You might also like
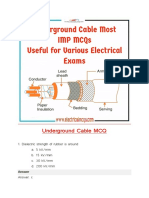
- Underground Cable MCQ GuideDocument42 pagesUnderground Cable MCQ Guideshukla dhavalNo ratings yet
- P.K.PATTANAIK SPARK Data BookDocument220 pagesP.K.PATTANAIK SPARK Data BookVinoth Babu100% (2)
- Transformer Oil DGADocument18 pagesTransformer Oil DGAMonir100% (1)
- IS 2026 Part 5Document10 pagesIS 2026 Part 5Narendra SinhaNo ratings yet
- Dga IsDocument38 pagesDga IsHitesh PantNo ratings yet
- 33kV Feeder Control & Relay Panel - 25.04.17Document31 pages33kV Feeder Control & Relay Panel - 25.04.17JayamkondanNo ratings yet
- Dga Analysis For Transformer Condition MonitoringDocument37 pagesDga Analysis For Transformer Condition Monitoringpanchmahabhoot100% (1)
- Causes of Negative Dissipation FactorDocument14 pagesCauses of Negative Dissipation FactorTravis Wood100% (2)
- Tan DeltaDocument23 pagesTan DeltaDivya GurukumarNo ratings yet
- Secure E3m051 Meter User ManualDocument6 pagesSecure E3m051 Meter User ManualSindhu Pandre0% (1)
- SFRA Methods for Transformer Testing & Fault DetectionDocument9 pagesSFRA Methods for Transformer Testing & Fault Detectionafzal47No ratings yet
- Bus Duct Calculations For 4000A Rated CurrentDocument4 pagesBus Duct Calculations For 4000A Rated CurrentGnanavel GNo ratings yet
- 3-SP 30 2022 (Second Revision) National Electrical Code of India 2022Document394 pages3-SP 30 2022 (Second Revision) National Electrical Code of India 2022piyush guptaNo ratings yet
- 05 High Voltage CablesDocument27 pages05 High Voltage Cablesdaegerte100% (5)
- Greek and Latin RootsDocument38 pagesGreek and Latin RootsAkhileshkumar PandeyNo ratings yet
- Is.3842.1.1967 - Application Guide For Electrical Relays For Ac Systems, Part 1 Overcurrent Relays For Feeders and Transformers PDFDocument64 pagesIs.3842.1.1967 - Application Guide For Electrical Relays For Ac Systems, Part 1 Overcurrent Relays For Feeders and Transformers PDFChristian MarquezNo ratings yet
- IEC 60599 (1999) Is.10593.2006Document37 pagesIEC 60599 (1999) Is.10593.2006Anonymous V6y1QL6hn100% (1)
- Dga OltcDocument8 pagesDga OltcDavid_Allen_007No ratings yet
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenFrom EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenRating: 4 out of 5 stars4/5 (2)
- Design Steps of TransformerDocument18 pagesDesign Steps of TransformerKeval ParmarNo ratings yet
- E-Trafotech Technical PapersDocument153 pagesE-Trafotech Technical PapersSunil GurubaxaniNo ratings yet
- Is 13340-1 (2012)Document42 pagesIs 13340-1 (2012)Dipankar Chakraborty0% (2)
- Transformer 10028 - 1 PDFDocument15 pagesTransformer 10028 - 1 PDFAman DeepNo ratings yet
- Transformer Design PDFDocument72 pagesTransformer Design PDFSujon MiaNo ratings yet
- Is 335 OilDocument19 pagesIs 335 OilRohit SharmaNo ratings yet
- Transformer Oil&DgaDocument70 pagesTransformer Oil&DgaBasudev PatraNo ratings yet
- Design of TransformerDocument47 pagesDesign of TransformerhamzaNo ratings yet
- Indian Standard: Specification For On-Load Tap-Changers 0. ForewordDocument26 pagesIndian Standard: Specification For On-Load Tap-Changers 0. ForewordPrashant TrivediNo ratings yet
- Electrical Breakdown in SF6 GasDocument11 pagesElectrical Breakdown in SF6 GasAkhileshkumar PandeyNo ratings yet
- Capacitive Voltage Transformer - SpecificationDocument6 pagesCapacitive Voltage Transformer - Specificationbalaeee123No ratings yet
- Heating in Transformer Cores Due To Rad Flux PDFDocument9 pagesHeating in Transformer Cores Due To Rad Flux PDFBalachandra ParameshaNo ratings yet
- IS 2026-5 (2011) - Power Transformers, Part 5 - Ability To Withstand Short CircuitDocument23 pagesIS 2026-5 (2011) - Power Transformers, Part 5 - Ability To Withstand Short Circuitrajiv71No ratings yet
- Guidelines For Rla of TransformersDocument9 pagesGuidelines For Rla of TransformersJanmejaya Mishra100% (1)
