You might also like
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1From EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Rating: 3.5 out of 5 stars3.5/5 (3)
- Maa - Potential of Micro Perforated Panel Absorber - 1998Document6 pagesMaa - Potential of Micro Perforated Panel Absorber - 1998ciszybratNo ratings yet
- Astm E498-00 PDFDocument4 pagesAstm E498-00 PDFJORGE ARTURO TORIBIO HUERTA100% (1)
- Standard Specification For Materialsl: This IY L)Document6 pagesStandard Specification For Materialsl: This IY L)Dŕáğøņ RyzhonNo ratings yet
- MilSpec CatalogDocument26 pagesMilSpec Catalogdavid yau100% (3)
- Radome Moisture TesterDocument13 pagesRadome Moisture TesterInterogator5100% (1)
- A318 - A319 - A320 - A321 - NTM - 01-Nov-2022 - DeSC 51-00-00-002 CONF A - Nondestructive Testing MethodsDocument4 pagesA318 - A319 - A320 - A321 - NTM - 01-Nov-2022 - DeSC 51-00-00-002 CONF A - Nondestructive Testing MethodsGladys Reyes RodriguezNo ratings yet
- TSO-C77b Gas Turbine APU MPSDocument25 pagesTSO-C77b Gas Turbine APU MPSMartha Mariana MB0% (1)
- P&W Standard Practices Manual Consumable Materials ListDocument23 pagesP&W Standard Practices Manual Consumable Materials ListBrayhan Alexander PalominoNo ratings yet
- Downing Simple Rainflow Counting AlgorithmsDocument10 pagesDowning Simple Rainflow Counting Algorithmsridzim4638No ratings yet
- AWS D17.1 D17.1M 2017 - Fusion WeldingDocument111 pagesAWS D17.1 D17.1M 2017 - Fusion Weldingbenkendimbizzat56No ratings yet
- A123281 Aircraft Random Vibration Test CriteriaDocument13 pagesA123281 Aircraft Random Vibration Test CriteriarobNo ratings yet
- F1685 PDFDocument10 pagesF1685 PDFDaniel LodiNo ratings yet
- Al 2219 Dot Faa MmpdsDocument34 pagesAl 2219 Dot Faa MmpdsdiegobhiNo ratings yet
- AN912 Rev10Document7 pagesAN912 Rev10MAI_QualityNo ratings yet
- A418 99 PDFDocument7 pagesA418 99 PDFJohano AraújoNo ratings yet
- Din en 957 1 e 2005Document20 pagesDin en 957 1 e 2005Matteo PeddisNo ratings yet
- Design Guide - O-Ring, Quad-Ring, TrelleborgDocument32 pagesDesign Guide - O-Ring, Quad-Ring, TrelleborgDerekNo ratings yet
- E192-13 Standard Reference Radiographs of Investment Steel Castings For Aerospace ApplicationsDocument3 pagesE192-13 Standard Reference Radiographs of Investment Steel Castings For Aerospace ApplicationsLorena Jimenez100% (1)
- Repair Assessment Procedure and Integrated Design (RAPID Ver 3.0)Document90 pagesRepair Assessment Procedure and Integrated Design (RAPID Ver 3.0)gansito23100% (1)
- Standard Test Method For Shear Properties Composites MaterialDocument13 pagesStandard Test Method For Shear Properties Composites MaterialJoaquín Olivares JerezNo ratings yet
- Astm B446-08Document5 pagesAstm B446-08Srinivasan KrishnamoorthyNo ratings yet
- Parker TubingDocument85 pagesParker TubingPatrick StivénNo ratings yet
- CFM56-5B: Lufthansa Technik AG Engine Parts & Accessories Repair (EPAR)Document154 pagesCFM56-5B: Lufthansa Technik AG Engine Parts & Accessories Repair (EPAR)özkanNeşeliNo ratings yet
- HSB 53211-01 e - 91Document5 pagesHSB 53211-01 e - 91ozlem ozdemirNo ratings yet
- LM6000 Turbine-Generator Spare Parts GuideDocument190 pagesLM6000 Turbine-Generator Spare Parts Guidealziane50% (2)
- Swashplate assembly componentsDocument2 pagesSwashplate assembly componentsaugustinhodjNo ratings yet
- Ceb A 72 4095Document10 pagesCeb A 72 4095turboshaftNo ratings yet
- Ams 2471JDocument8 pagesAms 2471JMarco ChiereghinNo ratings yet
- Mil A 21180D PDFDocument25 pagesMil A 21180D PDFb4upalaniNo ratings yet
- EMC Directive 2014 - 30 PDFDocument36 pagesEMC Directive 2014 - 30 PDFJoannes Lenny EstibeiroNo ratings yet
