You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 21 CandlesticksDocument65 pages21 CandlesticksDxtr V Drn100% (1)
- The Truth About Fibonacci TradingDocument34 pagesThe Truth About Fibonacci TradingAnand KesarkarNo ratings yet
- Dynamic Print Solution: D P E PDocument8 pagesDynamic Print Solution: D P E PAnand KesarkarNo ratings yet
- Technology Developed by CoirBoard - 0Document16 pagesTechnology Developed by CoirBoard - 0Anand KesarkarNo ratings yet
- Corona Kavach Policy-Oriental Insurance - Rate ChartDocument3 pagesCorona Kavach Policy-Oriental Insurance - Rate ChartAnand KesarkarNo ratings yet
- Breakout Trading Strategies Quick GuideDocument10 pagesBreakout Trading Strategies Quick GuideAnand Kesarkar100% (1)
- A270Document6 pagesA270Anonymous O39pjWNo ratings yet
- The Complete Guide To Trading PDFDocument116 pagesThe Complete Guide To Trading PDFvkverma352No ratings yet
- Unit 8 - Week 7: Assignment 07Document3 pagesUnit 8 - Week 7: Assignment 07Anand KesarkarNo ratings yet
- The Truth About Fibonacci TradingDocument34 pagesThe Truth About Fibonacci TradingAnand KesarkarNo ratings yet
- Manufacturing Processes UNIT Test-I - Series A With SolutionsDocument1 pageManufacturing Processes UNIT Test-I - Series A With SolutionsAnand KesarkarNo ratings yet
- Appendix F - ESS 2.21 Hydrostatic Testing Procedures For Facilities - A4L3D7Document17 pagesAppendix F - ESS 2.21 Hydrostatic Testing Procedures For Facilities - A4L3D7prakash07343No ratings yet
- Name Contact No. Location DOB Age SR No. Employee CodeDocument5 pagesName Contact No. Location DOB Age SR No. Employee CodeAnand KesarkarNo ratings yet
- Astm A70Document1 pageAstm A70Anand KesarkarNo ratings yet
- Change Address Contact Details Email IdDocument1 pageChange Address Contact Details Email IdAnand KesarkarNo ratings yet
- Cap 3 Dse CutoffDocument614 pagesCap 3 Dse CutoffAnand KesarkarNo ratings yet
- Standard Operation ProcedureDocument3 pagesStandard Operation ProcedureAnand KesarkarNo ratings yet
- Symbol of Weld PDFDocument28 pagesSymbol of Weld PDFSyarif IrwantoNo ratings yet
- Pressure Testing (Hydrostatic Pneumatic) Safety GuidelinesDocument7 pagesPressure Testing (Hydrostatic Pneumatic) Safety GuidelinesSuleyman HaliciogluNo ratings yet
- 1.4 BG00381946 - ADocument1 page1.4 BG00381946 - AAnand KesarkarNo ratings yet
- MSRTC - Online Reservation SystemDocument1 pageMSRTC - Online Reservation SystemAnand KesarkarNo ratings yet
- M CR 601r1Document14 pagesM CR 601r1nazari123No ratings yet
- Symbol of Weld PDFDocument28 pagesSymbol of Weld PDFSyarif IrwantoNo ratings yet
- Let's Discuss Your Next Project.: Contact USDocument8 pagesLet's Discuss Your Next Project.: Contact USAnand KesarkarNo ratings yet
- Dss 2205 Wps PQR WPQDocument8 pagesDss 2205 Wps PQR WPQAnand KesarkarNo ratings yet
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarNo ratings yet
- Symbol of Weld PDFDocument28 pagesSymbol of Weld PDFSyarif IrwantoNo ratings yet
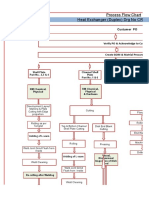
- Process Flow Chart - Heat ExchangerDocument7 pagesProcess Flow Chart - Heat ExchangerAnand KesarkarNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
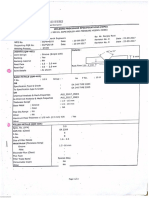
- Cr10830005 - 3 Heat Exchanger 01Document1 pageCr10830005 - 3 Heat Exchanger 01Anand KesarkarNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- JSA Basket TransferDocument3 pagesJSA Basket TransferCristina Rican100% (1)
