each of the Axis to be cancelled.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 17
Datum Setting with Datum Tables
To be set in Manual or Handwheel mode.
Maximum"X" Traverse
Maximum"Y" Traverse
#1
Machine Reference (G28)
#2
To select Datum via program:
A Datum Set must be established at the Machine Reference Position before
any part datum setting as L X0 Y0 M91
Values are transferred into the appropriate datum row in the correct axis using the
DATA TRANSFER key.
On selecting Datum Shift in the Co-ordinate Transfer cycle definitions Enter the
ROW NUMBER. The text would read as #??
The Datum Table must be activated via the Test Run mode by selecting the
appropriate Datum Program and pressing Enter. The value S will be shown in the
STATUS column of the program library.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 15
CHAPTER 15
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 15
(PGM FK1)
100 SQR.
R88
R25
R14
5
0
50
R14
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 15
Heidenhain Flex K Programming
(PGM FK1)
100 SQR.
R88
R25
R14
5
0
50
R14
0 BEGIN PGM FK1 MM
1 BLK FORM 0.1 Z X-10 Y+0 Z-40
2 BLK FORM 0.2 X+110 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S500
5 L M6
6 L X+50 Y+50 R0 FMAX M3
7 L Z+2 FMAX
8 L Z-10 F100
9 L Y+75 RL F500
10 FC DR+ R25 CCX+50 CCY+50
11 FCT DR- R14
12 FCT DR- R88 CCX+50 CCY0
13 FSELECT 1
14 FCT DR- R14
15 FCT X+50 Y+75 DR+ R25 CCX+50 CCY+50
16 FSELECT 2
17 L Y+50 R0
18 L Z+50 R0 FMAX M5
19 TOOL CALL 0
20 L M6
21 L M2
22 END PGM FK1 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 15
Heidenhain Flex K Programming
(PGM FK1 Converted)
100 SQR.
R88
R25
R14
5
0
50
R14
0 BEGIN PGM FK1 MM
1 BLK FORM 0.1 Z X-10 Y+0 Z-40
2 BLK FORM 0.2 X+110 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S500
5 L M6
6 L X+50 Y+50 R0 FMAX M3
7 L Z+2 FMAX
8 L Z-10 F100
9 L Y+75 RL F500
10 CC X+50 Y+50
11 C X+26.805 Y+59.327 DR+
12 CC X+13.816 Y+64.55
13 C X+6.97 Y+76.762 DR-
14 CC X+50 Y+50
15 C X+93.03 Y76.762 DR-
16 CC X+86.184 Y+64.55
17 C X+73.195 Y+59.327 DR-
18 CC X+50 Y+50
19 C X+50 Y+75 DR+
20 L X+50 Y+50 R0
21 L Z+50 FMAX M5
22 TOOL CALL 0 Z S60
23 L M6
24 L M2
25 END PGM FK1 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 15
Heidenhain Flex K Programming
(PGM FK2)
75
50
20
20
30
75
R15
R15
R18
100 SQR.
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 15
Heidenhain Flex K Programming
(PGM FK2)
75
50
20
20
30
75
R15
R15
R18
100 SQR.
0 BEGIN PGM FK2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S500
5 L M6
6 L X-20 Y+30 R0 FMAX M3
7 L Z+2 FMAX
8 L Z-10 F500
9 L X+2 Y+30 RL
10 FC DR- R18 CCX+20 CCY+30
11 FLT
12 FCT DR- R15 CCX+50 CCY+75
13 FLT
14 FCT DR- R15 CCX+75 CCY+20
15 FLT
16 FCT X+2 Y+30 DR- R18 CCX+20 CCY+30
17 L X-20 R0
18 L Z+50 R0 FMAX M5
19 TOOL CALL 0
20 L M6
21 L M2
22 END PGM FK2 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 15
Heidenhain Flex K Programming
(PGM FK2 Converted)