- Tech Spec of Nitrogen InjectionDocument5 pagesTech Spec of Nitrogen InjectionJustin MyersNo ratings yet
- Transformer OilDocument12 pagesTransformer OilHARIHARANNo ratings yet
- U, Fo - QR Jksèku Rsy Fof'kf"v: HKKJRH EkudDocument15 pagesU, Fo - QR Jksèku Rsy Fof'kf"v: HKKJRH EkudDIBYENDU DASNo ratings yet
- Transformer Oil TestingDocument29 pagesTransformer Oil TestingDEADMAN100% (1)
- Bushings for Power Transformers: A Handbook for Power EngineersFrom EverandBushings for Power Transformers: A Handbook for Power EngineersRating: 1 out of 5 stars1/5 (1)
- Transformer OilDocument12 pagesTransformer OilVenkata Lakshmanarao N100% (2)
- BEF Calculation - Part 1 PDFDocument8 pagesBEF Calculation - Part 1 PDFLin Heng100% (1)
- IS 2026-2 (2010) - Power Transformers, Part 2 - Temperature-RiseDocument17 pagesIS 2026-2 (2010) - Power Transformers, Part 2 - Temperature-Riserajiv71No ratings yet
- IS 2165 Part1-1977 Ins Coord - Phase To Earth PDFDocument28 pagesIS 2165 Part1-1977 Ins Coord - Phase To Earth PDFRohit DeraNo ratings yet
- Percentage Impedance of Transformer & Its CalculationDocument6 pagesPercentage Impedance of Transformer & Its CalculationTran Quoc Thinh - M&ENo ratings yet
- Guide Installation Commissioning Operation Maintenance Oil Filled TransformersDocument31 pagesGuide Installation Commissioning Operation Maintenance Oil Filled Transformers2003vinay60% (5)
- ISEI 2010-Diagnostics Techniques of Power TransformersDocument80 pagesISEI 2010-Diagnostics Techniques of Power TransformersAli Naderian100% (3)
- Inverter Duty Transformer Test ReportDocument7 pagesInverter Duty Transformer Test ReportSARAVANAN A100% (1)
- Business Communication For SuccessDocument763 pagesBusiness Communication For Successvenkat_raj_38No ratings yet
- SCI 7 Q1 Mod 5 Distingmixtures V3bDocument16 pagesSCI 7 Q1 Mod 5 Distingmixtures V3bRuby Pranada100% (2)
- Is 335Document16 pagesIs 335EME HPCNo ratings yet
- Indian Standard: Specification For Interconnecting Bus-Bars For Ac Voltage Above 1 KV Up To and Including 36 KVDocument25 pagesIndian Standard: Specification For Interconnecting Bus-Bars For Ac Voltage Above 1 KV Up To and Including 36 KVrobinknit2009No ratings yet
- Indian Standard: Specification For Porcelain Post Insulators For Systems With Nominal Voltages Greater Than 1 000 VoltsDocument34 pagesIndian Standard: Specification For Porcelain Post Insulators For Systems With Nominal Voltages Greater Than 1 000 VoltsRaviKant SinghiNo ratings yet
- IS 2026 Part 2Document20 pagesIS 2026 Part 2jm.mankavil623050% (2)
- Dual Ratio Transformer MonographDocument7 pagesDual Ratio Transformer MonographGhanshyam Lalwani0% (1)
- 2026 1 (Trafo)Document41 pages2026 1 (Trafo)Dijo PaulNo ratings yet
- Indian Standard: Application Guide For Electrical Relays For Ac SystemsDocument16 pagesIndian Standard: Application Guide For Electrical Relays For Ac SystemsvenkateshbitraNo ratings yet
- Is.3156.3.1992 Voltage Transformers, Part 3 Protective Voltage Transformers PDFDocument10 pagesIs.3156.3.1992 Voltage Transformers, Part 3 Protective Voltage Transformers PDFMukesh KumarNo ratings yet
- Insulation Resistance of Power TransformerDocument16 pagesInsulation Resistance of Power TransformerMELVIN100% (3)
- ALSTOM Reverse Power Relay CCUM 21 High ResDocument4 pagesALSTOM Reverse Power Relay CCUM 21 High ResArun KumarNo ratings yet
- Horm 4Document6 pagesHorm 4suchandrar100% (2)
- Transformer Oil TerminologyDocument7 pagesTransformer Oil TerminologyUtkarsh AnandNo ratings yet
- Is.1180.2.1989 2 PDFDocument10 pagesIs.1180.2.1989 2 PDFkrk231No ratings yet
- Alstom Scs Skd-Ske11Document4 pagesAlstom Scs Skd-Ske11Nihal K JoshiNo ratings yet
- IS8084 BusductDocument29 pagesIS8084 BusductKrishnendu BanerjeeNo ratings yet
- 3 5 Assessment Condition of Capacitive Voltage Transformer Using Tangent Delta MeasurementDocument18 pages3 5 Assessment Condition of Capacitive Voltage Transformer Using Tangent Delta Measurementbcqbao50% (2)
