IJRET: International Journal of Research in Engineering and Technology eISSN: 2319-1163 | pISSN: 2321-7308
__________________________________________________________________________________________
Volume: 03 Special Issue: 07 | May-2014, Available @ http://www.ijret.org 418
CNT REINFORCED BASALT FIBER BASED SHIP HULLS
V.Govind
1
, J.Saravana Kumar
2
, Shyam Venkataraman V
3
, C.Elanchezhain
4
, B.Vijayaramanath
5
1
Student, Mechanical Engineering, Sri Sairam Engineering College, Tamil nadu, India
2
Student, Mechanical Engineering, Sri Sairam Engineering College, Tamil nadu, India
3
Student, Mechanical Engineering, Sri Sairam Engineering College, Tamil nadu, India
4
Professor, Mechanical Engineering, Sri Sairam Engineering College, Tamil nadu, India
5
Professor, Mechanical Engineering, Sri Sairam Engineering College, Tamil nadu, India
Abstract
A hull is defined as the body of the ship. It is also one of the major parts of the ship since it carries most of the load. In general, many
naval structures such as ships, combatants and small boats are generally made up of steel and aluminium. Even though steel and
aluminium provide excellent strength and stiffness value it is highly corrodible and therefore subjected to frequent maintenance
schedules. In recent research basalt fiber has grown great importance in naval application. Basalt is generic name for solidified lava
which poured out the volcanoes. Basalt is 1/3 of earth Crust. .Basalt fibers were found to have fairly good mechanical properties than
other fibers. It exhibits greater tensile strength, very high heat resistance, high impact strength, and strong alkali resistance and low
moisture absorption. Basalt products can be used from very low temperatures (about 200C) up to the comparative high
temperatures 700 800C. Therefore, this paper deals with the reinforcement of continuous basalt fibers with carbon nano tubes
which overcomes the disadvantages of corrosion as well as lack of strength in naval structures. This kind of reinforcement is mainly
utilized in civil constructions. But when put into use in naval structures it will greatly increase the mechanical properties of ships and
lead to an increased performance in ships. This paper deals with the process of integrating basalt fibers into CNT and determining the
mechanical properties of the resulting fiber and to determine how the newly created fiber will be useful in tackling the problems that
are faced by today`s naval structures.
Keywords: Carbon Nano Tubes, Basalt fibre, Mechanical properties, naval structures.
----------------------------------------------------------------------***----------------------------------------------------------------------
1. INTRODUCTION
Most naval ships suffer from lack of strength and effective
resistance against corrosion. The conventional steel used
possesses greater strength and stiffness but lacks resistance to
corrosion. This has been overcome with the use of polymers,
but they lack the necessary stiffness. Currently carbon fibers
are used as a reinforcement material for polymers used for
constructing ship hulls. But carbon fibers are too costly
therefore cannot be used in wide range. They are only
restricted to special applications .CNT is one of the strongest
materials to be synthesized in laboratories. Multiwall carbon
nanotubes have the highest tensile strength in comparison with
any material yet measured (63 Gpa). When it is utilized in ship
construction it can be put to great use by highly improving the
resistance of ships to underwater shock loading (UNDEX) as
well as improving the mechanical properties of the ship.
2. BASALT FIBERS
The main aim of choosing basalt fiber is that it is cheaper and
easily available;they cost less than that of glass fiber. Basalt
fibers also have fairly good mechanical properties than other
fibers currently used. Basalt base composites can replace steel
(1 kg of basalt reinforces equals 9.6 kg of steel).
Table 1: Properties of Basalt fibre
Property Value
Tensile strength 4.84 Gpa
Elastic modulus 89 Gpa
Elongation at break 3.15%
Density 2.7 g/cm
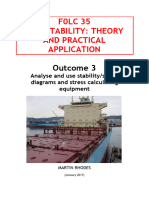
2.1 Manufacturing of Basalt Fibers
Basalt fibres are extruded from basalt rocks through a melting
process without the application of additives. The
manufacturing process can be summarized as shown
IJRET: International Journal of Research in Engineering and Technology eISSN: 2319-1163 | pISSN: 2321-7308
__________________________________________________________________________________________
Volume: 03 Special Issue: 07 | May-2014, Available @ http://www.ijret.org 419
Fig -1: Tank for sizing, 2. Furnace, 3.Bushing, 4. Sizing
applicator, 5. Tray for used sizing collection, 6.Winder, 7.