- Liquid Penetrant Testing: Standard Practice ForDocument11 pagesLiquid Penetrant Testing: Standard Practice Forhahec950802No ratings yet
- 19790011945Document227 pages19790011945Gabriel GiorgisNo ratings yet
- Chapter 12Document28 pagesChapter 12lufro100% (1)
- (Type Here) : P H o N E: 4 8 0 - 8 2 4 - 2 7 0 0Document18 pages(Type Here) : P H o N E: 4 8 0 - 8 2 4 - 2 7 0 0arun RajannaNo ratings yet
- To 33B-1-1 01jan2013Document856 pagesTo 33B-1-1 01jan2013izmitlimonNo ratings yet
- Measurement of Fuel System Icing Inhibitors (Ether Type) in Aviation FuelsDocument5 pagesMeasurement of Fuel System Icing Inhibitors (Ether Type) in Aviation FuelsMuhammad KhairuddinNo ratings yet
- A320 IAE V2500 Engine Identification SystemDocument3 pagesA320 IAE V2500 Engine Identification SystemhhgaffadfNo ratings yet
- D 2116 - 02 - RdixmtyDocument6 pagesD 2116 - 02 - Rdixmtyjamaljamal20No ratings yet
- Aviation Maintenance Alerts July 2006 Issue Provides Updates on Aircraft, Engine, and Component IssuesDocument192 pagesAviation Maintenance Alerts July 2006 Issue Provides Updates on Aircraft, Engine, and Component IssuesAllyamacita NaibahoNo ratings yet
- Aeroflex IFR6000 Test Set Operations Manual 6093Document258 pagesAeroflex IFR6000 Test Set Operations Manual 6093chrismosf100% (1)
- MSRR 6523Document5 pagesMSRR 6523pradelles100% (1)
- Predicting How a Centrifugal Compressor's Slip Factor Varies With Flow RateDocument13 pagesPredicting How a Centrifugal Compressor's Slip Factor Varies With Flow Ratetorrent0cataclysmNo ratings yet
- 1 716554253262394595 PDFDocument3 pages1 716554253262394595 PDFAfzaalUmairNo ratings yet
- 7175 PDFDocument19 pages7175 PDF孙俊磊No ratings yet
- Technical Trend of Aircraft BearingsDocument5 pagesTechnical Trend of Aircraft BearingsnrNo ratings yet
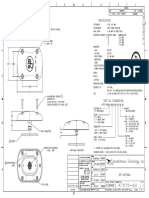
- At575 234W TNCF 000 RG 29.5 NMDocument3 pagesAt575 234W TNCF 000 RG 29.5 NMMarlene SalazarNo ratings yet
- 340 Operators ManualDocument119 pages340 Operators Manualcutefrenzy100% (2)
- CH20Document14 pagesCH20Juan pablo Valencia jaramilloNo ratings yet
- Gas Pressure Regulator ManualDocument25 pagesGas Pressure Regulator ManualaminNo ratings yet
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Document30 pagesTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkNo ratings yet
- A485 PDFDocument4 pagesA485 PDFProduction DepartmentNo ratings yet
- UH-60 Helicopter Maintenance ManualDocument559 pagesUH-60 Helicopter Maintenance Manualjoel alvarado100% (1)
- Parts ListDocument295 pagesParts Listtamasradu0% (1)
- Case 2203-1Document2 pagesCase 2203-1Tahfiz AhlamNo ratings yet
- Astm b160Document6 pagesAstm b160Kevin Almeida100% (1)
- Fluent Meshing 18.2 Module03 CFDSurf ImportDocument65 pagesFluent Meshing 18.2 Module03 CFDSurf ImportcansuyusNo ratings yet
- Miners RuleDocument2 pagesMiners Ruleபிரபாகரன் ஆறுமுகம்No ratings yet
- Magnetic Particle Testing: Standard Practice ForDocument22 pagesMagnetic Particle Testing: Standard Practice ForKevin Reyes VegaNo ratings yet
- ISO 6772 - Impulse Test AereoDocument8 pagesISO 6772 - Impulse Test Aereomaurobruno1973No ratings yet
- Helicoil Plus en 0100Document56 pagesHelicoil Plus en 0100vaseaNo ratings yet
- Schnorr - Handbook For Disc SpringsDocument151 pagesSchnorr - Handbook For Disc SpringsPieter van der MeerNo ratings yet
- Airbus Reference Language AbbreviationsDocument66 pagesAirbus Reference Language Abbreviations862405No ratings yet
- ORD 5700 Parker O-Ring HandbookDocument292 pagesORD 5700 Parker O-Ring Handbookcalaverilandia100% (1)
- Universal Joint EfficiencyDocument8 pagesUniversal Joint Efficiencychrisrae23No ratings yet
- The Lee Company, Technical Hydraulic HandbookDocument635 pagesThe Lee Company, Technical Hydraulic Handbookchrisrae23100% (1)