- Design and Analysis For Crane HookDocument6 pagesDesign and Analysis For Crane Hookmukeshsonava076314No ratings yet
- SSH Client LogDocument82 pagesSSH Client LogintorefNo ratings yet
- Ce 506 Prestressed Concrete Design: M R M M MDocument2 pagesCe 506 Prestressed Concrete Design: M R M M Mbadr amNo ratings yet
- MK Conveyor Technology 5.0Document484 pagesMK Conveyor Technology 5.0Samuel Getaneh TNo ratings yet
- Parking BrakeDocument16 pagesParking BrakeDat100% (1)
- SulzerMixpac Industry CoatingDocument8 pagesSulzerMixpac Industry CoatingLewoskiNo ratings yet
- TGE 5, TGE 5-Ex, TGM 5, TGM 5-Ex, TGU 5, TGU 5-Ex: Transmitter For Angular PositionDocument10 pagesTGE 5, TGE 5-Ex, TGM 5, TGM 5-Ex, TGU 5, TGU 5-Ex: Transmitter For Angular Positionvinodk335No ratings yet
- Removal of SO2 From Low Sulfur Coal Combustion Gases by Limestone ScrubbingDocument12 pagesRemoval of SO2 From Low Sulfur Coal Combustion Gases by Limestone ScrubbingCaballero MarioNo ratings yet
- Aluminum Design Manual 2015Document505 pagesAluminum Design Manual 2015Charlie Henke100% (2)
- PMAC720Document3 pagesPMAC720felipeNo ratings yet
- 01-09-04MIL On, DTCs P1545, P0121, P0123, P0221 or P0222 Stored in ECM Fault MemoryDocument7 pages01-09-04MIL On, DTCs P1545, P0121, P0123, P0221 or P0222 Stored in ECM Fault MemoryKilobyte202005No ratings yet
- Quick Reference Guide OptiPoint 500 FamilyDocument92 pagesQuick Reference Guide OptiPoint 500 FamilyAlvaro ManjarresNo ratings yet
- Epoxylite TSA 220 - TDS - 2008Document3 pagesEpoxylite TSA 220 - TDS - 2008Anonymous sAmJfcVNo ratings yet
- Shower CatalogueDocument36 pagesShower CataloguekavyaNo ratings yet
- Saskatchewan Drivers HandbookDocument175 pagesSaskatchewan Drivers HandbookdrivershandbooksNo ratings yet
- VCS Commands Ease Coverage Efforts - Speed Simulation PDFDocument6 pagesVCS Commands Ease Coverage Efforts - Speed Simulation PDFAnonymous k2nUzQgO6HNo ratings yet
- AISC Properties ViewerDocument3 pagesAISC Properties ViewerrubenNo ratings yet
- Armor Piercing Bullets With Sintered Carbide Cores PDFDocument137 pagesArmor Piercing Bullets With Sintered Carbide Cores PDFfogdartNo ratings yet
- Introduction To Bounding Volume Hierarchies: Herman J. Haverkort 18 May 2004Document9 pagesIntroduction To Bounding Volume Hierarchies: Herman J. Haverkort 18 May 2004Alessandro MeglioNo ratings yet
- How To Build Your Own Solid State OscilloscopeDocument100 pagesHow To Build Your Own Solid State OscilloscopemariopilarNo ratings yet
- Design CriteriaDocument6 pagesDesign CriteriaAllyssa Jane ErcillaNo ratings yet
- Hydrulic Hose and FittingDocument66 pagesHydrulic Hose and FittingMamdouhAlhanafyNo ratings yet
- Guidelines For Ceiling Framing WorksDocument3 pagesGuidelines For Ceiling Framing WorksRal GLNo ratings yet
- Xdo XliffloaderDocument7 pagesXdo XliffloaderRenuka ChavanNo ratings yet
- York Ducted Split Ac Yefe 18-48Document6 pagesYork Ducted Split Ac Yefe 18-48DANISH0% (1)
- 5 Gaikindo Production Data Jandec2018 Rev HondaDocument3 pages5 Gaikindo Production Data Jandec2018 Rev HondaWira WijayaNo ratings yet
- Datasheet: G185XW01V2Document33 pagesDatasheet: G185XW01V2فؤاد عشيشNo ratings yet
- Section 2 Airwothiness of Civil Aviation RequirementsDocument21 pagesSection 2 Airwothiness of Civil Aviation Requirementssuryaame67% (3)
- Geographic Information System of Public Complaint Testing Based On Mobile WebDocument2 pagesGeographic Information System of Public Complaint Testing Based On Mobile WebArya HardinataNo ratings yet