Professional Documents
Culture Documents
3 Control de Calidad Procesos
Uploaded by
Irving Yampolski Coaquira CampuzanoOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
3 Control de Calidad Procesos
Uploaded by
Irving Yampolski Coaquira CampuzanoCopyright:
Available Formats
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
143
Control Estadstico de Procesos
El control estadstico surge como una necesidad de poder vigilar y controlar la estabilidad de los
procesos y as determinar cundo las causas de falla han dejado de ser fortuitas para considerarse
causas atribuibles a alguna causa o momento del proceso que afecte el proceso en general.
Por ello, el Control Estadstico de Procesos se puede definir con la actividad tcnica mediante la
cual se miden la variabilidad de un producto, con respecto a especificaciones o requisitos,
permitiendo efectuar las acciones correctivas apropiadas cuando exista una discrepancia entre el
funcionamiento real y los estndares. Es conocido tambin, como el mtodo cientfico-tcnico para
el aseguramiento de la calidad.
6.1 Ciclo de Control de la Calidad
A lo largo de toda una lnea de trabajo o proceso de fabricacin, los productos se ven sometidos a
toda forma de manipulaciones para poder alcanzar el estado final de producto terminado. Sin
embargo, puede ocurrir que, aunque el diseo de las piezas que componen el producto sea bueno
o el mantenimiento de las mquinas o herramientas sea el adecuado, exista cierta variabilidad de
un producto a otro motivado por una acumulacin de causas fortuitas. Es as que un proceso es
considerado bajo control estadstico siempre y cuando existan slo causas fortuitas de variabilidad.
En el caso de estar presentes causas de variabilidad debido a un ajuste incorrecto de maquinaria, ,
defectos en las materias primas o alguna combinacin de estos y otros factores, nos
encontraremos ante una variabilidad mayor debido a causas fortuitas por un lado y a factores
descontrolado por otro. Esa situacin dar entonces lugar a un nivel inaceptable de
funcionamiento del proceso que se traducir en una mayor cantidad de productos defectuosos y
por consiguiente un proceso fuera de control.
Recordemos que el ciclo de control de calidad contiene las siguientes fases:
Especificacin. Seala aquello que se desea como paso previo al establecimiento de una norma
de calidad. Se tienen en cuenta la opinin tanto del fabricante como del consumidor,
seleccionando las caractersticas de calidad ms importantes de acuerdo con la finalidad del
producto.
Fabricacin. El control de fabricacin tambin llamado control de procesos o control en lnea
(SPC) se ejerce durante el proceso productivo. Su objetivo es mantener una calidad uniforme del
producto, previniendo la produccin de artculos que se salgan de la especificacin.
Inspeccin. La inspeccin o control de recepcin se realiza en productos ya existentes, para
verificar la calidad de las partidas presentadas corresponde a la especificacin de aceptacin. La
inspeccin no impide la fabricacin de artculos defectuosos, pero permite separar los artculos
conformes de los disconformes. El principal dispositivo para el control estadstico de recepcin son
las tablas de muestreo
6.2 Atributos y Variables
Para controlar y medir las caractersticas de calidad considerando la variacin de un artculo a otro;
debemos considerar caractersticas del tipo de atributos y variables.
Atributos. No siempre ocurre que la evaluacin de una caracterstica de calidad deba implicar
necesariamente una medicin; la variacin de la calidad del artculo se puede describir por la
presencia o ausencia de un determinado atributo (pasa o no pasa). El resultado de la evaluacin
de un atributo podr expresarse por un nmero, como consecuencia de un conteo. Se suele
atribuir el valor uno (1) cuando se comprueba la ausencia de atributo en el artculo (no pasa) y el
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
144
valor cero (0) cuando se verifica su presencia (pasa). La evaluacin de la caracterstica es por
tanto discreta.
El uso de atributos para los grficos de control tiene como principal ventaja su facilidad de
implementacin y su bajo coste econmico; sin embargo, no permite hacer mediciones ms
complejas imprescindibles en ciertos procesos productivos. Su aplicacin generalmente depende
del uso de una matriz o modelo.
Variables. Se denominan variables a las caractersticas de calidad basadas en mediciones y que
se corresponden con la lectura de una escala. Por tanto, cada medicin origina un nico nmero
que describir la caracterstica que est siendo examinada, es decir, el valor de una variable. La
variable ser entonces continua, pudiendo tomar cualquier valor en un intervalo de escala. La
desventaja que presenta este tipo de medicin es el mayor coste econmico por el hecho de
requerirse muchas veces, el uso de equipos capaces de medir magnitudes fsicas que no podran
evaluarse con un simple pasa no pasa.
Los modelos probabilsticos asociados a la tcnica de control estadstico de calidad, dependen del
tipo de control realizado; es decir, si se traba de atributos, las variables aleatorias son de Bernoulli,
binomial, de Poisson y la hipergeomtrica. La tcnica de variables se fundamenta en la
distribucin ms importante conocida como la normal o de Gauss. Cuando las caractersticas de
calidad son dependientes del tiempo (fiabilidad), son de uso comn la distribucin normal, la
exponencial, la distribucin T, la distribucin de Erlang y la distribucin de Weibull. Tambin se
presenta especial inters en las variables asociadas con muestras como la
2
de Pearson, y la F de
Fisher.
6.3 Comportamiento esperado de un proceso en estado de control
Se define proceso en estado de control como aquel proceso en el que solamente acta un sistema
estable de causas de variabilidad (causas no asignables) y cuya calidad final es, en consecuencia,
predecible estadsticamente. la calidad del producto final ser entonces inversamente proporcional
a esta variabilidad. Esta variabilidad conseguida en estado de control es medida a travs de la
varianza de la variable que se emplee para caracterizar la calidad. Dichas variables cuantitativas
generalmente son longitudes, pesos, tiempos, etc.
Si la variabilidad de estas variables slo procede de causas asignables, ser muy razonable
esperar que mediante la aplicacin del Teorema del Lmite Central, la distribucin de muestras se
aproxime en gran medida a la normal. Las causas asignables sern muy numerosas y cada una
de ellas tendr una aportacin que afectar al proceso. Consecuentemente, si el proceso est
bajo control, todas las observaciones deben tener un comportamiento esencialmente aleatorio.
6.4 Grficos de Control
Para la implementacin del control estadstico de procesos, ser el uso de los grficos de control o
cartas de control, la ms importante herramienta utilizada, ya que el grfico de control representa
los valores de algn tipo de medicin realizada durante el funcionamiento de un proceso continuo y
que sirve para controlar dicho proceso.
Supongamos que tenemos una mquina de inyeccin que produce piezas de plstico, por ejemplo
de PVC. Una caracterstica de calidad importante es el peso de la pieza de plstico, porque indica
la cantidad de PVC que la mquina inyect en la matriz. Si la cantidad de PVC es poca la pieza de
plstico ser deficiente (dbil y posiblemente amorfa), y si la cantidad es excesiva, la produccin
se encarecer por consumir mas materia prima.
Para verificar que el proceso est bajo control, se ubicar un operario en el lugar de salida de las
piezas producidas, que pesar en una balanza y registra la observacin muestras de las piezas de
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
145
plstico producidas. Supongamos que estos datos se registran en un grfico de lneas en funcin
del tiempo.
Observaremos una lnea quebrada irregular que nos muestra las fluctuaciones del peso de las
piezas a lo largo del tiempo. Los valores se mueven alrededor de un valor central (El promedio de
los datos), la mayor parte del tiempo cerca del mismo, pero puede ocurrir que algunos valores se
alejen bastante del promedio. Cmo podemos saber si esto se produce por casualidad o porque
el proceso ya no est funcionando bien? Esta es la pregunta que el control estadstico de procesos
trata de responder y a continuacin veremos como lo hace:
Figura 6.1 Proceso de Inyeccin de piezas de plstico
Figura 6.2 Grfico de Observaciones de produccin de piezas de plstico
En principio, todo proceso de fabricacin funciona bajo ciertas condiciones o variables que son
establecidas por las personas que lo manejan para lograr una produccin satisfactoria. Estas son
variables controlables:
Figura 6.3 Esquema de variables controlables en procesos
En el caso de la produccin de piezas de plstico, las variables a controlar podrn ser la
temperatura de fusin del plstico, la velocidad de trabajo, la presin del pistn, la materia prima
que se utiliza (Proveedor del plstico), etc. Un proceso de fabricacin es una suma compleja de
eventos grandes y pequeos. Hay una gran cantidad de variables que sera imposible o muy difcil
controlar. Estas se denominan variables no controlables. Para nuestro ejemplo, las variables
Piezas
55,10 grs 55,60 grs 52,60 grs 55,30 grs 57,90 grs
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
146
difciles de controlar son pequeas variaciones de calidad del plstico, pequeos cambios en la
velocidad del pistn, ligeras fluctuaciones de la corriente elctrica que alimenta la mquina, etc.
Estos efectos que producen las variables no controlables son aleatorios; la contribucin de cada
una de las variables no controlables a la variabilidad total es cuantitativamente pequea. Por lo
tanto, son las variables no controlables las responsables de la variabilidad de las caractersticas de
calidad del producto. Por el contrario, son los cambios en las variables controlables (denominadas
Causas Asignables de variacin del proceso) las que deben controlarse, porque es posible
identificarlas a travs de un anlisis del proceso. Podemos concluir entonces, que al medir alguna
propiedad o caracterstica del producto fabricado, los valores fluctan -varan a lo largo del tiempo-,
pudiendo afirmarse que existen dos tipos de causas que provocan la variabilidad:
Causas Aleatorias: Son una multitud de causas no identificadas, ya sea por falta de medios
tcnicos o porque no es econmico hacerlo, cada una de las cuales ejerce un pequeo efecto en la
variacin total. Son inherentes al proceso mismo y no pueden ser reducidas o eliminadas a menos
que se modifique el proceso. Por ejemplo, pequeas variaciones de calidad del plstico, ligeras
variaciones de la corriente elctrica que alimenta la mquina, etc.
Causas Asignables: Son causas que pueden ser identificadas y que conviene descubrir y
eliminar, por ejemplo, una falla de la mquina por desgaste de una pieza, un cambio muy notorio
en la calidad del plstico, etc. Estas causas provocan que el proceso no funcione como se desea y
por lo tanto es necesario eliminar la causa para retornar el proceso a un funcionamiento correcto.
El uso del control estadstico de procesos lleva implcitas algunas hiptesis que son:
1) Una vez que el proceso est en funcionamiento bajo condiciones establecidas, se supone
que la variabilidad de los resultados en la medicin de una caracterstica de calidad del
producto se debe slo a un sistema de Causas Aleatorias, que es inherente a cada
proceso en particular.
2) Cuando se mide alguna caracterstica de calidad del producto que se obtiene, el sistema
de causas aleatorias que acta sobre el proceso genera una poblacin hipottica de
observaciones (mediciones) que tiene una distribucin normal.
3) Cuando aparece alguna causa asignable provocando desviaciones adicionales en los
resultados del proceso, se dice que el proceso est fuera de control.
La funcin del control estadstico de procesos es entonces, comprobar en forma permanente si los
resultados que van surgiendo de las mediciones estn de acuerdo con las dos primeras hiptesis.
Si aparecen uno o varios resultados que contradicen o se oponen a las mismas, se dice que el
proceso est fuera de control. En este caso, es necesario detener el proceso, encontrar las causas
por las cuales el proceso se apart de su funcionamiento habitual y corregirlas.
Figura 6.4 Puesta en Marcha del Control Estadstico de Procesos
5.4.1 Puesta en Marcha del Control Estadstico de Procesos
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
147
La puesta en marcha de un programa de control estadstico en un proceso implica una etapa inicial
de ajuste del mismo, durante la cual se calculan los Lmites de Control. En esta etapa se podran
recoger unas 100-200 muestras con las cuales se calcula el promedio y la desviacin estndar:
Antes de pasar a la segunda etapa, se verifica si el proceso est ajustado, caso contrario, se
retorna a la primera etapa hasta ajustar completamente el sistema de produccin.
Figura 6.5 Diagrama de Flujo de Puesta en Marcha del Control Estadstico de Procesos
Con las 100-200 observaciones obtenidas al principio del proceso, se calcula el promedio y la
desviacin estndar:
X
X
N
i
=
(6.1a);
( )
N
X X
i
2
= o
o
( )
1
2
=
N
X X
S
i
(6.1b)
Luego se calculan los lmites de control de la siguiente manera:
o + = 0 . 3 X Superior Lmite 6.2a
o = 0 . 3 X Inferior Lmite 6.2b
Figura 6.6 Grfico de la Distribucin Normal
Estos lmites surgen de la hiptesis de que la distribucin de las observaciones es normal. En
general se utilizan lmites de 2 sigmas de 3 sigmas alrededor del promedio. En la distribucin
normal, el intervalo de 3,0sigma alrededor del promedio corresponde a una probabilidad de 0,997.
Figura 6.7 Lmites y Valor Promedio del Grfico de Control de la Inyeccin de Plstico
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
148
Se construye un grfico de prueba y se traza una lnea recta a lo largo del eje de ordenadas (Eje
Y), a la altura del promedio (Valor central de las observaciones) y otras dos lneas rectas a la altura
de los lmites de control. En este grfico se representan los puntos correspondientes a las
observaciones con las que se calcularon los lmites de control:
Figura 6.8 Grfico de Control de Prueba Inyeccin de Plstico
Este grfico de prueba se analiza detenidamente para verificar si est de acuerdo con la hiptesis
de que la variabilidad del proceso se debe slo a un sistema de causas aleatorias o si por el
contrario, existen causas asignables de variacin. Esto se puede establecer fcilmente ya que
cuando la fluctuacin de las mediciones se debe a un sistema constante de causas aleatorias la
distribucin de las observaciones es normal, siguiendo un patrn aleatorio alrededor del promedio
del proceso.
Si no se descubren causas asignables entonces se adoptan los lmites de control calculados como
definitivos, y se construyen cartas de control con esos lmites. Si slo hay pocos puntos fuera de
control (2 3), estos se eliminan, se recalculan la media, desviacin estndar y lmites de control
con los restantes, y se construye un nuevo grfico de prueba. Cuando las observaciones no siguen
un patrn aleatorio, indicando la existencia de causas asignables, se hace necesario investigar
para descubrirlas y eliminarlas. Una vez hecho esto, se debern recoger nuevas observaciones y
calcular nuevos lmites de control de prueba.
En la etapa siguiente, las nuevas observaciones que van surgiendo del proceso se representan en
el grfico y se controlan verificando que estn dentro de los lmites, y que no se produzcan
patrones no aleatorios. Este grfico de prueba se analiza detenidamente para verificar si est de
acuerdo con la hiptesis de que la variabilidad del proceso se debe slo a un sistema de causas
aleatorias o si, por el contrario, existen causas asignables de variacin. Esto se puede establecer
porque cuando la fluctuacin de las mediciones se debe a un sistema constante de causas
aleatorias la distribucin de las observaciones es prcticamente normal:
Si no se descubren causas asignables entonces se adoptan los lmites de control calculados como
definitivos y se construyen cartas de control con esos lmites.
Figura 6.9 Grfico de Control Definitivo del Peso de Piezas Inyeccin de Plstico
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
149
Si slo hay pocos puntos fuera de control (2 3), stos se podran eliminar, recalculando la media,
desviacin estndar y lmites de control con los restantes, y construyendo un nuevo grfico de
prueba. Cuando las observaciones no siguen un patrn aleatorio, indicando la existencia de
causas asignables, se hace necesario investigar para descubrirlas y eliminarlas. Una vez hecho
esto, se debern recoger nuevas observaciones y calcular nuevos lmites de control de prueba,
comenzando otra vez con la primera etapa.
En la segunda etapa, las nuevas observaciones que van surgiendo del proceso se representan en
el grfico y se controlan verificando que estn dentro de los lmites, cuidando que no se produzcan
patrones no aleatorios.
Como hemos visto, el 99,75 % de las observaciones deben estar dentro de los lmites de 3-sigma
alrededor de la media. Esto significa que slo una observacin en 500 puede estar por causas
aleatorias fuera de los lmites de control. Entonces, cuando se encuentran 1 mas puntos fuera de
los lmites de control, se deduce que el sistema de causas aleatorias que provocaba la variabilidad
habitual de las observaciones ha sido alterado por la aparicin de una causa asignable que es
necesario descubrir y eliminar. En ese caso, el supervisor del proceso debe detener la marcha del
mismo e investigar con los que operan el proceso hasta saber la o las causas que desviaron al
proceso de su comportamiento normal. Una vez eliminadas las causas del problema, se puede
continuar con la produccin.
Lmites de aviso Es frecuente encontrar en los grficos de control, adems de los lmites de
control, lmites de aviso a una distancia de la lnea central de 2 . Estos lmites se denominan en
ingls lower and upper warning limits, LWL y UWL, respectivamente. Probabilsticamente, un punto
del proceso bajo control sobrepasar estos lmites con una probabilidad del 0.05, es decir nos
encontraremos falsos avisos en 5 de cada 100 ocasiones.
6.4.2 Anlisis de Patrones en Diagramas de Control
El Western Electric Handbook (1956) seala un conjunto de reglas de decisin para detectar
patrones no aleatorios en diagramas de control Especficamente, sugiere llegar a la conclusin de
que el proceso est fuera de control si se presenta cualquier de las situaciones siguientes:
a) Un punto cae fuera de los lmites de control de tres sigma
b) Dos de tres puntos consecutivos caen ms all de los lmites de advertencia de dos sigma
c) Cuatro de cinco puntos consecutivos se encuentran a una distancia de un sigma o ms de
la lnea central.
d) Ocho puntos consecutivos se hallan al mismo lado de la lnea central.
Figura 6.10 Distribucin de mediciones en un ambiente productivo bajo control
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
150
Estas reglas se aplican a un lado de la lnea central a la vez. Un punto por arriba del lmite
superior de advertencia, seguido inmediatamente por otro por debajo del lmite inferior de
advertencia no provocar una alarma de fuera de control. Se ha encontrado que estas reglas son
muy eficaces en la prctica para mejorar la sensibilidad de los diagramas de control.
Adicionalmente, tambin se puede realizar la inspeccin del diagrama de control y verificar si se
cumple uno o ms de los criterios siguientes:
Figura 6.11 a) Sucesin de Puntos encima del promedio b) Sucesin de Puntos por debajo de la
lnea central
Figura 6.12 a) Serie creciente de 6 7 observaciones b) Serie decreciente de 6 7
observaciones
Figura 6.13 Serie de observaciones con dos puntos fuera de los lmites de control
1. Uno o ms puntos estn fuera de los lmites de control
2. Una corrida de por lo menos 7 u 8 puntos, donde el tipo de corrida podr ser ascendente o
descendente; una corrida sobre la lnea central o bajo de ella, o bien una por encima o por
debajo de la mediana.