Spool, 8. Tank for used sizing
Quarried basalt rock is first crushed, then washed and moved
into melting baths in gas-heated furnaces. under temperature
of 1460-1500 C. Here, the process is simpler than glass fibre
processing because the basalt fibre has a less complex
composition. Molten basalt flows from furnace through a
platinum-rhodium bushing with 200, 400 ,800 or more holes
and the fibres can be drawn from the melt under hydrostatic
pressure. Then a sizing is applied to the surface of the fibres
by a sizing applicator to impart strand integrity, lubricity, and
resin compatibility. Finally, a winder allows to realize some
large spools of continuous basalt filament. The production
process, particularly temperature levels in the furnace, is of
considerable importance in relation to final mechanical
properties of basalt fibrous materials
2.2 Method of Integrating CNT into FRP
The incorporation of CNT with conventional micro scale fibre
reinforcements in a common polymer can be achieved by
modifying either the matrix resin or the fibre reinforcement
using the CNT`s. Modifying the matrix resin by dispersing the
CNT`s into the polymer offers the most conventional, easy
and compatible method. A number of methods such as shear
mixing, calendaring, extrusion, ultrasonication and ball
milling. Apart from the above conventional techniques of
mixing CNTs with a polymer resin before incorporation with
fiber reinforcements, more systematic approaches have been
developed to fabricate advanced FRPs, including i)
attachment, grafting or growth of CNTs on the reinforcing
fibers or fabrics, ii) interleaving bucky papers made from
CNTs at certain laminar interfaces, iii) manual spreading or
spraying of CNTs on prepregs. The key advantages of direct
attachment of CNTs on the fibers/fabrics or interleaving
technique are the ability to incorporate CNTs at high
concentrations and incorporate the CNTs selectively at the
locations of interest within a composite.
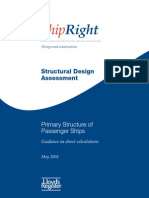
3. MANUFACTURING OF CNT REINFORCED
BASALT COMPOSITES
The method of reinforcing CNT into FRP is either by
modifying the resin or by modifying the matrix The
fabrication process of multi-scale CNT/epoxy/basalt
composites involves mixing Epoxy resin with hardener (2:1
v/v) was prepared using 2 wt.% oxidized CNTs., and the
composite is cured in an autoclave at 3 kgf/cm
2
and 130
0
C for
2 hours.
Fig -2: Schematic diagram of preparation of CNT
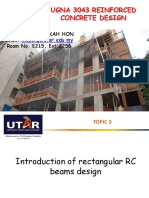
Tensile properties such as tensile strength, tensile modulus can
be determined in accordance with ASTM D3039 standard.
Where the standard breadth and length of the test specimen is
determined as 25mm*250mm,for unidirectional fiber
orientation of 0
0
the thickness of the laminate is considered as
1mm. The tensile specimen is held in a testing machine by
wedge action grips and pulled at a recommended cross-head
speed of 2mm/min (0.08 in./min). Longitudinal and transverse
strains are measured employing electrical resistance strain
gages that are bonded in the gage section of the specimen.
Fig -3: Tensile test specimen
IJRET: International Journal of Research in Engineering and Technology eISSN: 2319-1163 | pISSN: 2321-7308
__________________________________________________________________________________________
Volume: 03 Special Issue: 07 | May-2014, Available @ http://www.ijret.org 420
4. STRESSES ACTING ON THE SHIP
Bending moment is the amount of 'bending' the hull
experiences. It is highest in the middle and occurs when the
hull is bridging 2 waves (sagging or positive bending).
Another situation is when a wave is supporting the hull
amidships as if the ship was riding a wave (hogging or
negative bending).
4.1 Racking Stress
In a seaway as a ship rolls from one side to the other the
different areas of the ship have motion which are dependent
on the nature of the subject area. The accelerations are thus
not similar due to the various masses of the different sections
(although joined together). These accelerations on the ships
structure are liable to cause distortion in the transverse section.
4.2 Panting
This is a stress, which occurs at the ends of a vessel due to
variations in water pressure on the shell plating as the vessel
pitches in a seaway. The effect is accentuated at the bow when
making headway.
4.3 Pounding
Heavy pitching assisted by heaving as the whole vessel is
lifted in a seaway and again as the vessel slams down on the
water is known as pounding or slamming. This may subject
the forepart to severe blows from the sea. The greatest effect is
experienced in the light ship condition.
4.4 Hogging and Sagging
Hogging is the stress a ships hull experiences that cause the
center or the hull to bend upward. Sagging is the stress a ship's
hull or keel is placed under when a wave is the same length as
the ship and the ship is in the trough of two waves. This
causes the middle of the ship to bend down slightly, and
depending of the level of bend, may cause the hull to snap or
crack
Fig -4: Representation of Sagging and hogging
5. ANALYSIS
Stress analysis for conventional ship vessels:
Considering steel grade of A-B-D for building conventional
hulls. The value of yield stress is given by the formulae
R
eH0
= value of the minimum guaranteed yieldstress at
ambient temperature
E
0
= value of the Youngs modulus at ambienttemperature
= service temperature [C]
Considering the service temperature to be 25
0
C.
