You might also like
- Optocoupler Selection GuideDocument28 pagesOptocoupler Selection GuideAnonymous 0CnvpxSNo ratings yet
- ItemaSilverHS en CNDocument16 pagesItemaSilverHS en CNAnonymous 0CnvpxSNo ratings yet
- Cny 117Document9 pagesCny 117Anonymous 0CnvpxSNo ratings yet
- Catalog Echivalente OptocuploareDocument28 pagesCatalog Echivalente OptocuploareBorcan Cristi100% (4)
- Guide to PLC Basic Operations and TerminologyDocument19 pagesGuide to PLC Basic Operations and TerminologysureshgudduNo ratings yet
- Textile TrolliesDocument1 pageTextile TrolliesAnonymous 0CnvpxSNo ratings yet
- Zero Leakage Piston Valves for Process EfficiencyDocument8 pagesZero Leakage Piston Valves for Process EfficiencyAnonymous 0CnvpxSNo ratings yet
- Operating Instructions ANG VEC1105R0Document284 pagesOperating Instructions ANG VEC1105R0Anonymous 0CnvpxSNo ratings yet
- Taxation Handbook For UgandaDocument170 pagesTaxation Handbook For UgandaChandresh Vrajlal RughaniNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
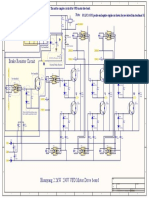
- VFD motor drive board circuit diagramDocument1 pageVFD motor drive board circuit diagramAnonymous 0CnvpxSNo ratings yet
- Micromaster 440Document78 pagesMicromaster 440Sudrigian Augustin SorinNo ratings yet
- Cascade ProtectionDocument2 pagesCascade ProtectionAnonymous 0CnvpxSNo ratings yet
- Design Guidline For Small Waste Water Treatment WorksDocument107 pagesDesign Guidline For Small Waste Water Treatment WorksJulius TajoneraNo ratings yet
- Surgical Absorbent CottonDocument11 pagesSurgical Absorbent CottonharyroyNo ratings yet
- 2000 Thomas Flexible Disc Couplings CatalogDocument43 pages2000 Thomas Flexible Disc Couplings CatalogAnonymous 0CnvpxSNo ratings yet
- Emergency Stop Examples Sistema Ver 100Document16 pagesEmergency Stop Examples Sistema Ver 100Wer AdNo ratings yet
- CTSB Series Split Core Current TransformersDocument3 pagesCTSB Series Split Core Current TransformersAnonymous 0CnvpxSNo ratings yet
- Yokogawa Moisture ConrollerDocument2 pagesYokogawa Moisture ConrollerAnonymous 0CnvpxSNo ratings yet
- VLT Motion ControllerDocument8 pagesVLT Motion ControllerAnonymous 0CnvpxSNo ratings yet
- Trouble Shooting ChartDocument1 pageTrouble Shooting ChartNaveen KumarNo ratings yet
- Electrical Products HandbookDocument87 pagesElectrical Products HandbookAnonymous 0CnvpxS75% (4)
- Ben ColourDocument12 pagesBen ColourAnonymous 0CnvpxSNo ratings yet
- Acuvim II+IIR+IIW Brochure (1040E1301)Document10 pagesAcuvim II+IIR+IIW Brochure (1040E1301)Anonymous 0CnvpxSNo ratings yet
- Admapn019en 0106 PDFDocument8 pagesAdmapn019en 0106 PDFjaikolangaraparambilNo ratings yet
- Wonder Ware Tech Note 576Document11 pagesWonder Ware Tech Note 576Anonymous 0CnvpxSNo ratings yet
- ENERGY CONSERVATION MANUAL FOR TEXTILE INDUSTRYDocument56 pagesENERGY CONSERVATION MANUAL FOR TEXTILE INDUSTRYKathy WangNo ratings yet
- ASME - PTC4.1 .Boiler Efficiency TestDocument29 pagesASME - PTC4.1 .Boiler Efficiency TestBC Harish92% (13)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- PTES Sample IR Scan ReportDocument22 pagesPTES Sample IR Scan ReportAkshay GatkalNo ratings yet
- JOB MIX FORMULA FOR 5CM BITUMINOUS MACADAMDocument3 pagesJOB MIX FORMULA FOR 5CM BITUMINOUS MACADAMhafsal90% (10)
- 17-03 Overpressure Blowdown PDFDocument9 pages17-03 Overpressure Blowdown PDFJoyNo ratings yet
