You might also like
- Shell Gasification Business in Action v2Document19 pagesShell Gasification Business in Action v2Vangelis Nanos100% (1)
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringFrom EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNo ratings yet
- Successful Start Up of The Worlds Newest FCCDocument14 pagesSuccessful Start Up of The Worlds Newest FCCEQP1210100% (1)
- 16 50061-Mr-003-Zk-lst-02 Bill of Instrument Installed MaterialDocument4 pages16 50061-Mr-003-Zk-lst-02 Bill of Instrument Installed MaterialPhucChuVanNo ratings yet
- Q1 Catalyst CatastrophesDocument6 pagesQ1 Catalyst CatastrophesGhulam RasoolNo ratings yet
- Dehydration Plant Twenty Years PaperDocument5 pagesDehydration Plant Twenty Years Papersejerson07No ratings yet
- Firebox Operation and ControlDocument35 pagesFirebox Operation and ControlAbdullah Sabry AzzamNo ratings yet
- Process Automation Examples From Various Plant Stations in A Beet Sugar FactoryDocument36 pagesProcess Automation Examples From Various Plant Stations in A Beet Sugar FactoryRiadh2012No ratings yet
- Ammonia Based DesulferizationDocument36 pagesAmmonia Based Desulferizationlibid_rajNo ratings yet
- Coal Direct Chemical Looping (CDCL) Retrofit To Pulverized Coal Power Plants For In-Situ CO CaptureDocument36 pagesCoal Direct Chemical Looping (CDCL) Retrofit To Pulverized Coal Power Plants For In-Situ CO CaptureSanto CoolNo ratings yet
- Adiabatic PrerefDocument47 pagesAdiabatic Prerefleonard chokNo ratings yet
- LurgiDocument28 pagesLurgiMisha Manohar100% (2)
- Gasification by ShellDocument22 pagesGasification by Shellkagaku09100% (1)
- Fluor Daniel Process Manual Syngas Generation Section Date: K:/WRK090/037/345/MANUALS/SYNGAS/009-TOC - SAM-04/23/1997Document140 pagesFluor Daniel Process Manual Syngas Generation Section Date: K:/WRK090/037/345/MANUALS/SYNGAS/009-TOC - SAM-04/23/1997eddie eddNo ratings yet
- HTS CatalystDocument16 pagesHTS CatalystMuhammad Junaid100% (1)
- Coal To Methanol: Technical ReportDocument32 pagesCoal To Methanol: Technical ReportAhmad Nur MU AqilNo ratings yet
- D20b - European Workshop Sept 2009Document229 pagesD20b - European Workshop Sept 2009arsalanrabbanianNo ratings yet
- 文本部分Document62 pages文本部分Aamir ShahzadNo ratings yet
- Rafael Damar Arjanggi - Indiv Assg 1 - PPE-2017Document19 pagesRafael Damar Arjanggi - Indiv Assg 1 - PPE-2017Rafael DamarNo ratings yet
- Troubleshooting Liquid Carryover in Gas Compression Systems MySep White PaperDocument11 pagesTroubleshooting Liquid Carryover in Gas Compression Systems MySep White Paperthlim19078656No ratings yet
- FCC Catalyst OptimizationDocument39 pagesFCC Catalyst Optimizationccnew3000No ratings yet
- (Stefano Mazzoni - Thesis) - Igcc Combined Cycle SectionDocument202 pages(Stefano Mazzoni - Thesis) - Igcc Combined Cycle SectionantonioiovineNo ratings yet
- 34perr PDFDocument18 pages34perr PDFAlek KrótkiNo ratings yet
- Trimming Nox From Furnaces - Rev3Document6 pagesTrimming Nox From Furnaces - Rev3Deepika UmlaniNo ratings yet
- 8q1pQq PDFDocument100 pages8q1pQq PDFJonathan Riveros RojasNo ratings yet
- Pushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert RingerDocument6 pagesPushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert Ringervaratharajan g rNo ratings yet
- Potential Role of Green Hydrogen 003Document70 pagesPotential Role of Green Hydrogen 003nipunpesala1996100% (1)
- Topsoe Novel Coker NaphthaDocument13 pagesTopsoe Novel Coker NaphthaGarry DavidNo ratings yet
- Guide To Design AdsorberDocument99 pagesGuide To Design AdsorberLove Victim100% (1)
- 017 Catalytic CrackingDocument10 pages017 Catalytic CrackingJess TobiasNo ratings yet
- 6 MarchDocument51 pages6 MarchmaritsyaditaaNo ratings yet
