You might also like
- Npk calibration certificateDocument3 pagesNpk calibration certificateramnadh803181No ratings yet
- Detection of NPK and PH Components SoilDocument31 pagesDetection of NPK and PH Components Soilemerson elginNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Gasket Documents PDFDocument66 pagesGasket Documents PDFramnadh803181No ratings yet
- Gasket Documents PDFDocument66 pagesGasket Documents PDFramnadh803181No ratings yet
- New - Reinforcement of NozzleDocument31 pagesNew - Reinforcement of NozzleChagar HarshpalNo ratings yet
- VSP Expo Amtec NA 131121 PDFDocument50 pagesVSP Expo Amtec NA 131121 PDFAlenJozićNo ratings yet
- 198 Modern STPDocument23 pages198 Modern STPramnadh803181No ratings yet
- The Steel Pipe Buyer'S GuideDocument8 pagesThe Steel Pipe Buyer'S Guideramnadh803181No ratings yet
- Optimal Design of Swept, Leaned and Skewed Blades in A Transonic Axial CompressorDocument11 pagesOptimal Design of Swept, Leaned and Skewed Blades in A Transonic Axial Compressorramnadh803181No ratings yet
- Guidelines For Corporates To Set Up IncubatorsDocument6 pagesGuidelines For Corporates To Set Up Incubatorsramnadh803181No ratings yet
- TP1023ENDocument5 pagesTP1023ENramnadh803181No ratings yet
- Bosch Software Innovations Iot Whitepaper StrategyDocument22 pagesBosch Software Innovations Iot Whitepaper Strategyramnadh803181No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Diet Coke & Mentos Geyser Lab 2011-2012Document4 pagesDiet Coke & Mentos Geyser Lab 2011-2012Frederick LoganNo ratings yet
- Using Dapper Asynchronously inDocument1 pageUsing Dapper Asynchronously inGiovani BrondaniNo ratings yet
- Feasibility Study of Solar Photovoltaic (PV) Energy Systems For Rural Villages of Ethiopian Somali Region (A Case Study of Jigjiga Zone)Document7 pagesFeasibility Study of Solar Photovoltaic (PV) Energy Systems For Rural Villages of Ethiopian Somali Region (A Case Study of Jigjiga Zone)ollata kalanoNo ratings yet
- SemDocument31 pagesSemkaushik4208No ratings yet
- BurnerDocument4 pagesBurnerAhmed Mohamed KhalilNo ratings yet
- Acceleration GrpahDocument14 pagesAcceleration GrpahRAFAEL TORRESNo ratings yet
- Magneto Hydro Dynamics PresentationDocument19 pagesMagneto Hydro Dynamics PresentationVipul GuptaNo ratings yet
- Stay CablesDocument22 pagesStay Cablesalex_g00dyNo ratings yet
- Preview ISO+749-1977 PDFDocument3 pagesPreview ISO+749-1977 PDFLiana GaniNo ratings yet
- Dogging Guide 2003 - WorkCover NSWDocument76 pagesDogging Guide 2003 - WorkCover NSWtadeumatas100% (1)
- Paket TrainingDocument20 pagesPaket TrainingLukman AriyantoNo ratings yet
- Chemical Thermodynamics: Theodore L. Brown H. Eugene Lemay, Jr. and Bruce E. BurstenDocument43 pagesChemical Thermodynamics: Theodore L. Brown H. Eugene Lemay, Jr. and Bruce E. BurstenChery-an PletNo ratings yet
- SR No Co Name Salutation Person Designation Contact NoDocument4 pagesSR No Co Name Salutation Person Designation Contact NoAnindya SharmaNo ratings yet
- HighpuritysealsDocument6 pagesHighpuritysealstuannhocutNo ratings yet
- 3310 ATF DEXRON III H PDS Vesion 3Document2 pages3310 ATF DEXRON III H PDS Vesion 3luayhabibbNo ratings yet
- Huawei: Quidway Full Series Ethernet Routing SwitchesDocument90 pagesHuawei: Quidway Full Series Ethernet Routing SwitchesWalter Aguiar0% (1)
- 1.1 General: "Processes and Environmental Management" at SUEZ LTD, BWSSB, TK HalliDocument29 pages1.1 General: "Processes and Environmental Management" at SUEZ LTD, BWSSB, TK HalliYogeesh B ENo ratings yet
- 1 Xpower Safirus Owners Manual enDocument8 pages1 Xpower Safirus Owners Manual enMarianela MasyRubiNo ratings yet
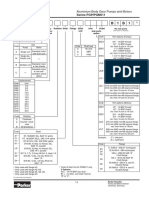
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Document7 pagesPG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksNo ratings yet
- Build-A-Bard ABB - RFQ-807683Reaprovechamiento Relaves - SR For Cotejado 010A - HVACDocument18 pagesBuild-A-Bard ABB - RFQ-807683Reaprovechamiento Relaves - SR For Cotejado 010A - HVACchristianNo ratings yet
- Session 5 PDFDocument26 pagesSession 5 PDFToufic HageNo ratings yet
- Report On Automatic Phase Changer: Submitted ByDocument32 pagesReport On Automatic Phase Changer: Submitted ByAndrea JohnsonNo ratings yet
- Prospects For Alkaline Zero Gap Water Electrolysers For Hydrogen ProductionDocument16 pagesProspects For Alkaline Zero Gap Water Electrolysers For Hydrogen Productionkhan47pkNo ratings yet
- 007-013558-001 SAS PCE SPE With Support For HSM PSE2 Integration Feature Documentation RevCDocument43 pages007-013558-001 SAS PCE SPE With Support For HSM PSE2 Integration Feature Documentation RevCpietoeNo ratings yet
- KST GlueTech 44 enDocument80 pagesKST GlueTech 44 enLeandro RadamesNo ratings yet
- BPSK SimulinkDocument13 pagesBPSK SimulinkpootommyNo ratings yet
- Tharmal Analysis BasicsDocument56 pagesTharmal Analysis BasicsNetoNo ratings yet
- Simatic EKB Install 2012-03-08Document2 pagesSimatic EKB Install 2012-03-08Oton SilvaNo ratings yet
- Alien Vault Lab2Document28 pagesAlien Vault Lab2DukeNo ratings yet