75
50
20
20
30
75
R15
R15
R18
100 SQR.
0 BEGIN PGM FK2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S500
5 L M6
6 L X-20 Y+30 R0 FMAX M3
7 L Z+2 FMAX
8 L Z-10 F500
9 L X+2 Y+30 RL
10 CC X+20 Y+30
11 C X+5.6 Y+40.8 DR-
12 L X+38 Y+84
13 CC X+50 Y+75
14 C X+63.656 Y+81.207 DR-
15 L X+88.656 Y+26.207
16 CC X+75 Y+20
17 C X+73.113 Y+5.119 DR-
18 L X+17.735 Y+12.143
19 CC X+20 Y+30
20 C X+2 Y+30 DR-
21 L X-20 R0
22 L Z+50 R0 FMAX M5
23 TOOL CALL 0 Z S60
24 L M6
25 L M2
26 END PGM FK2 MM
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 15
Heidenhain Flex K Programming
(PGM FK3)
12.70
84.3
90.65
6.35
12.70 R
12.70
76.20
63.55
10.00 R
19.05
12.70 R
7.94 R
15.88
45.00
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 15
Heidenhain Flex K Programming
(PGM FK3)
0 BEGIN PGM FK3 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S500
5 L M6
6 L X-20 Y-20 R0 FMAX M3
7 L Z+2 FMAX
8 L Z-10 F500
9 L X+0 RL
10 L Y+12.7
11 FCT DR- R12.7 CCX+12.7 CCY+12.7
12 FLT
13 FCT DR- R7.94 CCX+76.2 CCY+63.5
14 FLT PAR10 DP15.88
15 FCT Y+19.05 DR+ R10 CCY+29.05
16 FLT X+84.3 Y+19.05
17 FCT DR- R12.7 CCX+84.3 CCY+6.35
18 FL X+90.65 Y+0 AN-135
19 FL X-20 Y+0
20 L Y-20 R0
21 L Z+50 R0 FMAX M5
22 TOOL CALL 0 Z S60
23 L M6
24 L M2
25 END PGM FK3 MM
12.70
84.3
90.65
6.35
12.70 R
12.70
76.20
63.55
10.00 R
19.05
12.70 R
7.94 R
15.88
45.00
HEIDENHAIN TNC PROGRAMMING NOTES
Chapter 15
Heidenhain Flex K Programming
(PGM FK3 Converted)
0 BEGIN PGM FK3 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S500
5 L M6
6 L X-20 Y-20 R0 FMAX M3
7 L Z+2 FMAX
8 L Z-10 F500
9 L X+0 RL
10 L Y+12.7
11 CC X+12.7 Y+12.7
12 C X+5.361 Y+23.064 DR-
13 L X+71.611 Y+69.98
14 CC X+76.2 Y+63.5
15 C X+80.789 Y+57.02 DR-
16 L X+52.815 Y+37.211
17 CC X+58.595 Y+29.05
18 C X+58.595 Y+19.05 DR+
19 L X+84.3 Y+19.05
20 CC X+84.3 Y+6.35
21 C X+97 Y+6.35 DR-
22 L X+90.65 Y+0
23 L X-20
24 L Y-20 R0
25 L Z+50 R0 FMAX M5
26 TOOL CALL 0 Z S60
27 L M6
28 L M2
29 END PGM FK3 MM
12.70
84.3
90.65
6.35
12.70 R
12.70
76.20
63.55
10.00 R
19.05
12.70 R
7.94 R
15.88
45.00
You might also like
- Part Programming Manual PDFDocument80 pagesPart Programming Manual PDFTejas KumarNo ratings yet
- Heidenhain Touch ProbeDocument72 pagesHeidenhain Touch ProbeHoho Hahov100% (1)
- Heidenhain FK-Programming TNC 530iDocument83 pagesHeidenhain FK-Programming TNC 530itonybullough100% (1)
- Sine BarDocument5 pagesSine BarMuhammad Amin ZainalNo ratings yet
- Heidenhain TC 640 (Eng) PDFDocument948 pagesHeidenhain TC 640 (Eng) PDFDalibor JankovicNo ratings yet
- Manual Guide: Turning ExamplesDocument116 pagesManual Guide: Turning Examplessavoire et savoire faireNo ratings yet
- Heidenhain M CodesDocument2 pagesHeidenhain M CodesZsolt Hajdu100% (2)
- FANUC Macro Program ProgrammingDocument16 pagesFANUC Macro Program ProgrammingVinsensius Herdani Agung Nugroho50% (4)
- CNC LecturaDocument157 pagesCNC LecturaPablo PillajoNo ratings yet
- Module 4Document59 pagesModule 4Musadiq Ahmed100% (1)
- Heidenhain Basic ProgrammingDocument110 pagesHeidenhain Basic ProgrammingSyed Qadir100% (3)
- Fanuc Ot CNC Program Manual Gcodetraining 588Document104 pagesFanuc Ot CNC Program Manual Gcodetraining 588hiepkhachbk2010824350% (2)
- Custom macro programmingDocument114 pagesCustom macro programmingTL PNo ratings yet
- TNC 426 Help CodeDocument39 pagesTNC 426 Help CodeMilos LazovicNo ratings yet
- Heidenhain TNC 620 User ManualDocument48 pagesHeidenhain TNC 620 User ManualBombacı MülayimNo ratings yet