3. Dos o tres puntos consecutivos fuera de los lmites de advertencia de dos sigma, pero
todava entre los lmites de control.
4. Cuatro o cinco puntos consecutivos ms all de los lmites sigma
5. Un patrn anormal o no aleatorio en los datos
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
151
6. Uno o ms puntos cerca de un lmite de advertencia de control.
Es importante notar que el uso simultneo de varios criterios para el estado fuera de control
incrementa la sensibilidad del diagrama de control y por ende, tambin eleva la tasa global de
falsas alarmas.
6.5 Grficos X -R
Los grficos X -R se utilizan cuando la caracterstica de calidad que se desea controlar es una
variable continua. Para entender los grficos X -R, es necesario conocer el concepto de
Subgrupos (o Subgrupos racionales). Trabajar con subgrupos significa agrupar las mediciones que
se obtienen de un proceso, de acuerdo a algn criterio. Los subgrupos se realizan agrupando las
mediciones de tal modo que haya la mxima variabilidad entre subgrupos y la mnima variabilidad
dentro de cada subgrupo. Por ejemplo, si hay cuatro turnos de trabajo en un da, las mediciones de
cada turno podran constituir un subgrupo.
Supongamos una fbrica que produce piezas cilndricas para la industria automotriz. La
caracterstica de calidad que se desea controlar es el dimetro de las piezas. Hay dos maneras de
obtener los subgrupos. Una de ellas es retirar varias piezas juntas a intervalos regulares, por
ejemplo cada hora:
Figura 6.14 Proceso de Toma de Muestras para Control de Produccin
La otra forma es retirar piezas individuales a lo largo del intervalo de tiempo correspondiente al
subgrupo:
Figura 6.15 Forma de obtener muestras de subgrupos a) intervalos regulares b) piezas
individuales en el intervalo de tiempo.
Muestra de
6 piezas
PROCESO
Extraccin de
muestras a las 07:00
Muestra de
1 pieza
PROCESO
Extraccin de una
muestra a las 07:00
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
152
Por cualquiera de los dos caminos, obtenemos grupos de igual nmero de mediciones. Para cada
subgrupo calculamos el Promedio y el Rango (Diferencia entre el valor mximo y el valor mnimo).
Como ya se ha visto, para calcular los Lmites de Control es necesario obtener un gran nmero de
mediciones, divididas en subgrupos.
En el diseo de diagramas de control, es siempre importante definir previamente tanto el tamao
de la muestra con la frecuencia de su obtencin. En general, resulta siempre ms adecuado tener
muestras compuestas de varias observaciones, ya que las mismas facilitarn detectar pequeos
corrimientos de proceso; Si por el contrario, deseamos detectar desfases o corridas en procesos
relativamente largos, debemos utilizas muestras compuestas de pocas observaciones. Es por esta
razn, que siempre debemos tener en cuenta qu tipo de anlisis queremos realizar a objeto de
proseguir con la definicin del tamao de la muestra.
Figura 6.16 Esquema de obtencin de Medidas de Tendencia Central de Muestras
Otro factor importante es la decisin referente a la frecuencia en la que debemos obtener las
muestras. Lo ms deseable en este caso, estar nuevamente basado en el propsito del control
respecto a desfases en tiempos largos o tiempos cortos. En el primer caso, sera aconsejable
obtener muestras muy frecuentemente. Lastimosamente, lo planteado no siempre resulta ptimo
desde el punto de vista econmico, es por ello que es preferible siempre obtener muestras
pequeas en pequeos intervalos de tiempo, o de manera inversa, grandes muestras en largos
intervalos de tiempo. En la actualidad, las prcticas industriales aconsejan el primero modelo,
particularmente en altos procesos con volmenes de produccin o donde existe la posibilidad de
encontrar una gran cantidad de causas que inciden en el comportamiento del proceso.
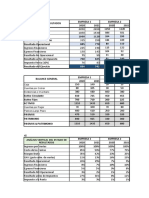
Tabla 6.1 Tabla de Datos de Pesos de Piezas del Inyector de Plstico
Muestra Muestra 1 Muestra 2 Muestra 3 Muestra 4 Muestra 5 Muestra 6 Muestra 7
Obs. 1 50.04 50.14 49.99 50.03 50.06 50.10 50.11
Obs. 2 50.08 49.97 50.13 50.18 50.01 50.14 49.96
Obs. 3 50.09 50.07 50.18 50.08 50.06 50.07 50.07
Obs.4 50.10 49.97 50.04 50.08 50.03 50.12 49.95
Obs.5 50.24 50.03 50.08 50.10 50.18 50.08 50.03
Obs. 6 50.04 50.10 50.08 50.12 50.03 50.10 50.10
Suma de
obs.
300.59 300.28 300.50 300.59 300.37 300.61 300.22
Promedio
de muestra
50.10 50.05 50.08 50.10 50.06 50.10 50.04
Rango de
muestra
0.20 0.17 0.19 0.15 0.17 0.07 0.16
No podemos tampoco olvidar el hecho que el gran avance tecnolgico tanto en la medicin como
en el control, est logrando incrementar las frecuencias de obtencin de datos. De hecho, se
Muestra de 6 piezas 50,04 grs
50,09 grs
49,98 grs
......
......
50,01 grs
mediciones
X,
R
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
153
podra decir que es posible analizar cada una de las unidades elaboradas en un determinado
proceso. Esto, sin embargo, no indica necesariamente que el control de calidad sea eliminado del
proceso de control. De hecho, el incremento de datos ser til para incrementar tambin la
efectividad del control estadstico y por ende de la calidad en general.
Grfico 6.17 Grficos de Control X y R de Produccin para el Peso de Piezas Inyeccin de
Plstico
En nuestro ejemplo entonces, podramos obtener 30 subgrupos de 6 datos cada uno, de los cuales
se calcula el promedio y el rango de cada subgrupo (diferencia entre el valor mayor y el valor
menor), para obtener una tabla como la mostrada en la tabla 6.1. A partir de esta tabla se calculan
el promedio general de promedios de subgrupo y el promedio de rangos de subgrupo:
N
R
R
N
x
x
i i
= = ; 6.3
donde: N = Nmero de Subgrupos R = Rango del Subgrupo = X
mx
- x
min
La desviacin estndar del proceso se puede estimar a partir del rango promedio, utilizando el
coeficiente d
2
, que depende del nmero de mediciones en el subgrupo:
2
d
R
=
.
o
6.4
Con ello, podemos calcular los lmites de control para el grfico de X:
X Central Lnea = 6.5
=
+ =
=
.
.
n
X LIC
n
X LSC
Control de Lneas
o
o
3
3
6.6
La desviacin estndar del rango (R) se puede calcular utilizando el coeficiente d
3
, que tambin
depende del nmero de mediciones en el subgrupo:
2
3
d
R d
R =
.
o 6.7
Y as podemos calcular los Lmites de Control para el Grfico de R:
_
R Central Lnea = 6.8
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
154
=
+ =
=
.
.
R
R
R LIC
R LSC
Control de Lneas
o
o
3
3
6.9
La tabla 6.2 muestra los coeficientes d
2
y d
3
para subgrupos de hasta 10 observaciones.
Cuando se usan muestras preliminares para construir los diagramas X-R, se acostumbra tratar los
lmites de control como valores de prueba. Luego se grafican los valores medios y las amplitudes
de la muestra en los diagramas, para posteriormente investigar cualquier punto que caiga fuera de
los lmites de control. En caso de que puedan hallarse causas atribuibles para tales puntos, stos
se descartan y se determinan nuevos lmites de control de prueba.
Construimos entonces los grficos X y R de prueba y representamos los promedios y rangos de los
subgrupos; si no hay puntos fuera de los lmites de control y no se encuentran patrones no
aleatorios, se adoptan los lmites calculados para controlar la produccin futura.
Tabla 6.2 Tabla de Coeficientes para el Clculo de Lmites de Control de Rango y
desviacin estndar de Muestras
Cantidad de
Observaciones
n
Coeficiente c
4
Coeficiente d
2
Coeficiente d
3
2 0.7979 1.128 0.853
3 0.8862 1.693 0.888
4 0.9213 2.059 0.880
5 0.9400 2.326 0.864
6 0.9515 2.534 0.848
7 0.9594 2.704 0.833
8 0.9650 2.847 0.820
9 0.9693 2.970 0.808
10 0.9727 3.078 0.797
Ejemplo 6.1 Se fabrican anillos de pistn para motores de automviles mediante un proceso de
forjado. Se desea controlar el proceso por medio de diagramas -R. Se tomaron 25 muestras de
tamao cinco cada una cuando se consider que el proceso estaba bajo control. Los datos de
estas muestras se muestran a continuacin:
Como los lmites de control de la grfica de x dependen de la variabilidad del proceso, estos lmites
no tendrn mucho sentido a menos que la variabilidad del proceso est bajo control. A partir de los
datos de la tabla, la lnea central para la grfica de R es:
023 , 0
) 25 (
569 , 0
) (
25
1
= = =
=
m
R
R
i
i
Para muestras de n= 5, se obtiene de la tabla que d
1
= y d
4
=. Por lo tanto, los lmites de control
para la grfica de R son:
00 , 0 ) 0086 , 0 ( 3 023 , 0 3 ~ = = =
R
S R LIC Control de Inferior Lmite
0488 , 0 ) 0086 , 0 ( 3 023 , 0 3 = + = + = =
R
S R LSC Control de Superior Lmite
El diagrama de R se presenta en la figura. Cuando se grafican las 25 amplitudes en este diagrama
no hay indicios de una condicin fuera de control. Sin embargo, se podra investigar algn efecto
cclico que se observa en la grfica de las 25 amplitudes.
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
155
Tabla 6.3 Datos de anillos de pistones forjados
Nmero de
muestra
Observaciones
Promedio
de muestra
Rango de
muestra
1 74,030 74,002 74,019 73,992 74,008 74,010 0,038
2 73,995 73,992 74,001 74,011 74,004 74,001 0,019
3 73,988 74,024 74,021 74,005 74,002 74,008 0,036
4 74,002 73,996 73,993 74,015 74,009 74,003 0,022
5 73,992 74,007 74,015 73,989 74,014 74,003 0,026
6 74,009 73,994 73,997 73,985 73,993 73,996 0,024
7 73,995 74,006 73,994 74,000 74,005 74,000 0,012
8 73,985 74,003 73,993 74,015 73,988 73,997 0,030
9 74,008 73,995 74,009 74,005 74,004 74,004 0,014
10 73,998 74,000 73,990 74,007 73,995 73,998 0,017
11 73,994 73,998 73,994 73,995 73,990 73,994 0,008
12 74,004 74,000 74,007 74,000 73,996 74,001 0,011
13 73,983 74,002 73,998 73,997 74,012 73,998 0,029
14 74,006 73,967 73,994 74,000 73,984 73,990 0,039
15 74,012 74,014 73,998 73,999 74,007 74,006 0,016
16 74,000 73,984 74,005 73,998 73,996 73,997 0,021
17 73,994 74,012 73,986 74,005 74,007 74,001 0,026
18 74,006 74,010 74,018 74,003 74,000 74,007 0,018
19 73,984 74,002 74,003 74,005 73,997 73,998 0,021
20 74,000 74,010 74,013 74,020 74,003 74,009 0,020
21 73,988 74,001 74,009 74,005 73,996 74,000 0,021
22 74,004 73,999 73,990 74,006 74,009 74,002 0,019
23 74,010 73,989 73,990 74,009 74,014 74,002 0,025
24 74,015 74,008 73,993 74,000 74,010 74,005 0,022
25 73,982 73,984 73,995 74,017 74,013 73,998 0,035
Sumatoria: 1850.029 0.569
Promedio de promedios: 74.001 0.023
Como el diagrama de R indica que la variabilidad del proceso est bajo control, puede trazarse
ahora el diagrama de x. La lnea central es:
001 , 74
) 25 (
024 , 1850
) (
25
1
= = =
=
m
X
X
i
i
y la desviacin estndar:
.
.
= = = 0099 , 0
326 , 2
023 , 0
2
d
R
o
Donde d
2
es el valor para muestras de tamao cinco
Con el fin de determinar los lmites de control del diagrama de x se utiliza de la tabla para muestras
de tamao n= 5 obtenindose los lmites de control:
014 , 74
5
) 0099 , 0 (
3 001 , 74
3 = + = + = =
n
X LSC Control de Superior Lmite
o
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
156
988 , 73
5
) 0099 , 0 (
3 001 , 74
3 = = = =
n
X LIC Control de Inferior Lmite
o
Los diagramas X-R proporcionan informacin sobre la capacidad de funcionamiento del proceso.
Con el diagrama de x se puede estimar el dimetro medio de los anillos para pistn en 74.001
mm. Supongamos entonces que los lmites de especificacin para este tipo de anillos son 74.000
0.03 mm.
0
0,01
0,02
0,03
0,04
0,05
0,06
1 3 5 7 9 11 13 15 17 19 21 23 25
nmero de muestras
R
Rango de muestras Promedio del proceso LSC= 0,0488
Figura 6.18 Grfico R de Rangos de dimetro de las anillas de pistones
73,97
73,98
73,99
74
74,01
74,02
1 3 5 7 9 11 13 15 17 19 21 23 25
nmero de muestras
P
r
o
m
e
d
i
o
LIC = 73,988 Rango de muestras
Promedio del proceso LSC= 74,014
Figura 6.19 Grfico X de promedios de dimetro de las anillas de pistones
En la figura 6.19 se presenta el diagrama de x. No se observa indicio alguno de una condicin
fuera de control cuando se grafican las medias de las muestras preliminares en este diagrama.
Por consiguiente, se concluye que el proceso est controlado a los niveles establecidos, ya que
ambos diagramas indican y se adoptan los lmites de control de prueba para utilizarlos en el control
en lnea del proceso. Sin embargo, es aconsejable analizar el comportamiento de la muestra 14.
Es posible usar la grfica de control para describir la capacidad del proceso con el fin de producir
anillos de pistn conforme a estas especificaciones. Puede estimarse la fraccin de anillos
disconformes producidos suponiendo que el dimetro es una variable aleatoria normal con media
74.001 y desviacin estndar 0.0099, de la manera siguiente:
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
157
00256 , 0
)) 93 , 2 ( 1 ( ) 13 , 3 (
0099 , 0
001 , 74 030 , 74
1
0099 , 0
001 , 74 970 , 73
] 030 , 74 [ ] 970 , 73 [
=
u + u =
|
.
|
\
|
u + |
.
|
\
|
u =
> + < =
p
p
p
x p x p p
Es decir, aproximadamente 0,256% de los anillos producidos estaran fuera de las
especificaciones.
Finalmente, para disear los diagramas X-R, es necesario especificar el tamao muestral, la
amplitud de los lmites de control y la frecuencia de muestreo que se vaya a utilizar. No es posible
dar una solucin exacta al problema de diseo, a menos que el analista tenga informacin
detallada sobre las caractersticas estadsticas de las pruebas del los diagramas de control y los
factores econmicos que influyen en el problema.
Por otra parte, si se usa los diagramas de control X-R para detectar cambios moderadamente
grandes en el proceso del orden de 2 o mayores, se utilizarn muestras relativamente pequeas
pero eficientes con un tamao que flucta entre 4 y 6. Si se quiere detectar pequeos cambios,
entonces es necesario utilizar muestras de tamaos mayores, probablemente de n = 15 a n = 26.
La grfica R es relativamente insensible a cambios en la desviacin estndar del proceso para
muestras pequeas. Por ejemplo, si se trabaja con muetras con n = 5, se tiene slo un 40% de
probabilidad de detectar un cambio en la desviacin estndar de a 2 en la primera muestra.
6.6 Grficos X S
Si el tamao de la muestra es mayor a 10 12 observaciones o s variable, los diagramas X-R
pierden eficiencia estadstica para detectar cambios pequeos en el proceso; por lo que se
recomienda el uso de diagramas X-S. De esta forma, se puede estimar la variacin de la
desviacin estndar directamente en lugar de hacerlo indirectamente a travs del Rango.
Los lmites de control para el grfico S se determinan a partir de la media y la desviacin estndar
de S, ya que en este caso, es el estadstico que se grafica. Por ello, los lmites se obtienen con la
expresin
Lmites de Control =
S
3
S
S
significa la media o valor esperado de S y
S
es la desviacin estndar de S, valores que estn
dados por:
S
= C
4
y
S
2
= ((1-c
4
2
))
1/2
es la desviacin estndar del proceso y c
4
es una constante que depende del tamao de la
muestra de subgrupo tabulado en la tabla 6.2. Por lo general, el valor de la desviacin estndar
de poblacin es desconocido, por lo que puede estimarse a partir de:
4
c
S
=
.
o 6.10
Y las desviaciones estndar:
1
) (
1
2
2
=
=
n
X X
S
n
i
i
6.11
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
158
Donde S es la media de las desviaciones estndar de cada muestra. La razn de que no se
estime directamente con el promedio de las desviaciones estndar, es que S no es un estimador
no sesgado de . Por ello, al dividir entre la constante c
4
, se obtiene un estimador no sesgado.
As, los lmites de control para una carta S estn dador por:
6.12
Los valores correspondientes al control del promedio, podrn obtenerse a partir de:
6.13
6.7 Grficos de Control por Atributos
Muchas caractersticas de calidad se evalan dando resultados como: conforme o disconforme,
defectuoso o no defectuoso. Estas caractersticas de calidad se conocen como atributos.
Supongamos un proceso en el que se fabrican tornillos; una manera de ensayar cada tornillo sera
probarlo con una rosca calibrada:
Si el tornillo no entra en la rosca, se lo considera defectuoso o disconforme.
Figura 6.20 Proceso de Prueba de Conformidad Tornillos
El resultado de este ensayo slo tiene dos posibles resultados: Defectuoso-No Defectuoso (o
Conforme-Disconforme). La variable aleatoria nmero de defectuosos es una variable aleatoria
discreta, porque puede tomar un nmero finito de valores, o infinito numerable. Los grficos por
atributos se utilizan para controlar el nmero de defectuosos en una muestra; entonces, para
controlar este proceso, un inspector se coloca al final de la lnea de produccin y cada hora retira
una muestra de n = 50 tornillos (por ejemplo), y se comprueba cada tornillo con la rosca anotando
el nmero de defectuosos. Si se tomara del proceso un slo tornillo Cul es la probabilidad de
que sea defectuoso? Imaginando la poblacin de tornillos que podra fabricar el proceso trabajando
siempre en las mismas condiciones, una cierta proporcin p de estos seran defectuosos.
Entonces, la probabilidad de tomar un tornillo y que sea defectuoso es p.
=
=
+ =
2
4
4
2
4
4
1 3
1 3
c
c
S
S LIC
S central Lnea
c
c
S
S LSC
S control de Lmites
=
=
+ =
n c
S
X LIC
X central Lnea
n c
S
X LSC
X control de Lmites
4
4
3
3
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
159
0 defectuosos
1 defectuoso
2 defectuosos
...