When steels with a minimum yield stress R
eH
greater than 235
N/mm
2
are used, hull scantlings are to be determined by taking
into account the material factor k,which can be determined by
the formula
Taking the value of k as 1.After calculation the value of R
eH,
it
is found that R
eH
= 235 N/mm
2
for grade A-B-D steel and the
youngs modulus value E=2*10
5
N/mm
2
.since the value of
youngs modulus for CNT reinforced composite is 270 to 920
Gpa and it is found to be more efficient than steel.
6. THEORETICAL PROPERTIES OF THE
COMPOSITE
The properties of the given matrix can be evaluated using the
rule of mixtures and the inverse rule of mixtures. According to
the citation given by Smrutisikha Bal [10] ,the properties of
CNT is enhanced at 2% wt. The volume fraction of the fibre
is given by using the formula
/
/ (1 ) /
f f
f
f f f m
W
V
W W
=
+
Where
f
V is the volume fraction of the fiber
f
W is the weight fraction of the fiber
f
is the density of the fiber
m
is the density of the matrix
From the properties of basalt fiber and CNT analysed, the
value of
f
is taken as 2.66g/cc and the value of
m
is taken
as 1.33 g/cc thus after calculation the theoretical value of the
volume fraction of the fiber is 98.6% and the volume fraction
of the matrix is found to be 3.9% respectively. The density of
the composite is calculated using the formula
0.75
1.04
1000
eH eHo
R R
u | |
=
|
\ .
0.5
1.03
1000
o
E E
u | |
=
|
\ .
( )
2
/ N mm
( )
2
/ N mm
295
60
eH
k
R
=
+
IJRET: International Journal of Research in Engineering and Technology eISSN: 2319-1163 | pISSN: 2321-7308
__________________________________________________________________________________________
Volume: 03 Special Issue: 07 | May-2014, Available @ http://www.ijret.org 421
By substituting the values of
f
V and
m
V respectively in the
above equation we get the theoretical density to be equal to
2.607g/cc. The longitudinal tensile modulus of the resulting
composite is determined using the formula
Where
L
E is the longitudinal tensile modulus
f
E is the longitudinal tensile modulus of the fiber
m
E is the longitudinal tensile modulus of the matrix
By substituting the values of
m
E as 54.75Gpa and
f
E as
89gpa,we find that the value of
L
E as87.63Gpa.
The transverse modulus of the composite is determined using
the formula
Where
T
E is the transverse modulus of the composite
f
E is the transverse modulus of the fiber
m
E is the transverse modulus of the matrix
By substituting the values of
f
E and
m
E as 8.27Gpa, 5.26Gpa
we get the value of
T
E as 8.091Gpa.
The enhancement in strength is given by the formula
Where L Length of the fraction in m
r - Radius of the fraction in m
T Tensile strength in Mpa.
V
f
Volume fraction
L
p
Length of pulling of fiber in m
Substituting the corresponding values r=7 nm , L=10 m , V
f
=1% , T = 10 Mpa , L
p
=5 m by substituting the above values
we get the value of enhancement in toughness to be about
357.14m
-1
.
7. CALCULATION OF QUANTITY OF CNT
REQUIRED
According to the ASTM D3039 the specimen size is
25mm*250mm respectively, thus the area of one test specimen
for tensile testing is found out to be 62.5cm
2
.In case of adding
CNT to the resin, the whole area is considered. As the
calculated value of volume fraction of matrix is taken as 3.9%,
the area occupied by the matrix is calculated as
2.4375cm
2
.Thus the mass of CNT required is evaluated as
6.48375 grams that is approximately equal to 6.5 grams of
CNT per test specimen.
8. ADVANTAGES
When CNT is reinforced into materials such as fiber glass,
plastic or even metals it greatly increases the strength to
weight ratio. Due to increased strength to weight ratio the size
of the vessel also tremendously increases. This also decreases
the fuel consumption of the ships thereby reducing the demand
for more fuel, making voyage through ships more efficient and
cheaper and affordable by all. Use of MWCNT prevents bio
fouling of ship hulls by discouraging attachment of algae and
barnacles. Incorporation of CNTs increases anti corrosion
resistance for metals. For load bearing application, CNT
powders mixed with polymers can increase stiffness and
fracture toughness by 6 and 23% respectively without
compromising other mechanical properties. Recent examples
of application in marine include light weight wind turbine
blades and hulls
9. CONCLUSIONS
As the use of CNT as a reinforcing agent for basalt fibers
which is used in ship building is found to bring about a great
revolution in the field of ship building and construction
techniques by increasing various mechanical properties as well
as increasing the size of the ships as well as their performance
By calculations it can be proved that usage of CNT reinforced
basalt fibers will prove highly potential in conventional ship
building. At present analysis CNT is young and developing.