- Overview of New and Modified Software Functions: NC Software 34059x-02 To 34059x-11Document133 pagesOverview of New and Modified Software Functions: NC Software 34059x-02 To 34059x-11Langer MexicoNo ratings yet
- Gibbs CamDocument8 pagesGibbs CamnobleadiNo ratings yet
- Heidenhain 426 430 TNC Manual 2001Document502 pagesHeidenhain 426 430 TNC Manual 2001Syed Qadir100% (5)
- CNC ProgrammingDocument34 pagesCNC ProgrammingManjunatha Gr100% (1)
- 5 AxisDocument10 pages5 Axisapi-516031423No ratings yet
- Doosan Infracore EZ Guide-I Programming For Lathe.Document108 pagesDoosan Infracore EZ Guide-I Programming For Lathe.JohnPaulSmith1100% (1)
- Milling Programming ManualDocument207 pagesMilling Programming ManualAhmad Suffian IsmailNo ratings yet
- Master List of CNC G and M CodesDocument2 pagesMaster List of CNC G and M CodesChong Yee HowNo ratings yet
- Doosan G76Document17 pagesDoosan G76Pham LongNo ratings yet
- Lathe MachiningDocument207 pagesLathe MachiningClode23No ratings yet
- CNC Machining Center DAEWOO FANUC 18I Programming Manual PDFDocument106 pagesCNC Machining Center DAEWOO FANUC 18I Programming Manual PDFAhmet ÖZTAŞÇINo ratings yet
- Manual Guide I CNC Milling Made Easy ManualDocument126 pagesManual Guide I CNC Milling Made Easy ManualJasminNo ratings yet
- Multi Axis Machining ReportDocument24 pagesMulti Axis Machining ReportFerney AlexisNo ratings yet
- CNC ProgrammingDocument62 pagesCNC ProgrammingSanjog Maiti100% (1)
- Programming MillDocument81 pagesProgramming MillEddy ZalieNo ratings yet
- Macro " B " Programming: Makino Asia Pte LTD Application DepartmentDocument71 pagesMacro " B " Programming: Makino Asia Pte LTD Application DepartmentS.Dharanipathy85% (13)
- Custom Macro BDocument25 pagesCustom Macro Bikebud100% (1)
- Doosan-Fanuc High Speed ModeDocument2 pagesDoosan-Fanuc High Speed Modemarkoskitp100% (1)
- Gibbscam Tutorial PDFDocument17 pagesGibbscam Tutorial PDFJhon Edison CastroNo ratings yet
- CNC Programing ConceptDocument11 pagesCNC Programing ConceptGatot PrasetyoNo ratings yet
- Mastercam - Post-Processor Tutorial 1Document40 pagesMastercam - Post-Processor Tutorial 1Edson Sawada100% (1)
- Training NX CAM TR11060 Post Building TechniquesDocument1 pageTraining NX CAM TR11060 Post Building TechniquesErhan TorunNo ratings yet
- NTX 10006600 Post Manual 20120601Document197 pagesNTX 10006600 Post Manual 20120601Cristian VegaNo ratings yet
- VRX J Series 99j266313e0-1309Document28 pagesVRX J Series 99j266313e0-1309bhandge880% (1)
- Mori Seiki GM CodeDocument10 pagesMori Seiki GM CodevusvusNo ratings yet
- CNC Part ProgrammingDocument40 pagesCNC Part ProgrammingmsshahenterNo ratings yet
- THB360Document581 pagesTHB360Favoreel PatrickNo ratings yet
- Mach4 G and M Code Reference ManualDocument81 pagesMach4 G and M Code Reference ManualMegi Setiawan SNo ratings yet
- G M Codes All CNCDocument24 pagesG M Codes All CNCParveen Kumar0% (1)
- CNC LectureDocument16 pagesCNC LectureJyoti Patole JadhavNo ratings yet
- Programming guide for HEIDENHAIN TNC 407, 415, 425 controlsDocument71 pagesProgramming guide for HEIDENHAIN TNC 407, 415, 425 controlsvicjaviNo ratings yet
- TNC 430 HeidenhainDocument362 pagesTNC 430 HeidenhainCao ThanhNo ratings yet
- DMG-iTNC530 MillUserGuide (533 192-22)Document125 pagesDMG-iTNC530 MillUserGuide (533 192-22)lastowlNo ratings yet
- Heidenhain Itnc 530 (Pilot)Document98 pagesHeidenhain Itnc 530 (Pilot)Reymondo BundocNo ratings yet
- Introduction to CNC Lathe MachinesDocument8 pagesIntroduction to CNC Lathe MachinesNisar Hussain67% (3)