...
...
...
...
n defectuosos
Est dada por una distribucin binomial
con parmetros n y p.
Muestra
N de
Defectuosos
1 3
2 2
3 4
4 3
5 4
6 2
7 5
-- --
Figura 6.21 Esquema del Proceso de Conformidad Tornillos
En una muestra de n tornillos, la probabilidad de encontrar:
Tabla 6.4 Tabla modelo Cantidad de Tornillos Defectuosos
5.7.1 Construccin de Grficos de Control de la Fraccin Defectuosa p
El grfico de control de la fraccin defectuosa p sirve para controlar el porcentaje de piezas
defectuosas que se genera en un proceso. La principal caracterstica de este diagrama es que
resulta ms adecuado para el caso en que las muestras sean de diferentes tamaos ya que en l
se representa la proporcin de piezas defectuosas en cada muestra; lo que, de ninguna manera
inhabilita est grfica al anlisis de lotes de tamao constante. As mismo, aunque se acostumbra
trabajar con la fraccin de disconformes, podramos analizar tambin, con la misma facilidad, la
fraccin de conformes. Lo que da como resultado un diagrama de control para el rendimiento del
proceso. Es importante indicar que para la construccin de estos grficos se requieren
observaciones de muestras mayores o iguales a veinte (20). Los principios estadsticos que sirven
de base al diagrama de control de la fraccin o proporcin disconforme se basan en la distribucin
binomial. Por tanto para analizar la proporcin de defectuosos de la muestra, debemos considerar
la variable:
n
x
P
i
=
5.14
Donde X es el nmero de defectuosos que sigue una distribucin Binomial B(n,p) siendo la media
de P:
P
n
x E
n
x
E p E
p
= = = =
) (
) ( ) (
5.15
Y su varianza:
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
160
n
p p
X Var
n n
x
Var p Var
p
) 1 (
) (
1
) ( ) (
2
= = = = o
5.16
Por lo tanto, si las muestras son de diferente tamao, es decir, para cada muestra i de tamao n
i
,
la proporcin de piezas defectuosas calculada por 5.14, tendr desviacin tpica de:
i
pi
n
p p ) 1 (
= o
5.17
Luego, los lmites de control del grfico para la fraccin disconforme, utilizando el modelo de las 3
desviaciones tpicas, ser:
=
=
+ =
=
i
i
n
p p
p LIC
p LC
n
p p
p LSC
p Grfico
) 1 (
3
) 1 (
3
5.,18
Donde p puede ser un p
o
dado o bien su estimacin p
Ejemplo 6.2 Se envasa jugo de naranja concentrado y congelado en botes de cartn de 6 oz.
Estos envases los produce una mquina formando un tubo a partir de una pieza de cartn y
aplicando luego un fondo metlico. Al inspeccionar un bote puede determinarse al llenado si
gotear por la junta lateral o la del fondo debido a que el bote disconforme tiene un sellado
inadecuado en la junta lateral o del fondo. Se desea elaborar un diagrama de control para vigilar la
fraccin de envases disconformes producidos por esta mquina.
Para establecer el diagrama de control, se seleccionaron 30 muestras de n = 50 botes cada media
hora durante un periodo de tres turnos en los que la mquina oper continuamente. Los datos se
presentan en la tabla 6.6. Se construye el diagrama de control preliminar para ver si el proceso
estaba bajo control cuando se obtuvieron esos datos. Como las 30 muestras contienen un total de
347 botes disconformes, obtenemos la fraccin promedio de defectuosos como:
2313 , 0
) 50 )( 30 (
347
) )( (
1
= = =
=
n m
D
p
m
i
i
Utilizando p como estimacin para la fraccin disconforme real del proceso, es posible calcular
ahora los lmites superior e inferior de control como:
50
) 7687 , 0 ( 2313 , 0 (
2313 , 0
) 1 (
=
=
n
p p
p LC
Por lo tanto:
4102 , 0 1789 , 0 2313 , 0
50
) 7687 , 0 )( 2313 , 0 (
3 2313 , 0
) 1 (
3 = + = + =
+ = =
n
p p
p LSC Control de Superior Lmite
0524 , 0 1789 , 0 2313 , 0
50
) 7687 , 0 )( 2313 , 0 (
3 2313 , 0
) 1 (
3 = = =
= =
n
p p
p LSC Control de Inferior Lmite
En la figura 6.22 se presenta el diagrama de control con lnea central en P = 0.2313 y los lmites
superior e inferior de control, calculados anteriormente. La fraccin muestral disconforme para
cada muestra preliminar se grafica en este diagrama. Se puede observar que dos puntos
correspondientes a las muestras 15 y 23, se encuentran por arriba del lmite superior de control y
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
161
por lo tanto, el proceso no est bajo control. Hay que investigar estos puntos para ver si se
puede determinar una causa atribuible.
Tabla 6.5 Datos para evaluar los lmites de control de botes de jugo de naranja (n = 50)
Nmero de
Muestra
Nmero de
Disconformidades
D
i
Fraccin
disconforme
muestral p
i
1 12 0,2400
2 15 0,3000
3 8 0,1600
4 10 0,2000
5 4 0,0800
6 7 0,1400
7 16 0,3200
8 9 0,1800
9 14 0,2800
10 10 0,2000
11 5 0,1000
12 6 0,1200
13 17 0,3400
14 12 0,2400
15 22 0,4400
16 8 0,1600
17 10 0,2000
18 5 0,1000
19 13 0,2600
20 11 0,2200
21 20 0,4000
22 18 0,3600
23 24 0,4800
24 15 0,3000
25 9 0,1800
26 12 0,2400
27 7 0,1400
28 13 0,2600
29 9 0,1800
30 6 0,1200
Suma Total: 347 Promedio: 0,2313
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
162
0
0,1
0,2
0,3
0,4
0,5
0,6
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Nmero de muestra
F
r
a
c
c
i
n
d
i
s
c
o
n
f
o
r
m
e
d
e
l
a
m
u
e
s
t
r
a
LIC= 0,0524 Fraccin Disconf.
LSC = 0,4102 Prom. proceso
Figura 6.22 Grfico de Fraccin de Defectuosos de botes de jugo de naranja
El anlisis de los datos de la muestra 15 indica que se utiliz una nueva remesa de materia prima
de cartn en la produccin durante este lapso de media hora. El uso de nuevas remesas de
materia prima, pueden provocar a veces, una produccin irregular, entonces es razonable pensar
que esto sucedi en este proceso hipottico. Adicionalmente, durante el periodo de media hora,
en el que se obtuvo la muestra 23, se haba asignado a esta mquina un operador con
relativamente poca experiencia y ello podra explicar la alta fraccin disconforme de dicha muestra.
Por consiguiente, se eliminan las muestras 15 y 23 y se determinan la nueva lnea central y los
lmites de control revisados como se muestra a continuacin:
2150 , 0
) 50 )( 28 (
301
= = p
3893 , 0
50
) 7850 , 0 )( 2150 , 0 (
3 2150 , 0
) 1 (
3 = + =
+ = =
n
p p
p LSC Control de Superior Lmite
0407 , 0
50
) 7850 , 0 )( 2150 , 0 (
3 2150 , 0
) 1 (
3 = =
= =
n
p p
p LSC Control de Inferior Lmite
Si se hubiera encontrado que el operario temporal que estaba trabajando cuando se tom la
muestra 23 trabajaba realmente durante el periodo de dos horas en el que se obtuvieron las
muestras 21-24, entonces habran tenido que descartarse las cuatro muestras, aunque slo la 21
es mayor que los lmites de control, pues este operario sin experiencia probablemente tuvo una
influencia negativa en la fraccin de disconformes durante el periodo entero.
0
0,1
0,2
0,3
0,4
0,5
1 3 5 7 9 11 13 15 17 19 21 23 25 27
Nmero de muestra
F
r
a
c
c
i
n
d
i
s
c
o
n
f
o
r
m
e
d
e
l
a
m
u
e
s
t
r
a
LSC=0,3893 Fraccin Disconf.
LIC = 0,0407 Promedio del Proceso
Figura 6.23 Grfico de Fraccin de Defectuosos corregido de botes de jugo de naranja
Observamos ahora que la fraccin disconforme de la muestra 20 (21 en la muestra original) es
mayor que el lmite superior de control. Sin embargo, el anlisis de los datos no revela una causa
atribuible razonable o lgica; consiguientemente, se decide conservar el punto. A veces, la
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
163
verificacin de datos de un diagrama de control proporciona informacin que afecta a otros puntos
no necesariamente fuera de los lmites de control.
Antes de concluir que el proceso est bajo control a este nivel, tenemos que examinar las 24
muestras restantes para detectar corridas u otros patrones no aleatorios. La ms larga es de
longitud cinco, por arriba de la lnea central y parece no haber patrones evidentes en los datos,
podemos afirmar que no existe fuerte evidencia de otra cosa que no sea un patrn aleatorio de
variacin respecto de la lnea central.
Concluimos que el proceso est bajo control al nivel de p = 0.2150 y que se deben adoptar los
lmites de control revisados para verificar la produccin actual. Sin embargo, se observa que la
fraccin disconforme es demasiado grande, aunque el proceso est bajo control (21,50% del total
producido!).
Es decir, el proceso funciona de manera estable y no hay problemas anormales que no se pueda
controlar por el operario. Es improbable que se pueda mejorar la calidad del proceso
mediante acciones al nivel del trabajador.
Los envases disconformes producidos entonces, los puede controlar la administracin, porque se
necesita que sta intervenga en el proceso para mejorar el funcionamiento. La administracin de
la fbrica est de acuerdo con esta observacin y determina que, adems de adoptar el programa
de diagrama de control, el personal de ingeniera debe analizar el proceso para mejorar su
rendimiento. Tal estudio indica que es posible realizar varios ajustes en la mquina, los cuales
debern mejorar su funcionamiento. Durante los tres turnos que siguen a los ajustes de la
mquina y a la introduccin del diagrama de control, se obtienen 24 muestras ms de n = 50
observaciones cada una. La tabla 6.6 presenta los datos correspondientes.
Tabla 6.6 Segundo lote de datos para evaluar los lmites de control
de botes de jugo de naranja. Tamao de muestra n= 50
Nmero de
Muestra
Nmero de
Disconformidades
D
Fraccin
disconforme
muestral pi
1 9 0,1800
2 6 0,1200
3 12 0,2400
4 5 0,1000
5 6 0,1200
6 4 0,0800
7 5 0,1000
8 3 0,0600
9 7 0,1400
10 6 0,1200
11 3 0,0600
12 4 0,0800
13 3 0,0600
14 6 0,1200
15 5 0,1000
16 4 0,0800
17 8 0,1600
18 5 0,1000
19 6 0,1200
20 7 0,1400
21 5 0,1000
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
164
22 6 0,1200
23 4 0,0800
24 4 0,0800
Suma
Total:
133 Promedio: 0,1108
Lnea Central = p = 0,1108
Al examinar la nueva grfica de control, se observa que el proceso funciona ahora en un nuevo
nivel de calidad que es considerablemente menor que la lnea central de p = 0,2150. Es normal
observar que el funcionamiento del proceso mejora despus de la introduccin de procedimientos
formales de control estadstico de procesos; muchas veces, porque los operadores estn ms
concientes de la calidad del proceso y el diagrama de control proporciona una representacin
visual continua de su funcionamiento.
0
0,1
0,2
0,3
0,4
0,5
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Nmero de muestra
F
r
a
c
c
i
n
d
i
s
c
o
n
f
o
r
m
e
d
e
l
a
m
u
e
s
t
r
a
LIC=0,047 Fraccin Disconf.
Promedio Proceso LSC = 0,3893
Figura 6.24 Grfico de Fraccin de Defectuosos corregido con nuevas mediciones
Debemos sin embargo, advertir que a pesar de la mejora en la produccin, despus de los
cambios tecnolgicos en el proceso y la introduccin del diagrama de control, el rechazo del
proceso es de p = 0.1108, valor que podra ser todava elevado. Se necesitan entonces ms
medidas por parte de la administracin para mejorar la produccin. Estas intervenciones
administrativas, podran ser mayores ajustes en la mquina.
Podemos tambin probar la hiptesis de que la fraccin disconforme del proceso durante el
periodo actual de tres turnos difiere de la fraccin disconforme de los datos preliminares, usando el
procedimiento de hiptesis:
H
o
: p
1
= p
2
H
1
: p
1
> p
2
Donde p
1
es la fraccin disconforme del proceso tomada de los datos preliminares y p
2
es la
fraccin disconforme del periodo actual. Podemos estimar p
1
= p = 0,2150 y p
2
= por:
1108 , 0
) 1200 (
133
) 24 )( 50 (
24
1
1
= = =
= i
i
D
p
La estadstica de prueba para la hiptesis mencionada es, a partir de la Tabla 6.6:
|
|
.
|
\
|
+
=
2 1
2 1
1 1
) 1 (
n n
p p
p p
Z
o
donde
2 1
2 2 1 1
n n
p n p n
p
+
+
=
En nuestro ejemplo:
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
165
1669 , 0
1200 1400
) 1108 , 0 )( 1200 ( ) 2150 , 0 )( 1400 (
=
+
+
= p
22 , 7
1200
1
1400
1
) 8331 , 0 )( 1669 , 0 (
1108 , 0 2150 , 0
=
|
.
|
\
|
+
=
o
Z
Comparando esto con el punto 0,05 superior de la distribucin normal estndar, se encuentra que
Z
0
= 7.22 > > Z
0.05
= 1.646. Por consiguiente, se rechaza H
o
y concluimos que hubo una
disminucin significativa de falla en el proceso. Parece lgico entonces revisar nuevamente los
lmites de control, utilizando los datos de este periodo ms reciente de tres turnos que produce:
Tabla 6.7 Tercer lote de datos para evaluar los lmites de control de botes de jugo de naranja
Nmero de
Muestra
Nmero de
Disconformidades D
i
Fraccin disconforme
muestral p
i
1 8 0,1600
2 7 0,1400
3 5 0,1000
4 6 0,1200
5 4 0,0800
6 5 0,1000
7 2 0,0400
8 3 0,0600
9 4 0,0800
10 7 0,1400
11 6 0,1200
12 5 0,1000
13 5 0,1000
14 3 0,0600
15 7 0,1400
16 9 0,1800
17 6 0,1200
18 10 0,2000
19 4 0,0800
20 3 0,0600
21 5 0,1000
22 8 0,1600
23 11 0,2200
24 9 0,1800
25 7 0,1400
26 3 0,0600
27 5 0,1000
28 2 0,0400
29 1 0,0200
30 4 0,0800
31 5 0,1000
32 3 0,0600
33 7 0,1400
34 6 0,1200
35 4 0,0800
36 4 0,0800
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
166
37 6 0,1200
38 8 0,1600
39 5 0,1000
40 6 0,1200
Suma Total 218 Promedio 0,1090
2440 , 0
50
) 8892 , 0 )( 1108 , 0 (
3 1108 , 0
) 1 (
3 = + =
+ = =
n
p p
p LSC Control de Superior Lmite
0224 , 0
50
) 8892 , 0 )( 1108 , 0 (
3 1108 , 0
) 1 (
3 = =
= =
n
p p
p LSC Control de Inferior Lmite
0,0000
0,0500
0,1000
0,1500
0,2000
0,2500
0,3000
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39
Nmero de muestra
F
r
a
c
c
i
n
d
i
s
c
o
n
f
o
r
m
e
d
e
l
a
m
u
e
s
t
r
a
Fraccin Disconf. Promedio Proceso LSC = 0,2440
Figura 6.25 Grfico de Fraccin de Defectuosos luego de la intervencin administrativa
Ya que el lmite inferior de control es menor que cero, establecemos que LIC = 0,00 y por la
revisin del diagrama se observa que el sistema est bajo control.
En resumen
es necesario durante la implementacin de los diagramas de control, observar aquellos
puntos que se tienen fuera de los lmites de control para establecer si los mismos, deben
ser o no considerados en el anlisis.
Es tambin importante que el responsable de la elaboracin de los diagramas de control
considere no slo mejoras tcnicas sino tambin administrativas, ya que las mismas
podran tener un mayor impacto tal como se observa en el ejemplo desarrollado.
Finalmente, los diagramas de control, al indicar una escala de tiempo, permiten observar
cambios en el proceso y por ello se convierten en un diario en el que se pueden encontrar
fcilmente el planeamiento de intervenciones en el proceso y sus efectos subsecuentes en
el rendimiento.
Es importante tener en cuenta que el uso del grfico p est basado en el empleo de la
distribucin binomial como distribucin de probabilidad y que por ende se asume una probabilidad
constante de ocurrencia, lo que implica que las piezas defectuosas tuvieran una ocurrencia
aleatoria.
En algunos casos sin embargo, se observa fcilmente que la forma en la que se efecta la
fabricacin o la misma inspeccin no es independiente lo que lleva a que el grfico p muestre la
mayora de los puntos fuera de control. Situacin como la descrita se presenta principalmente e la
manufactura de correas, alfombras, piezas de metal laminado o en inspecciones del 100% (Grant
[1999]).
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
167
6.7.2 Construccin de Grfico de Control de Unidades Defectuosas np
El diagrama np es un diagrama de control basado en el nmero disconforme en vez de la fraccin
disconforme. Este diagrama se utiliza a menudo cuando no se dispone de un valor estndar para
p, entonces se usar una estimacin de este parmetro. Por otra parte, mucho personal sin
formacin en Estadstica encuentra el diagrama no ms fcil de interpretar que el de control de la
fraccin disconforme comn. Para construir los grficos de control np, en una primera etapa se
toman N muestras (ms de 20 25) a intervalos regulares. Se cuenta en cada muestra el nmero
de defectuosos y se registra en una tabla. En cada muestra, la fraccin de defectuosos es:
n
Di
s defectuoso de Fraccin =
6.18
donde: D
i
= Cantidad de Defectuosos en la muestra N-sima
n = Tamao de la muestra N-sima
Entonces, a partir de la tabla podemos calcular p como promedio de las fracciones de defectuosos
en las muestras:
N
n
D
p
i
=
6.19
La desviacin estndar es:
) 1 ( p p n s = 6.20
Los lmites de control para el grfico np sern entonces:
p n Central Lnea = 6.21
) 1 ( 3 p p n p LC = 6.22
Construimos el Grfico np de prueba y representamos el nmero de defectuosos en las
muestras. Si no hay puntos fuera de los lmites de control y no se encuentran patrones no
aleatorios, se adoptan los lmites calculados para controlar la produccin futura.
Ejemplo 6.3 Tenemos los siguientes resultados de la inspeccin de 20 muestras de 400 tornillos
realizada en una acera en das laborables. Se requiere la elaboracin del diagrama de control de
calidad por atributos y cantidad de unidades defectuosas.