When utilized fully can be put to good use
REFERENCES
[1] Jongsung Sim, Cheolwoo Park, Do Young Moon ,
Characteristics of basalt fiber as a strengthening
materialfor concrete structures
[2] Kunal Singha , A short review on basalt fiber
[3] A.Wei Chen, B. Hongbin Shen ,L. Maria,
A.Changzheng Huang,A. Steven Nutt, Basalt fiber
epoxy laminates with functionalized multi-walled
carbon nanotubes
[4] R. Andrews , M.C. Weisenberger, Carbon nanotube
polymer composites
[5] K. Van de Velde ,P. Kiekens ,L. Van Langenhove ,
Basalt fibre as reinforcement for composites
f f m m
V V = +
( ) ( )
1
L f f m m f f m f m f f m
E E V E V E V E V E V E E = + = + = +
1
f
m
T f m
V
V
E E E
= +
,
2
f P
IC SS
LV TL
G
r
A =
IJRET: International Journal of Research in Engineering and Technology eISSN: 2319-1163 | pISSN: 2321-7308
__________________________________________________________________________________________
Volume: 03 Special Issue: 07 | May-2014, Available @ http://www.ijret.org 422
[6] http://en.wikipedia.org/wiki/Hogging_and_sagging/
[7] http://www.google.co.in/?gws_rd=cr&ei=7EknUqOhH
sOmrAf_k4GYDw#q=advantages+of+using+Cnt+in+p
olymers
[8] http://www.hindawi.com/journals/jnm/2012/262694/
[9] Fiber Reinforced composites- Materials, Manufacturing
and design by P.K Mallik
[10] Dispersion and reinforcing mechanism of carbon
nanotubes in epoxy nanocomposites SMRUTISIKHA
BAL
[11] Longitudinal stiffness characteristics of Uni directional
fiber reinforced polymeric composites subjected to
tension-Nicolae taranu,Raluca Hohan & Liliana Bejan
BIOGRAPHIES
Name: V.Govind, Student at Sri Sairam
Engineering college. Department Mechanical
Engineering
Name: J.Saravana kumar, Student at Sri Sairam
Engineering college. Department Mechanical
Engineering
Name: Shyam Venkatramanan V., Student at
Sri Sairam Engineering college. Department
Mechanical Engineering
You might also like
- The Royal Institution of Naval Architects The Advantages of Composite Material in Marine Renewable Energy StructuresDocument7 pagesThe Royal Institution of Naval Architects The Advantages of Composite Material in Marine Renewable Energy StructuressimalaraviNo ratings yet
- Deep Water Mooring Systems Using Fiber RopesDocument10 pagesDeep Water Mooring Systems Using Fiber RopesSaeed JabbariNo ratings yet
- Irjet V5i4297Document2 pagesIrjet V5i4297Cornelia BaeraNo ratings yet
- Mechanical Properties of Glass Fiber Reinforced PoDocument6 pagesMechanical Properties of Glass Fiber Reinforced Podzul effendiNo ratings yet
- Ihsanullah2019 PDFDocument110 pagesIhsanullah2019 PDFMuhammad Arqam ZaheerNo ratings yet
- Filament Winding Machine Contruction Analysis PDFDocument10 pagesFilament Winding Machine Contruction Analysis PDFSantiago Angel100% (1)
- Pultrusion of Composites - An OverviewDocument15 pagesPultrusion of Composites - An OverviewAkhil DayaluNo ratings yet
- Polypropylene Fibre Reinforced ShotcreteDocument11 pagesPolypropylene Fibre Reinforced Shotcreteabhineet srivastava100% (2)
- Irjet V10i447Document9 pagesIrjet V10i447Kothuri KarunaNo ratings yet
- Application of A Self-Compacting Ultra-High-Performance Fibre-Reinforced Concrete To Retrofit RC Beams Subjected To Repeated LoadingDocument13 pagesApplication of A Self-Compacting Ultra-High-Performance Fibre-Reinforced Concrete To Retrofit RC Beams Subjected To Repeated LoadingAhmad AdibNo ratings yet
- Design and Analysis of Filament Wound Composite Pressure Vessel With Integrated-End DomesDocument9 pagesDesign and Analysis of Filament Wound Composite Pressure Vessel With Integrated-End DomesmrezaianNo ratings yet
- General Study On Testing and Retrofitting of BeamsDocument8 pagesGeneral Study On Testing and Retrofitting of BeamsRaja Hashir YousufNo ratings yet
- Major Project RSMD 24-03-2016Document58 pagesMajor Project RSMD 24-03-2016divyaNo ratings yet
- J Conbuildmat 2017 03 124Document10 pagesJ Conbuildmat 2017 03 124Vandal RayNo ratings yet
- 2017 - FC2015 - Effect of The Loading Rate On Fibre Reinforced Concrete BeamsDocument7 pages2017 - FC2015 - Effect of The Loading Rate On Fibre Reinforced Concrete BeamsJuhász KPNo ratings yet
- Composite Fabrication by Filament WindingDocument26 pagesComposite Fabrication by Filament WindingAVI_ROHININo ratings yet