- BITS Pilani: Module 4: Design of Separation Systems Lecture-15Document24 pagesBITS Pilani: Module 4: Design of Separation Systems Lecture-15sukhmaniNo ratings yet
- Plastic and Environmental PollutionDocument13 pagesPlastic and Environmental PollutionAli KhalidNo ratings yet
- Practice Problems Set1 WithAnswersDocument3 pagesPractice Problems Set1 WithAnswersMukul ChandraNo ratings yet
- Performance of Recycled Plastic Waste Modified Asphalt Binder in Saudi ArabiaDocument10 pagesPerformance of Recycled Plastic Waste Modified Asphalt Binder in Saudi ArabiaDiana BecerraNo ratings yet
- Irganox 3114: Technical Data SheetDocument3 pagesIrganox 3114: Technical Data SheetWing ZenandNo ratings yet
- Ruido Suspension Delantera cx-5 PDFDocument7 pagesRuido Suspension Delantera cx-5 PDFAriel SerrateNo ratings yet
- UK Gate Valves Brochure High Res 02 - 2017Document20 pagesUK Gate Valves Brochure High Res 02 - 2017Sivasubramanian PalaniappanNo ratings yet
- Gantry Crane WheelsDocument3 pagesGantry Crane WheelsflasnicugNo ratings yet
- Fire CraftDocument28 pagesFire CraftLooi Kok HuaNo ratings yet
- Fisherpaykel 4517554260 dh9060p 428210c Heat Pump Clothes Dryer User GuideDocument40 pagesFisherpaykel 4517554260 dh9060p 428210c Heat Pump Clothes Dryer User Guidemember1000No ratings yet
- TRANSOM TRANSDUCER Installation GuideDocument16 pagesTRANSOM TRANSDUCER Installation GuideFlorin PloscarNo ratings yet
- Operation & Maintenance Manual: For Vahterus Plate & Shell Heat ExchangersDocument32 pagesOperation & Maintenance Manual: For Vahterus Plate & Shell Heat ExchangersMarkNo ratings yet
- Electronic Schematic PDFDocument1 pageElectronic Schematic PDFhemenedyNo ratings yet
- Olive Oil InfrastructuresDocument5 pagesOlive Oil InfrastructuresShahzad ShameemNo ratings yet
- Appendix I - AirDocument155 pagesAppendix I - AirTown of Colonie LandfillNo ratings yet
- Retrofilling Aging Transformers With Natural Ester Based Dielectric Coolant For Safety and Life ExtensionDocument7 pagesRetrofilling Aging Transformers With Natural Ester Based Dielectric Coolant For Safety and Life Extension王阳No ratings yet
- Public Review Draft 2394Document82 pagesPublic Review Draft 2394Johan SetiawanNo ratings yet
- Plate Theory - Wikipedia, The Free EncyclopediaDocument9 pagesPlate Theory - Wikipedia, The Free Encyclopediadidodido_67No ratings yet
- CrackingDocument20 pagesCrackingNiaz Ali KhanNo ratings yet
- 3241Document8 pages3241Cornel DumitruNo ratings yet
- I-Series GC 600G36 GB WW 1016-3Document40 pagesI-Series GC 600G36 GB WW 1016-3Erick AvNo ratings yet
- 1059PTDocument1 page1059PTBastin John AntonyNo ratings yet
- Prelis 2012 MK en BRDocument9 pagesPrelis 2012 MK en BRDana LoreNo ratings yet
- Confort 125 - Aluminium Sliding Doors - Sapa Building SystemDocument12 pagesConfort 125 - Aluminium Sliding Doors - Sapa Building SystemSapa Building SystemNo ratings yet
- Vulcan LIBS Analyser For QA QC - 2Document6 pagesVulcan LIBS Analyser For QA QC - 2Trần Văn LộcNo ratings yet
- Technical Data Sheet Baltoflake EcolifeDocument5 pagesTechnical Data Sheet Baltoflake EcolifeAkram AlhaddadNo ratings yet
- Installation and Maintenance Manual for Chemical Injection PackagesDocument10 pagesInstallation and Maintenance Manual for Chemical Injection Packagesbmanojkumar16No ratings yet