El promedio de fraccin defectuosa esta dado por:
0083 , 0
) 20 )( 400 (
66
= = =
N
n
D
p
i
Entonces, los lmites de control para el grfico np sern:
32 , 3 ) 0083 , 0 ( 400 = = = p n Central Lnea
74 , 5 32 , 3 ) 9917 , 0 )( 0083 , 0 )( 400 ( ) 0083 , 0 ( 400 ) 1 ( 3 = = = p p n p n LC
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
168
=
0
32 , 3
06 , 9
LIC
np LC
LSC
np Grfico
Como puede observarse en el grfico 6.26, existe una observacin por encima del lmite de control
superior (4) y otra muy cerca al lmite de control (10). Ambas observaciones deben ser analizadas
para decidir si las mismas permanecen en el grfico o deben ser extradas del diagrama final. En
todo caso, es necesaria nuevamente la interaccin tcnica y administrativa para evaluar una
posible mejora de la calidad del proceso.
0
2
4
6
8
10
12
14
16
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Nmero de Muestra
D
e
f
e
c
t
u
o
s
o
s
defectuosos Promedio de defectuosos LSC = 9,06
Grfico 6.26 Grficos de Control np para tornillos defectuosos
6.8 Grficos C y U
En algunos procesos interesa medir la cantidad de defectos que presentan las unidades de
producto que se estn fabricando. Por ello es que, de manera anloga a los anteriores grficos de
control los grficos C y U, se contabilizan defectos en piezas, pero esta vez, en vez de las piezas
defectuosas, se contabilizan la cantidad de defectos por pieza analizada.
Los defectos pueden ser de diferentes tipos y se cuenta el total de todos estos defectos en la
unidad inspeccionada. Obtenemos un resultado que es el Nmero de Defectos por unidad de
inspeccin. Es as que en el grfico C, se toman muestras del mismo tamao y se representa la
cantidad de defectos encontrados en el conjunto de las n piezas
Por ejemplo, si se fabrican telfonos celulares, se tomar entonces uno de ellos y se contar el
nmero total de defectos. Estos podran ser:
Figura 6.27 Ejemplo de Tipo de defectos de produccin
El grfico U por su parte, tiene la propiedad de que el tamao de muestra puede variar, al igual que
el grfico p, ya que en el mismo se representa el nmero de defectos por unidad; es decir, el
Rayaduras en la superficie.
Rajaduras en el plstico
Antena defectuosa
Botn defectuoso.
Etc.
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
169
nmero total de defectos encontrados en la muestra dividido por el tamao de la muestra o grupo
de artculos.
A medida que el proceso genera las unidades (Telfonos celulares), retiramos una unidad a
intervalos regulares y contamos el nmero total de defectos. En cada unidad podemos encontrar:
Figura 6.28 Ejemplo de Muestreo de productos con varios tipos de defectos de produccin
6.8.1 Diagrama de Control de Defectos (Diagrama C)
La variable X (Nmero de defectos o disconformidades) que se producen en una muestra aleatoria
simple se ajusta bien a una distribucin de Poisson de media o parmetro c, siempre y cuando, el
nmero potencial de defectos sea infinito y la probabilidad de que aparezca uno de ellos en un
lugar concreto sea casi nula e independiente de que aparezca o no en otro lugar. Esto es, que los
resultados que obtenemos al contar el nmero de defectos en unidades de inspeccin retiradas a
intervalos regulares constituyen una variable aleatoria discreta, porque puede tomar valores 0, 1, 2,
3, ... n. Luego, la probabilidad de tener k defectos viene dado por:
,.... 3 , 2 , 1 , 0 :
!
) ( = =
k donde
k
c e
x P
x c
6.23
Siendo su media y varianza:
x
= E(X) = c y
2
= Var(X) = c 6.24
Los grficos C se utilizan para controlar el nmero de defectos en una muestra del producto o
unidad de inspeccin; entonces, para controlar este proceso, un inspector se coloca al final de la
lnea de produccin y cada hora retira una unidad de inspeccin (En este caso un telfono celular),
verificando y anotando el nmero total de defectos. Este resultado se anota en un grfico hora por
hora y se denomina grfico C. De acuerdo a la Distribucin de Poisson.
0 defectos
1 defecto
2 defectos
3 defectos
...
...
...
...
n defectos
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
170
Figura 6.29 Ejemplo de Procedimiento de inspeccin de tipos de defectos de produccin
Para construir los grficos de control C, en una primera etapa se toman N unidades de inspeccin
(ms de 25 30) a intervalos regulares. Se cuenta en cada unidad de inspeccin el Nmero de
Defectos y se registra.
Entonces, a partir de la tabla podemos calcular C como promedio del Nmero de Defectos en las
muestras (Unidades de Inspeccin):
N
n
C
i
= 6.25
donde: n
i
= Cantidad de Defectos por Unidad de Inspeccin
N = Nmero de Unidades de Inspeccin
y la desviacin estndar: C s = 6.26
Con esto podemos calcular los Lmites de Control para el grfico C:
c Central Lnea = 6.27
c c LC 3 = 6.28
En caso de que el Lmite Inferior de Control resulte negativo, se le asigna valor cero. Construimos
entonces un Grfico C de prueba y representamos el nmero de defectos en las muestras. Al igual
que en los grficos de control ya estudiados, si no hay puntos fuera de los lmites de control y no
se encuentran patrones no aleatorios, se adoptan los lmites calculados para controlar la
produccin futura.
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
171
-1
0
1
2
3
4
5
6
7
8
0 1 2 3 4 5 6 7 8 9
Unidad de Inspeccin
N
d
e
d
e
f
e
c
t
o
s
N de Defectuosos promedio LSC LIC
Grfico 6.30 Grfico de Control C
Los grficos C, se pueden utilizar para controlar procesos en la industria textil, donde es necesario
controlar defectos superficiales en las telas; as, el grfico C se aplica para controlar el nmero de
defectos sobre la superficie de un rea rectangular de tela. Tambin es aplicable cuando se
fabrican pinturas y barnices.
Un ensayo muy comn en estas industrias, es hacer un extendido sobre una placa de vidrio, dejar
secar el producto y luego inspeccionar los defectos en la superficie. Se aplica el grfico C para
controlar estos procesos, contando el nmero de defectos sobre la superficie del recubrimiento.
Otra aplicacin sera controlar el nmero de defectos a la salida de una lnea de ensamblado de
licuadoras. De igual manera podra ser una lnea de ensamblado de computadoras personales,
cafeteras automticas, televisores, etc.
Ejemplo 6.4 En la tabla 6.8 se presentan los nmeros de errores de alineacin observados en la
inspeccin final de cierto modelo de un avin. Elaborar un grfico de control para el control de
proceso de alineacin en los aviones.
Tabla 6.8 Errores de alineacin observados en la inspeccin final en aviones
Avin No.
Nmero de
errores de
alineacin
Avin No.
Nmero de
errores de
alineacin
201 7 226 7
202 6 227 13
203 6 228 4
204 7 229 5
205 4 230 9
206 7 231 3
207 8 232 4
208 12 233 6
209 9 234 7
210 9 235 14
211 8 236 18
212 5 237 11
213 5 238 11
214 9 239 11
215 8 240 8
216 15 241 10
217 6 242 8
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
172
218 4 243 7
219 13 244 16
220 7 245 13
221 8 246 12
222 15 247 9
223 6 248 11
224 6 249 11
225 10 250 8
Total 200 Total 236
En vista que el problema se refiere a alineaciones en general en un solo elemento, el diagrama
que deber ser utilizado es el diagrama C, por ello, los valores de control (promedio del proceso, y
lmites de control) se detallan a continuacin:
00 , 8
25
200
= = = c Central Lnea
0 48 , 0 8 3 0 , 8 3
50 , 16 4853 , 16 8 3 0 , 8 3
~ = =
~ = + = =
c c LIC
c c LSC
Recuerde que si el valor del lmite inferior es negativo, se debe utilizar el cero por defecto si se
trata de un grfico de control por atributos. Por otra parte, los lmites de control deben ser nmeros
enteros en los diagramas de control por atributos; es as que si se utiliza el nmero entero inferior,
se tendra un lmite superior ajustado que podra interferir con las mediciones realizadas, por otra
parte un nmero entero superior dara lugar a una holgura no deseada. Por ello, el lmite superior
de control, sin embargo. Por ello, elegimos un valor intermedio de 16,50 que indicar si un conteo
de 16 se encuentra por debajo del lmite y otro conteo de 17 estar por encima de dicho lmite de
control.
Adicionalmente, con el propsito de realizar un anlisis gradual, se considerarn dos etapas de
anlisis, la primera referida a la elaboracin del grfico de control considerando las primeras 25
observaciones y la segunda, aplicando el diagrama de control obtenido a las siguientes 25
observaciones.
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
2
0
1
2
0
3
2
0
5
2
0
7
2
0
9
2
1
1
2
1
3
2
1
5
2
1
7
2
1
9
2
2
1
2
2
3
2
2
5
Nmero de Avin
E
r
r
o
r
e
s
d
e
a
l
i
n
e
a
c
i
n
Errores de alineacin C = 8,00 LSC = 16,50
Figura 6.31 Grfico de control C No conformidades Errores de alineacin
Del anlisis realizado y revisado el grfico de control C, se observa que ninguno de los 25 puntos
iniciales est fuera de los lmites de control y podramos por lo tanto, considerar que el nmero
total de no conformidades c
o
se puede considerar que es igual a y el grfico de control se puede
continuar utilizando en el siguiente periodo.
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
173
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
2
0
1
2
0
4
2
0
7
2
1
0
2
1
3
2
1
6
2
1
9
2
2
2
2
2
5
2
2
8
2
3
1
2
3
4
2
3
7
2
4
0
2
4
3
2
4
6
2
4
9
Nmero de Avin
E
r
r
o
r
e
s
d
e
a
l
i
n
e
a
c
i
n
Errores de alineacin C = 8,00 LSC = 16,50
Figura 6.32 Grfico de control C aplicado a las 50 observaciones de la tabla 6.9
En este caso sin embargo, se debe considerar que los lmites fueron aceptados y aplicados en las
siguientes 25 observaciones para conocer el resultado de la segunda parte del anlisis, el mismo
que muestra que el avin 236 correspondiente al segundo lote de 25 est por arriba del lmite de
control superior y que el promedio de errores en esta segunda etapa es de 9.44 (236/25). Se
observa adems que existen corridas de ms de 4 puntos en el espacio superior as como una
tendencia del grfico a desfasarse hacia la parte superior adems de un posible ciclo de
comportamiento (observaciones 201-220 y 221-240).
La conclusin del anlisis indica que la calidad del producto ha desmejorado y que se hace urgente
la intervencin del personal tcnico para corregir los errores de alineado. Esta vez, posiblemente
no sea necesaria la intervencin de la administracin en temas relacionados con mejorar el
proceso pero s con ajustar el control de los trabajos de ensamblaje.
6.8.2 Diagrama de Control de Defectos por Unidad (Diagrama U)
Un grfico alternativo al C es el del nmero de defectos por unidad denominado Grfico U. Como
dijimos anteriormente, el grfico U se diferencia del anterior en que permite que el tamao de la
muestra puede variar.
Este grfico tiene muchas aplicaciones especialmente cuando c es muy pequeo y un solo defecto
basta para sacar el valor fuera de control. Es as que muchas veces ocurre que las unidades que
produce el proceso presentan una tasa de defectos muy baja. Por ejemplo, supongamos un
proceso automatizado que fabrica tarjetas de sonido. A la salida del mismo se inspecciona una
tarjeta a intervalos de media hora y se cuenta el nmero de defectos. El resultado podra ser algo
como lo que se muestra a continuacin:
Tabla 6.9 Cantidad de defectuosos en un lote de inspeccin con pocos defectos
Tarjeta 1 2 3 4 5 6 7 8 -- Etc.
Cantidad de
Defectuosos
0 0 0 0 0 1 0 0 0 --
Este comportamiento se debe a que la fabricacin se estara realizando por medio de un proceso
totalmente automatizado donde ocurren pocos errores. Por lo tanto, el promedio de defectos ser
cercano a cero y el Lmite Inferior de Control seguramente ser negativo. Para evitar esto, es
conveniente redefinir la Unidad de Inspeccin. Por ejemplo, se puede tomar como unidad de
inspeccin la cantidad de 100 tarjetas de sonido. Es decir, cada media hora se retiran del proceso
100 tarjetas y se cuentan los defectos del total de las mismas. De esta manera la cantidad de
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
174
defectos promedio por unidad de inspeccin ser ms alta y es posible tambin que el LIC sea
mayor que cero.
Siguiendo la notacin anterior donde X es la variable aleatoria que representa el nmero de
defectos, que sigue una distribucin de Poisson con parmetro c, la variable de defectos por
unidad U ser obtenida:
m
X
U =
6.29
Siendo su media y varianza:
u
m
c
m
X
E U E
U
= = = = ) ( ) ( 6.30
m
u
m
c
m
X
Var U Var = = = =
2
2
) ( ) ( o 6.31
En caso de que las muestras sean de diferente tamao tendremos en general que la desviacin
tpica para U
i
estar dada por:
i
i
i
m
X
U = y la varianza
m
u
U
= o 6.32
En consecuencia, el grfico U de control de defectos por unidad tendr los siguientes lmites de
control a 3 desviaciones segn el modelo de 3:
+
=
i
i
n
u
u LIC
u LC
n
u
u LSC
U Grfico
3
3
6.33
Ejemplo 6.5 Supongamos que se est controlando el nmero de defectos en un proceso de
ensamblado de motores y se define una unidad de inspeccin de 5 motores. Es posible, en este
caso, trabajar con un grfico C, como ya hemos visto anteriormente, pero tal vez se desee
controlar el promedio de defectos por cada motor (unidad de produccin) en lugar del total de
defectos para los 5 motores (unidad de inspeccin):
Como en el caso de los grficos C, en una primera etapa se toman N unidades de inspeccin (ms
de 25 30) a intervalos regulares. Se cuenta en cada unidad de inspeccin el nmero de defectos
y se registra. Luego se divide el Nmero de Defectos de cada unidad de inspeccin por m (Nmero
de unidades de produccin en cada unidad de inspeccin). En nuestro ejemplo (m = 5) la tabla
quedara as:
Entonces, a partir de la tabla podemos calcular el parmetro U como promedio del Nmero de
Defectos por motor:
N
m
n
U
i
=
6.34
Donde: n
i
= Cantidad de Defectos por Unidad de Inspeccin
m = Nm. de Unidades producidas en la Unidad de Inspeccin
N = Nmero de Unidades de Inspeccin
y la Desviacin Estndar:
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
175
m
U
s =
6.35
Tabla 6.10 Cantidad de defectuosos en un lote de inspeccin de motores para un grfico U
Unidad en
Inspeccin
1 2 3 4 5 6 7 8 -- Etc.
Cantidad de
Defectuosos
5 8 6 10 5 15 12 5 -- --
Nmero de
Defectos por
motor
(5/5)
= 1.0
(2/5)
= 1.6
(6/5)
= 1.2
(10/5) =
2.0
(5/5)
= 1.0
(15/5)
= 3.0
(12/5)
= 2.4
(5/5)
= 1.0
-- --
Entonces:
U Central Lnea = 6.36
m
U
U LC 3 =
6.37
Nota: nicamente cuando el tamao de muestra de n es constante, los lmites de los
grficos C y U son proporcionales. Es obvio adems, que cuando existen tamaos de
muestras variables, el grfico C no tiene sentido!!
n
C LIC LSC
n
c
n
c
n
u
U LIC LSC
) ( /
3 3 ) ( / = = =
6.38
6.8.2.2 Sistema de Demrito
En el caso de productos complejos tales como automviles, computadores o aparatos mayores, se
suele observar el hecho de que pueden ocurrir muchos tipos de disconformidades o defectos. Es
por ello que se debe proceder a clasificar dichos defectos considerando su importancia.
Probablemente una unidad del producto con un defecto muy grave se clasifique cono no conforme
respecto a algunos requisitos, pero una unidad con varios defectos menores no necesariamente
tendra que ser disconforme. En tales situaciones, se debe adecuar la calificacin y clasificacin
de los defectos a un mtodo que valore la gravedad de los defectos, ponderando los diversos tipos
de defectos de manera razonable, segn se detalla a continuacin.
Defectos Clase A: Muy graves. La unidad es completamente inadecuada para el uso o fallar en
servicio de tal manera que se no se pueda reparara con facilidad en el lugar de trabajo o bien
ocasionar lesiones personales o daos materiales.
Defectos Clase B: Graves. La unidad sufrir tal vez una falla Clase A durante el servicio,
generar seguramente problemas operacionales menos graves, o con seguridad reducir su
duracin o incrementar los costos de mantenimiento.
Defectos Clase C: Moderadamente importantes. La unidad probablemente fallar durante el
servicio, causar problemas menos graves que una falla de operacin, tendr tal vez duracin
reducida, producir un aumento en los costos de mantenimiento o bien tendr un defecto
importante en el acabado, la presentacin o la calidad del trabajo.
Defectos Clase D: Poco Importantes. La unidad no fallar durante el servicio, pero presenta
defectos menores en el acabado, la presentacin o la calidad del trabajo.
Si definimos que C
A
, C
B
, C
C
Y C
D
sean los nmeros de defectos de las clases A, B, C y D
respectivamente, en una unidad de inspeccin, tendremos que la ocurrencia de disconformidades
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
176
en cada clase se modela mediante una distribucin de Poisson, Entonces el nmero de demritos
en la unidad de inspeccin ser:
D = 100 C
A
+ 50 C
B
+ 10 C
C
+ C
D
6.39
Las ponderaciones o pesos en los demritos de las clases A-100, B-50, C-10 y D-1 se emplean en
la prctica comn; sin embargo se podra utilizar cualquier conjunto razonable d e ponderaciones
apropiadas para un problema especfico.
Ejemplo 6.6 Supongamos un problema similar al anterior, con la diferencia de que ahora se
consideran subconjuntos de aviones. Es decir, se tienen en la planta de ensamble tres turnos de
trabajo dos en el da y uno en la noche (diurno, vespertino y nocturno). Adems, el nmero de
unidades ensambladas vara de un turno a otro.