- Mechanical Characterization and Feasibility Analysis of Polymer Fiber Composite MaterialDocument8 pagesMechanical Characterization and Feasibility Analysis of Polymer Fiber Composite MaterialIJRASETPublicationsNo ratings yet
- Filament Winding Process GuideDocument17 pagesFilament Winding Process GuideCharaf Leo100% (1)
- Fiber Optic Terminations For Subsea Applications: Matt Christiansen and Gary Brown, SEACON / Brantner & Associates IncDocument8 pagesFiber Optic Terminations For Subsea Applications: Matt Christiansen and Gary Brown, SEACON / Brantner & Associates IncKarlJohansonNo ratings yet
- 03 TextilesDocument17 pages03 TextilesGayathri NNo ratings yet
- Project Report PDFDocument66 pagesProject Report PDFTEAM LUASKARTNo ratings yet
- Improving interlaminar shear strength of composites with carbon nanotubesDocument15 pagesImproving interlaminar shear strength of composites with carbon nanotubesAnkushNo ratings yet
- G Hawsers: Taut Leg MooringsDocument5 pagesG Hawsers: Taut Leg MooringsMulyo SetiawanNo ratings yet
- Civil Engineering JournalDocument9 pagesCivil Engineering JournalharshitNo ratings yet
- Composite Pressure VesselsDocument22 pagesComposite Pressure VesselsInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Resistance Calculation of A Composite Material Structure For Leisure Crafts Using Finite Element MethodDocument10 pagesResistance Calculation of A Composite Material Structure For Leisure Crafts Using Finite Element MethodperrinchiNo ratings yet
- Project 0075Document9 pagesProject 0075krishna reddyNo ratings yet
- Design and Testing of Bi-Stable Booms For Space ApplicationsDocument9 pagesDesign and Testing of Bi-Stable Booms For Space ApplicationsNikhilNo ratings yet
- Review of Composite Sandwich Structure in Aeronautic ApplicationsDocument23 pagesReview of Composite Sandwich Structure in Aeronautic ApplicationsFatih KESKİNo ratings yet
- Applications of Sandwich Plate System For Ship StructuresDocument8 pagesApplications of Sandwich Plate System For Ship StructuresHusen ShahabNo ratings yet
- Sample Paper 3 PDFDocument28 pagesSample Paper 3 PDFAnni MataqeiNo ratings yet
- 7th Int'l Conf on Civil Eng Strengthen thin concrete with hempDocument7 pages7th Int'l Conf on Civil Eng Strengthen thin concrete with hempKenan KajosevicNo ratings yet
- Composites: Part A: Justine Beauson, Bo Madsen, Chiara Toncelli, Povl Brøndsted, Jakob Ilsted BechDocument10 pagesComposites: Part A: Justine Beauson, Bo Madsen, Chiara Toncelli, Povl Brøndsted, Jakob Ilsted BechBruno CostaNo ratings yet
- Composites Science and Technology: Susan M. Rankin, Mikayla K. Moody, Amit K. Naskar, Christopher C. BowlandDocument8 pagesComposites Science and Technology: Susan M. Rankin, Mikayla K. Moody, Amit K. Naskar, Christopher C. Bowlandaagun1No ratings yet
- Synthetic Mooring Ropes For Marine Renewable EnergyDocument14 pagesSynthetic Mooring Ropes For Marine Renewable EnergyantonioNo ratings yet
- 2 PDFDocument11 pages2 PDFYamini SudhaNo ratings yet
- MacroSyntheticFiberReinforced TunnelLinings PDFDocument13 pagesMacroSyntheticFiberReinforced TunnelLinings PDFDaniel ZabalaNo ratings yet
- Composite Pressure Vessels: December 2012Document23 pagesComposite Pressure Vessels: December 2012Assistente Engenharia HNRNo ratings yet
- Effects of Silica Additives On Fracture Properties of Carbon Nanotube and Carbon Fiber Reinforced Portland Cement MortarDocument9 pagesEffects of Silica Additives On Fracture Properties of Carbon Nanotube and Carbon Fiber Reinforced Portland Cement MortarfojegaNo ratings yet
- A Critical Review On Carbon Nanotubes: Dr. Jayeshkumar Pitroda Bansri JethwaDocument7 pagesA Critical Review On Carbon Nanotubes: Dr. Jayeshkumar Pitroda Bansri Jethwahailu mulatNo ratings yet
- Construction of Low-Cost Straw Bale House With Regard To Environmental Management in MyanmarDocument6 pagesConstruction of Low-Cost Straw Bale House With Regard To Environmental Management in MyanmarEditor IJTSRDNo ratings yet
- Carbon Fiber: A Cost-Effective Future for Building MaterialsDocument6 pagesCarbon Fiber: A Cost-Effective Future for Building MaterialsAjith PkdNo ratings yet
