You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Full Annealing Full Annealing Is The Process of Slowly Raising The Temperature About 50Document10 pagesFull Annealing Full Annealing Is The Process of Slowly Raising The Temperature About 50scorpionarnoldNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- 13 - Thermal PropertyDocument18 pages13 - Thermal PropertyNikhil Kumar ChennuriNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- NptelDocument2 pagesNptelscorpionarnoldNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Displacement SensorDocument32 pagesDisplacement SensorscorpionarnoldNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- EntrepreneurshipDocument39 pagesEntrepreneurshipscorpionarnoldNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hall EffectDocument14 pagesHall EffectscorpionarnoldNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 8085architecture IntroductionDocument26 pages8085architecture IntroductionAshish KumarNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Intro To Material Science & EngineeringDocument16 pagesIntro To Material Science & EngineeringAnkur Yash100% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- 35 Non Conventional MachiningDocument13 pages35 Non Conventional MachiningPRASAD326100% (8)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Questions and Answers on NanotechnologiesDocument5 pagesQuestions and Answers on NanotechnologiesscorpionarnoldNo ratings yet
- ENTREPRENEURSHIP DEVELOPMENT KEY CONCEPTSDocument31 pagesENTREPRENEURSHIP DEVELOPMENT KEY CONCEPTSscorpionarnoldNo ratings yet
- Hydraulics Vs PneumaticsDocument22 pagesHydraulics Vs Pneumaticsscorpionarnold100% (1)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- MotorsDocument36 pagesMotorsscorpionarnold100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Introduction to Sensors and Position Sensing TechnologiesDocument132 pagesIntroduction to Sensors and Position Sensing TechnologiesscorpionarnoldNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- ME2401 Lesson PlanDocument6 pagesME2401 Lesson PlanscorpionarnoldNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- An Instruction Manual - NewDocument34 pagesAn Instruction Manual - NewscorpionarnoldNo ratings yet
- University Rank Holders-Sathyabama UniversityDocument1 pageUniversity Rank Holders-Sathyabama UniversityscorpionarnoldNo ratings yet
- Enterp PDFDocument22 pagesEnterp PDFMARITIM GEOFFREY KIPLANGATNo ratings yet
- Basic Civil and Mechanical Engg SyllabusDocument2 pagesBasic Civil and Mechanical Engg SyllabusscorpionarnoldNo ratings yet
- Metal Cutting Processes and MechanismsDocument86 pagesMetal Cutting Processes and MechanismsscorpionarnoldNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- FMEADocument91 pagesFMEAscorpionarnoldNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Event Tree AnalysisDocument14 pagesEvent Tree AnalysisscorpionarnoldNo ratings yet
- Human Resource Information SystemsDocument10 pagesHuman Resource Information SystemsscorpionarnoldNo ratings yet
- Event Tree AnalysisDocument14 pagesEvent Tree AnalysisscorpionarnoldNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- ServiceDocument41 pagesServicescorpionarnoldNo ratings yet
- ME 1305 - Applied Hydraulics and PneumaticsDocument7 pagesME 1305 - Applied Hydraulics and PneumaticsUva ShruthikaNo ratings yet
- Why Determine Root Cause?: Approved For Public ReleaseDocument17 pagesWhy Determine Root Cause?: Approved For Public ReleasescorpionarnoldNo ratings yet