- Ammonia Energy - EfficiencyDocument4 pagesAmmonia Energy - Efficiencyanupam01013787No ratings yet
- Modeling of CO2 Capture Via Chemical Absorption Processes An ExtensiveliteraturereviewDocument21 pagesModeling of CO2 Capture Via Chemical Absorption Processes An ExtensiveliteraturereviewRene QuisNo ratings yet
- Gasification: The Waste-To-Energy SolutionDocument14 pagesGasification: The Waste-To-Energy Solutionmamboking1No ratings yet
- Design, Manufacture, Installation, Operation, and Maintenance of Valves Used in Liquid Oxygen and Cold Gaseous Oxygen SystemsDocument35 pagesDesign, Manufacture, Installation, Operation, and Maintenance of Valves Used in Liquid Oxygen and Cold Gaseous Oxygen SystemsAndika PratamaNo ratings yet
- Computational Fluid Dynamics Simulation of Coal Gasification in A Circulating Fluidized Bed ReactorDocument7 pagesComputational Fluid Dynamics Simulation of Coal Gasification in A Circulating Fluidized Bed ReactorLucas DinizNo ratings yet
- GTLDocument11 pagesGTLSyahrinNo ratings yet
- Lurgi MegamethanolDocument8 pagesLurgi MegamethanolAngeloNo ratings yet
- Full Text 01Document140 pagesFull Text 01ArturoDellaMadalenaNo ratings yet
- Chemical Reactor Design - NotesDocument4 pagesChemical Reactor Design - NotesJanaki Devi ParratNo ratings yet
- Hydroprocessing: Hydrocracking & HydrotreatingDocument45 pagesHydroprocessing: Hydrocracking & HydrotreatingRobin ZwartNo ratings yet
- A Review of The Water Gas Shift Reaction KineticsDocument35 pagesA Review of The Water Gas Shift Reaction KineticsRickyWisaksono100% (1)
- Index - 2017 - Integrated Gasification Combined Cycle IGCC Technologies PDFDocument23 pagesIndex - 2017 - Integrated Gasification Combined Cycle IGCC Technologies PDFrusdanadityaNo ratings yet
- Clean Fuels: QuestionsDocument6 pagesClean Fuels: QuestionsErika de la RosaNo ratings yet
- CO Capture and Storage: Options and Challenges For The Cement IndustryDocument49 pagesCO Capture and Storage: Options and Challenges For The Cement IndustryMohamedRaahimNo ratings yet
- Selexol Vs RectisolDocument3 pagesSelexol Vs RectisolRaguNo ratings yet
- 103Document52 pages103Món Quà Vô Giá100% (1)
- D1 - T3 - Michael Goff - Black & VeatchDocument30 pagesD1 - T3 - Michael Goff - Black & VeatchSumant AggNo ratings yet
- Heat Exchanger DesignDocument83 pagesHeat Exchanger DesignPhượng NguyễnNo ratings yet
- Production of 1,5-Pentanediol From Biomass Via Furfural andDocument20 pagesProduction of 1,5-Pentanediol From Biomass Via Furfural andMihaela PatrascuNo ratings yet
- Theory of Carbon Formation in Steam RefoDocument35 pagesTheory of Carbon Formation in Steam Refoknightatarms1No ratings yet
- Polimeri Europa - E-SBR FlyerDocument8 pagesPolimeri Europa - E-SBR FlyerbltzkrigNo ratings yet
- Catalytic: Reactivities, Networks, Kinetics High-Pressure HydroprocessingDocument38 pagesCatalytic: Reactivities, Networks, Kinetics High-Pressure HydroprocessingEdgar ZitroNo ratings yet
- Hydrotreating - UOP - A Honeywell CompanyDocument59 pagesHydrotreating - UOP - A Honeywell CompanySamNo ratings yet
- Ethylene Production PDFDocument28 pagesEthylene Production PDFMariam AsgharNo ratings yet
- Sequestering CO in The Built Environment: Calera CorporationDocument48 pagesSequestering CO in The Built Environment: Calera CorporationPassmore DubeNo ratings yet
- Rectisol Wash Units: Acid Gas Removal For Polygeneration Concepts Downstream GasificationDocument34 pagesRectisol Wash Units: Acid Gas Removal For Polygeneration Concepts Downstream Gasificationpippo2378793No ratings yet
- 2011 04 11 Biomass GasificationDocument48 pages2011 04 11 Biomass GasificationHotib PerwiraNo ratings yet
- ASTM - Valve, Material Specifications PDFDocument8 pagesASTM - Valve, Material Specifications PDFmourinho2No ratings yet