- Md. Kamruzzaman, Md. Eman Talukder, Md. Nahid Pervez, Asif Kamal, Ying-Jie CAIDocument5 pagesMd. Kamruzzaman, Md. Eman Talukder, Md. Nahid Pervez, Asif Kamal, Ying-Jie CAIAsif KamalNo ratings yet
- Wind Turbine Blade MaterialsDocument64 pagesWind Turbine Blade MaterialsMatthew Mullan100% (1)
- STRENGTHENING OF RCC BEAM WITH ADVANCED COMPOSITE MATERIALS IeeeDocument3 pagesSTRENGTHENING OF RCC BEAM WITH ADVANCED COMPOSITE MATERIALS Ieeettk qsNo ratings yet
- Analysis and Optimization of Water Treatment Plant Rotating TrussDocument5 pagesAnalysis and Optimization of Water Treatment Plant Rotating TrussShameer ShajiNo ratings yet
- 25 Iunie 09 Sakata FootbridgeDocument8 pages25 Iunie 09 Sakata FootbridgeGyorgy Adrienne100% (1)
- 1-s2.0-S2212827117304614-mainDocument6 pages1-s2.0-S2212827117304614-mainPeter PišekNo ratings yet
- Guidel 26Document25 pagesGuidel 26Ashley PerrettNo ratings yet
- Materials: Improved Strength and Toughness of Carbon Woven Fabric Composites With Functionalized MwcntsDocument18 pagesMaterials: Improved Strength and Toughness of Carbon Woven Fabric Composites With Functionalized Mwcntsarash125No ratings yet
- Experimental Testing On Carbon Basalt Interwoven Fabric To Determine Its Mechanical PropertiesDocument9 pagesExperimental Testing On Carbon Basalt Interwoven Fabric To Determine Its Mechanical PropertiesIJRASETPublicationsNo ratings yet
- Concrete ClothDocument21 pagesConcrete ClothFasee UllahNo ratings yet
- Kevlar-Glass With CNT - Project PresentationDocument19 pagesKevlar-Glass With CNT - Project Presentationrobinston jeyasinghNo ratings yet
- (MAKALE) Assessment of Self-Sensing Capability of Carbon Black Engineered Cementitious CompositesDocument9 pages(MAKALE) Assessment of Self-Sensing Capability of Carbon Black Engineered Cementitious CompositesİMİRZA OKAY ALTUNTAŞNo ratings yet
- Experimental Investigation Into BanDocument17 pagesExperimental Investigation Into BanR HarshavardhanaNo ratings yet
- 12 - Dan DobrotaDocument5 pages12 - Dan DobrotafNo ratings yet
- Western India Wire IndustriesDocument7 pagesWestern India Wire Industriesyns_krisNo ratings yet
- Materials and Design: Libo Yan, Nawawi ChouwDocument11 pagesMaterials and Design: Libo Yan, Nawawi ChouwVaish NaoNo ratings yet
- Design of Marine Risers with Functionally Graded MaterialsFrom EverandDesign of Marine Risers with Functionally Graded MaterialsNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Impact of Flood Disaster in A Drought Prone Area - Case Study of Alampur Village of Mahabub Nagar DistrictDocument5 pagesImpact of Flood Disaster in A Drought Prone Area - Case Study of Alampur Village of Mahabub Nagar DistrictInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Flood Related Disasters Concerned To Urban Flooding in Bangalore, IndiaDocument8 pagesFlood Related Disasters Concerned To Urban Flooding in Bangalore, IndiaInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Wind Damage To Trees in The Gitam University Campus at Visakhapatnam by Cyclone HudhudDocument11 pagesWind Damage To Trees in The Gitam University Campus at Visakhapatnam by Cyclone HudhudInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Role of Voluntary Teams of Professional Engineers in Dissater Management - Experiences From Gujarat EarthquakeDocument6 pagesRole of Voluntary Teams of Professional Engineers in Dissater Management - Experiences From Gujarat EarthquakeInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Groundwater Investigation Using Geophysical Methods - A Case Study of Pydibhimavaram Industrial AreaDocument5 pagesGroundwater Investigation Using Geophysical Methods - A Case Study of Pydibhimavaram Industrial AreaInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Effect of Lintel and Lintel Band On The Global Performance of Reinforced Concrete Masonry In-Filled FramesDocument9 pagesEffect of Lintel and Lintel Band On The Global Performance of Reinforced Concrete Masonry In-Filled FramesInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Enhancing Post Disaster Recovery by Optimal Infrastructure Capacity BuildingDocument8 pagesEnhancing Post Disaster Recovery by Optimal Infrastructure Capacity BuildingInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Shear Strength of RC Deep Beam Panels - A ReviewDocument15 