- Code of Practice For Electrical Maintenance and Supervision of Mineral Insulating Oil in EquipmentDocument24 pagesCode of Practice For Electrical Maintenance and Supervision of Mineral Insulating Oil in EquipmentJainco Transmission LimitedNo ratings yet
- LCA Family Handbook 2021 2022 Final 1Document86 pagesLCA Family Handbook 2021 2022 Final 1Akhileshkumar PandeyNo ratings yet
- Handwriting Practice Resources for KidsDocument1 pageHandwriting Practice Resources for KidsUmairAkhtarNo ratings yet
- Reference Correlation of The Thermal Conductivity of Sulfur Hexafluoride From The Triple Point To 1000 K and Up To 150 MpaDocument10 pagesReference Correlation of The Thermal Conductivity of Sulfur Hexafluoride From The Triple Point To 1000 K and Up To 150 MpaAkhileshkumar PandeyNo ratings yet
- Chapter 3 Equations of StateDocument65 pagesChapter 3 Equations of StateManoj Tiwari100% (1)
- 3 Pure Substance PDFDocument11 pages3 Pure Substance PDFAkhileshkumar PandeyNo ratings yet
- Document 1Document1 pageDocument 1Akhileshkumar PandeyNo ratings yet
- Sheath and Arc-Column Voltages in High-Pressure Arc DischargesDocument11 pagesSheath and Arc-Column Voltages in High-Pressure Arc DischargesAkhileshkumar PandeyNo ratings yet
- Construction ManagementDocument12 pagesConstruction ManagementSeble GetachewNo ratings yet
- Sun Haibin 200612 PHDDocument168 pagesSun Haibin 200612 PHDAkhileshkumar PandeyNo ratings yet
- Measurement of Air Breakdown Voltage and Electric Field Using Standard Sphere Gap MethodDocument65 pagesMeasurement of Air Breakdown Voltage and Electric Field Using Standard Sphere Gap MethodGaurav KukadeNo ratings yet
- Origins of Public Speaking: Chapter Objectives Chapter OutlineDocument13 pagesOrigins of Public Speaking: Chapter Objectives Chapter OutlineAkhileshkumar PandeyNo ratings yet
- On Creating First ImpressionDocument7 pagesOn Creating First ImpressionAkhileshkumar PandeyNo ratings yet
- Eurosun2014-Proceedings - ImportentDocument1,524 pagesEurosun2014-Proceedings - ImportentAkhileshkumar PandeyNo ratings yet
- Lit Reviews For RX Students v7Document20 pagesLit Reviews For RX Students v7Joshua McdonaldNo ratings yet
- Handling a Bad BossDocument10 pagesHandling a Bad Bossoudy525i2000No ratings yet
- Analytical DR - AymanDocument44 pagesAnalytical DR - AymanAkhileshkumar PandeyNo ratings yet
- Comparison of Ageing Deterioration of Silicone Rubber Outdoor Polymer Insulator Under Salt Water Dip Wheel Test PDFDocument8 pagesComparison of Ageing Deterioration of Silicone Rubber Outdoor Polymer Insulator Under Salt Water Dip Wheel Test PDFAkhileshkumar PandeyNo ratings yet
- World Energy Perspectives Energy Efficiency Technologies Overview ReportDocument36 pagesWorld Energy Perspectives Energy Efficiency Technologies Overview ReportAkhileshkumar PandeyNo ratings yet
- FailuresDocument43 pagesFailuresAkhileshkumar PandeyNo ratings yet
- 100 Best First LinesDocument11 pages100 Best First LinesPhilip Finlay Bryan100% (4)
- Why Listening Is So ImportantDocument5 pagesWhy Listening Is So ImportantAkhileshkumar PandeyNo ratings yet
- Geotechnical Risks On Large Civil Engineering ProjectsDocument12 pagesGeotechnical Risks On Large Civil Engineering ProjectsrobbyonNo ratings yet
- Classic Collection-22 Short Stories PDFDocument146 pagesClassic Collection-22 Short Stories PDFSecon PauloNo ratings yet
- Handling a Bad BossDocument10 pagesHandling a Bad Bossoudy525i2000No ratings yet
- Heart FailureDocument66 pagesHeart FailureAkhileshkumar PandeyNo ratings yet
- Kalani BookDocument149 pagesKalani Bookniranjan_nitjNo ratings yet
- TOPIC:-Resistivity by Four Probe MethodDocument13 pagesTOPIC:-Resistivity by Four Probe Methoduzma100% (2)