- Design of Chute SpillwayDocument33 pagesDesign of Chute SpillwayBhaskar ReddyNo ratings yet
- Steam Trap Sizing Best Practice PDFDocument5 pagesSteam Trap Sizing Best Practice PDFthawdarNo ratings yet
- 1 Promill Crushers 170112 WebDocument2 pages1 Promill Crushers 170112 WebPok Jak SallehNo ratings yet
- Insulation Materials Spec Chart Updated JULY 2016Document2 pagesInsulation Materials Spec Chart Updated JULY 2016instagram agnesNo ratings yet
- Wet Scrubber Application Guide: Impingement Plate Scrubbers Venturi Scrubbers Eductor Venturi ScrubbersDocument11 pagesWet Scrubber Application Guide: Impingement Plate Scrubbers Venturi Scrubbers Eductor Venturi ScrubberssilahganNo ratings yet
- Crossflow ScrubberDocument8 pagesCrossflow Scrubbermourinho2No ratings yet
- Gas Liquid Separation TechnologyDocument24 pagesGas Liquid Separation TechnologyJeEJyZaNo ratings yet
- Vertical Immersion Pump VTP-BBFDocument23 pagesVertical Immersion Pump VTP-BBFmourinho2No ratings yet
- Spray Engineering HandbookDocument50 pagesSpray Engineering Handbookfredloulou100% (3)
- Air Pollution Control Technology Handbook 9115Document20 pagesAir Pollution Control Technology Handbook 9115mourinho2No ratings yet
- Cyclo Drive PDFDocument341 pagesCyclo Drive PDFmourinho2100% (1)
- Detergent PowderDocument16 pagesDetergent PowderJan Benner50% (2)
- Cyclo Drive PDFDocument341 pagesCyclo Drive PDFmourinho2100% (1)
- Lurgi's MPG Gasification Plus RectisolDocument12 pagesLurgi's MPG Gasification Plus Rectisolmourinho2No ratings yet
- Cyclo6000-026 Dimensions Integral V-Flange Double Reduction PDFDocument7 pagesCyclo6000-026 Dimensions Integral V-Flange Double Reduction PDFmourinho2No ratings yet
- New Shell Coal Gasification ProjectsDocument15 pagesNew Shell Coal Gasification Projectsmourinho2No ratings yet
- WMPI - Waste Coal To Clean Liquid FuelsDocument11 pagesWMPI - Waste Coal To Clean Liquid Fuelsmourinho2No ratings yet
- Jorc Geo e STT MDocument176 pagesJorc Geo e STT MAde PrayudaNo ratings yet
- Kaiser AS 36.8Document73 pagesKaiser AS 36.8mailomilena75% (4)
- Sanyo MDF-U4186S Service ManualDocument30 pagesSanyo MDF-U4186S Service ManualEmRe OflazNo ratings yet
- Business Profile 5Document13 pagesBusiness Profile 5jhonsonarmaniNo ratings yet
- EmissionsDocument16 pagesEmissionskeklim79No ratings yet
- Boiler Performance TestDocument5 pagesBoiler Performance TestagusfaizinNo ratings yet
- Testing and Certification ServicesDocument12 pagesTesting and Certification ServicesBash MatNo ratings yet
- DIY Pump Based Vacuum Press PDFDocument16 pagesDIY Pump Based Vacuum Press PDFpertmasterNo ratings yet
- Etap Merging Library Addition 75Document2 pagesEtap Merging Library Addition 75Hotmian SitinjakNo ratings yet
- Coupon 10% P.A. - 6 Months - Low Strike at 75% - USDDocument1 pageCoupon 10% P.A. - 6 Months - Low Strike at 75% - USDapi-25889552No ratings yet
- IEEE Smart Grid Domains and SubDomains DefinitionsDocument5 pagesIEEE Smart Grid Domains and SubDomains DefinitionsDenny Haryanto Sinaga100% (1)
- Session 2 - Dolma Impact Fund - Shabda GyawaliDocument7 pagesSession 2 - Dolma Impact Fund - Shabda GyawaliEnergy for AllNo ratings yet
- Outdoor Instrument Transformers: Current Transformers Voltage TransformersDocument36 pagesOutdoor Instrument Transformers: Current Transformers Voltage Transformersdfsgsdf df3tegdfgNo ratings yet
- Citec Genesis Air Conditioner CatalogueDocument4 pagesCitec Genesis Air Conditioner CatalogueSri WidodoNo ratings yet
- Cyclon Selection GuideDocument24 pagesCyclon Selection GuidemehralsmenschNo ratings yet
- Phonix Overview VGPG1114 R0Document20 pagesPhonix Overview VGPG1114 R0renzo condeNo ratings yet