Para medir la produccin en cada turno, se requiri establecer un sistema de ponderacin de las
diferentes operaciones de ensamblaje. Por ejemplo, si en un centro de produccin cualquiera se
llevaba a cabo las operaciones 251, 252 y 253, podra ocurrir en un da cualquiera, debido al flujo
irregular de piezas a esa unidad de ensamblaje, que el turno de da trabajara casi siempre en las
operaciones 251 y 252 y el turno vespertino se concentrara en la operacin 253. Otro da ocurrira
lo contrario. Es por ello que al darle a cada operacin un factor adecuado de ponderacin, la
produccin real en las diferentes operaciones se podra convertir a un nmero equivalente de
unidades de produccin como se detalla a continuacin:
El sistema de Demrito ser entonces la cantidad de aviones en ensamblaje slo en las
operaciones citadas, las otras operaciones se asumen como completas, es decir:
Tabla 6.10 Tabla de Ponderacin para el ensamble de aviones
No. De
Operacin de
ensamblaje
Factor de
Ponderacin
Produccin
en operacin
de
ensamblaje
Unidades
equivalentes
producidas
en el turno.
251 0.450 6 2.70
252 0.300 8 2.40
253 0.250 4 1.00
Totales 1.000 6.10
Tabla 6.11 No conformidades observadas en tres turnos de ensamblaje de aviones
Fecha Turno
Nmero de
errores de
alineacin
observadas
en el turno
Unidades
equivalentes
producidas
n
No
conformidades
por unidad u
3
LSC
o
+3
LIC
o
-3
Junio 9 D 13 6.00 2.20 2.28 6.8 1.2
V 12 4.30 2.80 2.70 6.2 0.8
N 7 2.90 2.40 3.29 6.8 0.2
Junio 11 D 19 6.50 3.50 2.39 6.9 1.1
V 14 4.40 3.20 2.67 6.1 0.8
N 9 2.00 4.50 3.96 7.4 0.0
Junio 12 D 18 6.50 3.30 2.39 6.9 1.1
V 13 4.00 3.20 2.80 6.3 0.7
N 6 2.00 3.00 3.96 7.4 0.0
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
177
Junio 13 D 24 6.10 3.90 2.27 6.7 1.2
V 15 4.90 3.10 2.53 6.0 1.0
N 6 2.90 2.10 3.29 6.8 0.2
Junio 14 D 16 6.60 2.40 2.18 6.7 1.3
V 11 4.10 2.70 2.76 6.2 0.7
N 20 2.50 8.00 3.54 7.0 0.0
Junio 15 D 16 4.30 3.70 2.70 6.2 0.8
V 29 4.20 6.90 2.73 6.2 0.7
N 3 2.20 1.40 3.77 7.2 0.0
Junio 16 D 21 6.10 3.40 2.27 6.7 1.2
V 20 4.20 4.80 2.73 6.2 0.7
N 2 1.80 1.10 4.17 7.6 0.0
Junio 17 D 14 2.90 4.80 3.29 6.8 0.2
V 10 1.90 6.30 4.06 7.5 0.0
N 3 1.00 3.00 6.59 9.1 0.0
Totales 321 92.30
D = (Cantidad en Actividad
251
)*0.45+(Cantidad en Actividad
252
)*0.30+(Cantidad en Actividad
253
)*0.25
Es decir, las operaciones efectuadas en cada turno, se consideran equivalentes a realizar en las
tres operaciones de ensamblaje requeridas en 6.10 aviones. En la tabla 6.11 se presenta el
nmero de no-conformidades registradas por el Departamento de Inspeccin de cada turno en
periodo de ocho das. Tambin se muestra el nmero de unidades producidas.
Es importante considerar tambin el hecho de que es ideal que los factores de ponderacin se
escojan en una forma que sea proporcional a la frecuencia relativa de las no conformidades en
cada operacin de ensamble que se pondera. La ponderacin real, basada en algn factor tal
como horas de mano de obra directa estndar para cada operacin, pueden medirlo bastante bien
en la mayora de los casos, salvo que algunas de las operaciones de ensamblaje sean ms
difciles que otras.
Debe notarse que los puntos de anlisis muestral del grfico 6.33 no estn conectados. Esto se
debe al hecho de que se efecta un anlisis comparativo de tres diferentes turnos. En caso de
querer conectar los puntos, sera mejor trazar lneas separadas para cada turno, en vez de una
sola lnea que conecte todos los puntos.
0,00
2,00
4,00
6,00
8,00
10,00
D V N D V N D V N D V N D V N D V N D V N D V N
9 11 12 13 14 15 16 17
Fecha y Turno
N
o
c
o
n
f
o
r
m
i
d
a
d
e
s
No Conformidad Diurno No Conformidad Vespertino
No Conformidad Nocturno Lmite Inferior de Control
Valor Promedio Nominal = 3,48 Lmite Superior de Control
Figura 6.33 Grfico de control U para subgrupo variable de ensamble de aviones
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
178
Para finalizar este tema, el siguiente diagrama muestra la clasificacin de las grficas de control
para atributos y variables:
Figura 6.34 Diagrama de seleccin de grficos de control
Bibliografa:
BISGAARD SOREN, Spencer Graves and Rene Valverde (1998), Quality Quandaries. The impact
of measurement error on specifications. Center for Quality and productivity. Wisconsin.
BOX, G. E. P.,S .Hunter and W. G. Hunter (1978). Statistics for Experimenters. John Wiley and
Sons, New York.
BREYFOGLE III Forest W. (2003). Six Sigma: Smarter Solutions Using statistical Methods.
Segunda Edicin .Wile and Sons, .Austin Texas.
GEORGE, M. L., Gooch, J. and D. C. Montgomery (1986), America Can Compete, SMU Press,
Dallas, TX.
GUTIRREZ PULIDO Humberto y Romn De la Vara Salazar. (2004). Control Estadstico de la
Calidad.Mac Graw Hill. Mxico DF.
GRANT E.L. and Leavenworth (1999), Control Estadstico de Calidad, Editorial CECSA
HINES, W. W. and D. C., Montgomery (1990), Probability and Statistics in Engineering and
Management Science, 3rd edition, John Wiley & Sons, New York. (1st edition 1972, 2nd edition
1980).
JOHNSON, L. A. and D. C. Montgomery (1974), Operations Research in Production Planning,
Scheduling, and Inventory Control, John Wiley & Sons, New York.
KEATS, J. B. and D. C. Montgomery (editors) (1991), Statistical Process Control in Manufacturing,
Marcel Dekker, New York.
MONTGOMERY, D. C. and E. A. Peck (1992), Introduction to Linear Regression Analysis, 2nd
edition, John Wiley & Sons, New York. (Probability and Statistics Series; 1st edition, 1983).
MONTGOMERY,D.(1991). Control Estadstico de la Calidad. Iberoamericana SA. California.
MONTGOMERY, D. C. (1996), Introduction to Statistical Quality Control, 3rd edition, John Wiley &
Sons, New York. (1st edition, 1985, 2nd edition, 1991).
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
179
WHEELER D, (2005). The six Sigma Practitioners Guide to data analysis. Statistical process
Control Inc.
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
180
Capacidad de Proceso
Como se estudi anteriormente, un proceso de fabricacin es un conjunto de equipos, materiales,
personas y mtodos de trabajo que genera un producto fabricado. Para analizar el
comportamiento del proceso de fabricacin, se acostumbre tomar muestras de los productos
fabricados y dichas muestras se someten a ensayos para determinar el valor de una caracterstica
de calidad seleccionada previamente con respecto a un patrn o estndar. Desde el punto de vista
del control estadstico, es conveniente incluir la etapa de muestreo y ensayo dentro del proceso
mismo de fabricacin. Es importante considerar que cualquier modificacin en las condiciones del
proceso (Modificacin en el equipo, cambio de materias primas, etc.) conceptualmente debe
considerarse como que se trata de otro proceso, diferente del anterior.
7.1 Definicin Caracterstica de Calidad
El primer paso para aplicar una tcnica estadstica es definir la caracterstica de calidad que se va
a medir en el producto fabricado. Esta caracterstica de calidad, desde el punto de vista
estadstico, constituye una variable aleatoria, porque an despus de realizar una serie de
mediciones, el valor que se obtendra en la siguiente medicin no puede predecirse por clculo.
Figura 7.1 Elementos que intervienen en un proceso de produccin
Figura 7.2 Esquema de toma de muestras para ensayos de calidad
Antes de aplicar cualquier tcnica estadstica, es necesario establecer algunas hiptesis bajo las
cuales se va a desarrollar el anlisis. En primer lugar, vamos a suponer que la caracterstica de
calidad (Variable aleatoria) es continua y de distribucin normal. En segundo lugar,
consideraremos que el proceso est bajo control estadstico, es decir que la variabilidad se debe
solamente a un sistema constante de causas aleatorias (No intervienen causas asignables).
Si los datos tuvieran una distribucin notablemente asimtrica, las probabilidades basadas en el
modelo normal no seran muy buenos estimadores de las verdaderas probabilidades de producir
unidades que no cumplan con las especificaciones. En tal caso, podramos optar por: usar
transformaciones de datos para lograr una distribucin aproximadamente normal o usar el modelo
Weibull. En nuestro caso, consideraremos solamente distribuciones de tipo normal.
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
181
Al realizar una sucesin de mediciones de la caracterstica de calidad sobre muestras del producto
fabricado, encontramos que los valores fluctan alrededor de un valor central. Esto es lo que
llamamos la fluctuacin natural y esperable del proceso. Esta variacin de la caracterstica de
calidad medida se debe a un conjunto muy grande de causas que afectan el proceso y cuyo efecto
individual es pequeo actuando en forma aleatoria (Sistema constante de causas aleatorias). La
fluctuacin natural del proceso es inherente al mismo y no puede eliminarse, slo puede reducirse
realizando modificaciones al proceso mismo, lo cual significa, como ya hemos dicho, trabajar con
otro proceso. La fluctuacin natural de un proceso puede cuantificarse a travs de la desviacin
estndar del mismo, con la cual podemos calcular lmites de tolerancia natural del proceso. Se
debe insistir en que estos lmites no pueden fijarse voluntariamente, dependen del proceso y de las
variables no controlables del mismo. Generalmente se toma un rango para la fluctuacin natural
de 6 sigmas.
Figura 7.3 Diferencia entre sistemas o procesos estables e inestables
Una vez que hayamos comprobado que el proceso est bajo control, estaremos interesados en
saber si es un proceso capaz, es decir, si cumple con las especificaciones tcnicas deseadas, ya
que produccin bajo control no significa necesariamente que satisfaga las especificaciones de
calidad fijadas por el diseo, el comprador, la norma o el fabricante. Por lo tanto la medicin de la
capacidad de proceso trata de averiguar si el proceso es capaz o no de satisfacer las
especificaciones.
7.2 Capacidad de Proceso
La capacidad de proceso a travs de la denominacin Seis Sigma naci a mediados de los aos
80 en Estados Unidos de Norteamrica (EE.UU). como una iniciativa de la firma Motorola para
hacer frente a la competencia de la industria japonesa. Seis Sigma es una metodologa que
permite una reduccin drstica de los defectos en el producto a travs del seguimiento diario de
todas las actividades de la empresa, que permite minimizar sus desperdicios e incrementar la
satisfaccin de los clientes. Bsicamente consiste en un proceso de hacerse preguntas cuyas
respuestas, tangibles y cuantificables, producirn al final resultados rentables. Desde el punto de
vista tcnico, la filosofa Seis Sigma es aplicada a la reduccin de variacin mediante el clculo de
capacidad de proceso. Desde el punto de vista administrativo, es un enfoque genuino en el cliente
ya que las mejoras se definen por su impacto en la satisfaccin y creacin del valor para el cliente.
La Capacidad de un Proceso es definida entonces como la aptitud para generar un producto que
cumpla con determinadas especificaciones, de manera que la cantidad de defectuosos, debido a
variabilidad, sea minimizado en base a la reduccin de la variabilidad del proceso dentro los lmites
de especificacin o tolerancia mxima permitida en el producto; de esta manera se asegura que
toda la produccin cumplir con las especificaciones requeridas.
Las especificaciones y/o tolerancias de un producto son definidas voluntariamente por el cliente,
por el fabricante o establecidas en base a alguna norma reconocida. Estos lmites constituyen
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
182
un requisito a cumplir por el producto y no deben confundirse en ningn caso con los
Lmites de Control o con los Lmites de Variacin Natural del proceso.
Figura 7.4 Filosofa de la Capacidad de Proceso
El anlisis de capacidad del proceso es una parte vital de un programa integral de mejoramiento de
calidad. Entre los usos principales de los datos de un anlisis de capacidad del proceso se
encuentran los siguientes:
1. Predecir el grado de variabilidad que exhibirn los procesos. Esta informacin de capacidad
proporcionar informacin importante para establecer lmites de especificacin realistas.
2. Seleccionar, entre procesos que compiten, el proceso ms adecuado para que las tolerancias
se cumplan.
3. Planear la interrelacin entre procesos secuenciales. La cuantificacin de las capacidades
respectivas del proceso con frecuencia seala el camino para encontrar una solucin.
4. Proporcionar una base cuantitativa para establecer un programa de verificacin de control
peridico del proceso y reajustes.
5. Asignar mquinas a los tipos de trabajos para los cuales son ms adecuadas.
6. Probar las teoras de las causas de defectos durante los programas de mejoramiento de
calidad.
7. Servir como base para la especificacin de los requerimientos de calidad para las mquinas
compradas.
Por tanto, el anlisis de capacidad de proceso es una tcnica que tiene aplicacin en muchos
segmentos del ciclo del producto, incluyendo el diseo de producto y procesos, la fuente de
proveedores, la planeacin de la produccin o la manufactura, y la propia manufactura.
Para cuantificar la Capacidad de Proceso (Cp) se utilizan coeficientes que permiten comparar el
rango de especificaciones con la fluctuacin natural del proceso. Esto es, se compara el ancho de
las especificaciones o variacin tolerada para el proceso con la amplitud de la variacin real del
proceso:
Total Variacin
Tolerada Variacin
C
p
=
7.1
Segn la ISO reporte tcnico 12783, la Capacidad de proceso general est definido por:
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
183
135 , 0 865 , 99
P P
EI ES
C
p
= 7.2
Donde ES y EI son las especificaciones superior e inferior y P
99,965
es el percentil 99,865 de la
distribucin de la caracterstica de calidad y P
0,135
es el percentil 0,136. De esta manera,
cualquiera que sea la distribucin entre los percentiles mencionados, se ubicarn en el 99,73% de
los valores de la caracterstica de calidad.
7.3 Determinacin de la Capacidad de Proceso
Si representamos en las abscisas los Lmites de Especificacin del producto, se podr observar
grficamente si el proceso tiene aptitud (Capacidad) para fabricar un producto en particular dentro
de especificaciones. Es por ello que, para determinar si un proceso es o no capaz podemos hacer
uso de herramientas grficas (histogramas, grficos de control y grficos de probabilidad).
Tambin utilizamos los llamados ndices de capacidad, que vendrn determinados por los
cocientes entre la variacin natural del proceso y el nivel de variacin especificada. En principio,
para que un proceso sea considerado capaz, su variacin actual no debera representar ms del
75% de la variacin permitida.
Grfico 7.5 Lmites de Especificacin inferior (LSI) y Superior (LSE)
Para analizar la capacidad del proceso se puede utilizar un histograma de frecuencias. Si se
dispusiera de todos los datos del universo para la caracterstica de calidad medida y se hiciera un
histograma este permitira tener una idea exacta de la fluctuacin natural del proceso. Como esto
es imposible, es necesario tomar un cierto nmero de mediciones (Mnimo 100200) y efectuar
con ellas un histograma de frecuencias.
El histograma slo ser una representacin de la muestra y por lo tanto es simplemente una
estimacin del verdadero histograma del universo. El grfico del histograma permitir adems,
saber si los datos provienen de una aproximadamente normal o si es necesario utilizar otra tcnica
de aproximacin (Transformacin de datos o uso de Weibull). Por otra parte, el uso de un
histograma para analizar la capacidad de un proceso tiene la ventaja de que se puede apreciar la
forma de la distribucin, con lo cual se puede confirmar o rechazar la hiptesis de que la misma es
normal. Pero el problema es que no se puede detectar la presencia de patrones no aleatorios, con
lo cual no es posible confirmar o rechazar la hiptesis de que el proceso est bajo control
estadstico. Si el proceso no est bajo control estadstico los resultados del anlisis de la
capacidad de proceso no sern vlidos y pueden llevar a conclusiones equivocadas.
En el caso de tratarse de un proceso donde se definen tolerancias inferior y superior, el ndice de
Capacidad de Proceso Cp estar definido por:
o 6
) ( LIE LSE
C
p
= 7.3
donde: LSE es el Lmite Superior de Especificacin, LIE es el Lmite Inferior de Especificacin y
la desviacin estndar del proceso. As el ndice Cp mide la capacidad de Procesos, suponiendo
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
184
que el promedio del proceso es igual al punto medio de los lmites de especificaciones y que el
proceso est operando bajo control estadstico.
Grfico 7.6 Histograma tipo y determinacin de Cp con histogramas
Frecuentemente sin embargo, el promedio no se encuentra en el punto medio, es por ello til tener
un ndice de habilidad que refleje ambas variaciones y la localizacin del promedio del proceso. Tal
ndice es C
pk
.
Figura 7.7 Capacidad de Proceso con proceso centrado
Figura 7.8 Capacidad de Proceso centrado e ineficaz
El ndice C
pk
refleja la proximidad de la media actual del proceso al lmite de especificacin
superior (LES) o bien, al lmite de especificacin inferior (LEI). C
pk
se estima mediante:
o 3
A
=
pk
C 7.4
Es decir:
(
=
3s
X - LES
3s
LEI - X
min C ,
pk
7.5
Si el promedio actual es igual al punto medio del rango de especificacin, entonces C
pk
= C
p
.
Entre ms alto sea el valor de C
p
o C
pk
, ms baja ser la cantidad de producto que est fuera de
los lmites de especificacin. Recordemos que para una distribucin normal, el 99,73% de los
valores de una variable aleatoria se encuentran dentro el rango definido por 6 y an si se tratara
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
185
de otra distribucin de probabilidad, un gran porcentaje de los datos se encontrarn en el mismo
rango, afirmacin que puede ser comprobada por el teorema de Chebyshev.
Tabla 7.3 Valores de C
p
y su interpretacin
Valor del ndice C
p
Clase o categora Decisin (si el proceso est centrado)
De proceso
C
p
2 Clase Mundial Se tiene calidad 6
C
p
> 1,33 1 Adecuado
1< C
p
< 1,33 2 Parcialmente adecuado. Requiere de un control
Estricto.
0,76 < C
p
< 1 3 No adecuado para el trabajo. Un anlisis del
Proceso es necesario. Requiere de
modificaciones serias para alcanzar una calidad
satisfactoria
C
p
< 0,67 4 No adecuado para el trabajo. Requiere de
modificaciones muy serias
Notas:
1. Si el C
pk
< C
p
entonces una vez que se centre el proceso se tendr la clase de proceso
que se seala
2. Ver la tabla inferior para una interpretacin del C
p
en trminos de piezas fuera de
especificaciones
3. Para procesos con una sola especificacin, el valor mnimo de C
pi
o C
ps
debe ser
mayor a 1,25 en lugar de 1,33 para considerar el proceso adecuado.