- CH 11 Liquids, Solids and Intermolecular Forces StudentDocument113 pagesCH 11 Liquids, Solids and Intermolecular Forces StudentAneeqa YounasNo ratings yet
- Evaluation of Infiltrometers and Permeameters For Measuring Hydraulic ConductivityDocument16 pagesEvaluation of Infiltrometers and Permeameters For Measuring Hydraulic ConductivityBrendon GovaNo ratings yet
- Type CAAI 3x25+1x16+NA25 mm2Document2 pagesType CAAI 3x25+1x16+NA25 mm2Ventas Deb's ImportNo ratings yet
- Franklin FranceDocument92 pagesFranklin FrancekrcdewanewNo ratings yet
- Ix Icse Physics Set A (QP)Document5 pagesIx Icse Physics Set A (QP)With DeboNo ratings yet
- Controler Elliwel E37Document3 pagesControler Elliwel E37IonutCiobanuNo ratings yet
- Determining Thermal Properties of Foods Using Computational MethodsDocument10 pagesDetermining Thermal Properties of Foods Using Computational MethodsHeliNo ratings yet
- Revision Notes On Semiconductor For NEET 2023 - Free PDF DownloadDocument26 pagesRevision Notes On Semiconductor For NEET 2023 - Free PDF Downloadpc6336653No ratings yet
- Technical Submittal For MV - Cable Data SheetsDocument4 pagesTechnical Submittal For MV - Cable Data SheetskhaledelgamalNo ratings yet
- Electronics PDFDocument165 pagesElectronics PDF3334333No ratings yet
- Semiconductor Fundamentals Doping Junction The Diode Equation Zener Diode LED ResistorsDocument48 pagesSemiconductor Fundamentals Doping Junction The Diode Equation Zener Diode LED Resistorsershelly9No ratings yet
- 1 Au NPs Thin Films Fabricated by Electrophoretic Deposition Method For Highly Sensitive SERS Application Odi YesDocument7 pages1 Au NPs Thin Films Fabricated by Electrophoretic Deposition Method For Highly Sensitive SERS Application Odi Yesben0706No ratings yet
- Measuring The Ionic Conductivity of Solid - 2023 - International Journal of EleDocument10 pagesMeasuring The Ionic Conductivity of Solid - 2023 - International Journal of EleWilliam Rolando Miranda ZamoraNo ratings yet
- Arduino Based Sun Tracking Solar Panel: Gogulamudi Srikanth Reddy (18Vf1M3323) Gandu Naga Sai Tejaswi (18Vf1M3319)Document39 pagesArduino Based Sun Tracking Solar Panel: Gogulamudi Srikanth Reddy (18Vf1M3323) Gandu Naga Sai Tejaswi (18Vf1M3319)Sujit reddyNo ratings yet
- Ceramic Electron Devices: Metallurgical Research and DevelopmentDocument502 pagesCeramic Electron Devices: Metallurgical Research and Developmenthartmann100No ratings yet
- MHD Power Generation Converts Thermal Energy Directly to ElectricityDocument12 pagesMHD Power Generation Converts Thermal Energy Directly to ElectricityVirruru NarendraNo ratings yet
- Calculation of The Electric Field On An Insulator String Using The Finite Elements MethodDocument4 pagesCalculation of The Electric Field On An Insulator String Using The Finite Elements Methodostojic007No ratings yet
- Cable Introduction.Document114 pagesCable Introduction.Raviroj S. SomvadeeNo ratings yet
- Wipro QsDocument193 pagesWipro QsRadha KrishnaNo ratings yet
- Grounding Tutorial Substation Ground System Design & Standard IEEE 80Document103 pagesGrounding Tutorial Substation Ground System Design & Standard IEEE 80DINESHNo ratings yet
- Lecture 2251 2018Document189 pagesLecture 2251 2018Averain SinclairNo ratings yet
- Duy 2Document11 pagesDuy 2Bieu NayNo ratings yet
- ELECTRIC CURRENT A.C. D.C.Document45 pagesELECTRIC CURRENT A.C. D.C.Puran BistaNo ratings yet
- MV Power CablesDocument182 pagesMV Power Cableslazarlucian83No ratings yet
- Handbook of Log Evaluation Techniques For Carbonate Reservoirs (George B. Asquith)Document53 pagesHandbook of Log Evaluation Techniques For Carbonate Reservoirs (George B. Asquith)Oscar Andres Duran Wunder100% (1)
- Mi 611-150 PDFDocument48 pagesMi 611-150 PDFمحمد الأمير الحازميNo ratings yet
- Fuel Cell FundamentaFuel Cell Fundamentals-Solutionsls-SolutionsDocument87 pagesFuel Cell FundamentaFuel Cell Fundamentals-Solutionsls-SolutionsBill Chen100% (1)