- Heidenhain 355Document237 pagesHeidenhain 355Favoreel PatrickNo ratings yet
- TNC 2500 IsoDocument204 pagesTNC 2500 Isobillyb53100% (1)
- CNC ProgrammingDocument22 pagesCNC ProgrammingMani KandanNo ratings yet
- User's Manual Touch Probe Cycles: NC Software 340 551-03 340 554-03Document165 pagesUser's Manual Touch Probe Cycles: NC Software 340 551-03 340 554-03Muhammed ShahidNo ratings yet
- Rotary EncoderDocument6 pagesRotary EncoderalesysNo ratings yet
- DIN ISO Programming USer Manual 2010Document618 pagesDIN ISO Programming USer Manual 2010Reymondo BundocNo ratings yet
- NC CNC DNC FMS TheoryDocument21 pagesNC CNC DNC FMS Theorykamleshyadavmoney100% (1)
- NC, CNC & Robotics: An IntroductionDocument143 pagesNC, CNC & Robotics: An IntroductionshafiqNo ratings yet
- Projects With Microcontrollers And PICCFrom EverandProjects With Microcontrollers And PICCRating: 5 out of 5 stars5/5 (1)
- Install Autodesk 2014Document1 pageInstall Autodesk 2014Erika HansenNo ratings yet
- Quiz 1Document3 pagesQuiz 1Muhammad SameerNo ratings yet
- AutoPIPE unit file conversion factorsDocument3 pagesAutoPIPE unit file conversion factorsReymondo BundocNo ratings yet
- Design ConditionsDocument3 pagesDesign ConditionsReymondo BundocNo ratings yet
- WondershareDocument2 pagesWondershareChoirurohman Bos FaisalNo ratings yet
- Mailing ListsDocument97 pagesMailing ListsReymondo BundocNo ratings yet
- Ex A-5Document1 pageEx A-5Reymondo BundocNo ratings yet
- Concrete Mixture RationDocument5 pagesConcrete Mixture RationReymondo BundocNo ratings yet
- ReadmeDocument1 pageReadmeReymondo BundocNo ratings yet
- Mailing ListsDocument97 pagesMailing ListsReymondo BundocNo ratings yet
- CO Real Estate Agents Contact ListDocument240 pagesCO Real Estate Agents Contact ListReymondo BundocNo ratings yet
- TestDocument1 pageTestReymondo BundocNo ratings yet
- Web 2Document1 pageWeb 2Reymondo BundocNo ratings yet
- PartialDocument48 pagesPartialReymondo BundocNo ratings yet
- Profits 01Document2 pagesProfits 01Reymondo BundocNo ratings yet
- Profits 01Document2 pagesProfits 01Reymondo BundocNo ratings yet
- Metric To Pipe Conversion Chart 2Document1 pageMetric To Pipe Conversion Chart 2Reymondo BundocNo ratings yet
- Foodguide Summer PDFDocument1 pageFoodguide Summer PDFReymondo BundocNo ratings yet
- UnitsDocument3 pagesUnitsMatt LiuNo ratings yet
- Metric To Pipe Conversion Chart 2Document1 pageMetric To Pipe Conversion Chart 2Reymondo BundocNo ratings yet
- Tracklist-Info. From AGRDocument1 pageTracklist-Info. From AGRReymondo BundocNo ratings yet
- SparkPeople StorageDocument1 pageSparkPeople StorageReymondo BundocNo ratings yet
- Metric To Pipe Conversion Chart 2Document1 pageMetric To Pipe Conversion Chart 2Reymondo BundocNo ratings yet
- Math Exam SheetDocument1 pageMath Exam SheetReymondo BundocNo ratings yet
- Machine Design FormulasDocument2 pagesMachine Design FormulasReymondo BundocNo ratings yet
- ME Board Course OutlineDocument1 pageME Board Course OutlineReymondo BundocNo ratings yet
- Section Modulus Equations for Beam Cross SectionsDocument2 pagesSection Modulus Equations for Beam Cross SectionsReymondo BundocNo ratings yet
- Agribusiness Accounting Guide for Non-AccountantsDocument39 pagesAgribusiness Accounting Guide for Non-AccountantsAlexander Kim Waing100% (1)
- Table of Specific HeatsDocument7 pagesTable of Specific HeatsibrankNo ratings yet
- Compute December 2013 generation chargeDocument1 pageCompute December 2013 generation chargeReymondo BundocNo ratings yet