- Green Product Management - Wistron - ENDocument7 pagesGreen Product Management - Wistron - ENxtrayangNo ratings yet
- 007 EDI Feed Water PumpDocument3 pages007 EDI Feed Water PumpDerkung BenowatNo ratings yet
- Atlas Copco - Marine - SolutionsDocument88 pagesAtlas Copco - Marine - SolutionsCuong TranHung0% (1)
- OnM Best Practices MPPGCLDocument42 pagesOnM Best Practices MPPGCLJithinAbraham100% (1)
- Buku 3 Executive Summary RUPTL 2015 2024EDocument52 pagesBuku 3 Executive Summary RUPTL 2015 2024EmuhammadfaridzNo ratings yet
- US Army Journal of Installation Management Fall 2010Document95 pagesUS Army Journal of Installation Management Fall 2010U.S. Army Installation Management CommandNo ratings yet
- Aeroterma Electrica de Perete FRICO C9 9 KW 400V Fisa TehnicaDocument6 pagesAeroterma Electrica de Perete FRICO C9 9 KW 400V Fisa TehnicacosmynnsNo ratings yet
- Light Cube - LED Product CatalogDocument8 pagesLight Cube - LED Product CatalogshilpNo ratings yet
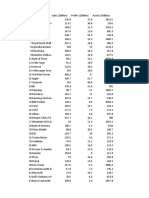
- Largest Companies in The WorldDocument92 pagesLargest Companies in The WorldDiego Murillo ContrerasNo ratings yet
- ! 13 OrcDocument16 pages! 13 Orcsapcuta16smenNo ratings yet
- Citadis Spirit - Brochure - enDocument6 pagesCitadis Spirit - Brochure - enLuca Marius CristianNo ratings yet
- Palazzoli Plugs & Sockets InstallationDocument224 pagesPalazzoli Plugs & Sockets Installationmanox007100% (1)
- AC412-AC424 2012 Class 3 Zsuzsanna 023457Document9 pagesAC412-AC424 2012 Class 3 Zsuzsanna 023457Abiola OshoNo ratings yet
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsFrom EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsRating: 4.5 out of 5 stars4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- The Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceFrom EverandThe Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceNo ratings yet
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- A Pathway to Decarbonise the Shipping Sector by 2050From EverandA Pathway to Decarbonise the Shipping Sector by 2050No ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Heat Transfer Engineering: Fundamentals and TechniquesFrom EverandHeat Transfer Engineering: Fundamentals and TechniquesRating: 4 out of 5 stars4/5 (1)
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Photovoltaic Solar Energy: From Fundamentals to ApplicationsFrom EverandPhotovoltaic Solar Energy: From Fundamentals to ApplicationsNo ratings yet
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Live Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerFrom EverandLive Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerNo ratings yet
- Fundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsFrom EverandFundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsNo ratings yet
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsFrom EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsNo ratings yet
- Electrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977From EverandElectrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977No ratings yet
- An Introduction to Renewable Energy Sources : Environment Books for Kids | Children's Environment BooksFrom EverandAn Introduction to Renewable Energy Sources : Environment Books for Kids | Children's Environment BooksNo ratings yet
- RV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!From EverandRV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!No ratings yet
- Global Landscape of Renewable Energy FinanceFrom EverandGlobal Landscape of Renewable Energy FinanceNo ratings yet
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetFrom EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetRating: 2 out of 5 stars2/5 (1)