4. Si se utiliza el ndice Z como ndice de capacidad, entonces los valores mnimos que
ste debe tomar para cada una de las categoras indicadas del proceso se obtienen
multiplicando el correspondiente valor por 3, as para tener procesos con categora
adecuada, se requiere que tanto Z
s
como Z
i
sean mayores que 4 (3 o 1,33) y para Seis
Sigma mayores que 6.
Figura 7.9 Capacidad de Proceso con proceso descentrado
En el clculo del ndice de Capacidad de Proceso, es deseable que el ndice Cp sea mayor que 1,
caso contrario estaremos ante un proceso que an estando bajo control estadstico tiene una
variabilidad mayor a la tolerancia permitida con el consecuente incumplimiento de capacidad de
proceso. En general se exige Cp o Cpk > 1.30 para mayor seguridad.
El ndice de Capacidad de Proceso permite definir si el proceso es capaz de cumplir con las
especificaciones, por lo que es importante que para la valoracin precisa del ndice de capacidad
de proceso Cp, el proceso sea estable y que se conozca la desviacin estndar del proceso y no
solamente la desviacin estndar estimada en base a una muestra, a menos que se efecten las
estimaciones necesarias de la desviacin estndar segn lo indicado en el control estadstico de
procesos. La tabla 6.1 muestra los valores de Cp y su interpretacin dependiendo de si el proceso
permite una o dos tolerancias.
Ejemplo 7.1 De un proceso de fabricacin se conocan, a travs de los Grficos de Control
utilizados permanentemente, los valores X y R de las ltimas 20 muestras (tamao de muestra n =
5), producidas en ausencia de causas especiales de variacin son: X = 14,34 y R = 0,39 Las
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
186
especificaciones de un potencial cliente eran 14,40 0,46. (tolerancia = 0,90). Para comprobar la
rentabilidad del contrato, se realiz, entre otros, un estudio de Capacidad de Proceso y se
efectuaron los siguientes clculos:
d
2
= 2,326 (Tabla 6.2, para n = 5)
= R /d
2
= 0,39/2,326 = 0,168
89 , 0
006 , 1
90 , 0
6
= = =
o
Especfica Tolerancia
C Capacidad de ndice
P
Cp = 0,89 < 1,33 por lo tanto, proceso no capaz
Es importante observar que, aunque el proceso estaba bajo control estadstico, no era capaz de
trabajar dentro de la tolerancia especificada. Las opciones para poder aceptar el contrato eran por
tanto la modificacin de las instalaciones o la inspeccin final 100%, ninguna de las cuales se
consider como rentable econmicamente.
Tabla 7.4 ndices de Capacidad de Proceso Cp, Cpi, Cps bajo normalidad y proceso
centrado en el caso de doble especificacin.
Proceso con doble especificacin C
p
Proceso con una sola especificacin
(C
pi
, C
ps
, C
pk
)
Valor de
ndice
% fuera de las dos
especificaciones
Partes por
milln fuera de
especificacin
% fuera de una
especificacin
Partes por
milln fuera de
especificacin
0,20 54,850600% 548.506,000 27,4253% 274.253,000
0,30 36,812000% 368.120,000 18,4060% 184.060,000
0,40 23,013900% 230.139,000 11,5070% 116.070,000
0,50 13,361400% 133.614,000 6,6807% 66.807,000
0,60 7,186100% 71.861,000 3,5930% 36.930,000
0,70 3,572900% 36.729,000 1,7864% 17.864,000
0,80 1,639500% 16.395,000 0,8198% 8.198,000
0,90 0,693400% 6.934,000 0,3467% 3.467,000
1,00 0,270000% 2.700,000 0,1350% 1.350,000
1,10 0,096700% 967,000 0,0483% 483,000
1,20 0,031800% 318,000 0,0159% 159,000
1,30 0,009600% 96,000 0,0048% 48,116
1,40 0,002700% 27,000 0,0013% 13,354
1,50 0,000200% 2,000 0,0003% 3,401
1,60 0,000000% 1,589 0,0001% 0,794
1,70 0,000000% 0,340 0,0000% 0,170
1,80 0,000000% 0,067 0,0000% 0,033
1,90 0,000000% 0,012 0,0000% 0,006
2,00 0,000000% 0,002 0,0000% -
7.4 Uso de Diagramas de Control
Otra manera de analizar la capacidad de un proceso es por medio de los grficos de control. La
implementacin de grficos de control exige necesariamente colocar al proceso bajo control
estadstico. En consecuencia, se puede utilizar la desviacin estndar utilizada para calcular los
Lmites de Control y obtener los coeficientes de capacidad de proceso Cp o Cpk. Si este es el
caso, se debe hacer una aclaracin muy importante. Cuando se utilizan grficos X-R, en el grfico
de X se representan los promedios de subgrupos, es decir, promedios de muestras; por lo que, no
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
187
se debe confundir la desviacin estndar del proceso con la desviacin estndar de los promedios
de muestras. Si la desviacin estndar del proceso es s y cada subgrupo tiene m mediciones, la
desviacin estndar entre subgrupos es:
m
x
o
o =
_
7.6
Si se utiliza por error la desviacin estndar entre subgrupos para calcular los coeficientes de
capacidad del proceso, se obtendrn valores ms altos que los que corresponden a la verdadera
capacidad del proceso.
Ejemplo 7.2 Analicemos otro caso, esta vez se presenta un histograma de la resistencia a la
presin interna en [psi] de 100 botellas de vidrio de 1 litro para gaseosas. Los datos se muestran
en la tabla 7.5. El anlisis de los 100 datos tiene como resultados:
Tabla 7.5 Resistencia a la presin de 100 botellas de vidrio para gaseosa [psi]
Muestra
Observacin
1
Observacin
2
Observacin
3
Observacin
4
Observacin
5
Promedio
de muestra
Rango de
Muestra
1 265 205 263 307 220 252,00 102,00
2 268 260 234 299 215 255,20 84,00
3 197 286 274 243 231 246,20 89,00
4 267 281 265 214 318 269,00 104,00
5 346 317 242 258 276 287,80 104,00
6 300 208 187 264 271 246,00 113,00
7 280 242 260 321 228 266,20 93,00
8 250 299 258 267 293 273,40 49,00
9 265 254 281 294 223 263,40 71,00
10 260 308 235 283 277 272,60 73,00
11 200 235 246 328 296 261,00 128,00
12 276 264 269 235 290 266,80 55,00
13 221 176 248 263 231 227,80 87,00
14 334 280 265 272 283 286,80 69,00
15 265 262 271 245 301 268,80 56,00
16 280 274 253 287 258 270,40 34,00
17 261 248 260 274 337 276,00 89,00
18 250 278 254 274 275 266,20 28,00
19 278 250 265 270 298 272,20 48,00
20 257 210 280 269 251 253,40 70,00
Promedios 264,06 77,30
De la tabla 6.2, el coeficiente d
2
tiene un valor de 2.326 para muestras de 5 observaciones, luego
23 . 33
326 . 2
30 . 77
2
_
= = =
.
d
R
o
Diagrama X:
Lnea Central = X = 264,06
LSC = 264,06 + 3(33,23)/5 = 308,66
LIC = 264,06 - 3(33,23)/5 = 210,46
Diagrama R:
Lnea Central = R = 77.30
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
188
LSC = 77.30 + 3(0.864)(77.30)/(2.326) = 164,44
LIC = 77.30 - 3(0.864)(77.30)/(2.326) 0
190
210
230
250
270
290
310
330
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Nmero de Muestra
P
r
o
m
e
d
i
o
LIC LSC Lnea Central promedio muestra
Suponiendo que los datos de resistencia a la presin interna especifican un lmite inferior de
especificacin de la resistencia de 200 [psi], la relacin de capacidad de proceso es:
642 , 0
) 23 . 33 ( 3
200 264
3
=
=
o
LIE
C lateral Capacidad de ndice
Pi
Observamos que a pesar que el proceso est bajo control, el proceso de produccin, no es capaz
ya que Cp = 0,642 < 1,33. Debe entonces, efectuarse un anlisis exhaustivo del sistema a objeto
de reducir la variabilidad natural del sistema.
Figura 7.10 Diagrama X para los datos de resistencia de las botellas
0
20
40
60
80
100
120
140
160
180
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
LIC LSC Linea central Observaciones
Figura 7.11 Diagrama R para los datos de resistencia de las botellas
7.5 Anlisis de la Capacidad de Proceso mediante muestras e histogramas
Para calcular los ndices de capacidad e interpretarlos, se necesita conocer la media y la
desviacin estndar del proceso con una buena aproximacin. Sin embargo, no siempre son
conocidos, lo que hace necesario utilizar datos muestrales y en base a ellos tomar decisiones
acertadas.
Sean x
1
, x
2
, x
3
, x
4
, x
n
las observaciones correspondientes a una muestra aleatoria de un proceso
en particular con promedio y desviacin estndar x y S. Si los ndices de capacidad se calcularan
utilizando dichos parmetros, en lugar de y adems de ser el tamao de la muestra pequea
(menos de 100 observaciones) es incorrecto comparar los valores estimados con los valores
mnimos recomendados para los ndices. Ya que los valores mnimos son para os verdaderos
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
189
ndices o ndices poblacionales. En otras palabras, si los ndices de capacidad son estimados en
base a muestras pequeas y no en base a parmetros poblacionales, entonces un valor grande de
la estimacin de los ndices no necesariamente implica que se tiene una buena capacidad de
proceso. Lo contrario tambin es verdad: un valor pequeo del ndice estimado no
necesariamente implica mala capacidad del proceso. Es as que a partir de una muestra aleatoria
los ndices de capacidad de proceso pueden ser estimados de la siguiente manera:
S
EI ES
C
p
6
=
7.6
S
EI X
C
pi
3
=
S
X ES
C
ps
3
= ]
ps pi Pk
C C Min C = 7.7
Los valores obtenidos no se deben interpretar directamente en funcin de aquellos contenidos en
la tabla 7.5, sobre todo si la muestra slo es de unas cuantas observaciones o si no es
representativa del proceso. Al estar basados en una muestra, los valores de los ndices dependen
de la misma y van a variar de muestra a muestra. Por lo tanto, se debe efectuar una estimacin
por el intervalo de confidencia, en el cual se toma en cuenta el error estndar del correspondiente
estimador muestral. Kushler y Hurley, 1992 propusieron los siguientes intervalos de confianza:
) 1 ( 2
2 /
n
C
Z C
p
p o
7.8
n n
C
Z C
ppk
pk
9
1
) 1 ( 2
2
2 /
+
o
7.9
Donde n es el tamao de muestra y Z
/2
es el percentil de la distribucin normal que determina la
confianza de la estimacin (si se quiere trabajar con 95% de confianza, el valor de Z
/2
es de 1.96).
De esta manera, si a partir de una muestra aleatoria del proceso se estiman los ndics de
capacidad muestrales, entonces el verdadero valor del ndice de capacidad del proceso se
encontrar entre el intervalo obtenido con las expresiones anteriores y con la confianza deseada.
Ejemplo 7.3 Supongamos que una de las caractersticas de calidad tiene especificaciones de
501. Para tener una primera idea de la capacidad del proceso para cumplir con esta
especificacin, se obtiene una muestra aleatoria de 40 unidades producidas por el proceso. De las
mediciones de esas 40 unidades se obtiene que la media y la desviacin estndar para la muestra
son: x = 50,15 y S
x
= 0,289. Determinar los ndices de capacidad del proceso.
Nota. Si se va a trabajar con distribucin de frecuencias para estimar la capacidad de proceso, es
conveniente disponer de por lo menos 100 ms observaciones para que el histograma sea
moderadamente estable a fin de obtener una estimacin razonablemente confiable de la capacidad
de proceso. Al mismo tiempo debe controlarse la obtencin de datos de acuerdo a las siguientes
recomendaciones:
x = 50.15 y S = 0.289
Calculando ls ndices de capacidad:
15 . 1
) 289 . 0 ( 6
49 51
=
p
C
] 98 . 0 , 33 . 1 [ ]
) 289 . 0 ( 3
15 . 50 51
,
) 289 . 0 ( 3
49 15 . 50
[
Min Minimo C
Pk
=
=
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
190
Para tener una idea del valor de los ndices poblacionales del proceso, se calcular un intervalo de
confianza del 95%:
26 . 0 15 . 1
) 1 40 ( 2
15 . 1
96 . 1 15 . 1 :
p
C
24 . 0 98 . 0
) 40 ( 9
1
) 1 40 ( 2
) 98 . 0 (
96 . 1 98 . 0 :
2
= +
pk
C
Tanto 0.26 como 0.24 son los errores de estimacin y son iguales a la mitad del intervalo de
confianza. De esta manera, con una confianza del 95%, el verdadero valor del ndice C
p
estn
entre0.89 y 1.41; el C
pk
se localiza con confianza del 95% entre 0.74 y 1.22. Por lo tanto, en base
a la muestra, sera riesgoso afirmar que el proceso es potencialmente capaz o incapaz. Para
reducir esta incertidumbre, es necesario seguir las siguientes recomendaciones:
Elegir la mquina o mquinas que se va a controlar. Si los resultados de una o unas cuantas
mquinas van a extenderse a una poblacin ms grande, la mquina seleccionada tendr que
ser representativa de toda la poblacin. Adems, si tiene varias estaciones de trabajo, puede
ser importante recopilar los datos de manera que pueda aislarse la variabilidad de una
estacin a otra. Esto puede implicar el uso de otras herramientas como el diseo de
experimentos
Seleccionar las condiciones operacionales del proceso. Definir cuidadosamente las
condiciones, como velocidades de corte, avance, temperaturas y otros para referencias
futuras. Puede ser importante estudiar los efectos de los cambios en estos factores sobre la
capacidad de proceso.
Seleccionar un operario representativo. En algunos casos, quiz sea importante estimar la
variabilidad del operador. En esos casos se tendr que elegir los operarios al azar dentro de la
poblacin de este personal.
Vigilar permanentemente el proceso de recopilacin de datos y registrar el orden en el tiempo
de la produccin de cada artculo.
Ejemplo 7.4 Analicemos nuevamente el problema de las botellas para gaseosas, pero esta vez
desde un punto de vista que considera las 100 observaciones como parte de una sola muestra. A
continuacin se presenta la distribucin de frecuencias y el histograma que proporcionan
informacin acerca de la capacidad de proceso.
Tabla 7.6 Distribucin de frecuencias para los datos de resistencia a la presin
Intervalo de Clase Frecuencia
Frecuencia
Relativa
Frecuencia
relativa
acumulada
170 x 190 2,00 2,00 % 2,00%
191 x 210 4,00 4,00 % 6,00%
211 x 230 7,00 7,00 % 13,00%
231 x 250 13,00 13,00 % 26,00%
251 x 270 32,00 32,00 % 58,00%
271 x 290 24,00 24,00 % 82,00%
291 x 310 11,00 11,00 % 93,00%
311 x 330 4,00 4,00 % 97,00%
331 x 350 3,00 3,00 % 100,00%
100,00 100,00 %
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
191
Las caractersticas estadsticas representadas por el promedio de muestra y la desviacin estndar
de muestra son:
x = 264.06 S
x
= 32.02
x 3 S
x
264.06 3 (32.02) 264 96 [psi]
Por consiguiente la capacidad del proceso se estimara como:
67 , 0 666 , 0
) 02 . 32 ( 3
200 264
3
~ =
=
o
LIE
C lateral Capacidad de ndice
Pi
Cp = 0,67 < 1,33 por lo tanto, el proceso no capaz
0
5
10
15
20
25
30
35
1
F
r
e
c
u
e
n
c
i
a
s
170 x 190 191 x 210 211 x 230
231 x 250 251 x 270 271 x 290
291 x 310 311 x 330 331 x 350
Figura 7.12 Histograma de frecuencias de los datos de resistencia de botellas de vidrio
7.6 ndices de Capacidad para Variables de Atributos
Todas las frmulas presentadas hasta ahora, estn orientadas para variables del tipo continuo, en
las que para cada producto muestra o pieza inspeccionada, se obtiene una medicin numrica que
refleja su calidad. Por ello, para otro tipo de variables como las de atributos, donde lo que se hace
es ver si el producto pasa o no pasa, o contar el nmero de defectos, no es posible calcular en
forma directa los ndices de capacidad, se debe desarrollar un nuevo concepto.
Para ello, debe comenzarse por estimar el porcentaje promedio de defectos o el porcentaje
promedio de artculos defectuosos del proceso y con apoyo de la Tabla 7.5 convertir ese
porcentaje al correspondiente ndice C. Por ejemplo, si el porcentaje promedio de artculos
defectuosos es de 3.00%, entonces utilizando las columnas para procesos con doble
especificacin de la Tabla 7.4, el porcentaje ms cercano a 3.00% es el de 3.5729%, que
corresponde a un ndice C
p
de 0.7, por lo que el C
p
para este proceso ser de 0.7
aproximadamente, reflejando una capacidad inadecuada. Un valor de calidad mundial requiere un
porcentaje de defectuosos menor a 0.0096%
Algunas variables de atributos en lugar de medirse en porten tajes de defectos se miden en
nmero de partes defectuosas por milln (PPM). Otra forma de medir las variables de atributos es
por el nmero de defectos por milln de oportunidades (DPMO); en estos casos, se utiliza la
tercera columna de la Tabla 7.4 y se procede en forma similar al porcentaje de defectos. Debemos
recordar simplemente que para calcular las PPMs se divide el total de artculos con defectos entre
el total de artculos inspeccionados y al resultado se le multiplica por un milln. Por ejemplo, si de
un total de 1 000 piezas inspeccionadas, se encuentran cinco defectuosas, el PPM
correspondiente es de 5 000, ya que:
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
192
000 5 000 000 1 *
1000
5
000 000 1 * = = =
ados inspeccion articulos de Total
defectos con articulos de Total
PPM
7.7 Lmites de Control, Lmites de Especificaciones y Lmites de Tolerancia Natural
Debemos tener siempre presente el hecho que no existe una relacin entre los lmites de control
de los diagramas de control estadstico y los lmites de especificacin del proceso ya que, los
primeros son motivados por la variabilidad natural del procesos (medida por la desviacin estndar
del proceso ), es decir, por los lmites de tolerancia natural del proceso. Por otro lado, los lmites
de especificacin son determinados externamente ya sea por imposicin de la administracin, los
ingenieros de manufactura, el cliente o los diseadores del producto (especificaciones). Es
necesario entonces que se tenga pleno conocimiento de la variabilidad inherente a procesos al fijar
las especificaciones recordando permanentemente que no existe relacin matemtica entre los
lmites de control y los lmites de especificacin. En muchos casos de produccin sin
embargo, se acostumbra considerar los lmites de tolerancia natural como aquellos que contienen
cierta fraccin, digamos 1- de la distribucin si sta es conocida.