- Lee Handbook PDFDocument635 pagesLee Handbook PDFchrisrae23No ratings yet
- JAR-25 Airworthiness Standards for Large AeroplanesDocument35 pagesJAR-25 Airworthiness Standards for Large AeroplaneserohlNo ratings yet
- Compressive Strength, Chloride Diffusivity and Pore Structure of High Performance Metakaolin and Silica Fume ConcreteDocument8 pagesCompressive Strength, Chloride Diffusivity and Pore Structure of High Performance Metakaolin and Silica Fume ConcreteAboalmaail AlaminNo ratings yet
- RRB Group DDocument35 pagesRRB Group DRITESH KUMARNo ratings yet
- 194 Sample ChapterDocument27 pages194 Sample ChapterVikas TiwariNo ratings yet
- PowerOn Fusion PDFDocument16 pagesPowerOn Fusion PDFJagan VanamaNo ratings yet
- Air Car SeminarDocument24 pagesAir Car SeminarSatyajit MenonNo ratings yet
- Understanding Operating Systems Fifth Edition: Memory Management: Virtual MemoryDocument21 pagesUnderstanding Operating Systems Fifth Edition: Memory Management: Virtual MemoryRidzuan DolahNo ratings yet
- History Gelatin DryingDocument3 pagesHistory Gelatin DryingLe Thi Kim KhanhNo ratings yet
- Language As IdeologyDocument26 pagesLanguage As IdeologyAlcione Gonçalves Campos100% (2)
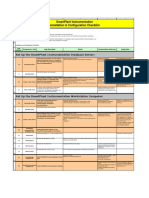
- SmartPlant Instrumentation installation checklistDocument2 pagesSmartPlant Instrumentation installation checklistmnoormohamed82No ratings yet
- Date Company Code Bank RefDocument16 pagesDate Company Code Bank RefSrinivas YNo ratings yet
- AIR Intelligence Manual 33 308100 004 RemoteDocument88 pagesAIR Intelligence Manual 33 308100 004 RemoteLeChancheNo ratings yet
- Envea Dusty Manual enDocument26 pagesEnvea Dusty Manual enmikiNo ratings yet
- Hitachi SetFree MiniVRF 0120LRDocument52 pagesHitachi SetFree MiniVRF 0120LRAhmed AzadNo ratings yet
- Leadership Learnings From Chhatrapati SHDocument5 pagesLeadership Learnings From Chhatrapati SHSagar RautNo ratings yet
- Hole Cleaning PDFDocument68 pagesHole Cleaning PDFHarold AldayNo ratings yet
- Ordinary Portland Cement, 33 Grade - Specification: Indian StandardDocument12 pagesOrdinary Portland Cement, 33 Grade - Specification: Indian StandardAmbrishNo ratings yet
- SKFDocument26 pagesSKFRahul ParikhNo ratings yet
- Reaction Paper The Flight From ConversationDocument4 pagesReaction Paper The Flight From ConversationJoe NasalitaNo ratings yet
- Aztech+700WR-3G User ManualDocument57 pagesAztech+700WR-3G User Manualkero_the_hero67% (3)
- 300G IM SettingsSheets 20160122Document27 pages300G IM SettingsSheets 20160122zeljkoradaNo ratings yet
- Crisis Management PlanDocument8 pagesCrisis Management PlanNfareeNo ratings yet
- Baguio Schools Teacher Deployment AnalysisDocument2 pagesBaguio Schools Teacher Deployment AnalysisDon Mariano Marcos Elementary SchoolNo ratings yet
- Export Promotion Councils - Final UpdatedDocument14 pagesExport Promotion Councils - Final UpdatedUtkarsh SaxenaNo ratings yet
- Nested Group PowerShellDocument3 pagesNested Group PowerShellNeha SinghNo ratings yet
- ANTRICE S.A. POWER SUPPLY RACKDocument3 pagesANTRICE S.A. POWER SUPPLY RACKmichaelliu123456No ratings yet
- June 2014 Draft for Public ReviewDocument59 pagesJune 2014 Draft for Public ReviewRomel Vargas Sánchez0% (1)
- Schools Division of Pasay City outlines 5S workplace organizationDocument9 pagesSchools Division of Pasay City outlines 5S workplace organizationJhaexelle allenah AlfonsoNo ratings yet
- Service Accessories: CatalogDocument32 pagesService Accessories: CatalogdummaNo ratings yet
- Greddy E-Manage Installation ManualDocument6 pagesGreddy E-Manage Installation ManualTHMotorsports.net100% (2)
- COMPREHENSIVE MUSIC AND ARTS EXAMDocument4 pagesCOMPREHENSIVE MUSIC AND ARTS EXAMChris Patlingrao100% (1)