pagesShear Strength of RC Deep Beam Panels - A ReviewInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Review Study On Performance of Seismically Tested Repaired Shear WallsDocument7 pagesReview Study On Performance of Seismically Tested Repaired Shear WallsInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Monitoring and Assessment of Air Quality With Reference To Dust Particles (Pm10 and Pm2.5) in Urban EnvironmentDocument3 pagesMonitoring and Assessment of Air Quality With Reference To Dust Particles (Pm10 and Pm2.5) in Urban EnvironmentInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Low Cost Wireless Sensor Networks and Smartphone Applications For Disaster Management and Improving Quality of LifeDocument5 pagesLow Cost Wireless Sensor Networks and Smartphone Applications For Disaster Management and Improving Quality of LifeInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Likely Impacts of Hudhud On The Environment of VisakhapatnamDocument3 pagesLikely Impacts of Hudhud On The Environment of VisakhapatnamInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Wind Damage To Buildings, Infrastrucuture and Landscape Elements Along The Beach Road at VisakhapatnamDocument10 pagesWind Damage To Buildings, Infrastrucuture and Landscape Elements Along The Beach Road at VisakhapatnamInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Hudhud Cyclone - A Severe Disaster in VisakhapatnamDocument8 pagesHudhud Cyclone - A Severe Disaster in VisakhapatnamInternational Journal of Research in Engineering and TechnologyNo ratings yet
- A Geophysical Insight of Earthquake Occurred On 21st May 2014 Off Paradip, Bay of BengalDocument5 pagesA Geophysical Insight of Earthquake Occurred On 21st May 2014 Off Paradip, Bay of BengalInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Challenges in Oil and Gas Industry For Major Fire and Gas Leaks - Risk Reduction MethodsDocument4 pagesChallenges in Oil and Gas Industry For Major Fire and Gas Leaks - Risk Reduction MethodsInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Developing of Decision Support System For Budget Allocation of An R&D OrganizationDocument6 pagesDeveloping of Decision Support System For Budget Allocation of An R&D OrganizationInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Detection of Hazard Prone Areas in The Upper Himalayan Region in Gis EnvironmentDocument9 pagesDetection of Hazard Prone Areas in The Upper Himalayan Region in Gis EnvironmentInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Assessment of Seismic Susceptibility of RC BuildingsDocument4 pagesAssessment of Seismic Susceptibility of RC BuildingsInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Analytical Solutions For Square Shape PressureDocument4 pagesAnalytical Solutions For Square Shape PressureInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Comparative Study of The Forces in G+5 and G+10 Multi Storied Buildings Subjected To Different Wind SpeedsDocument10 pagesComparative Study of The Forces in G+5 and G+10 Multi Storied Buildings Subjected To Different Wind SpeedsInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Effect of Hudhud Cyclone On The Development of Visakhapatnam As Smart and Green City - A Case StudyDocument4 pagesEffect of Hudhud Cyclone On The Development of Visakhapatnam As Smart and Green City - A Case StudyInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Cyclone Disaster On Housing and Coastal AreaDocument7 pagesCyclone Disaster On Housing and Coastal AreaInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Can Fracture Mechanics Predict Damage Due Disaster of StructuresDocument6 pagesCan Fracture Mechanics Predict Damage Due Disaster of StructuresInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Coastal Zones - Seismic Vulnerability An Analysis From East Coast of IndiaDocument4 pagesCoastal Zones - Seismic Vulnerability An Analysis From East Coast of IndiaInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Brain Tumor Segmentation Using Asymmetry Based Histogram Thresholding and K-Means ClusteringDocument4 pagesBrain Tumor Segmentation Using Asymmetry Based Histogram Thresholding and K-Means ClusteringInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Rate