En caso de conocerse la distribucin de una caracterstica de calidad y sus parmetros con base a
experiencia y datos histricos, entonces es posible establecer fcilmente los lmites de tolerancia.
Supongamos que la caracterstica de calidad se distribuye normalmente con media en y
varianza
2
tambin conocida. Si en este caso se definen los lmites de tolerancia como los que
contienen 100(1- )% de la distribucin de esta caracterstica de calidad, entonces los lmites de
tolerancia son simplemente:
Infortunadamente, en la mayora de los casos o procesos, se desconoce la forma de la distribucin
y sus parmetros y es por ello que debe recurrirse nuevamente a los parmetros estimados de las
muestras; entonces, para ciertos casos es posible evaluar los lmites de tolerancia del proceso
mediante dichas estadsticas de muestras, suponiendo claro est normalidad en base al Teorema
del Lmite Central.
Figura 7.13 Lmites de tolerancia para la distribucin normal
1,96 7.10
La estimacin de los lmites de tolerancia natural de un proceso es un problema importante con
muchas implicaciones prcticas significativas y esto puede agravarse a menos que las
especificaciones para el producto coincidan o excedan los lmites de tolerancia natural del proceso
(Cp > 1,33), caso contrario, un gran porcentaje de la produccin caer fuera de las
especificaciones (fraccin defectuosa) lo que ocasionar una prdida considerable o alta tasa de
re-trabajo.
Ejemplo 7.5 Dos elementos deben ser ensamblados de modo que uno de ellos sea introducido en
el otro que es un cuerpo cnico. El ensamble debe ser bueno y tener poco juego u holgura; para
ello, el diseador ha establecido un claro objetivo de 0,23 mm con una tolerancia de 0,20 mm.
De aqu que el claro mnimo u holgura mnima es EI = 0,23 0,20 = 0,0 mm, y el claro mximo es
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
193
ES = 0,43 mm. En base a esta informacin se pide obtener el porcentaje de los ensambles que no
cumplirn con las exigencias establecidas.
De los datos proporcionados conocemos que el dimetro interno de la pieza cnica es una variable
aleatoria normal x
1
con media
1
= 40 mm y una desviacin estndar de
1
= 0,05 mm. El
dimetro del otro elemento x
2
, esta tambin distribuido normalmente con media
2
= 39,75 y una
desviacin estndar de
2
= 0,06. Definamos el claro u holgura del ensamble:
y = x
1
- x
2
La distribucin de y es tambin normal con media>
y
=
1
-
2
= 40 39,75 = 0,25
La varianza:
y
2
=
1
2
+
2
2
= (0,05)
2
+ (0,06)
2
= 0,0061
A partir de la aplicacin de la probabilidad para la ocurrencia de un evento cuando se tiene una
distribucin normal, se obtiene la siguiente probabilidad de ocurrencia:
|
|
.
|
\
|
< <
=
|
|
.
|
\
|
<
<
= < <
y
y
y
y
y
y
y
y
y
y
ES
Z
EI
P
ES y EI
P ES y EI P
o
o
o
o
o
) (
9870 , 0 ) 82 , 2 ( ) 35 , 2 ( = u u =
|
|
.
|
\
|
u
|
|
.
|
\
|
u =
y
y
y
y
EI EI
o
o
Es decir, 98,70% de los ensambles cumplen con el claro y/o ajuste requerido; algo que implica que
1,28% (12800 ensambles) no cumplen con las especificaciones. Del mismo modo, se aprecia
(anlisis de las elementos superior e inferior) que el 0,24% de los ensambles no cumplen con la
tolerancia mnima y 1,06% (1- 0,9894) supera la tolerancia mxima.
Por otra parte, la probabilidad de que exista interferencia o ajuste entre las piezas podr ser
calculado si:
y = x
1
- x
2
<
0
Es decir, P(interferencia) = P(y < 0):
|
|
.
|
\
|
u =
|
|
.
|
\
|
< =
|
|
.
|
\
|
<
= <
y
y
y
y
y
y
y
y
Z P
y
P y P
o
o
o
0
) 0 (
0007 , 0 ) 200922 , 3 ( ) 0 ( = u =
|
|
.
|
\
|
u = <
y
y
y P
o
Por lo que slo 0,07% (700 partes por milln) de los ensambles no son adecuados por la
interferencia entre partes.
7.7.1 Lmites de Tolerancia Bilaterales en base a la Distribucin Normal
Supongamos que una variable aleatoria X se distribuye normalmente con media y varianza
2
ambas desconocidas. Haciendo uso del Teorema del Lmite Central y en base a muestras
aleatorias de n observaciones, la media de muestras x y la varianza S
2
, permitir estimar los
lmites de tolerancia natural z
/2
reemplazando por x y por S
2
que dar como resultado:
S Z X
2 / 1 o
7.11
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
194
Como X y S
2
son solamente estimaciones y no valores reales de los parmetros, no se puede
asegurar que el intervalo definido en 6.8 contendr necesariamente 100(1-)% de la distribucin.
Sin embargo, es posible determinar una constante K de manera que, en un gran nmero de
muestras, una fraccin de los intervalos X KS incluir por lo menos 100(1-)% de la
distribucin. Los valores de K estn tabulados para distintos valores de y de en la Tabla 7.7.
Ejemplo 7.6 El fabricante de un propulsor slido para cohetes est interesado en encontrar los
lmites de tolerancia del proceso, de manera que 95% de las tasas de combustin caigan entre
estos lmites, con probabilidad de 0,99, por experiencia adems, la tasa de combustin est
distribuida normalmente. Si en una muestra aleatoria de 25 observaciones se obtiene que la
media y la varianza de la tasa de combustin son 40,75 y 1.87 respectivamente, establecer los
lmites de tolerancia bilaterales correspondientes. En base al tamao de la muestra y con una
confianza de = 0,99 para un rango de 100(1-)% de inclusin de los datos, se obtiene que K =
2,972, por consiguiente, el intervalo de tolerancias ser:
3675 , 1 * 972 , 2 75 , 40 = KS X
Por consiguiente, el intervalo de tolerancias ser [36,6856, 44,8142] y contendr el 95% de los
datos con una confianza de 0,99.
7.7.2 Lmites de Tolerancia Unilaterales en base a la Distribucin Normal
En caso de existir procesos con tolerancias especificadas de manera unilateral, es posible,
recurriendo nuevamente a la distribucin normal, establecer dichas tolerancias de manera que,
con una confianza , se encuentren por lo menos 100(1-)% datos dentro de dichas tolerancias.
Los valores para este tipo de tolerancia se encuentran en la tabla 7.7.
Ejemplo 7.7 Una muestra de 10 artculos de una poblacin normal tuvo media de 300 y
desviacin estndar de 10. Utilizando estos datos, se pido estimar un valor para la variable
aleatoria de manera que la probabilidad de que 90% de las mediciones de la variable queden por
debajo de este valor con una confianza de 0,96.
Basados en los datos obtenidos de la experimentacin y de tablas, se obtiene que K = 2,355, por lo
tanto, los lmites de tolerancia sern:
55 , 323 10 * 355 , 2 300 = + = + KS X
Luego, el 90% de los datos sern menores a 323,55 con una confianza de 95%.
Es de notar la diferencia fundamental entre los lmites de confianza y los de tolerancia. Los lmites
de confianza se usan para proporcionar una estimacin del intervalo del parmetro de una
distribucin, mientras que los lmites de tolerancia se usan para indicar los lmites entre los cuales
es posible que se tenga una proporcin especfica de una poblacin. Obsrvese adems que la
existencia de un intervalo de confianza tiende a cero cuando n tiende a infinito; esto, debido que el
intervalo es un nico valor, una estimacin puntual; mientras que los lmites de tolerancia se
aproximan al valor correspondiente de la poblacin ( = 1), as K se acerca a 1,96 cuando n tiende
a infinito para = 0,06.
7.7.3 Determinacin de Tolerancia Natural Cuando se Desconoce la Forma de la
Distribucin
En caso de tratarse de un caso donde resulta imposible aplicar el Teorema del Lmite Central, es
posible establecer los lmites de tolerancia no paramtricos. Tales intervalos se basan en la
distribucin de los valores extremos (mayor y menor observacin de muestra) en una muestra de
una distribucin continua arbitraria. Para lmites de tolerancia bilaterales, el nmero de
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
195
observaciones que hay que hacer para asegurar, con una probabilidad de que por lo menos
100(1-) de la distribucin estar entre la mayor y menor observacin de la muestra es:
7.12
Por lo tanto, para tener una seguridad del 99% de que se incluir por lo menos 95% de la
poblacin entre los valores extremos de la muestra, se tiene que = 0,05 y = 0,99, por
consiguiente:
130
4
28 , 13
05 , 0
05 , 0 2
2
1
= |
.
|
\
|
+ = n
Para lmites de tolerancia no paramtricos unilaterales, tales que con probabilidad por lo menos
100(1-) de la poblacin exceda el menor valor de muestra (o sea menor que el mayor valor de
muestra), se tiene que tomar una muestra de:
) 1 log(
) 1 log(
o
= n
7.13
As el lmite superior de tolerancia no paramtrica que contiene por lo menos el 90% de la
poblacin con probabilidad de por lo menos 0,95 ( = 0,05 y = 0,95) constituye la mayor
observacin de una muestra de:
28
) 90 , 0 log(
) 05 , 0 log(
) 1 log(
) 1 log(
= =
=
o
n
4
2
2
1
4 ,
_
o
o
|
.
|
\
|
+ = n
28 , 13 990 , 0
14 , 11 975 , 0
49 , 9 950 , 0
78 , 7 900 , 0
2
4 ,
_
con
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
196
Tabla 7.7 Factores para lmites normales de tolerancia bilaterales
Confianza de 90%, de que el
porcentaje de la poblacin
entre los lmites es:
Confianza de 95%, de que el
porcentaje de la poblacin
entre los lmites es:
Confianza de 99%, de que el
porcentaje de la poblacin entre
los lmites es:
n 90% 95% 99% 90% 95% 99% 90% 95% 99%
2 15,980 18,800 24,170 32,020 37,670 48,430 160,200 188,500 242,300
3 5,847 6,919 8,974 8,380 9,916 12,860 18,930 22,400 29,060
4 4,166 4,943 6,440 5,369 6,370 8,299 9,398 11,150 14,530
5 3,494 4,152 5,423 4,275 5,079 6,634 6,612 7,855 10,260
6 3,131 3,723 4,870 3,712 4,414 5,775 5,337 6,345 8,301
7 2,902 3,452 4,521 3,369 4,007 5,248 4,613 5,448 7,187
8 2,743 3,264 4,278 3,136 3,732 4,891 4,147 4,936 6,468
9 2,626 3,125 4,098 2,967 3,532 4,631 3,822 4,550 5,966
10 2,535 3,018 3,959 2,829 3,379 4,433 3,582 4,265 5,594
11 2,463 2,933 3,849 2,737 3,259 4,277 3,397 4,045 5,308
12 2,404 2,863 3,758 2,655 3,162 4,150 3,250 3,870 5,079
13 2,355 2,805 3,682 2,587 3,081 4,044 3,130 3,727 4,893
14 2,314 2,756 3,618 2,529 3,012 3,955 3,029 3,608 4,737
15 2,278 2,713 3,562 2,480 2,954 3,878 2,945 3,507 4,605
16 2,246 2,676 3,514 2,437 2,903 3,812 2,872 3,421 4,492
17 2,219 2,643 3,471 2,400 2,858 3,754 2,808 3,345 4,393
18 2,194 2,614 3,433 2,366 2,819 3,702 2,753 3,279 4,307
19 2,172 2,588 3,399 2,337 2,784 3,656 2,703 3,221 4,230
20 2,152 2,564 3,368 2,310 2,752 3,615 2,659 3,168 4,161
21 2,135 2,543 3,340 2,286 2,723 3,577 2,620 3,121 4,100
22 2,118 2,524 3,315 2,264 2,697 3,543 2,584 3,078 4,044
23 2,103 2,506 3,292 2,244 2,673 3,512 2,551 3,040 3,993
24 2,089 2,489 3,270 2,225 2,651 3,483 2,522 3,004 3,947
25 2,077 2,474 3,251 2,208 2,631 3,457 2,494 2,972 3,904
26 2,065 2,460 3,232 2,193 2,612 3,432 2,469 2,941 3,865
27 2,054 2,447 3,215 2,178 2,595 3,409 2,446 2,914 3,828
28 2,044 2,435 3,199 2,164 2,579 3,388 2,424 2,888 3,794
29 2,034 2,424 3,184 2,152 2,554 3,368 2,404 2,864 3,763
30 2,025 2,413 3,170 2,140 2,549 3,350 2,385 2,841 3,733
35 1,988 2,368 3,112 2,090 2,490 3,272 2,306 2,748 3,611
40 1,959 2,334 3,066 2,052 2,445 3,213 2,247 2,677 3,518
50 1,916 2,284 3,001 1,996 2,379 3,126 2,162 2,576 3,385
60 1,887 2,248 2,955 1,958 2,333 3,066 2,103 2,506 3,293
80 1,848 2,202 2,894 1,907 2,272 2,986 2,026 2,414 3,173
100 1,822 2,172 2,854 1,874 2,233 2,934 1,977 2,355 3,096
200 1,764 2,102 2,762 1,798 2,143 2,816 1,865 2,222 2,921
500 1,717 2,046 2,689 1,737 2,070 2,721 1,777 2,117 2,783
1000 1,695 2,019 2,654 1,709 2,036 2,676 1,736 2,068 2,718
1,645 1,960 2,576 1,645 1,960 2,576 1,645 1,960 2,576
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
197
Tabla 7.8 Factores para lmites normales de tolerancia unilaterales
Confianza de 90%, de que el
porcentaje de la poblacin entre
los lmites es:
Confianza de 95%, de que el
porcentaje de la poblacin
entre los lmites es:
Confianza de 99%, de que el
porcentaje de la poblacin
entre los lmites es:
n 90% 95% 99% 90% 95% 99% 90% 95% 99%
3 4,258 5,310 7,340 6,158 7,655 10,552
4 3,187 3,957 5,437 4,163 5,145 7,042
5 2,742 3,400 4,666 3,407 4,202 5,741
6 2,494 3,091 4,242 3,006 3,707 5,062 4,408 5,409 7,334
7 2,333 2,894 3,972 2,755 3,399 4,631 3,856 4,730 6,411
8 2,219 2,755 3,783 2,582 3,188 4,353 3,496 4,287 5,811
9 2,133 2,649 3,641 2,454 3,031 4,143 3,242 3,971 5,389
10 2,065 2,568 3,532 2,355 2,911 3,981 3,048 3,739 5,075
11 2,012 2,503 3,444 2,275 2,815 3,852 2,897 3,557 4,828
12 1,966 2,448 3,371 2,210 2,736 3,747 2,773 3,410 4,633
13 1,928 2,403 3,310 2,155 2,670 3,659 2,677 3,290 4,472
14 1,895 2,363 3,257 2,108 2,614 3,585 2,592 3,189 4,336
15 1,866 2,329 3,212 2,068 2,566 3,520 2,521 3,102 4,224
16 1,842 2,299 3,172 2,032 2,523 3,463 2,458 3,028 4,124
17 1,820 2,272 3,136 2,001 2,486 3,415 2,405 2,962 4,038
18 1,800 2,249 3,106 1,974 2,453 3,370 2,357 2,906 3,961
19 1,781 2,228 3,078 1,949 2,423 3,331 2,315 2,855 3,893
20 1,765 2,208 3,052 1,926 2,396 3,295 2,275 2,807 3,832
21 1,750 2,190 3,028 1,905 2,371 3,262 2,241 2,768 3,776
22 1,736 2,174 3,007 1,887 2,350 3,233 2,208 2,729 3,727
23 1,724 2,159 2,987 1,869 2,329 3,206 2,179 2,693 3,680
24 1,712 2,145 2,969 1,853 2,309 3,181 2,154 2,663 3,638
25 1,702 2,132 2,952 1,838 2,292 3,158 2,129 2,632 3,601
30 1,657 2,080 2,884 1,778 2,220 3,064 2,029 2,516 3,446
35 1,623 2,041 2,833 1,732 2,166 2,994 1,957 2,431 3,334
40 1,598 2,010 2,793 1,697 2,126 2,941 1,902 2,365 3,250
45 1,577 1,986 2,762 1,669 2,092 2,897 1,857 2,313 3,181
50 1,560 1,965 2,735 1,646 2,065 2,863 1,821 2,296 3,124
Bibliografa:
BISGAARD SOREN, Spencer Graves and Rene Valverde (1998), Quality Quandaries. The impact of
measurement error on specifications. Center for Quality and productivity. Wisconsin.
BOX, G. E. P.,S .Hunter and W. G. Hunter (1978). Statistics for Experimenters. John Wiley and Sons, New
York.
BREYFOGLE III Forest W. (2003). Six Sigma: Smarter Solutions Using statistical Methods. Segunda Edicin
.Wile and Sons, .Austin Texas.
GEORGE, M. L., Gooch, J. and D. C. Montgomery (1986), America Can Compete, SMU Press, Dallas, TX.
GUTIRREZ PULIDO Humberto y Romn De la Vara Salazar. (2004). Control Estadstico de la Calidad.Mac
Graw Hill. Mxico DF.
Carrera de Ingeniera Mecnica
Facultad de Ingeniera - UMSA
Luis Armando Rosas Rivera
198
HINES, W. W. and D. C., Montgomery (1990), Probability and Statistics in Engineering and Management
Science, 3rd edition, John Wiley & Sons, New York. (1st edition 1972, 2nd edition 1980).
JOHNSON, L. A. and D. C. Montgomery (1974), Operations Research in Production Planning, Scheduling, and
Inventory Control, John Wiley & Sons, New York.
KEATS, J. B. and D. C. Montgomery (editors) (1991), Statistical Process Control in Manufacturing, Marcel
Dekker, New York.
MONTGOMERY, D. C. (1997), Design and Analysis of Experiments, 4th edition, John Wiley & Sons, New
York. (1st edition, 1976, 2nd edition, 1984, 3rd edition, 1991).
MONTGOMERY, D. C. and E. A. Peck (1992), Introduction to Linear Regression Analysis, 2nd edition, John
Wiley & Sons, New York. (Probability and Statistics Series; 1st edition, 1983).
MONTGOMERY, D. C., Johnson, L. A. and J. S. Gardiner (1990), Forecasting and Time Series Analysis, 2nd
edition, McGraw-Hill, New York. (1st edition 1976).
MONTGOMERY,D.(1991). Control Estadstico de la Calidad. Iberoamericana SA. California.
MONTOGOMERY, D. C. (1996), Introduction to Statistical Quality Control, 3rd edition, John Wiley & Sons,
New York. (1st edition, 1985, 2nd edition, 1991).