- Me TrologyDocument66 pagesMe TrologyscorpionarnoldNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Engineering Metrology and Measurements Unit 1 2Document82 pagesEngineering Metrology and Measurements Unit 1 2scorpionarnold100% (1)
- lADC/SPE 47791 Optimization of Drilling Parameters With The Performance of Multilobe Positive Displacement Motor (PDM)Document8 pageslADC/SPE 47791 Optimization of Drilling Parameters With The Performance of Multilobe Positive Displacement Motor (PDM)Anonymous VNu3ODGavNo ratings yet
- Singati Hydro Energy Ltd.Document47 pagesSingati Hydro Energy Ltd.kumarNo ratings yet
- ECE 476 Exam #1 Thursday, October 6, 2016: Name: - AnswersDocument8 pagesECE 476 Exam #1 Thursday, October 6, 2016: Name: - AnswersTaher JebreelNo ratings yet
- Gravitational FieldDocument30 pagesGravitational FieldAng Yu LongNo ratings yet
- IR Drop PDFDocument3 pagesIR Drop PDFarammartNo ratings yet
- Skema Latihan HabaDocument10 pagesSkema Latihan HabafizikkopuNo ratings yet
- Chap. 3: First Law of ThermodynamicsDocument33 pagesChap. 3: First Law of ThermodynamicsYeshan JuberiNo ratings yet
- XM 60 SUNRIF Rev.11.0 PDFDocument2 pagesXM 60 SUNRIF Rev.11.0 PDFm_963934629No ratings yet
- 104 K5C CapacitorDocument54 pages104 K5C CapacitorsotaquitoNo ratings yet
- Metric System Imperial SystemDocument8 pagesMetric System Imperial SystemPedro MarrazesNo ratings yet
- Thermodynamic NotesDocument31 pagesThermodynamic NotesraminabkNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SEA LORD CONTAINERS LTD VOC ESTIMATION DATA ANALYSISDocument6 pagesSEA LORD CONTAINERS LTD VOC ESTIMATION DATA ANALYSISshubhamNo ratings yet
- 26 Lecture Outline..Direct-current CircuitsDocument22 pages26 Lecture Outline..Direct-current CircuitsLuis ChamorroNo ratings yet
- Astm D 2170 - 07Document10 pagesAstm D 2170 - 07m_seyedNo ratings yet
- General Physics 1 (Module 16) FinalDocument30 pagesGeneral Physics 1 (Module 16) FinalChris Jan NonanNo ratings yet
- Presentation 1Document6 pagesPresentation 1Humayun KabirNo ratings yet
- DynamicsDocument12 pagesDynamicsmigs_gomezNo ratings yet
- D 4470 - 97 - Rdq0nzatotc - PDFDocument10 pagesD 4470 - 97 - Rdq0nzatotc - PDFislamakthamNo ratings yet
- DCCDocument35 pagesDCCkhushbu patelNo ratings yet
- Miniature control relays under 40 charactersDocument4 pagesMiniature control relays under 40 charactersPapaleguas gamesNo ratings yet
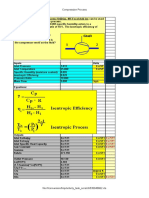
- Compression Process CalculationsDocument2 pagesCompression Process CalculationsRahul ChandrawarNo ratings yet
- Evaluation of Losses in Thyristor Valve For SVC ApplicationDocument4 pagesEvaluation of Losses in Thyristor Valve For SVC Applicationywkimc82No ratings yet
- Electric Field: Physics 16Document19 pagesElectric Field: Physics 16clndneNo ratings yet
- Report Painting TOYO-THAIDocument8 pagesReport Painting TOYO-THAIคุณพ่อน้อง บิ๊กบอสNo ratings yet
- GEAS Problems 1Document7 pagesGEAS Problems 1Jayson CorpuzNo ratings yet
- ABB KR 2500kVA Al Conductor - DatasheetDocument1 pageABB KR 2500kVA Al Conductor - DatasheetNguyễn Ngọc ChungNo ratings yet
- Area Moment of InertiaDocument7 pagesArea Moment of InertiaGerald Carlo BaradiNo ratings yet
- LESSON 10 Hydraulic JumpDocument9 pagesLESSON 10 Hydraulic JumpChandima K PriyamalNo ratings yet
- Mechanical Engg Lab2 Midterm Module 2 HP EfficiencyDocument40 pagesMechanical Engg Lab2 Midterm Module 2 HP EfficiencyKurt PalacioNo ratings yet
- Venturi CalculatorDocument5 pagesVenturi CalculatorwessamalexNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)