Adaptive Resource Allocation in Ofdma Using Bees AlgorithmDocument5 pagesRate Adaptive Resource Allocation in Ofdma Using Bees AlgorithmInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Disaster Recovery Sustainable HousingDocument4 pagesDisaster Recovery Sustainable HousingInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Cpw-Fed Uwb Antenna With Wimax Band-Notched CharacteristicsDocument5 pagesCpw-Fed Uwb Antenna With Wimax Band-Notched CharacteristicsInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Sem2 - Ship ConstructionDocument65 pagesSem2 - Ship ConstructionJaiprakash Jain100% (5)
- Ship Construction 2020Document108 pagesShip Construction 2020Cap Karim ElSherbini100% (3)
- Box Culvert Two BarrelDocument23 pagesBox Culvert Two BarrelPurnima ArkalgudNo ratings yet
- Masela LNG Stress AnalysisDocument23 pagesMasela LNG Stress AnalysisRagerishcire KanaalaqNo ratings yet
- SMSC-1400-01 - Answer KeysDocument5 pagesSMSC-1400-01 - Answer KeysAmir SoleimanyNo ratings yet
- Design of Two Cell Box StructureDocument15 pagesDesign of Two Cell Box StructureHarish Kumar MahavarNo ratings yet
- Bridge Design Report - Final-SadaDocument294 pagesBridge Design Report - Final-SadaSadatcharaMoorthi NNo ratings yet
- Composite Section Verfication 01Document24 pagesComposite Section Verfication 01dubai eyeNo ratings yet
- Notes On Ship ConstructionDocument23 pagesNotes On Ship Constructionpimpampum111100% (4)
- Steel Barges: Rules and Guidance For The Classification ofDocument111 pagesSteel Barges: Rules and Guidance For The Classification ofRUBEN BARTOLOME GARCIANo ratings yet
- Protastructure Design Guide: Differential Axial Deformation Effects in 3D Analysis of BuildingsDocument29 pagesProtastructure Design Guide: Differential Axial Deformation Effects in 3D Analysis of BuildingsAnthony MbahNo ratings yet
- ManualDraftStab PDFDocument51 pagesManualDraftStab PDFДмитрий ЯрычNo ratings yet
- Shear Stress and Bending Moment On ShipsDocument26 pagesShear Stress and Bending Moment On ShipsGuanaeli Taquini DeolindoNo ratings yet
- Draft Changes Ship Stability ProblemsDocument7 pagesDraft Changes Ship Stability ProblemsJhun Clyde Dabasol100% (1)
- Still Water BM and SFDocument5 pagesStill Water BM and SFpothirajkalyanNo ratings yet
- Ship Construction and Structure by Azaruddin MominDocument147 pagesShip Construction and Structure by Azaruddin MominNaman joshi100% (2)
- f0lc 35 Ship Stability - Theory App - Outcome 3 - Cover Sections 1-3Document33 pagesf0lc 35 Ship Stability - Theory App - Outcome 3 - Cover Sections 1-3Amit ChahandeNo ratings yet
- Beam Column Joint IIT RoorkeeDocument109 pagesBeam Column Joint IIT RoorkeeMayank RajputNo ratings yet
- Unit 5 - Stress & StrainsDocument14 pagesUnit 5 - Stress & StrainsMidhul MineeshNo ratings yet
- 2232023073602325ships StressesDocument17 pages2232023073602325ships StressesAnthony HidalgoNo ratings yet
- SDA Primary Structure of Passenger Ships-Guidance On Direct Calculations PDFDocument48 pagesSDA Primary Structure of Passenger Ships-Guidance On Direct Calculations PDFhiginio.moro6182No ratings yet
- Ship ConstructionDocument7 pagesShip Constructionpramodkb_cusatNo ratings yet
- Analysis Assignment 2 - 2021Document8 pagesAnalysis Assignment 2 - 2021kameshNo ratings yet
- Ship Manager Test Report For 3600 TEU Class Container CarrierDocument71 pagesShip Manager Test Report For 3600 TEU Class Container Carrierantony augustineNo ratings yet
- W3 L3 Introduction of Rectangular RC Beams DesignDocument28 pagesW3 L3 Introduction of Rectangular RC Beams Design木辛耳总No ratings yet
- Design of RCC Box 1 X 2.0 M X 2.0m-300mm Cushion-2Document220 pagesDesign of RCC Box 1 X 2.0 M X 2.0m-300mm Cushion-2HegdeVenugopalNo ratings yet
- Primary Structure of Passenger Ships, April 2017Document57 pagesPrimary Structure of Passenger Ships, April 2017Ferfer BarbarNo ratings yet
- DNV RU SHIP Pt3Ch4Document96 pagesDNV RU SHIP Pt3Ch4Caroline100% (1)
- 2) Basic Seamanship - Hull Structure PDFDocument45 pages2) Basic Seamanship - Hull Structure PDFRodrigo II Eucogco100% (2)
- 4 - Hydrostatic Particulars (Stability Book)Document22 pages4 - Hydrostatic Particulars (Stability Book)Enrique Arroyo100% (1)