WHEELER D, (2005). The six Sigma Practitioners Guide to data analysis. Statistical process Control Inc.
You might also like
- (M4-E1) Procesos EstocásticosDocument20 pages(M4-E1) Procesos EstocásticosJorge AndrésNo ratings yet
- (M1-E1) Evaluación (Prueba) - GESTIÓN DEL TALENTO HUMANO 45%Document17 pages(M1-E1) Evaluación (Prueba) - GESTIÓN DEL TALENTO HUMANO 45%sonic fase BLUNo ratings yet
- (M4-E1) Evaluación (Prueba) - Jaime2 COMPRAS Y APROVISIONAMIENTODocument5 pages(M4-E1) Evaluación (Prueba) - Jaime2 COMPRAS Y APROVISIONAMIENTOsonic fase BLUNo ratings yet
- FLUIDOS Y TERMODINÁMICA ResumenDocument66 pagesFLUIDOS Y TERMODINÁMICA ResumenJorge YañezNo ratings yet
- Jorge Sanchez Distribucion en Planta Mod2 TIDocument4 pagesJorge Sanchez Distribucion en Planta Mod2 TIJorge SanchezNo ratings yet
- (M1-E1) Evaluación (Prueba) 5 - Sistema Contable Financiero IIIDocument12 pages(M1-E1) Evaluación (Prueba) 5 - Sistema Contable Financiero IIICarlos Zapata MoralesNo ratings yet
- Tarea Calificada 2 Grupo Gestion MntoDocument20 pagesTarea Calificada 2 Grupo Gestion MntoLarry Bill Miguel RodriguezNo ratings yet
- (M1-E1) Evaluación (Prueba) - r.19 - Fluidos y Termodinámica en Procesos Industriales - PDF Jc...Document20 pages(M1-E1) Evaluación (Prueba) - r.19 - Fluidos y Termodinámica en Procesos Industriales - PDF Jc...lander vergaraNo ratings yet
- M2. Procesos de MarketingDocument40 pagesM2. Procesos de MarketingLUIS GERMAN GUARNIZO MEDINA100% (1)
- CapexDocument4 pagesCapexfiliberto martinezNo ratings yet
- Test M1-A1 - FUNDAMENTOS DE CONTROL DE GESTIÓNDocument4 pagesTest M1-A1 - FUNDAMENTOS DE CONTROL DE GESTIÓNIGNACIO COFRENo ratings yet
- Test M4-A1 - r.19 - Gerencia EstratégicaDocument6 pagesTest M4-A1 - r.19 - Gerencia Estratégicacristian100% (1)
- T 8 Iiregresionmultiple 9429Document3 pagesT 8 Iiregresionmultiple 9429Josue Zuñiga SolisNo ratings yet
- Trabajo Final de Metrologia IndustrialDocument7 pagesTrabajo Final de Metrologia IndustrialCarol AndradeNo ratings yet
- Compl Eva S2aDocument19 pagesCompl Eva S2aErwin Enrique saravia palmaNo ratings yet
- Camila Marín T1 M2 SistemacontablefinancieroIDocument9 pagesCamila Marín T1 M2 SistemacontablefinancieroICamila MarinNo ratings yet
- M3 - Ti - Panificación y Control de La Producción PDFDocument4 pagesM3 - Ti - Panificación y Control de La Producción PDFLeonardo SandovalNo ratings yet
- Cuationario Administración Financiera 1Document6 pagesCuationario Administración Financiera 1Martina Badilla CarisNo ratings yet
- Revisar Entrega de Examen Semana 10 Sumativa 5 Solemne 2 .. PDFDocument9 pagesRevisar Entrega de Examen Semana 10 Sumativa 5 Solemne 2 .. PDFel gran zeusNo ratings yet
- Caso Worlwide Chemical CompanyDocument2 pagesCaso Worlwide Chemical CompanyLucho DomínguezNo ratings yet
- Test M2 - MATEMÁTICA PDFDocument3 pagesTest M2 - MATEMÁTICA PDFmarcelaNo ratings yet
- (M3-E1) Evaluación (Prueba) - Pensamiento Algorítmico2Document10 pages(M3-E1) Evaluación (Prueba) - Pensamiento Algorítmico2Julio MardonesNo ratings yet
- Pa3 - Modelos Estocasticos 11Document16 pagesPa3 - Modelos Estocasticos 11jhonNo ratings yet
- S03.s1 - Práctica Calificada 1 (Parte Teórica) - HERRAMIENTAS DE CALIDAD (48806)Document8 pagesS03.s1 - Práctica Calificada 1 (Parte Teórica) - HERRAMIENTAS DE CALIDAD (48806)Elias JonathanNo ratings yet
- Test M2Document48 pagesTest M2ANGELICA RIVAS MUÑOZNo ratings yet
- (M4-E1) Evaluación (Prueba) - Fundamentos de Control de GestiónDocument16 pages(M4-E1) Evaluación (Prueba) - Fundamentos de Control de GestiónNelda Tamara Ceballos Segovia0% (1)
- Formato para Responder Taller 4Document6 pagesFormato para Responder Taller 4Natalia Almendra Ávila LópezNo ratings yet
- M3-Tg-Gestión de Inventarios y AlmacenamientoDocument3 pagesM3-Tg-Gestión de Inventarios y Almacenamientocamipiza88No ratings yet
- Solemne 1Document3 pagesSolemne 1100 real no fake 1 link MegauploadNo ratings yet
- AlgebraDocument7 pagesAlgebrajeannette hidalgoNo ratings yet
- M2 - TI - Sistema Contable Financiero IIIDocument4 pagesM2 - TI - Sistema Contable Financiero IIIMacarena PsicopedagogíaNo ratings yet
- PA 2 UlDocument3 pagesPA 2 UlRONY ROYER RAMOS REZANo ratings yet
- Tarea Semana 3Document31 pagesTarea Semana 3Ilse SaavedraNo ratings yet
- Examen Final Finanzas IIDocument2 pagesExamen Final Finanzas IIOscar Vasquez Rosas0% (1)
- COSTOS Y PRESUPUESTOS Quiz Semana 3 8 de 10Document6 pagesCOSTOS Y PRESUPUESTOS Quiz Semana 3 8 de 10claudiaNo ratings yet
- (M3-E1) 1 Evaluación (Prueba) - ÁLGEBRADocument7 pages(M3-E1) 1 Evaluación (Prueba) - ÁLGEBRALyah MLNo ratings yet
- Examen de Prueba Procesos de CostosDocument28 pagesExamen de Prueba Procesos de Costosheriberto mendozaNo ratings yet
- Examen Final Sistemas IntegradosDocument4 pagesExamen Final Sistemas IntegradosAnny Mor100% (1)
- Guia de Ejercicios - EADocument32 pagesGuia de Ejercicios - EAJorge VelasquezNo ratings yet
- Evaluación Final - Contabilidad de Costos IDocument2 pagesEvaluación Final - Contabilidad de Costos IZulema MaldonadoNo ratings yet
- (M1-E1) Evaluación (Prueba) - Control de Gestión de OperacionesDocument25 pages(M1-E1) Evaluación (Prueba) - Control de Gestión de OperacionesHector ArrauNo ratings yet
- Tema 13 - Sistema de Costeo Por ProcesosDocument32 pagesTema 13 - Sistema de Costeo Por ProcesosDiana CoronelNo ratings yet
- (M1-E1) Evaluación (Prueba) - ADMINISTRACIÓN FINANCIERA IDocument7 pages(M1-E1) Evaluación (Prueba) - ADMINISTRACIÓN FINANCIERA IDaniela Gatica CaroNo ratings yet
- Caso de ExitoDocument6 pagesCaso de Exitoomar SalcedoNo ratings yet
- Resuelto EntregaDocument4 pagesResuelto EntregaCarolinaHerreraOrtizNo ratings yet
- Mis CursosDocument3 pagesMis CursosKevin Johan Torres FlorezNo ratings yet
- (M1-E1) Evaluación (Prueba) - AUDITORÍA TRIBUTARIA (AGO2019)Document14 pages(M1-E1) Evaluación (Prueba) - AUDITORÍA TRIBUTARIA (AGO2019)Grace CerdaNo ratings yet
- Examen - Semana 05 - Sumativa 3 - SolemneDocument6 pagesExamen - Semana 05 - Sumativa 3 - SolemneAiron Enrique Araya RojasNo ratings yet
- Estratificacion Fabrica de JugosDocument6 pagesEstratificacion Fabrica de JugosALEXANDRA OREJUELA100% (1)
- m1 Prueba Procesos EstocasticosDocument24 pagesm1 Prueba Procesos Estocasticosjorge100% (1)
- (Ex-01) Examen Obligatorio - Sistema Contable Financiero III (Mar2019)Document11 pages(Ex-01) Examen Obligatorio - Sistema Contable Financiero III (Mar2019)Ingrid CárdenasNo ratings yet
- EV. PARCIAL ESTANDARES INTERNACIONALES DE CALIDAD 2 VaniaDocument3 pagesEV. PARCIAL ESTANDARES INTERNACIONALES DE CALIDAD 2 VaniaVanialejandra chmNo ratings yet
- Probabilidad y EstadisticaDocument39 pagesProbabilidad y EstadisticaElenithaa YsidrooNo ratings yet
- Test M2-A1 - FUNDAMENTOS DE CONTROL DE GESTIÓNDocument5 pagesTest M2-A1 - FUNDAMENTOS DE CONTROL DE GESTIÓNFernanda MoyanoNo ratings yet
- (M1-E1) Evaluación (Prueba) - Procesos de Costos 1.2Document13 pages(M1-E1) Evaluación (Prueba) - Procesos de Costos 1.2Manuel Guajardo Fredes100% (1)
- Patricio - Cares - TIM2 - Gestión de Inventario y Almacenamiento-1Document13 pagesPatricio - Cares - TIM2 - Gestión de Inventario y Almacenamiento-1Lejandra Riveros100% (1)
- M3-Tg-Compras y AprovisionamientoDocument20 pagesM3-Tg-Compras y AprovisionamientoGuillermo Molina DiazNo ratings yet
- (M4-E1) Evaluación (Prueba) - Pensamiento Algorítmico5Document16 pages(M4-E1) Evaluación (Prueba) - Pensamiento Algorítmico5Julio MardonesNo ratings yet
- M2 - TI - Auditoria de Estados FinancierosDocument4 pagesM2 - TI - Auditoria de Estados FinancierosAguilas Agustinas VoleyNo ratings yet
- Control VariablesDocument65 pagesControl VariableshalgarNo ratings yet
- Qué Es Un ActivoDocument3 pagesQué Es Un ActivoIrving Yampolski Coaquira CampuzanoNo ratings yet
- Sellos y ValvulasDocument24 pagesSellos y ValvulasLizbeth Castro100% (1)
- Basta de HistoriasDocument3 pagesBasta de HistoriasIrving Yampolski Coaquira CampuzanoNo ratings yet
- Crucigrama NiñosDocument12 pagesCrucigrama NiñosIrving Yampolski Coaquira CampuzanoNo ratings yet
- Calderas PDFDocument39 pagesCalderas PDFDavid Merayo FernándezNo ratings yet
- Calderas Control Y Seguridades de CalderasDocument186 pagesCalderas Control Y Seguridades de Calderasjairo81100% (6)
- Crucigrama 2Document2 pagesCrucigrama 2Irving Yampolski Coaquira CampuzanoNo ratings yet
- Shopenhauer Arthur - El Arte de Tener Razon Expuesto en 38 EstratagemasDocument113 pagesShopenhauer Arthur - El Arte de Tener Razon Expuesto en 38 EstratagemasJavier Azofeifa Porras100% (5)
- 5 Control de Calidad MuestreoDocument39 pages5 Control de Calidad MuestreoIrving Yampolski Coaquira Campuzano100% (1)
- PDF de Ingles TotalDocument58 pagesPDF de Ingles TotalViri SajiNo ratings yet
- CalidadDocument13 pagesCalidadChristian Alberto Soto MullerNo ratings yet
- Control Estadistico de ProcesoDocument15 pagesControl Estadistico de ProcesoIrving Yampolski Coaquira Campuzano0% (1)
- Problemas de Motores PDFDocument3 pagesProblemas de Motores PDFkellerman44No ratings yet
- Sistemas Fotovoltaicos 18-11-2013Document75 pagesSistemas Fotovoltaicos 18-11-2013Irving Yampolski Coaquira CampuzanoNo ratings yet
- El Libro Práctico de Los Generadores - Transformadores y Motores Eléctricos - Gilberto Enriquez Harper PDFDocument55 pagesEl Libro Práctico de Los Generadores - Transformadores y Motores Eléctricos - Gilberto Enriquez Harper PDFNelly Chacon67% (21)
- Gestión de La Calidad en Procesos de Servicios y Productivos - Jose Claudio Cenobio PDFDocument233 pagesGestión de La Calidad en Procesos de Servicios y Productivos - Jose Claudio Cenobio PDFricardozelayaNo ratings yet
- ME00808CDocument18 pagesME00808CIrving Yampolski Coaquira CampuzanoNo ratings yet
- Motores ElectricosDocument21 pagesMotores ElectricosLuis Andres Viracucha MasabandaNo ratings yet
- PRS - Overview SpanishDocument8 pagesPRS - Overview SpanishIrving Yampolski Coaquira CampuzanoNo ratings yet
- 10 Metrología Normalizacion y CalidadDocument10 pages10 Metrología Normalizacion y CalidadIrving Yampolski Coaquira CampuzanoNo ratings yet
- Apuntes 3 RefutaciónDocument5 pagesApuntes 3 RefutaciónIrving Yampolski Coaquira CampuzanoNo ratings yet
- Consejo Nacional de Ponchos y Naciones Originarias de Bolivia Bloque Oriente y AmazoniaDocument1 pageConsejo Nacional de Ponchos y Naciones Originarias de Bolivia Bloque Oriente y AmazoniaIrving Yampolski Coaquira CampuzanoNo ratings yet
- Instalaciones Multifamiliares y Comerciales de GasDocument10 pagesInstalaciones Multifamiliares y Comerciales de GasIrving Yampolski Coaquira CampuzanoNo ratings yet
- Caso Ethiopian (B)Document10 pagesCaso Ethiopian (B)Irving Yampolski Coaquira CampuzanoNo ratings yet
- Caso 6. Corporación de Petróleó y Gas Natural de La IndiaDocument23 pagesCaso 6. Corporación de Petróleó y Gas Natural de La IndiaIrving Yampolski Coaquira CampuzanoNo ratings yet
- Caso Ethiopian (B)Document10 pagesCaso Ethiopian (B)Irving Yampolski Coaquira CampuzanoNo ratings yet
- 13Document41 pages13Irving Yampolski Coaquira CampuzanoNo ratings yet
- Spivak, Gayatri (1988) - ¿Puede Hablar El Subalterno?Document68 pagesSpivak, Gayatri (1988) - ¿Puede Hablar El Subalterno?Rafael ClaverNo ratings yet
- Comparacion de Pisos Epóxicos y Piso PulidoDocument1 pageComparacion de Pisos Epóxicos y Piso PulidoserviincaNo ratings yet
- Manual Instalacion Ploter Mex, PLXDocument2 pagesManual Instalacion Ploter Mex, PLXGustavo BeasNo ratings yet
- MateIII H2 - 2019 - 1Document2 pagesMateIII H2 - 2019 - 1Gonzalo Ricardo Bendita VilcarromeroNo ratings yet
- Investigacion de Sistemas de ControlDocument6 pagesInvestigacion de Sistemas de ControlGuadalupe Garcia Blanco100% (1)
- Examen FluidosDocument21 pagesExamen FluidosKristhiam Alendez QuispitupaNo ratings yet
- Ficha Copec Bluemax 2015Document2 pagesFicha Copec Bluemax 2015Gerson Cartes EspinozaNo ratings yet
- Concreto PulidoDocument2 pagesConcreto PulidoAlbertoSalinasNo ratings yet
- Tem 6 Regimenes LubrDocument23 pagesTem 6 Regimenes LubrRsvz AikiNo ratings yet
- Acta de Entrega Materiales La DesinfeccionDocument4 pagesActa de Entrega Materiales La DesinfeccionWilliam FloresNo ratings yet
- Estatica I y IIDocument6 pagesEstatica I y IIVictorHugoMoynaHuillcaNo ratings yet
- Est. Rodrigo Canedo SalinasDocument528 pagesEst. Rodrigo Canedo SalinasMARIA LUISA LOPEZ RIVERANo ratings yet
- Biocinematica Del Accidente de TraficoDocument271 pagesBiocinematica Del Accidente de Traficogaston maidana100% (2)
- Serie 04Document3 pagesSerie 04gastonNo ratings yet
- Anhidrido Acetico - MsdsDocument9 pagesAnhidrido Acetico - MsdsVíctor Julio Daza MNo ratings yet
- CostosDocument7 pagesCostosJessica CruzNo ratings yet
- LUP TronzadoraDocument1 pageLUP TronzadoraJose BarreraNo ratings yet
- Informe de Laboratorio 2 Suba.Document6 pagesInforme de Laboratorio 2 Suba.Erik HernandezNo ratings yet
- Avance Pte BañosDocument10 pagesAvance Pte BañosAlexis Smiht Ventura PeresNo ratings yet
- Resoluciones de Comisión Académica Del 25 Abril Del 2013Document47 pagesResoluciones de Comisión Académica Del 25 Abril Del 2013Vinueza AndrésNo ratings yet
- Ficha Tecnica LamparaDocument2 pagesFicha Tecnica LamparaEDUARDO REYES TMNo ratings yet
- Practica 5Document16 pagesPractica 5Alexander ZevallosNo ratings yet
- SIRCE Manual de Usuario (Internet)Document52 pagesSIRCE Manual de Usuario (Internet)Pilar Medrano Mena0% (1)
- Cuestionario Pavimentacion ResueltoDocument6 pagesCuestionario Pavimentacion Resueltoreyesdelacruz05No ratings yet
- ACOTADODocument26 pagesACOTADOSaul VargasNo ratings yet
- Módulo 02 La Materia 1ºDocument13 pagesMódulo 02 La Materia 1ºEC MariaNo ratings yet
- Direcciones y Ang. Horiz.Document10 pagesDirecciones y Ang. Horiz.LUIS CARLOS BURBANO CASTILLONo ratings yet
- Unidad 2 Electiva II Vision General de Sistema de Television DigitalDocument35 pagesUnidad 2 Electiva II Vision General de Sistema de Television Digitalalejandro estrellaNo ratings yet
- Propiedades de Los CódigosDocument15 pagesPropiedades de Los CódigosJuan FernandoNo ratings yet
- Amper EG 663 Manual Usuario Fabricante Router Fibra OpticaDocument26 pagesAmper EG 663 Manual Usuario Fabricante Router Fibra Opticapirata_elmejorNo ratings yet