- Derivatives: Department of Mathematics Uniglobe Higher Secondary School Kamaladi Ganeshthan, Kathmandu, NepalDocument14 pagesDerivatives: Department of Mathematics Uniglobe Higher Secondary School Kamaladi Ganeshthan, Kathmandu, Nepalaabhushan100% (1)
- Summative Test #1 Grade 6 3rd QuarterDocument3 pagesSummative Test #1 Grade 6 3rd QuarterAngelica Dionisio100% (5)
- Ce2121 Final Assessment Solutions DraftDocument11 pagesCe2121 Final Assessment Solutions DraftBENJAMIN III BIDANGNo ratings yet
- Udgam School Maths Practice PaperDocument2 pagesUdgam School Maths Practice PaperYASHVI MODINo ratings yet
- Symmetry Boundary ConditionsDocument9 pagesSymmetry Boundary ConditionsJohn ChivNo ratings yet
- CNC - Chapter 11 - Offsets & Polar Coordinate SystemDocument10 pagesCNC - Chapter 11 - Offsets & Polar Coordinate Systembarbu ioanNo ratings yet
- Geometric Figures: Secondary Math TwoDocument61 pagesGeometric Figures: Secondary Math TwoJonathan 2018100% (1)
- 20 MathematicsDocument26 pages20 MathematicsMalsawmkima Maski-aNo ratings yet
- Lesson3 4Document41 pagesLesson3 4vanessa mendozaNo ratings yet
- Gyroscope Effects on Ship Steering, Pitching & RollingDocument29 pagesGyroscope Effects on Ship Steering, Pitching & RollingEssKayNo ratings yet
- Circles 131126094958 Phpapp01Document25 pagesCircles 131126094958 Phpapp01Jamjam CopasNo ratings yet
- Banach Spaces and Ramsey Theory: Some Open ProblemsDocument17 pagesBanach Spaces and Ramsey Theory: Some Open ProblemsWalner Mendonça SantosNo ratings yet
- 9 Math Lyp Sa1 2015 6 PDFDocument4 pages9 Math Lyp Sa1 2015 6 PDFdevesh palNo ratings yet
- Math IGCSE-MensurationDocument13 pagesMath IGCSE-MensurationKrish ShahNo ratings yet
- Course Syllabus (History of Mathematics)Document10 pagesCourse Syllabus (History of Mathematics)Jomel Tapayan Famoso50% (2)
- Survey Calculation ProceduresDocument168 pagesSurvey Calculation ProceduresilkerkozturkNo ratings yet
- 9-Inverse Trigonometric RatiosDocument4 pages9-Inverse Trigonometric RatiosKNAH TutoringNo ratings yet
- Siceloff L. Analytic Geometry 2007Document296 pagesSiceloff L. Analytic Geometry 2007Octávio PauloNo ratings yet
- Chapter 4 Motion in Two and Three DimensionsDocument17 pagesChapter 4 Motion in Two and Three DimensionsAfnan AziziNo ratings yet
- Cheat Sheet For Quantitative Ability For MBA Entrance Exams - InsideIIMDocument1 pageCheat Sheet For Quantitative Ability For MBA Entrance Exams - InsideIIMK KeerthanaNo ratings yet
- Pol Chin Ski - Solutions To Problems From Pol Chin Ski String TheoryDocument115 pagesPol Chin Ski - Solutions To Problems From Pol Chin Ski String Theoryannonymous1No ratings yet
- CGR Model Answer Paper Summer 2023Document28 pagesCGR Model Answer Paper Summer 2023nitinsurwadkar042No ratings yet
- Kinematics Notes and Past PapersDocument38 pagesKinematics Notes and Past PapersSuhaan HussainNo ratings yet
- Isometric Drawing PDFDocument7 pagesIsometric Drawing PDFMe-an Abao OcupeNo ratings yet
- Lab Manual Computer Graphics PDFDocument144 pagesLab Manual Computer Graphics PDFEbtisam HamedNo ratings yet
- 02 - Motion Along A Straight LineDocument31 pages02 - Motion Along A Straight Lineruth ranselNo ratings yet
- Area DeterminationDocument30 pagesArea DeterminationJeff GonzalesNo ratings yet
- Year 8 2024 @ 1 - For Entrance ExamDocument13 pagesYear 8 2024 @ 1 - For Entrance Examspacejet19No ratings yet
- Trigbook PDFDocument264 pagesTrigbook PDFsouvikbesu89No ratings yet
- DLL-3rd-week 13-17Document7 pagesDLL-3rd-week 13-17Jerson YhuwelNo ratings yet